EP1356879A2 - Lingotière de coulée continue - Google Patents
Lingotière de coulée continue Download PDFInfo
- Publication number
- EP1356879A2 EP1356879A2 EP03004607A EP03004607A EP1356879A2 EP 1356879 A2 EP1356879 A2 EP 1356879A2 EP 03004607 A EP03004607 A EP 03004607A EP 03004607 A EP03004607 A EP 03004607A EP 1356879 A2 EP1356879 A2 EP 1356879A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- coolant
- row
- continuous casting
- bores
- mold according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009749 continuous casting Methods 0.000 title claims description 19
- 239000002826 coolant Substances 0.000 claims abstract description 110
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 38
- 229910052802 copper Inorganic materials 0.000 claims abstract description 38
- 239000010949 copper Substances 0.000 claims abstract description 38
- 239000002184 metal Substances 0.000 claims abstract description 7
- 229910052751 metal Inorganic materials 0.000 claims abstract description 7
- 238000005266 casting Methods 0.000 claims description 41
- 239000007788 liquid Substances 0.000 claims description 7
- 229910001338 liquidmetal Inorganic materials 0.000 claims description 6
- 229910000831 Steel Inorganic materials 0.000 claims description 5
- 230000001105 regulatory effect Effects 0.000 claims description 5
- 239000010959 steel Substances 0.000 claims description 5
- 239000012467 final product Substances 0.000 abstract 1
- 238000001816 cooling Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 3
- IHQKEDIOMGYHEB-UHFFFAOYSA-M sodium dimethylarsinate Chemical class [Na+].C[As](C)([O-])=O IHQKEDIOMGYHEB-UHFFFAOYSA-M 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 230000005499 meniscus Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/055—Cooling the moulds
Definitions
- the invention relates to a continuous casting mold for liquid metals, in particular for liquid steel with different casting speeds, e.g. between 3 m / min to 10 m / min are pourable, with different thicknesses of the casting strand are provided as a slab and also as a thin slab and the heat by means coolant guided through channels running in the casting direction can be removed.
- the invention is based, for the production of an error-free end product the task a coordination of a minimum number of parameters with basic Propose meaning.
- the object is achieved according to the invention in that the remaining copper plate thickness in front of a channel for coolant to the hot side, the arrangement and dimensions of the channels and the flow rate of the coolant to the entire range of casting speeds for the casting metal are coordinated.
- the currently used version of the copper plates has a continuous row of cooling holes at a certain distance from each other.
- This design is improved in that the coolant holes in the copper plate Coolant channels with a predetermined distance to the hot side of the Copper plate are arranged. This means that apart from the hot side distance the distance in the row across the copper plate width and the flow cross-sections of the coolant channels matched to each other.
- the coolant holes at a predetermined distance from each other across the width of the copper plate and run a predetermined length over the height of the copper plate.
- the cooling intensity in the area of the meniscus can also be increased by by additionally for higher casting speeds in relation to the hot side to a front, first row of the coolant holes at least one to the first Row with a larger distance from the hot side, second row of coolant holes is provided.
- the casting speed can fundamentally be significantly increased.
- the introduction of a second row of coolant holes may be different Improvement can be designed by having the second row of coolant holes each have a coolant hole at an increased distance from the hot side between two coolant holes in the first row.
- Improved heat dissipation can also be supported that the second row of staggered coolant holes over an upper section or is provided over the entire height of the copper plate.
- a cooling intensity change is before or during the Casting operation possible because the coolant holes of the first row and the second row each connected to a separate coolant circuit are.
- Another embodiment is that the flow direction of the coolant in the first row and in the second row from top to bottom or reversed.
- such a regulation provides that the coolant quantities the first row and the second row of coolant holes in Depending on the respective casting speed can be regulated.
- the continuous casting mold is on its broad sides (for slabs or thin slab cross-sections) made of copper plates 1 with a copper plate thickness 1a, e.g. 25 mm thickness.
- the continuous casting mold forms a so-called funnel mold, as indicated on the hot side 4.
- Such funnel molds are e.g. in CSP systems used.
- One of the broad sides delimits the liquid metal 5, in particular the liquid steel, and thus forms the hot side 4, the liquid Cast metal 5 is constantly kept at the level of the bath level 4a.
- Coolant 3 (cooling water with or without additives) carries the heat of the liquid metal 3, so that, as shown in FIG. 3, the temperature profile 4b at the bath level 4a rises steeply and reaches a climax just below, seen from there the temperature drops to the exit of the copper plate 1.
- the copper plate remaining thickness 1 c in front of a coolant channel 2 to the hot side 4 is voted.
- One aspect of the coordination is that of the coolant holes 2a existing in the copper plate 1 coolant channels 2 with a predetermined Distance 6, which essentially corresponds to the remaining copper plate thickness 1c, to Hot side 4 of the copper plate 1 are arranged and a distance 7 between the next coolant bore 2a.
- Another criterion for voting is in addition to the distance 7 across the width 1b of the copper plate 1, a predetermined one Length 8 over the height 9 of the copper plate 1.
- the length 8 over the entire Height 9 reach or height 8 only extends to a middle area and the lower area is cooled as before via cooling slots (not shown).
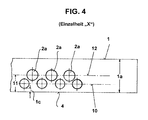
- first row 10 of the coolant holes 2a at least one to the first row 10 with an increased distance 11 to the hot side 4th a second row 12 of coolant bores 2a are arranged.
- Row 10 will always used for normal casting operations up to approx. 6 m / min. It is a partial flow for the 12 series is also possible.
- this is second row 12 of coolant bores 2a, each with an enlarged distance 11 to the hot side 4 arranged coolant bore 2a, which is between two coolant bores 2a of the first row 10 is located (see FIG. 3).
- Coolant holes 2a can only over an upper portion, the length 8, can be provided in the copper plate 1.
- the coolant holes 2a can also run over the full height 9 of the copper plate 1.
- the coolant holes are for regulating the amount of heat to be dissipated per unit of time 2a of the first row 10 and the second row 12 each to one separate coolant circuit connected alternately or simultaneously be operated.
- the diameter of the coolant holes 2a in the first row 10 can also larger than the diameter of the coolant bores 2a in the second row 12 to get voted. This results in different distances 11 from the hot side 4th
- the flow direction 13 of the coolant 3 runs in the first row 10 and in the second row 12 from top to bottom.
- the main flow of the coolant 3 is passed through the first row 10 of coolant bores 2a and a partial flow of the coolant 3 due to the reduced length 14 of the coolant bore in the height 9 of the mold plate 1 2a led.
- the main flow of the coolant 3 is passed through row 12 executed at height 9 of mold plate 1 with shorter length 14 from coolant bores 2a and only a partial flow of coolant 3 through the first Row 10 out of coolant holes 2a.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Led Devices (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10217906A DE10217906A1 (de) | 2002-04-23 | 2002-04-23 | Stranggießkokille für flüssige Metalle, insbesondere für flüssigen Stahl |
| DE10217906 | 2002-04-23 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1356879A2 true EP1356879A2 (fr) | 2003-10-29 |
| EP1356879A3 EP1356879A3 (fr) | 2003-11-05 |
| EP1356879B1 EP1356879B1 (fr) | 2008-02-27 |
Family
ID=28685230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03004607A Expired - Lifetime EP1356879B1 (fr) | 2002-04-23 | 2003-03-01 | Lingotière de coulée continue |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1356879B1 (fr) |
| AT (1) | ATE387275T1 (fr) |
| DE (2) | DE10217906A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010003695A1 (fr) | 2008-07-10 | 2010-01-14 | Sms Siemag Ag | Lingotière de coulée continue |
| ITUD20100215A1 (it) * | 2010-11-25 | 2012-05-26 | Danieli Off Mecc | Cristallizzatore per colata continua |
| EP3461570A1 (fr) * | 2017-09-28 | 2019-04-03 | SMS Group GmbH | Lingotière de coulée continue |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5299627A (en) * | 1992-03-03 | 1994-04-05 | Kawasaki Steel Corporation | Continuous casting method |
| DE19852473C1 (de) * | 1998-11-13 | 2000-05-31 | Schloemann Siemag Ag | Kokillenplatte einer Stranggießanlage |
| US6367539B1 (en) * | 1999-01-13 | 2002-04-09 | Danieli & C. Officine Meccaniche Spa | Crystalliser for continuous casting |
-
2002
- 2002-04-23 DE DE10217906A patent/DE10217906A1/de not_active Withdrawn
-
2003
- 2003-03-01 DE DE50309235T patent/DE50309235D1/de not_active Expired - Lifetime
- 2003-03-01 EP EP03004607A patent/EP1356879B1/fr not_active Expired - Lifetime
- 2003-03-01 AT AT03004607T patent/ATE387275T1/de not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5299627A (en) * | 1992-03-03 | 1994-04-05 | Kawasaki Steel Corporation | Continuous casting method |
| DE19852473C1 (de) * | 1998-11-13 | 2000-05-31 | Schloemann Siemag Ag | Kokillenplatte einer Stranggießanlage |
| US6367539B1 (en) * | 1999-01-13 | 2002-04-09 | Danieli & C. Officine Meccaniche Spa | Crystalliser for continuous casting |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010003695A1 (fr) | 2008-07-10 | 2010-01-14 | Sms Siemag Ag | Lingotière de coulée continue |
| DE102008032672A1 (de) | 2008-07-10 | 2010-01-14 | Sms Siemag Aktiengesellschaft | Stranggießkokille |
| ITUD20100215A1 (it) * | 2010-11-25 | 2012-05-26 | Danieli Off Mecc | Cristallizzatore per colata continua |
| WO2012069913A1 (fr) * | 2010-11-25 | 2012-05-31 | Danieli & C. Officine Meccaniche Spa | Cristallisoir pour moulage en continu |
| CN103328131A (zh) * | 2010-11-25 | 2013-09-25 | 达涅利机械设备股份公司 | 用于连续铸造的结晶器 |
| US8899305B2 (en) | 2010-11-25 | 2014-12-02 | Danieli & C. Officine Meccaniche Spa | Crystallizer for continuous casting |
| CN103328131B (zh) * | 2010-11-25 | 2015-07-22 | 达涅利机械设备股份公司 | 用于连续铸造的结晶器 |
| EP3461570A1 (fr) * | 2017-09-28 | 2019-04-03 | SMS Group GmbH | Lingotière de coulée continue |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1356879B1 (fr) | 2008-02-27 |
| DE50309235D1 (de) | 2008-04-10 |
| EP1356879A3 (fr) | 2003-11-05 |
| DE10217906A1 (de) | 2003-11-06 |
| ATE387275T1 (de) | 2008-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1937429B1 (fr) | Procede et dispositif de coulee continue | |
| EP2334452B1 (fr) | Dispositif et procédé de refroidissement secondaire dans une installation de coulée continue | |
| EP2349612B1 (fr) | Procédé et installation de coulée continue pour la production de brames épaisses | |
| DE102009034847A1 (de) | Vorrichtung und Verfahren zur geregelten Sekundärkühlung einer Stranggießanlage | |
| EP2589446A2 (fr) | Rouleau avec système de refroidissement | |
| DE19637402A1 (de) | Bandgießen | |
| DE2420484C2 (de) | Stranggießmaschine mit zwei Gießbändern | |
| EP1356879B1 (fr) | Lingotière de coulée continue | |
| EP1330321A1 (fr) | Procede et dispositif de coulee en continu et de formage subsequent d'une barre de coulee en acier, en particulier d'une barre de coulee sous forme de lingot ou preprofilee | |
| EP0972590B1 (fr) | Lingotière de coulée continue | |
| DE102007001931A1 (de) | Kokillenwand | |
| DE68922285T2 (de) | Stranggiesskokille mit direkter Kühlung mit verstellbarem Kühlmitteltreffpunkt. | |
| EP3623074A1 (fr) | Procédé de fabrication au voisinage des dimensions définitives de produits oblongs ainsi qu'installation de laminage de coulée continue destinée à la mise en uvre dudit procédé | |
| EP3461570B1 (fr) | Lingotière de coulée continue | |
| EP1819463B1 (fr) | Procede pour augmenter la duree de vie des parois de grands cotes d'une coquille reglable | |
| EP0107069A1 (fr) | Procédé pour la coulée continue de métaux, en particulier de l'acier et installations de coulée continue pour la mise en oeuvre du procédé | |
| EP0149447A2 (fr) | Procédé pour la régulation du niveau dans les lingotières de coulée continue d'une installation de coulée continue multiple et dispositif pour la mise en oeuvre de ce procédé | |
| EP1206985B1 (fr) | Installation de coulée continue à plusieurs lignes à lingotière coulissante ajustable | |
| EP1742751B1 (fr) | Coquille refroidie, destinee a la coulee continue | |
| EP1827735A1 (fr) | Procede et dispositif de coulee en bande de metaux | |
| DE19960593C2 (de) | Vorrichtung zum Kühlen eines metallischen Gussstrangs | |
| EP3486001B1 (fr) | Installation de coulée de brames minces pourvue de tête de machine interchangeable | |
| DE3039443A1 (de) | Sekundaerkuehlung einer stahlstraggiessanlage | |
| DE19801728C1 (de) | Stranggießkokille | |
| DE2613363A1 (de) | Stranggussmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 20030301 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070518 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50309235 Country of ref document: DE Date of ref document: 20080410 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080607 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| BERE | Be: lapsed |
Owner name: MS DEMAG AG Effective date: 20080331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080721 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080527 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 |
|
| 26N | No opposition filed |
Effective date: 20081128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080527 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100311 Year of fee payment: 8 Ref country code: GB Payment date: 20100322 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080301 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080227 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100324 Year of fee payment: 8 Ref country code: IT Payment date: 20100326 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080528 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111001 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50309235 Country of ref document: DE Effective date: 20111001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110301 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110301 |