EP1350578B1 - Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren - Google Patents
Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren Download PDFInfo
- Publication number
- EP1350578B1 EP1350578B1 EP20030005336 EP03005336A EP1350578B1 EP 1350578 B1 EP1350578 B1 EP 1350578B1 EP 20030005336 EP20030005336 EP 20030005336 EP 03005336 A EP03005336 A EP 03005336A EP 1350578 B1 EP1350578 B1 EP 1350578B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- bending
- tool
- rotation axis
- pivot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/024—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment by a swinging forming member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/12—Bending rods, profiles, or tubes with programme control
Definitions
- the invention relates to a bending machine for bending rod-like and / or rod-like workpieces, in particular of pipes, with a machine base on which a holder for a workpiece and a tool unit are provided with at least one bending tool, wherein the bending tool under relative movement of tool parts in Workpiece transverse direction can be opened and closed and forms at least one workpiece holder and wherein the tool unit is movable relative to the machine base body by the tool unit on a pivoting carrier relative to this movable and the pivot carrier is rotatably mounted on the machine base body about a running in the workpiece longitudinal direction pivot carrier axis of rotation.
- the tool unit On such bending machines, the tool unit is to be moved relative to the machine base body or to the workpiece held thereon for various reasons.
- tool units which have a plurality of superimposed bending tools for Mehrrotebiegen, relative to the machine base body such a procedure that the particular bending tool to be used can attack on the workpiece to be deformed.
- Tool units for bidirectional bending which have at least one bending tool for each bending direction, are positioned relative to the machine base body or the workpiece held thereon such that in each case the bending tool can be used for the desired bending direction.
- tool units are also used for workpiece handling and moved relative to the machine body for this purpose.
- a generic bending machine of the latter type is known from EP-0 872 292 B1.
- the pivot support for the tool unit is formed by a plate which is rotatably mounted on a machine base frame about an axis extending in the workpiece longitudinal direction axis.
- the tool unit is guided linearly by means of a carriage perpendicular to the plate rotation axis.
- the previously known tool unit can be moved before or after the workpiece machining in positions in which they take with the tool parts of a bending tool to be machined workpieces from a loading magazine or in which they processed by means of the tool parts of the bending tool workpieces to a Unloading station can pass.
- the different positions of the tool unit or of the workpiece holder formed by its bending tool can be realized in each case only with a single rotational position of the plate of the tool unit linearly leading plate relative to the machine base frame.
- a powerful traversing drive is provided for linear movement of the carriage on the plate.
- the linear guide for the carriage builds at corresponding travel lengths of the carriage relatively large.
- the present invention has set itself the goal.
- both the tool unit is rotatably mounted on the pivot carrier and the pivot support on the machine body.
- the tool axis of rotation and the pivot carrier axis of rotation are rectified. Due to the inventive features can be different positions of the tool unit according to the invention bending machines and to realize different positions of the workpiece holder or workpiece holders on the tool unit respectively with different rotational positions of the tool unit relative to the pivot carrier or the pivot carrier relative to the machine base body.
- machine tools according to the invention are distinguished by great flexibility with respect to the movements to be performed by the tool unit in different functional sequences with respect to the machine main body and with respect to the alignment of the tool unit and the pivot carrier relative to the machine base body or to the workpiece to be machined or machined.
- the arrangement of the pivot carrier can be matched to the arrangement of the workpiece so that collisions with the workpiece are excluded. If the tool unit is "balanced" in relation to the tool axis of rotation, small-sized drives of low power, in particular small-sized electric drives, are sufficient for the rotational movement of the tool unit.
- the leadership of the tool unit in its rotational movement can be accomplished with structurally simple and space-saving means to be accommodated.
- the bending tools of the tool units can be of different types. For example, bending tools for rolling bending and / or bending tools for roll bending are conceivable.
- a swivel carrier is used in the case of Erfindungsbauart according to claim 2, which ensures the required range of the tool unit mounted thereon, with appropriate design regardless of its structurally simple design.
- a pivoting arm is characterized by a relatively small mass and by a relatively small volume of construction. The machine base body is only partially covered by the swivel arm.
- the "principle of the two axes of rotation" according to the invention is implemented to realize various machine functions.
- the rotational mobility of the tool unit relative to the pivot carrier and the rotational mobility of the pivot carrier relative to the machine base body used to selectively transfer bending tools different tool levels in a bending-functional position.
- the pivot bearing of the tool unit and the pivot carrier serves to bring in the direction of rotation of the tool unit about the tool rotation axis successive bending tools optionally in a position in which they can deform the workpiece in question bending.
- Claim 5 relates to an embodiment of the bending machine according to the invention, with which workpieces without external tool change can be selectively bent in different directions.
- the tool unit is used to take over workpieces to be machined and / or for the transfer of machined workpieces.
- the pivot carrier and tool unit By appropriate rotational movement of the pivot carrier and tool unit, the latter can be moved into a workpiece receiving position and after taking over a workpiece to be machined in a bending functional position, when taking the workpiece taken over by the tool unit workpiece can be fixed to the machine base body-side workpiece holder. After one or more subsequent bending operations, the machined workpiece can be unloaded by moving the tool unit into a workpiece transfer position from the bending machine.
- claim 8 is provided in a preferred embodiment of the invention that the reorientation of the workpiece storage coupled reorientation of the workpiece an additional reorientation is superimposed. Due to this superimposition, orientation requirements of a subsequent workpiece machining can be taken into account simultaneously with the mutually coupled reorientations of workpiece and workpiece storage. In this way, the workpiece machining can be optimized in time.
- a bending machine in the form of a tube bending machine 1 has a machine base body 2, on which various functional units are provided. At its top of the machine base body 2 carries a workpiece feed device 3 with a guide rails 4 of the machine body 2 along movable feed carriage 5. This has as a holder for machined workpieces a controlled open- and closable and also rotatable about its axis collet 6. Also mounted on the machine base body 2 is a mandrel drive 7, from which a mandrel rod 8 protrudes. At the front end of the mandrel bar 8, a mandrel not shown in detail is attached in a conventional manner. In the example case shown in FIG. 1, the mandrel drive 7 is attached to a rear arm 9 of the machine main body 2.
- pivot support 10 which is formed in the example shown as an angled pivoting arm.
- the pivot carrier 10 is rotatable relative to the machine base body 2 about a pivot carrier axis of rotation 11.
- the pivot carrier pivot axis 11 extends in a workpiece longitudinal direction 12, which is indicated by dash-dotted lines in FIG.
- a tool unit 15 is mounted on an axis-parallel pivot carrier leg 14.
- the tool unit 15 is mounted rotatably about a tool rotation axis 16 on the pivot carrier 10.
- the tool axis of rotation 16 extends in the workpiece longitudinal direction 12 and thus parallel to the pivot carrier axis of rotation 11. Of the latter, the tool axis of rotation 16 is radially spaced.
- Part of the tool unit 15 are bending tools not shown in detail in FIG. 1, which are mounted on a tool carrier 17 of the tool unit 15 and are arranged at a radial distance from the tool rotation axis 16.
- a programmable computer control 18 shown in Fig. 1 suggestively all movements on the pipe bending machine 1 are effected by means of motor, in particular electric motor drives.
- the bending tools used on the tube bending machine 1 are of conventional design.
- a tool unit 15a as described in detail in FIGS. 2 to 13 can be removed, has a single bending tool 20 for pipe processing.
- This comprises as a tool part a conventional bending mold 21 which is rotatably mounted on a tool carrier 17a of the tool unit 15a about a bending axis 22. Over a part of its outer circumference, the bending mold 21 is provided with a pipe groove 23, whose cross section is matched to the cross section of workpieces to be bent in the form of tubes 24.
- a pressure element in the form of a clamping jaw 25.
- This likewise has a pipe groove, namely a pipe groove 26, adapted to the cross section of the pipes 24.
- the jaw 25 moves in the direction of a double arrow 27 relative to the bending mold 21 and thereby the bending tool 20 are opened and closed.
- the clamping jaw 25 is pivotable about the bending axis 22 with a pivoting arm 28 of the tool carrier 17a.
- the tool unit 15a or the bending tool 20 can also be used to bend the tubes 24 and also to handle them.
- a tube 24 is singulated at a loading magazine 29.
- the isolated tube 24 rests against a machine-side stop angle 30 of the loading magazine 29, which extends perpendicularly to the plane of the drawing of FIG. 2 only over a short distance of the tube 24. Adjacent to the stop angle 30, the tube 24 is exposed.
- the tool unit 15 a is arranged with the open bending tool 20.
- the pivot carrier 10 is rotated about the pivot axis 11, the tool unit 15a about the tool axis of rotation 16 accordingly.
- the tool unit 15a is rotated clockwise around the tool rotation axis 16 until the singulated pipe 24 comes to rest in the pipe groove 23 of the bending mold 21 (FIG. 3). Subsequently, the bending tool 20 is closed by moving the jaw 25. The tube 24 is now arranged in the interior of the workpiece holder formed by the tube grooves 23, 26 and fixed there in a clamping manner (FIG. 4).
- the tool unit 15a is transferred with the tube 24 held thereon by rotating about the tool axis of rotation 16 and rotating the pivot carrier 10 about the pivot carrier axis 11 in a position opposite to the pipe 24 with its machine-side end of the open collet 6 of the workpiece feed device 3 , In an intermediate position, the tube 24 in Fig. 5, in its end position in Fig. 6 is shown.
- the pivot carrier 10 is inclined in the illustration to the right, the tool unit 15a is tilted counterclockwise.
- the arrangement of the tool unit 15a and the pivot carrier 10 shown in FIG. 7 is possible.
- the position occupied by the tube 24 according to FIG. 7 is identical to the position according to FIG. 6.
- One and the same position of the tube 24 or the workpiece holder formed by the tube grooves 23, 26 can accordingly be approached with different kinematics.
- the tool unit 15a and the Swivel beams 10 may be arranged differently at one and the same position of the tube 24.
- the arrangement of the tool unit 15a and the pivot support 10 can be adjusted to the course of the pipe 24 at the front end of the pipe bending machine 1. If the tube 24 is bent during its processing, for example, to the machine base body 2, so about the pivot support 10 can be aligned such that a collision between it and the tube 24 is avoided.
- the "interference contour" formed by the tool unit 15a and / or the pivoting carrier 10 can be arranged in such a way that the tube 24 comes to rest outside of this interference contour and thus obstructs the workpiece machining.
- the feed slide 5 moves the workpiece feed device 3 computer-controlled so far to the tube 24 until its machine-side end is arranged inside the open collet 6. Subsequently, the collet 6 is also closed by computer control and the tube 24 is fixed with its machine-side end to the workpiece feed device 3. It now close in a conventional manner several bending operations. In each bending operation, the pivot arm 28 is pivoted with the jaw 25 about the bending axis 22 and at the same time the bending mold 21 is rotated about the bending axis 22. The clamped between the bending mold 21 and jaw 25 tube 24 is thereby taken and deformed.
- the bending tool 20 is opened and the tube 24 is adjusted by means of the workpiece feed device 3 in the workpiece longitudinal direction 12. With the replacement in the workpiece longitudinal direction 12, the tube 24 is rotated if necessary by controlled rotation of the collet 6 to the workpiece longitudinal direction 12. After completion of the processing, the tube 24 has the shape shown in Fig. 8.
- the tool unit 15a can be transferred with the tube 24 held thereon with rotation about the tool axis of rotation 16 and with rotation of the pivot carrier 10 about the pivot carrier pivot axis 11 in a workpiece transfer position, as shown in Figs. 11 and 12 is illustrated.
- Previously occupied intermediate positions of the tool unit 15a are shown in FIGS. 9 and 10 can be seen.
- the tube 24 is arranged on a workpiece deposit 31 of an unloading station 32 while the bending tool 20 is still closed.
- the tool unit 15a can be removed from the deposited tube 24 by rotating again about the tool rotation axis 16 and again turning the pivot carrier 10 about the pivot carrier rotation axis 11 (FIG. 13) and then again into the position according to FIG Fig. 2 are moved. It may then follow another cycle of the kind described.
- the tool unit 15b is designed as a multi-level unit and, as such, provided with two bending tools 40, 60 arranged one above the other under the definition of different tool planes.
- the bending tool 40 comprises as tool parts a bending mold 41 and an associated clamping jaw 45, the bending tool 60 a bending mold 61 and a clamping jaw 65.
- the bending molds 41, 61 are rotatable about a common bending axis 42, the clamping jaws 45, 65 are together with a pivot arm 48 of a tool carrier 17b about the bending axis 42 pivotally.
- the clamping jaws 45, 65 are displaceable on the pivot arm 48 in the direction of a double arrow 47.
- bends can be produced with different bending radii.
- FIG. 14 shows the tool unit 15b in a machine operating phase in which the bending tool 40 assumes a bending functional position on the tube 24.
- the tube 24 is held clamped in a workpiece holder, which is formed by a tube groove 43 of the bending mold 41 and a tube groove 46 of the clamping jaw 45.
- a workpiece holder which is formed by a tube groove 43 of the bending mold 41 and a tube groove 46 of the clamping jaw 45.
- Another workpiece holder is formed on the tool unit 15b by a tube groove 63 of the bending mold 61 and a tube groove 66 of the clamping jaw 65. In the operating state illustrated in FIG. 14, the workpiece holder 63, 66 is unused.
- the bending tool 40 is to be opened (FIG. 15).
- the bending tool 60 is thus inevitably mitgesöff.
- the bending tool 60 is transferred into a bending-functional position by rotation of the tool unit 15b about the tool axis of rotation 16 and rotation of the pivot carrier 10 about the pivot carrier axis of rotation 11.
- the bending functional position of the meanwhile closed bending tool 60 is shown in FIG.
- Prior to this operating state intermediate positions of the tool unit 15b are shown in FIGS. 16 to 19 can be seen.
- the tool unit 15b is tilted about the tool rotation axis 16 in the clockwise direction, the pivot carrier 10 is pivoted counterclockwise against the vertical.
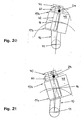
- a corresponding bending functional position of the bending tool 60 can be achieved with the alignment of tool unit 15b and pivoting carrier 10 shown in FIG.
- the position of the workpiece holder 63, 66 according to FIG. 20 coincides identically with the position assumed by the tool holder 63, 66 in FIG. 21.
- the swivel arm 48 of the tool carrier 17b is pivoted about the bending axis 42 while rotating the bending molds 41, 61, a bend results on the pipe 24 whose bending radius exceeds the bending radius of the previously Bending created by the bending tool 40 exceeds.
- FIGS. 22 to 30 A tool unit 15c, by means of which pipes 24 can be bent in two opposite directions without external tool change, is shown in FIGS. 22 to 30 shown.
- a tool carrier 17c of the tool unit 15c two bending tools 80, 100 are provided on both sides of the tool rotation axis 16. Bending molds 81, 101 of the bending tools 80, 100 are seated on a common bending axis 82.
- About the bending axis 82 is pivotable about a pivot arm 88 on opposite sides of a jaw 85 of the bending tool 80 and a jaw 105 of the bending tool 100 stores.
- the jaw 85 is movable in the direction of a double arrow 87 opposite the bending mold 81, the clamping jaw 105 in the direction of a double arrow 107 relative to the bending mold 101.
- Pipe grooves 83, 86 on the bending mold 81 and the clamping jaw 85 and pipe grooves 103, 106 on the bending mold 101 and the jaw 105 form workpiece holders, in which the tube 24 can be fixed.
- FIG. 22 shows the tool unit 15c in an operating phase in which the bending tool 80 assumes a bending functional position.
- the bending tool 100 is to be transferred into a bending-functional position.
- the bending tool 80 is initially opened for this purpose (FIG. 23).
- the tool unit 15c is pivoted about the tool rotation axis 16 and the pivot support 10 about the pivot support axis 11 matched to each other until the tube 24 in the tube groove 103 of the bending mold 101 of the bending tool 100 comes to rest (FIGS.
- the bending tool 100 is closed by moving the clamping jaw 105.
- a corresponding bending functional position is assumed by the bending tool 100 according to FIG. With respect to FIG. 29, the alignment of the tool unit 15 c and the orientation of the pivot carrier 10 are changed.
- the swivel arm 88 is pivoted about the bending axis 82 while the bending mold 81 is rotated, a left-hand bend results on the pipe 24.
- the tool unit 15c may also be used for workpiece handling, i. for the adoption of pipes to be machined 24 and for the transfer of processed pipes 24 are used. Accordingly, the tool unit 15b according to FIGS. Use 14 to 21 in addition to the Multi-Level Turn function. Also, tool units with bending tools arranged on both sides of the tool rotation axis are conceivable, wherein a plurality of bending tools are arranged one above the other on at least one side of the tool rotation axis and thus form different tool planes. In this case, one and the same tool unit allows workpiece handling, multi-level bending and right-left bending.
- the functional alignment of the tubes 24 to the workpiece longitudinal direction 12 assumes in all machining operations a workpiece rotary drive with the means of computer control 18 in addition to the tool parts described in detail include the bending tools 20, 40, 60, 80, 100 all other common components such as slides and / or Faltenglätter.
- the mandrel 8 of the pipe bending machine 1 is used in the workpiece machining in the usual way.
- FIGS. 31 to 34 show highly schematic constructional relationships which essentially correspond to those according to FIGS. 14 to 21.
- a tool unit 15d is designed as a multi-level bending unit and as such provided with two bending tools 40a, 60a in the form of superimposed conventional rotary bending tools.
- the bending tools 40a, 60a, FIGS. 31 to 34 for the sake of clarity, only bending molds 41a, 61a are shown.
- Pipe grooves 43a, 63a of the bending molds 41a, 61a like a pipe 24a to be machined as a workpiece, have a rectangular cross-section.
- the tool unit 15d is pivoted about the tool rotation axis 16 to the pivot carrier 10.
- This is rotatably mounted about the pivot support axis 11 on the machine base body, not shown, of the respective pipe bending machine.
- the pivot carrier 10 can be moved about the pivot axis 11 and the tool unit 15d about the tool axis of rotation 16.
- the tube 24a is fixed with its machine-side end in the collet of the pipe bending machine.
- the collet is rotatable as usual by means of a workpiece rotary drive.
- Connected to the rotation of the collet is a rotational movement of the tube 24a held by means of the collet about a plane perpendicular to the plane of the drawing. 31 to 34 extending workpiece axis of rotation 67. All movements are controlled by the programmable computer control of the pipe bending machine and are in a corresponding manner also in the case of the devices according to FIGS. 1 to 30 possible.
- Fig. 31 shows the overall arrangement in an operation state in which a previous processing of the pipe 24a is completed and a second pipe processing is to be performed by means of the upper bending tool 40a of the tool unit 15d.
- the bending tool 40a is opened and the bending mold 41a is moved close to the pipe 24a with coordinated pivoting movements of the tool carrier 17d about the tool rotation axis 16 and of the pivoting carrier 10 about the pivot carrier rotation axis 11.
- the orientation of the tube 24a about the workpiece axis of rotation 67 is to be changed in accordance with the reorientation of the tube groove 43a.
- the reorientation of the tube 24a is forcibly coupled via the computer control of the tube bending machine with the reorientation of the tube groove 43a, ie the reorientation of the tube 24a takes place to the same extent as the reorientation of the tube groove 43a.
- Fig. 34 shows the conditions which, when dispensing with the according to Figs. 31 to 33 intended reorientation of the tube 24 a would result. It is not difficult to see that the pipe 24a would tilt without reorientation about the workpiece axis of rotation 67 in the pipe groove 43a of the bending mold 41a. The transfer of the tube 24a in its processing position in the tube groove 43a would thus at least difficult. A corresponding complication would result in deviating from the rectangular shape shown cross-sectional geometries to be machined workpieces.
- the pipe 24a assumes its machining position in the pipe groove 43a.
- the tube groove 43a forms a workpiece support.
- the overall arrangement is in the state of readiness for processing.
- the tube 24a and the tube groove 43a are each arranged with a desired orientation about the workpiece axis of rotation 67. Accordingly, the tube 24a is aligned about the workpiece axis of rotation 67 such that in the subsequent tube machining results in a bend with the desired course of the bending plane.
- the bending tool 40a of the tool unit 15d is to be closed by corresponding movement of the associated clamping jaw. Thereafter, a not shown in detail and provided with the jaws of the tool unit 15 d pivot arm about a bending axis 42 a pivoted and at the same time the bending mold 41 a are rotated about the bending axis 42 a.
- a result of machining results in a bend of the tube 24a with a perpendicular to the bending axis 42a extending and in Fig. 33 dash-dotted lines indicated bending plane.
- the bending tool 40a is to be opened and the pipe 24a is to be removed from the pipe groove 43a by moving the pipe groove 43a or the bending mold 41a in the pipe transverse direction.
- the operating state according to FIG Accordingly, even when removing the tube 24a from the processing position in the tube groove 43a, the orientation of the tube 24a about the workpiece rotational axis 67 and the corresponding orientation of the tube groove 43a are changed.
- the reorientation of the tube 24a takes place to the same extent as the reorientation of the tube groove 43a. Both reorientations are coupled with one another in terms of control technology.
- This forced coupling ends at the earliest, as soon as the tube 24a and the bending mold 41a come out of contact. After completion of the forced coupling, the orientations of pipe 24a and pipe groove 43a may also be changed unevenly.
- the pipe 24a is initially moved by moving the collet 6 to the viewer of FIGS. 31 to 34 to advance before then the in Figs. 31 to 33 outlined movements have to be executed again.
- the additional reorientation leading to a displacement of the bending plane is superimposed by means of the workpiece rotary drive controlled by the programmable computer controller. If the bending mold 41a or the pipe groove 43a is subsequently moved again against the pipe 24a, then the bending mold 41a or the pipe groove 43a already finds the pipe 24a with the orientation from which the pipe 24a has the desired orientation after being transferred to the machining position ie that orientation, which is assigned to the now desired course of the bending plane.
- a reorientation of the pipe 24a in addition to the reorientation positively coupled with the reorientation of the pipe groove 43a is also required in principle if after machining of the tube 24a by means of one of the bending tools 40a, 60a of the tool unit 15d a processing by means of the respective other bending tool 40a, 60a is performed. This is true in any case when the position of the bending plane of the preceding coincides with the position of the bending plane of the subsequent bend.
- Reorientations of the type described may also be advisable when using tool units that differ in their construction from the tool unit 15d and, for example, the tool units 15a according to FIGS. 2 to 13 and 15c according to FIGS. 22 to 30 correspond.
- Workpiece bearings are in each case formed by the tube grooves 23, 43, 63, 83, 103 of the bending molds 21, 41, 61, 81, 101.
- the bending tools 40a, 60a of the tool unit 15d workpieces to be machined can also be taken over in a workpiece receiving position or deposited in a workpiece transfer position.
Description
- Die Erfindung betrifft eine Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren, mit einem Maschinengrundkörper, an welchem eine Halterung für ein Werkstück sowie eine Werkzeugeinheit mit wenigstens einem Biegewerkzeug vorgesehen sind, wobei das Biegewerkzeug unter Relativbewegung von Werkzeugteilen in Werkstückquerrichtung öffen- und schließbar ist und wenigstens eine Werkstückaufnahme ausbildet und wobei die Werkzeugeinheit relativ zu dem Maschinengrundkörper bewegbar ist, indem die Werkzeugeinheit an einem Schwenkträger relativ zu diesem bewegbar und der Schwenkträger an dem Maschinengrundkörper um eine in Werkstücklängsrichtung verlaufende Schwenkträgerdrehachse drehbar gelagert ist.
- An derartigen Biegemaschinen ist die Werkzeugeinheit aus verschiedenen Gründen relativ zu dem Maschinengrundkörper bzw. zu dem daran gehaltenen Werkstück zu bewegen. Beispielsweise werden Werkzeugeinheiten, die zum Mehrniveaubiegen mehrere übereinander angeordnete Biegewerkzeuge aufweisen, gegenüber dem Maschinengrundkörper derart verfahren, dass das jeweils einzusetzende Biegewerkzeug an dem zu verformenden Werkstück angreifen kann. Werkzeugeinheiten zum Zweirichtungsbiegen, die für jede Biegerichtung über wenigstens ein Biegewerkzeug verfügen, werden gegenüber dem Maschinengrundkörper bzw. dem daran gehaltenen Werkstück derart positioniert, dass jeweils das Biegewerkzeug für die gewünschte Biegerichtung zum Einsatz kommen kann. Schließlich werden Werkzeugeinheiten auch zum Werkstückhandling verwendet und zu diesem Zweck relativ zu dem Maschinengrundkörper bewegt.
- Eine gattungsgemäße Biegemaschine der letztgenannten Art ist bekannt aus EP-0 872 292 B1. Im Falle des Standes der Technik wird der Schwenkträger für die Werkzeugeinheit von einer Platte gebildet, die an einem Maschinengrundgestell um eine in Werkstücklängsrichtung verlaufende Achse drehbar gelagert ist. An dieser Platte ist die Werkzeugeinheit mittels eines Schlittens senkrecht zu der Plattendrehachse linear geführt. Durch Drehen der Platte und lineares Verfahren des Schlittens lässt sich die vorbekannte Werkzeugeinheit vor oder nach der Werkstückbearbeitung in Positionen bewegen, in welchen sie mit den Werkzeugteilen eines Biegewerkzeuges zu bearbeitende Werkstücke von einem Belademagazin übernehmen bzw. in welchen sie mittels der Werkzeugteile des Biegewerkzeuges bearbeitete Werkstücke an eine Entladestation übergeben kann. Die verschiedenen Positionen der Werkzeugeinheit bzw. der von deren Biegewerkzeug ausgebildeten Werkstückaufnahme lassen sich jeweils nur mit einer einzigen Drehstellung der den Schlitten der Werkzeugeinheit linear führenden Platte gegenüber dem Maschinengrundgestell realisieren. Zur linearen Bewegung des Schlittens an der Platte ist ein leistungsstarker Verfahrantrieb vorzusehen. Die Linearführung für den Schlitten baut bei entsprechenden Verfahrweglängen des Schlittens verhältnismäßig groß.
- Den Nachteilen des Standes der Technik abzuhelfen, hat sich die vorliegende Erfindung zum Ziel gesetzt.
- Erfindungsgemäß gelöst wird diese Aufgabe durch die Biegemaschine gemäß Patentanspruch 1. Demnach ist sowohl die Werkzeugeinheit an dem Schwenkträger als auch der Schwenkträger an dem Maschinengrundkörper drehbar gelagert. Die Werkzeugdrehachse sowie die Schwenkträgerdrehachse verlaufen gleichgerichtet. Aufgrund der Erfindungsmerkmale lassen sich verschiedene Positionen der Werkzeugeinheit erfindungsgemäßer Biegemaschinen und damit verschiedene Positionen der Werkstückaufnahme bzw. Werkstückaufnahmen an der Werkzeugeinheit jeweils mit unterschiedlichen Drehstellungen der Werkzeugeinheit gegenüber dem Schwenkträger bzw. des Schwenkträgers gegenüber dem Maschinengrundkörper realisieren. Dementsprechend zeichnen sich erfindungsgemäße Werkzeugmaschinen durch eine große Flexibilität bezüglich der von der Werkzeugeinheit bei unterschiedlichen Funktionsabläufen gegenüber dem Maschinengrundkörper auszuführenden Bewegungen sowie bezüglich der Ausrichtung der Werkzeugeinheit sowie des Schwenkträgers gegenüber dem Maschinengrundkörper bzw. gegenüber dem zu bearbeitenden oder dem bearbeiteten Werkstück aus. Etwa die Anordnung des Schwenkträgers kann derart auf die Anordnung des Werkstückes abgestimmt werden, dass Kollisionen mit dem Werkstück ausgeschlossen sind. Ist die Werkzeugeinheit gegenüber der Werkzeugdrehachse entsprechend "ausbalanciert", so sind zur Drehbewegung der Werkzeugeinheit kleinbauende Antriebe geringer Leistung, insbesondere kleinbauende Elektroantriebe, ausreichend. Auch die Führung der Werkzeugeinheit bei ihrer Drehbewegung lässt sich mit konstruktiv einfachen und raumsparend unterzubringenden Mitteln bewerkstelligen. Die Biegewerkzeuge der Werkzeugeinheiten können unterschiedlicher Bauart sein. Beispielsweise denkbar sind Biegewerkzeuge zum Abrollbiegen und/oder Biegewerkzeuge zum Rollenbiegen.
- Besondere Ausführungsarten der Biegemaschine nach Patentanspruch 1 ergeben sich aus den abhängigen Patentansprüchen 2 bis 9.
- Mit einem Schwenkarm wird im Falle der Erfindungsbauart gemäß Patentanspruch 2 ein Schwenkträger verwendet, der bei entsprechender Bemessung ungeachtet seiner konstruktiv einfachen Gestaltung die erforderliche Reichweite der daran gelagerten Werkzeugeinheit gewährleistet. Zudem zeichnet sich ein derartiger Schwenkarm durch eine verhältnismäßig kleine Eigenmasse sowie durch ein verhältnismäßig geringes Bauvolumen aus. Der Maschinengrundkörper wird von dem Schwenkarm lediglich zum Teil überdeckt.
- Ausweislich der Patentansprüche 3 bis 6 wird das erfindungsgemäße "Prinzip der zwei Rotationsachsen" zur Realisierung verschiedener Maschinenfunktionen umgesetzt.
- Gemäß Patentanspruch 3 werden die Drehbeweglichkeit der Werkzeugeinheit gegenüber dem Schwenkträger und die Drehbeweglichkeit des Schwenkträgers gegenüber dem Maschinengrundkörper dazu genutzt, wahlweise Biegewerkzeuge unterschiedlicher Werkzeugebenen in eine Biege-Funktionsstellung zu überführen.
- Im Falle der Erfindungsbauart nach Patentanspruch 4 dient die Drehlagerung der Werkzeugeinheit sowie des Schwenkträgers dazu, in Richtung der Drehung der Werkzeugeinheit um die Werkzeugdrehachse aufeinander folgende Biegewerkzeuge wahlweise in eine Position zu bringen, in der sie das betreffende Werkstück biegend verformen können.
- Patentanspruch 5 betrifft eine Ausführungsform der erfindungsgemäßen Biegemaschine, mit welcher Werkstücke ohne externen Werkzeugwechsel wahlweise in unterschiedliche Richtungen gebogen werden können.
- Im Falle der erfindungsgemäßen Biegemaschine nach Patentanspruch 6 wird die Werkzeugeinheit zur Übernahme von zu bearbeitenden Werkstücken und/oder zur Übergabe von bearbeiteten Werkstücken verwendet. Durch entsprechende Drehbewegung von Schwenkträger und Werkzeugeinheit lässt sich letztere in eine Werkstückaufnahmeposition und nach Übernahme eines zu bearbeitenden Werkstückes in eine Biege-Funktionsstellung bewegen, bei deren Einnahme das von der Werkzeugeinheit übernommene Werkstück an der maschinengrundkörperseitigen Werkstückhalterung festgelegt werden kann. Nach einem oder mehreren anschließenden Biegevorgängen kann das bearbeitete Werkstück durch Bewegen der Werkzeugeinheit in eine Werkstückübergabeposition aus der Biegemaschine entladen werden.
- Der sich aufgrund des erfindungsgemäßen "Prinzips der zwei Rotationsachsen" ergebenden Kinematik der Bewegung einer Werkstücklagerung der Werkstückaufnahme gegenüber dem an seiner Halterung festgelegten Werkstück tragen die kennzeichnenden Merkmale von Patentanspruch 7 Rechnung. Aufgrund der anspruchsgemäßen Änderung der Orientierungen von Werkstück und Werkstücklagerung ist sichergestellt, dass das Werkstück funktionssicher in die Bearbeitungsposition gelangt, in welcher es mit Sollorientierung an der betreffenden Werkstücklagerung angeordnet ist. Entsprechend funktionssicher gestaltet sich das gegenseitige Entfernen des Werkstücks und der Werkstücklagerung etwa nach Beendigung einer Bearbeitung.
- Gemäß Patentanspruch 8 ist in bevorzugter Ausgestaltung der Erfindung vorgesehen, dass der mit der Umorientierung der Werkstücklagerung gekoppelten Umorientierung des Werkstücks eine zusätzliche Umorientierung überlagerbar ist. Durch diese Überlagerung lassen sich Orientierungserfordernisse einer nachfolgenden Werkstückbearbeitung zeitgleich mit den miteinander gekoppelten Umorientierungen von Werkstück und Werkstücklagerung berücksichtigen. Auf diese Art und Weise kann die Werkstückbearbeitung zeitlich optimiert werden.
- Im Interesse einer möglichst flexiblen Automatisierung erfindungsgemäßer Biegemaschinen ist die in Patentanspruch 9 genannte programmierbare Rechnersteuerung vorgesehen.
- Nachstehend wird die Erfindung anhand beispielhafter und stark schematisierter Darstellungen näher erläutert. Es zeigen:
- Fig. 1
- den grundsätzlichen Aufbau einer in der Seitenansicht dargestellten Biegemaschine mit Maschinengrundkörper, Schwenkträger und Werkzeugeinheit,
- Fign. 2 bis 6
- stirnseitige Ansichten der Biegemaschine nach Fig. 1 mit einer ersten Werkzeugeinheit beim Aufnehmen eines zu bearbeitenden Werkstückes,
- Fig. 7
- eine Darstellung entsprechend Fig. 6, aber mit gegenüber Fig. 6 geänderter Ausrichtung von Werkzeugeinheit und Schwenkträger,
- Fign. 8 bis 13
- stirnseitige Ansichten der Biegemaschine nach den Fign. 1 bis 7 beim Ablegen eines bearbeiteten Werkstückes,
- Fign. 14 bis 20
- stirnseitige Ansichten der Biegemaschine nach Fig. 1 mit einer als Mehrniveaueinheit ausgebildeten zweiten Werkzeugeinheit beim Niveauwechsel,
- Fig. 21
- eine Darstellung entsprechend Fig. 20, aber mit gegenüber Fig. 20 geänderter Ausrichtung von Werkzeugeinheit und Schwenkträger,
- Fign. 22 bis 29
- stirnseitige Ansichten der Biegemaschine nach Fig. 1 mit einer als Zweirichtungseinheit ausgebildeten dritten Werkzeugeinheit beim Wechseln der Biegerichtung,
- Fig. 30
- eine Darstellung entsprechend Fig. 29, aber mit gegenüber Fig. 29 geänderter Ausrichtung von Werkzeugeinheit und Schwenkträger und
- Fign. 31 bis 34
- Darstellungen zu einzelnen Phasen der Bewegung einer weiteren Werkzeugeinheit gegenüber einem Werkstück.
- Gemäß Fig. 1 besitzt eine Biegemaschine in Form einer Rohrbiegemaschine 1 einen Maschinengrundkörper 2, an dem verschiedene Funktionseinheiten vorgesehen sind. An seiner Oberseite trägt der Maschinengrundkörper 2 eine Werkstückvorschubeinrichtung 3 mit einem an Führungsschienen 4 des Maschinengrundkörpers 2 entlang verfahrbaren Vorschubschlitten 5. Dieser weist als Halterung für zu bearbeitende Werkstücke eine gesteuert öffen- und schließbare und außerdem um ihre Achse drehbare Spannzange 6 auf. An dem Maschinengrundkörper 2 ebenfalls gelagert ist ein Dornantrieb 7, von welchem eine Dornstange 8 vorkragt. Am vorderen Ende der Dornstange 8 ist in herkömmlicher Weise ein nicht im Einzelnen dargestellter Dorn angebracht. In dem in Figur 1 gezeigten Beispielsfall ist der Dornantrieb 7 an einem rückwärtigen Ausleger 9 des Maschinengrundkörpers 2 angebaut.
- An dem gegenüberliegenden Ende lagert der Maschinengrundkörper 2 einen Schwenkträger 10, der im gezeigten Beispielsfall als abgewinkelter Schwenkarm ausgebildet ist. Der Schwenkträger 10 ist gegenüber dem Maschinengrundkörper 2 um eine Schwenkträgerdrehachse 11 drehbar. Die Schwenkträgerdrehachse 11 verläuft in einer Werkstücklängsrichtung 12, die in Fig. 1 strichpunktiert angedeutet ist.
- Während ein senkrecht zu der Schwenkträgerdrehachse 11 ausgerichteter radialer Schwenkträgerschenkel 13 zur Verbindung des Schwenkträgers 10 mit dem Maschinengrundkörper 2 dient, ist an einem achsparallelen Schwenkträgerschenkel 14 eine Werkzeugeinheit 15 montiert. Die Werkzeugeinheit 15 ist dabei um eine Werkzeugdrehachse 16 drehbar an dem Schwenkträger 10 gelagert. Die Werkzeugdrehachse 16 verläuft in Werkstücklängsrichtung 12 und damit parallel zu der Schwenkträgerdrehachse 11. Von letzterer ist die Werkzeugdrehachse 16 radial beabstandet.
- Teil der Werkzeugeinheit 15 sind in Fig. 1 nicht im Einzelnen gezeigte Biegewerkzeuge, die an einem Werkzeugträger 17 der Werkzeugeinheit 15 montiert und dabei mit radialem Abstand von der Werkzeugdrehachse 16 angeordnet sind. Zur Steuerung sämtlicher Funktionen der Rohrbiegemaschine 1 dient eine in Fig. 1 andeutungsweise gezeigte programmierbare Rechnersteuerung 18. Sämtliche Bewegungen an der Rohrbiegemaschine 1 werden mittels motorischer, insbesondere elektromotorischer Antriebe bewirkt.
- Die Biegewerkzeuge, die an der Rohrbiegemaschine 1 zum Einsatz kommen, sind herkömmlicher Bauart.
- Eine Werkzeugeinheit 15a, wie sie im Einzelnen den Fign. 2 bis 13 entnommen werden kann, weist zur Rohrbearbeitung ein einzelnes Biegewerkzeug 20 auf. Dieses umfasst als ein Werkzeugteil eine übliche Biegeform 21, die an einem Werkzeugträger 17a der Werkzeugeinheit 15a um eine Biegeachse 22 drehbar gelagert ist. Über einen Teil ihres Außenumfangs ist die Biegeform 21 mit einer Rohrnut 23 versehen, deren Querschnitt auf den Querschnitt von zu biegenden Werkstücken in Form von Rohren 24 abgestimmt ist.
- Der Biegeform 21 als weiterer Teil des Biegewerkzeuges 20 zugeordnet ist ein Druckelement in Form einer Klemmbacke 25. Diese weist ebenfalls eine an den Querschnitt der Rohre 24 angepasste Rohrnut, nämlich eine Rohrnut 26, auf. Mittels eines nicht gezeigten Spannantriebes kann die Klemmbacke 25 in Richtung eines Doppelpfeils 27 gegenüber der Biegeform 21 bewegt und dadurch das Biegewerkzeug 20 geöffnet und geschlossen werden. Gleichzeitig ist die Klemmbacke 25 mit einem Schwenkarm 28 des Werkzeugträgers 17a um die Biegeachse 22 schwenkbar. Bei geschlossenem Biegewerkzeug 20 bilden die Rohrnuten 23, 26 der Biegeform 21 sowie der Klemmbacke 25 eine im Querschnitt im Wesentlichen kreisförmige Werkstückaufnahme. Ein darin angeordnetes Rohr 24 wird klemmend gehalten.
- Ausweislich der Fign. 2 bis 13 kann die Werkzeugeinheit 15a bzw. das Biegewerkzeug 20 außer zum Biegen der Rohre 24 auch zu deren Handling verwendet werden.
- In der Betriebsphase gemäß Fig. 2 ist ein Rohr 24 an einem Belademagazin 29 vereinzelt. Dabei liegt das vereinzelte Rohr 24 an einem maschinenseitigen Anschlagwinkel 30 des Belademagazins 29 an, der sich senkrecht zu der Zeichenebene von Fig. 2 gesehen lediglich über ein kurzes Stück des Rohres 24 erstreckt. Dem Anschlagwinkel 30 benachbart liegt das Rohr 24 frei. In diesem Bereich ist die Werkzeugeinheit 15a mit dem geöffneten Biegewerkzeug 20 angeordnet. Der Schwenkträger 10 ist um die Schwenkträgerdrehachse 11, die Werkzeugeinheit 15a um die Werkzeugdrehachse 16 entsprechend gedreht.
- Ausgehend von den Verhältnissen nach Fig. 2 wird die Werkzeugeinheit 15a im Uhrzeigersinn um die Werkzeugdrehachse 16 gedreht, bis das vereinzelte Rohr 24 in der Rohrnut 23 der Biegeform 21 zu liegen kommt (Fig. 3). Anschließend wird das Biegewerkzeug 20 durch Verfahren der Klemmbacke 25 geschlossen. Das Rohr 24 ist nun im Innern der von den Rohrnuten 23, 26 gebildeten Werkstückaufnahme angeordnet und dort klemmend festgelegt (Fig. 4). Nun wird die Werkzeugeinheit 15a mit dem daran gehaltenen Rohr 24 unter Drehen um die Werkzeugdrehachse 16 sowie unter Drehen des Schwenkträgers 10 um die Schwenkträgerdrehachse 11 in eine Position überführt, bei deren Einnahme das Rohr 24 mit seinem maschinenseitigen Ende der geöffneten Spannzange 6 der Werkstückvorschubeinrichtung 3 gegenüberliegt. In einer Zwischenstellung ist das Rohr 24 in Fig. 5, in seiner Endstellung in Fig. 6 gezeigt.
- In Fig. 6 ist der Schwenkträger 10 in der Darstellung nach rechts geneigt, die Werkzeugeinheit 15a ist im Gegenuhrzeigersinn verkippt. Alternativ zu dieser Ausrichtung von Schwenkträger 10 und Werkzeugeinheit 15a ist die in Fig. 7 gezeigte Anordnung von Werkzeugeinheit 15a und Schwenkträger 10 möglich. Die Position, welche das Rohr 24 gemäß Fig. 7 einnimmt, ist identisch mit der Position gemäß Fig. 6. Ein und dieselbe Position des Rohres 24 bzw. der von den Rohrnuten 23, 26 gebildeten Werkstückaufnahme kann dementsprechend mit unterschiedlicher Kinematik angefahren werden. Die Werkzeugeinheit 15a sowie der Schwenkträger 10 können bei ein und derselben Position des Rohres 24 unterschiedlich angeordnet sein. Dadurch lässt sich die Anordnung der Werkzeugeinheit 15a und des Schwenkträgers 10 auf den Verlauf des Rohres 24 an dem vorderen Ende der Rohrbiegemaschine 1 abstimmen. Wird das Rohr 24 bei seiner Bearbeitung beispielsweise zu dem Maschinengrundkörper 2 hin gebogen, so kann etwa der Schwenkträger 10 derart ausgerichtet werden, dass eine Kollision zwischen ihm und dem Rohr 24 vermieden wird. Generell lässt sich die von der Werkzeugeinheit 15a und/oder dem Schwenkträger 10 gebildete "Störkontur" derart anordnen, dass das Rohr 24 außerhalb dieser Störkontur zu liegen kommt und somit eine Behinderung der Werkstückbearbeitung ausgeschlossen ist. Ohne Kollision zwischen Werkstück und Maschine möglich ist sowohl die Durchführung von Biegevorgängen selbst als auch die Biegevorgängen vorausgehende und/oder nachfolgende und durch Drehen der Spannzange 6 um ihre Achse bewerkstelligte Ausrichtung des Rohres 24 in Rohrumfangsrichtung. Der letztgenannte Aspekt ist insbesondere bei der Erstellung mehrerer Biegungen an ein und demselben Werkstück und somit in Fällen von Belang, in denen ein oder mehrere bereits erstellte Biegungen eines Werkstückes bei der Werkstückausrichtung außerhalb der maschinenseitigen Störkontur angeordnet bleiben müssen. Alles in allem gewährt das beschriebene kinematische Konzept der Rohrbiegemaschine 1 eine weitgehende Freiheit bei der Konfiguration maschinell gebogener, insbesondere mehrfach gebogener Rohre.
- Gesteuert werden alle Abläufe mittels der programmierbaren Rechnersteuerung 18.
- Ist das zu bearbeitende Rohr 24 in die Position gemäß den Fign. 6 und 7 verbracht, so verfährt der Vorschubschlitten 5 der Werkstückvorschubeinrichtung 3 rechnergesteuert so weit zu dem Rohr 24 hin, bis dessen maschinenseitiges Ende im Innern der geöffneten Spannzange 6 angeordnet ist. Anschließend wird die Spannzange 6 ebenfalls rechnergesteuert geschlossen und das Rohr 24 ist mit seinem maschinenseitigen Ende an der Werkstückvorschubeinrichtung 3 fixiert. Es schließen sich nun in herkömmlicher Weise mehrere Biegevorgänge an. Bei jedem Biegevorgang wird der Schwenkarm 28 mit der Klemmbacke 25 um die Biegeachse 22 geschwenkt und gleichzeitig die Biegeform 21 um die Biegeachse 22 gedreht. Das zwischen Biegeform 21 und Klemmbacke 25 eingespannte Rohr 24 wird dabei mitgenommen und verformt. Zwischen den einzelnen Biegevorgängen wird das Biegewerkzeug 20 geöffnet und das Rohr 24 mittels der Werkstückvorschubeinrichtung 3 in Werkstücklängsrichtung 12 nachgesetzt. Mit dem Nachsetzen in Werkstücklängsrichtung 12 wird das Rohr 24 erforderlichenfalls durch gesteuertes Drehen der Spannzange 6 um die Werkstücklängsrichtung 12 gedreht. Nach Abschluss der Bearbeitung besitzt das Rohr 24 die in Fig. 8 gezeigte Gestalt.
- Bei in seine Ausgangsstellung zurückgeschwenktem Schwenkarm 28 des Werkzeugträgers 17a und bei geschlossenem Biegewerkzeug 20 ist das verformte Rohr 24 an der Werkzeugeinheit 15a festgelegt. Die Spannzange 6 wird nun geöffnet und unter Verfahren des Vorschubschlittens 5 in Richtung auf den rückwärtigen Ausleger 9 des Maschinengrundkörpers 2 wird das maschinenseitige Ende des Rohres 24 freigegeben.
- Danach kann die Werkzeugeinheit 15a mit dem daran gehaltenen Rohr 24 unter Drehung um die Werkzeugdrehachse 16 sowie unter Drehung des Schwenkträgers 10 um die Schwenkträgerdrehachse 11 in eine Werkstückübergabeposition überführt werden, wie sie in den Fign. 11 und 12 veranschaulicht ist. Zuvor eingenommene Zwischenstellungen der Werkzeugeinheit 15a sind aus den Fign. 9 und 10 ersichtlich.
- In der Werkstückübergabeposition gemäß Fig. 11 ist das Rohr 24 bei noch geschlossenem Biegewerkzeug 20 auf einer Werkstückablage 31 einer Entladestation 32 angeordnet. Nach Öffnen des Biegewerkzeugs 20 (Fig. 12) kann die Werkzeugeinheit 15a unter erneutem Drehen um die Werkzeugdrehachse 16 sowie unter erneutem Drehen des Schwenkträgers 10 um die Schwenkträgerdrehachse 11 von dem abgelegten Rohr 24 entfernt (Fig. 13) und anschließend erneut in die Position gemäß Fig. 2 bewegt werden. Es kann dann ein weiterer Arbeitszyklus der beschriebenen Art folgen.
- Während mit der Werkzeugeinheit 15a gemäß den Fign. 2 bis 13 infolge der Verwendung eines einzelnen Biegewerkzeuges 20 nur Rohrbearbeitungen mit einheitlichem Biegeradius durchgeführt werden können, sind mit einer Werkzeugeinheit 15b, wie sie in den Fign. 14 bis 21 gezeigt ist, ohne externen Werkzeugwechsel auch verschiedenartige Rohrumformungen möglich.
- Zu diesem Zweck ist die Werkzeugeinheit 15b als Mehrniveaueinheit ausgebildet und als solche mit zwei unter Definition unterschiedlicher Werkzeugebenen übereinander angeordneten Biegewerkzeugen 40, 60 versehen.
- Das Biegewerkzeug 40 umfasst als Werkzeugteile eine Biegeform 41 sowie eine zugehörige Klemmbacke 45, das Biegewerkzeug 60 eine Biegeform 61 sowie eine Klemmbacke 65. Zur Bearbeitung eines Rohres 24 sind die Biegeformen 41, 61 um eine gemeinsame Biegeachse 42 drehbar, die Klemmbacken 45, 65 sind gemeinsam mit einem Schwenkarm 48 eines Werkzeugträgers 17b um die Biegeachse 42 schwenkbar. Zum Öffnen und Schließen der Biegewerkzeuge 40, 60 sind die Klemmbacken 45, 65 an dem Schwenkarm 48 in Richtung eines Doppelpfeils 47 verschiebbar.
- Mittels der Biegewerkzeuge 40, 60 lassen sich Biegungen mit unterschiedlichen Biegeradien erzeugen.
- Fig. 14 zeigt die Werkzeugeinheit 15b in einer Maschinenbetriebsphase, in welcher das Biegewerkzeug 40 an dem Rohr 24 eine Biege-Funktionsstellung einnimmt. Das Rohr 24 ist dabei klemmend in einer Werkstückaufnahme gehalten, die von einer Rohrnut 43 der Biegeform 41 sowie einer Rohrnut 46 der Klemmbacke 45 gebildet wird. Durch Bewegen des Schwenkarms 48 um die Biegeachse 42 kann das Rohr 24 verformt werden.
- Eine weitere Werkstückaufnahme wird an der Werkzeugeinheit 15b durch eine Rohrnut 63 der Biegeform 61 sowie eine Rohrnut 66 der Klemmbacke 65 gebildet. Bei dem in Fig. 14 veranschaulichten Betriebszustand ist die Werkstückaufnahme 63, 66 ungenutzt.
- Soll beispielsweise an dem mit dem Biegewerkzeug 40 verformten Rohr 24 unter Einsatz des Biegewerkzeuges 60 eine Biegung erzeugt werden, so ist zunächst das Biegewerkzeug 40 zu öffnen (Fig. 15). Damit zwangsläufig mitgeöffnet wird das Biegewerkzeug 60. Anschließend wird unter Drehung der Werkzeugeinheit 15b um die Werkzeugdrehachse 16 sowie unter Drehung des Schwenkträgers 10 um die Schwenkträgerdrehachse 11 das Biegewerkzeug 60 in eine Biege-Funktionsstellung überführt. Die Biege-Funktionsstellung des inzwischen geschlossenen Biegewerkzeuges 60 ist in Fig. 20 gezeigt. Diesem Betriebszustand vorausgehende Zwischenstellungen der Werkzeugeinheit 15b sind aus den Fign. 16 bis 19 ersichtlich.
- Gemäß Fig. 20 ist die Werkzeugeinheit 15b um die Werkzeugdrehachse 16 im Uhrzeigersinn verkippt, der Schwenkträger 10 im Gegenuhrzeigersinn gegen die Vertikale verschwenkt. Eine entsprechende Biege-Funktionsstellung des Biegewerkzeuges 60 lässt sich mit der in Fig. 21 gezeigten Ausrichtung von Werkzeugeinheit 15b und Schwenkträger 10 erreichen. Die Position der Werkstückaufnahme 63, 66 gemäß Fig. 20 stimmt mit der von der Werkzeugaufnahme 63, 66 in Fig. 21 eingenommenen Position identisch überein.
- Wird nun ausgehend von den Verhältnissen gemäß Fig. 20 oder gemäß Fig. 21 der Schwenkarm 48 des Werkzeugträgers 17b unter Drehen der Biegeformen 41, 61 um die Biegeachse 42 geschwenkt, so ergibt sich an dem Rohr 24 eine Biegung, deren Biegeradius den Biegeradius der zuvor mittels des Biegewerkzeugs 40 erstellten Biegung übersteigt.
- Eine Werkzeugeinheit 15c, mittels derer sich Rohre 24 ohne externen Werkzeugwechsel in zwei entgegengesetzte Richtungen biegen lassen, ist in den Fign. 22 bis 30 dargestellt. An einem Werkzeugträger 17c der Werkzeugeinheit 15c sind beidseits der Werkzeugdrehachse 16 zwei Biegewerkzeuge 80, 100 vorgesehen. Biegeformen 81, 101 der Biegewerkzeuge 80, 100 sitzen auf einer gemeinsamen Biegeachse 82. Um die Biegeachse 82 schwenkbar ist ein Schwenkarm 88 der an einander gegenüberliegenden Seiten eine Klemmbacke 85 des Biegewerkzeuges 80 sowie eine Klemmbacke 105 des Biegewerkzeuges 100 lagert. Die Klemmbacke 85 ist in Richtung eines Doppelpfeils 87 gegenüber der Biegeform 81, die Klemmbacke 105 in Richtung eines Doppelpfeils 107 gegenüber der Biegeform 101 verfahrbar. Rohrnuten 83, 86 an der Biegeform 81 bzw. der Klemmbacke 85 sowie Rohrnuten 103, 106 an der Biegeform 101 bzw. der Klemmbacke 105 bilden Werkstückaufnahmen, in denen das Rohr 24 festlegbar ist.
- Fig. 22 zeigt die Werkzeugeinheit 15c in einer Betriebsphase, in welcher das Biegewerkzeug 80 eine Biege-Funktionsstellung einnimmt. Durch Schwenken des Schwenkarmes 88 mit der Klemmbacke 85 sowie unter gleichzeitiger Drehung der Biegeform 81 um die Biegeachse 82 lässt sich an dem Rohr 24 eine Rechtsbiegung erzeugen.
- Soll nun beispielsweise an demselben Rohr 24 eine Linksbiegung erstellt werden, so ist das Biegewerkzeug 100 in eine Biege-Funktionsstellung zu überführen. Ausgehend von den Verhältnissen gemäß Fig. 22 wird zu diesem Zweck zunächst das Biegewerkzeug 80 geöffnet (Fig. 23). Anschließend werden die Werkzeugeinheit 15c um die Werkzeugdrehachse 16 und der Schwenkträger 10 um die Schwenkträgerdrehachse 11 aufeinander abgestimmt verschwenkt, bis das Rohr 24 in der Rohrnut 103 der Biegeform 101 des Biegewerkzeuges 100 zu liegen kommt (Fign. 23 bis 28). Dann ist lediglich noch das Biegewerkzeug 100 durch Verfahren der Klemmbacke 105 zu schließen. Es ergeben sich so die Verhältnisse gemäß Fig. 29. Eine entsprechende Biege-Funktionsstellung nimmt das Biegewerkzeug 100 gemäß Fig. 30 ein. Gegenüber Fig. 29 verändert sind die Ausrichtung der Werkzeugeinheit 15c sowie die Ausrichtung des Schwenkträgers 10.
- Wird ausgehend von den Verhältnissen gemäß Fig. 29 oder gemäß Fig. 30 der Schwenkarm 88 unter Drehen der Biegeform 81 um die Biegeachse 82 geschwenkt, so ergibt sich an dem Rohr 24 eine Linksbiegung.
- Außer zum Rechts-Links-Biegen kann die Werkzeugeinheit 15c auch zum Werkstückhandling, d.h. zur Übernahme von zu bearbeitenden Rohren 24 sowie zur Übergabe bearbeiteter Rohre 24 eingesetzt werden. Entsprechend lässt sich die Werkzeugeinheit 15b gemäß den Fign. 14 bis 21 zusätzlich zu der Funktion "Mehrniveaubiegen" nutzen. Auch sind Werkzeugeinheiten mit beidseits der Werkzeugdrehachse angeordneten Biegewerkzeugen denkbar, wobei wenigstens an einer Seite der Werkzeugdrehachse mehrere Biegewerkzeuge übereinander angeordnet sind und so unterschiedliche Werkzeugebenen ausbilden. In diesem Fall gestattetet ein und dieselbe Werkzeugeinheit Werkstückhandling, Mehrniveaubiegen und Rechts-Links-Biegen.
- Die funktionsgerechte Ausrichtung der Rohre 24 um die Werkstücklängsrichtung 12 übernimmt bei sämtlichen Bearbeitungsvorgängen ein Werkstückdrehantrieb mit der mittels der Rechnersteuerung 18 drehsteuerbaren Spannzange 6. Neben den im Einzelnen beschriebenen Werkzeugteilen umfassen die Biegewerkzeuge 20, 40, 60, 80, 100 alle weiteren üblichen Komponenten wie etwa Gleitschienen und/oder Faltenglätter. Die Dornstange 8 der Rohrbiegemaschine 1 wird bei der Werkstückbearbeitung in gewohnter Weise eingesetzt.
- Die Fign. 31 bis 34 zeigen stark schematisiert konstruktive Verhältnisse, die im Wesentlichen denjenigen nach den Figuren 14 bis 21 entsprechen. Eine Werkzeugeinheit 15d ist als Mehrniveaubiegeeinheit ausgebildet und als solche mit zwei Biegewerkzeugen 40a, 60a in Form von übereinander angeordneten herkömmlichen Drehbiegewerkzeugen versehen. Von den Biegewerkzeugen 40a, 60a sind in den Fign. 31 bis 34 der Anschaulichkeit halber lediglich Biegeformen 41a, 61a gezeigt. Rohrnuten 43a, 63a der Biegeformen 41a, 61a besitzen ebenso wie ein als Werkstück zu bearbeitendes Rohr 24a einen Rechteckquerschnitt. Mit einem Werkzeugträger 17d ist die Werkzeugeinheit 15d um die Werkzeugdrehachse 16 drehbar an den Schwenkträger 10 angelenkt. Dieser ist um die Schwenkträgerdrehachse 11 drehbar an dem nicht gezeigten Maschinengrundkörper der betreffenden Rohrbiegemaschine gelagert. Mittels eines motorischen Werkzeugschwenkantriebes lassen sich der Schwenkträger 10 um die Schwenkträgerdrehachse 11 und die Werkzeugeinheit 15d um die Werkzeugdrehachse 16 bewegen.
- Das Rohr 24a ist mit seinem maschinenseitigen Ende in der Spannzange der Rohrbiegemaschine fixiert. Die Spannzange ist wie üblich mittels eines Werkstückdrehantriebes drehbar. Mit der Drehung der Spannzange verbunden ist eine Drehbewegung des mittels der Spannzange gehaltenen Rohres 24a um eine senkrecht zu der Zeichenebene der Fign. 31 bis 34 verlaufende Werkstückdrehachse 67. Sämtliche Bewegungsabläufe werden durch die programmierbare Rechnersteuerung der Rohrbiegemaschine gesteuert und sind in entsprechender Art und Weise auch im Falle der Vorrichtungen nach den Fign. 1 bis 30 möglich.
- Fig. 31 zeigt die Gesamtanordnung in einem Betriebszustand, in welchem eine vorausgegangene Bearbeitung des Rohres 24a beendet ist und mittels des oberen Biegewerkzeuges 40a der Werkzeugeinheit 15d eine zweite Rohrbearbeitung durchgeführt werden soll. Zu diesem Zweck ist das Biegewerkzeug 40a geöffnet und die Biegeform 41a unter aufeinander abgestimmten Schwenkbewegungen des Werkzeugträgers 17d um die Werkzeugdrehachse 16 sowie des Schwenkträgers 10 um die Schwenkträgerdrehachse 11 nahe an das Rohr 24a heranbewegt.
- Durch fortgesetzte Bewegung der Biegeform 41a relativ zu dem in Querrichtung der Werkstückdrehachse 67 stationären Rohr 24a ist letzteres in die Rohrnut 43a der Biegeform 41a einzuführen. Infolge des verwirklichten Prinzips der zwei Rotationsachsen (Schwenkträgerdrehachse 11, Werkzeugdrehachse 16) beschreibt dabei die Biegeform 41a mit der Rohrnut 43a eine Bewegungsbahn entlang derer sich die Orientierung der Rohrnut 43a gegenüber den Verhältnissen nach Fig. 31 verändert. Damit dennoch ein funktionssicheres, insbesondere verkantungsfreies Einlaufen des Rohres 24a in die Rohrnut 43a möglich wird, ist die Orientierung des Rohres 24a um die Werkstückdrehachse 67 entsprechend der Umorientierung der Rohrnut 43a zu ändern. Die Umorientierung des Rohres 24a ist dabei über die Rechnersteuerung der Rohrbiegemaschine mit der Umorientierung der Rohrnut 43a zwangsgekoppelt, d.h. die Umorientierung des Rohres 24a erfolgt in demselben Maße wie die Umorientierung der Rohrnut 43a.
- In den Fign. 31 bis 33 ist die Umorientierung des Rohres 24a durch die Veränderung des Orientierungswinkels α des Rohres 24a veranschaulicht. Fig. 34 zeigt die Verhältnisse, die sich bei Verzicht auf die gemäß den Fign. 31 bis 33 vorgesehene Umorientierung des Rohres 24a ergeben würden. Es ist unschwer zu erkennen, dass das Rohr 24a ohne Umorientierung um die Werkstückdrehachse 67 in der Rohrnut 43a der Biegeform 41a verkanten würde. Die Überführung des Rohres 24a in seine Bearbeitungsposition in der Rohrnut 43a wäre damit zumindest erschwert. Eine entsprechende Erschwernis ergäbe sich bei von der gezeigten Rechteckform abweichenden Querschnittsgeometrien zu bearbeitender Werkstücke.
- In Fig. 33 nimmt das Rohr 24a seine Bearbeitungsposition in der Rohrnut 43a ein. Die Rohrnut 43a bildet eine Werkstücklagerung. Die Gesamtanordnung befindet sich in dem Zustand der Bearbeitungsbereitschaft. Das Rohr 24a sowie die Rohrnut 43a sind jeweils mit einer Sollorientierung um die Werkstückdrehachse 67 angeordnet. Dementsprechend ist das Rohr 24a um die Werkstückdrehachse 67 derart ausgerichtet, dass sich bei der nachfolgenden Rohrbearbeitung eine Biegung mit dem gewünschten Verlauf der Biegeebene ergibt.
- Ausgehend von dem Betriebszustand gemäß Fig. 33 ist das Biegewerkzeug 40a der Werkzeugeinheit 15d durch entsprechende Verfahrbewegung der zugehörigen Klemmbacke zu schließen. Danach kann ein nicht im Einzelnen gezeigter und mit den Klemmbacken der Werkzeugeinheit 15d versehener Schwenkarm um eine Biegeachse 42a geschwenkt und zeitgleich die Biegeform 41a um die Biegeachse 42a gedreht werden. Als Bearbeitungsergebnis ergibt sich eine Biegung des Rohres 24a mit einer senkrecht zu der Biegeachse 42a verlaufenden und in Fig. 33 strichpunktiert angedeuteten Biegeebene.
- Nach Beendigung des zweiten Bearbeitungsgangs ist das Biegewerkzeug 40a zu öffnen und das Rohr 24a aus der Rohrnut 43a unter Bewegung der Rohrnut 43a bzw. der Biegeform 41a in Rohrquerrichtung zu entfernen. Dabei ergibt sich ausgehend von den Verhältnissen nach Fig. 33 zunächst der Betriebszustand gemäß Fig. 32, danach der Betriebszustand gemäß Fig. 31. Auch beim Entfernen des Rohres 24a aus der Bearbeitungsposition in der Rohrnut 43a werden demzufolge die Orientierung des Rohres 24a um die Werkstückdrehachse 67 und die entsprechende Orientierung der Rohrnut 43a geändert. Die Umorientierung des Rohres 24a erfolgt dabei in demselben Maße wie die Umorientierung der Rohrnut 43a. Beide Umorientierungen sind steuerungstechnisch miteinander gekoppelt. Diese Zwangskopplung endet frühestens, sobald das Rohr 24a und die Biegeform 41a außer Kontakt kommen. Nach Beendigung der Zwangskopplung können die Orientierungen von Rohr 24a und Rohrnut 43a auch ungleichmäßig verändert werden.
- Weitere Bearbeitungen des Rohres 24a bei fortgesetzter Einspannung an der Spannzange 6 sind möglich.
- Soll das Rohr 24a etwa ein weiteres Mal mit dem Werkzeug 40a der Werkzeugeinheit 15d und mit gegenüber der vorherigen Bearbeitung unveränderter Lage der Biegeebene gebogen werden, so ist zunächst das Rohr 24a durch Verfahren der Spannzange 6 zu dem Betrachter der Fign. 31 bis 34 hin vorzuschieben, ehe dann die in den Fign. 31 bis 33 skizzierten Bewegungen ein weiteres Mal ausgeführt werden müssen.
- Soll zwar ein weiteres Mal mit dem Werkzeug 40a der Werkzeugeinheit 15d, aber nun mit einer gegenüber der vorausgegangenen Bearbeitung lageveränderten Biegeebene gebogen werden, so ist vor einem erneuten Ansetzen der Biegeform 41a an dem Rohr 24a die Orientierung des Rohres 24a entsprechend dem Winkel der Lageänderung der Biegeebene zu verändern. Diese Umorientierung, die zusätzlich zu der auf die Umorientierung der Rohrnut 43a abgestimmten und damit zwangsgekoppelten Umorientierung des Rohres 24a vorzunehmen ist, kann erfolgen, wenn sich das Rohr 24a und die Rohrnut 43a außer Kontakt befinden. Dann wird der mit der Umorientierung der sich von dem Rohr 24a wegbewegenden Rohrnut 43a zwangsgekoppelten Umorientierung des Rohres 24a die zusätzliche, zu einer Verlagerung der Biegeebene führende Umorientierung mit Hilfe des von der programmierbaren Rechnersteuerung gesteuerten Werkstückdrehantriebes überlagert. Wird anschließend die Biegeform 41a bzw. die Rohrnut 43a wieder gegen das Rohr 24a bewegt, so findet die Biegeform 41a bzw. die Rohrnut 43a das Rohr 24a bereits mit der Orientierung vor, von der ausgehend das Rohr 24a nach Überführung in die Bearbeitungsposition die Sollorientierung aufweist, d.h. diejenige Orientierung, welche dem nunmehr gewünschten Verlauf der Biegeebene zugeordnet ist.
- Eine Umorientierung des Rohres 24a zusätzlich zu der mit der Umorientierung der Rohrnut 43a zwangsgekoppelten Umorientierung ist grundsätzlich auch dann erforderlich, wenn nach einer Bearbeitung des Rohres 24a mittels eines der Biegewerkzeuge 40a, 60a der Werkzeugeinheit 15d eine Bearbeitung mittels des jeweils anderen Biegewerkzeuges 40a, 60a durchzuführen ist. Dies gilt jedenfalls dann, wenn die Lage der Biegeebene der vorausgehenden mit der Lage der Biegeebene der nachfolgenden Biegung übereinstimmt.
- Umorientierungen der beschriebenen Art können auch bei Verwendung von Werkzeugeinheiten ratsam sein, die in ihrer Bauweise von der Werkzeugeinheit 15d abweichen und beispielsweise den Werkzeugeinheiten 15a gemäß den Fign. 2 bis 13 und 15c gemäß den Fign. 22 bis 30 entsprechen. Werkstücklagerungen werden dabei jeweils von den Rohrnuten 23, 43, 63, 83, 103 der Biegeformen 21, 41, 61, 81, 101 gebildet. Auch mittels der Biegewerkzeuge 40a, 60a der Werkzeugeinheit 15d lassen sich zu bearbeitende Werkstücke in einer Werkstückaufnahmeposition übernehmen bzw. bearbeitete Werkstücke in einer Werkstückübergabeposition ablegen.
Claims (9)
- Biegemaschine zum Biegen von stangen- und/oder stabartigen Werkstücken, insbesondere von Rohren (24, 24a), mit einem Maschinengrundkörper (2), an welchem eine Halterung (6) für ein Werkstück sowie eine Werkzeugeinheit (15, 15a, 15b, 15c, 15d) mit wenigstens einem Biegewerkzeug (20; 40, 60; 80, 100, 40a, 60a) vorgesehen sind, wobei das Biegewerkzeug (20; 40, 60; 80, 100, 40a, 60a) unter Relativbewegung von Werkzeugteilen (21, 25; 41, 45; 61, 65; 81, 85; 101, 105) in Werkstückquerrichtung öffen- und schließbar ist und wenigstens eine Werkstückaufnahme (23, 26; 43, 46; 63, 66; 83, 86; 103, 106) ausbildet und wobei die Werkzeugeinheit (15, 15a, 15b, 15c, 15d) relativ zu dem Maschinengrundkörper (2) bewegbar ist, indem die Werkzeugeinheit (15, 15a, 15b, 15c, 15d) an einem Schwenkträger (10) relativ zu diesem bewegbar und der Schwenkträger (10) an dem Maschinengrundkörper (2) um eine in Werkstücklängsrichtung (12) verlaufende Schwenkträgerdrehachse (11) drehbar gelagert ist, dadurch gekennzeichnet, dass die Werkzeugeinheit (15, 15a, 15b, 15c, 15d) bei der Werkstückbearbeitung zur Positionierung an einem zu bearbeitenden Werkstück in Werkstückquerrichtung ausschließlich mit einer Drehbewegung um die Schwenkträgerdrehachse (11) sowie mit einer Drehbewegung um eine Werkzeugdrehachse (16) relativ zu dem Maschinengrundkörper (2) bewegbar ist, wobei die Werkzeugeinheit (15, 15a, 15b, 15c, 15d) an dem Schwenkträger (10) um die in Werkstücklängsrichtung (12) verlaufende Werkzeugdrehachse (16) drehbar gelagert ist und die Schwenkträgerdrehachse (11) und die Werkzeugdrehachse (16) sowie die Werkzeugdrehachse (16) und die Werkstückaufnahme (23, 26; 43, 46; 63, 66; 83, 86; 103, 106) gegeneinander versetzt angeordnet sind.
- Biegemaschine nach Anspruch 1, dadurch gekennzeichnet, dass der Schwenkträger (10) als Schwenkarm ausgebildet ist.
- Biegemaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Werkzeugeinheit (15b, 15d) eine Mehrzahl von Biegewerkzeugen (40, 60; 40a, 60a) umfasst, die als Werkzeugteile jeweils eine Biegeform (41, 61; 41a, 61a) sowie ein dieser zugeordnetes Druckelement (45, 65) aufweisen, wobei die Biegeformen (41, 61; 41a, 61a) verschiedener Biegewerkzeuge (40, 60; 40a, 60a) unter Definition unterschiedlicher Werkzeugebenen übereinander angeordnet sind und wobei unter Drehung der Werkzeugeinheit (15b, 15d) um die Werkzeugdrehachse (16) sowie unter Drehung des Schwenkträgers (10) um die Schwenkträgerdrehachse (11) wahlweise unterschiedliche Biegewerkzeuge (40, 60; 40a, 60a) in eine Biege-Funktionsstellung bewegbar sind.
- Biegemaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Werkzeugeinheit (15c) eine Mehrzahl von in Richtung der Drehung der Werkzeugeinheit (15c) um die Werkzeugdrehachse (16) aufeinander folgenden Biegewerkzeugen (80, 100) umfasst, wobei unter Drehung der Werkzeugeinheit (15c) um die Werkzeugdrehachse (16) sowie unter Drehung des Schwenkträgers (10) um die Schwenkträgerdrehachse (11) wahlweise unterschiedliche Biegewerkzeuge (80, 100) in eine Biege-Funktionsstellung bewegbar sind.
- Biegemaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Werkzeugeinheit (15c) eine Mehrzahl von Biegewerkzeugen (80, 100) umfasst, die als Werkzeugteile jeweils eine Biegeform (81, 101) sowie eine dieser zugeordnete Klemmbacke (85, 105) aufweisen, wobei die Biegeformen (81, 101) entlang einer in Werkstückquerrichtung verlaufenden Biegeachse (82) beidseits der Werkzeugdrehachse (16) angeordnet und zum Biegen eines Werkstückes die Biegeformen (81, 101) sowie die Klemmbacke oder Klemmbacken (85, 105) bei in der Werkstückaufnahme (83, 86; 103, 106) gehaltenem Werkstück um die Biegeachse (82) dreh- bzw. schwenkbar sind und wobei unter Drehung der Werkzeugeinheit (15c.) um die Werkzeugdrehachse (16) sowie unter Drehung des Schwenkträgers (10) um die Schwenkträgerdrehachse (11) wahlweise beidseits der Werkzeugdrehachse (16) angeordnete Biegewerkzeuge (80, 100) in eine Biege-Funktionsstellung bewegbar sind.
- Biegemaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass unter Drehung der Werkzeugeinheit (15, 15a, 15b, 15c, 15d) um die Werkzeugdrehachse (16) sowie unter Drehung des Schwenkträgers (10) um die Schwenkträgerdrehachse (11) ein Biegewerkzeug (20; 40, 60; 80, 100; 40a, 60a) in eine Werkstückaufnahmeposition zur Übernahme eines zu bearbeitenden Werkstückes und/oder in eine Werkstückübergabeposition zur Übergabe eines bearbeiteten Werkstückes bewegbar ist.
- Biegemaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein Werkzeugschwenkantrieb zur Drehbewegung des Schwenkträgers (10) um die Schwenkträgerdrehachse (11) und/oder zur Drehbewegung der Werkzeugeinheit (15, 15a, 15b, 15c, 15d) mit wenigstens einem Biegewerkzeug (20; 40, 60;.80, 100; 40a, 60a) um die Werkzeugdrehachse (16), ein Werkstückdrehantrieb zur Drehbewegung des an der Halterung (6) festgelegten Werkstücks (24, 24a) um eine in Werkstücklängsrichtung verlaufende Werkstückdrehachse (67) sowie eine Antriebssteuerung zur Steuerung des Werkzeugschwenkantriebes sowie des Werkstückdrehantriebes vorgesehen sind, dass das in einer Bearbeitungsposition an einer zugeordneten Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) eines Biegewerkzeuges (20; 40, 60; 80, 100; 40a, 60a) angeordnete Werkstück (24, 24a) und die zugeordnete Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) bei Bearbeitungsbereitschaft um die Werkstückdrehachse (67) jeweils eine Sollorientierung aufweisen und dass unter Steuerung des Werkstückdrehantriebes sowie des Werkzeugschwenkantriebes durch die Antriebssteuerung das Werkstück (24, 24a) und die zugeordnete Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) bei der Bewegung der zugeordneten Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) zur Anordnung des Werkstücks (24, 24a) in der Bearbeitungsposition an der zugeordneten Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) und/oder bei der Bewegung der Werkstücklagerung (23; 43, 63; 83, 103, 43a, 63a) zur Entfernung des Werkstücks (24, 24a) aus der Bearbeitungsposition an der zugeordneten Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) aufeinander abgestimmt gegenüber der jeweiligen Sollorientierung umorientierbar sind, wobei die Orientierung des Werkstücks (24, 24a) in demselben Maße änderbar ist wie die Orientierung der Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a).
- Biegemaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass mittels des Werkzeugschwenkantriebes sowie des Werkstückdrehantriebes die zugeordnete Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) gegenüber dem Werkstück (24, 24a) bei der Bewegung zur Anordnung des Werkstücks (24, 24a) in der Bearbeitungsposition an der zugeordneten Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) und/oder bei der Bewegung zur Entfernung des Werkstücks (24, 24a) aus der Bearbeitungsposition an der zugeordneten Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) in einer Bewegungsphase bewegbar ist, in welcher sich das Werkstück (24, 24a) und die zugeordnete Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) außer Kontakt befinden und in welcher der auf die Umorientierung der zugeordneten Werkstücklagerung (23; 43, 63; 83, 103; 43a, 63a) abgestimmten Umorientierung des Werkstücks (24, 24a) mittels des durch die Antriebssteuerung gesteuerten Werkstückdrehantriebes eine zusätzliche Umorientierung überlagerbar ist.
- Biegemaschine nach einem der vorhergehenden Ansprüche, gekennzeichnet durch eine Antriebssteuerung in Form einer programmierbaren Rechnersteuerung (18).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20030005336 EP1350578B1 (de) | 2002-04-03 | 2003-03-12 | Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02007294 | 2002-04-03 | ||
| EP02007294A EP1350577A1 (de) | 2002-04-03 | 2002-04-03 | Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren |
| EP20030005336 EP1350578B1 (de) | 2002-04-03 | 2003-03-12 | Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1350578A1 EP1350578A1 (de) | 2003-10-08 |
| EP1350578B1 true EP1350578B1 (de) | 2007-04-25 |
Family
ID=28043258
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20030005336 Expired - Lifetime EP1350578B1 (de) | 2002-04-03 | 2003-03-12 | Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1350578B1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018128903A1 (de) | 2018-11-16 | 2020-05-20 | Wafios Aktiengesellschaft | Vorrichtung zum Biegen stabförmiger Werkstücke |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013200850B4 (de) | 2013-01-21 | 2015-01-22 | Wafios Aktiengesellschaft | Vorrichtung zum Biegen strangförmiger Werkstücke |
| IT201600119591A1 (it) * | 2016-11-25 | 2018-05-25 | Crippa Spa | Macchina per curvare materiale filiforme quale un tubo con un sistema di caricamento contemporaneo del tubo da curvare e scarico del tubo curvato |
| CN114713675B (zh) * | 2022-04-13 | 2024-04-12 | 湖北蓝华铝业有限公司 | 铝合金型材加工用自动弯折系统 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE8503058L (sv) * | 1985-06-19 | 1986-12-20 | Asea Ab | Forfarande och installation for bockning av stangformigt material |
| JPS62267021A (ja) * | 1986-05-15 | 1987-11-19 | Chuo Electric Mfg Co Ltd | 曲げ加工装置 |
| US4945747A (en) * | 1989-05-11 | 1990-08-07 | Chuo Electric Manufacturing Co., Ltd. | Apparatus for bending elongated materials in any direction |
| CH683598A5 (de) * | 1990-03-13 | 1994-04-15 | Mewag Maschinenfabrik Ag | Rohrbiegemaschine. |
| IT1290141B1 (it) * | 1997-03-21 | 1998-10-19 | Blm Spa | Macchina per curvare materiale filiforme come tubi barre o profilati |
| DE69937763T2 (de) * | 1998-02-03 | 2008-11-27 | Kabushiki Kaisha Opton | Biegevorrichtung |
| JP4319314B2 (ja) * | 2000-01-31 | 2009-08-26 | 株式会社オプトン | 曲げ加工装置 |
| ES2194827T3 (es) * | 2001-10-02 | 2003-12-01 | Macchine Curvatubi Crippa Agos | Maquina para curvar con traccion. |
-
2003
- 2003-03-12 EP EP20030005336 patent/EP1350578B1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018128903A1 (de) | 2018-11-16 | 2020-05-20 | Wafios Aktiengesellschaft | Vorrichtung zum Biegen stabförmiger Werkstücke |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1350578A1 (de) | 2003-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1955789B1 (de) | Biegemaschine | |
| EP0128487B2 (de) | Werkzeugmaschine mit einem stationären Magazin | |
| EP1260307B1 (de) | Werkzeugmaschine und Verfahren zur Bearbeitung eines stangenförmigen Werkstücks | |
| EP1260310B1 (de) | Werkzeugmaschine zur Bearbeitung eines stangenförmigen Werkstücks | |
| DE2853949A1 (de) | Be- und entladeeinrichtung fuer werkzeugmaschinen | |
| EP0672480A1 (de) | Transportsystem | |
| EP2492041A1 (de) | Flexible Entladevorrichtung für eine Rohrbearbeitungsvorrichtung ; Stützschlitten für die Aufnahme und Unterstützung eines Rohres ; Verfahren zum Entladen eine srohres unter Verwendung einer solchen Entladungvorrichtung | |
| EP1004393B1 (de) | Werkzeugmaschinen-Anordnung mit einer Vorrichtung für einen automatischen Werkzeugwechsel | |
| EP1350577A1 (de) | Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren | |
| EP2198991B1 (de) | Blechbelade- und Blechentladeeinheit mit einer Werkzeugaufnahme für Blechbearbeitungsmaschinen | |
| DE102006042006B4 (de) | Drehmaschine | |
| EP0872292B1 (de) | Maschine zum Biegen länglicher Teile, wie Rohre, Stangen oder Profile | |
| AT522991A1 (de) | Verfahren zum Transport und/oder Handling von Bauteilen | |
| EP2881219A1 (de) | Werkzeugwechselvorrichtung zur Verwendung in einem Bearbeitungszentrum und Bearbeitungszentrum zur maschinellen Bearbeitung eines Werkstücks | |
| EP3663035B1 (de) | Werkzeugmaschine mit werkzeugspindel und ladeportal | |
| EP0154349B1 (de) | Einrichtung zum Einwechseln von Werkzeugen oder dergleichen in die Arbeitsspindel einer Werkzeugmaschine | |
| EP3031572A1 (de) | Werkzeugwechselvorrichtung zur verwendung in einem bearbeitungszentrum und bearbeitungszentrum zur maschinellen bearbeitung eines werkstücks | |
| EP2692455B1 (de) | Werkzeugmaschine zum Bearbeiten von plattenartigen Werkstücken, insbesondere von Blechen | |
| DE10226272A1 (de) | Mehrspindelwerkzeugmaschine | |
| DE4311469C1 (de) | Verfahren zur Durchführung eines Werkzeugwechsels bei einer Werkzeugmaschine und Werkzeugmaschine zum spanabhebenden Bearbeiten von Werkstücken | |
| EP1350578B1 (de) | Biegemaschine zum Biegen von stangen- und/oder von stabartigen Werkstücken, insbesondere von Rohren | |
| DE102006051245A1 (de) | Fertigungseinrichtung | |
| DE102007043421A1 (de) | Werkzeugmaschine | |
| DE102015219446B3 (de) | Rohbaufertigungsanlage mit verstellbaren Vorrichtungstischen an mindestens einem Rüstplatz sowie Verfahren zur Herstellung von zwei zueinander unterschiedlichen Fertigungsbauteilen in einer Rohbaufertigungsanlage | |
| WO2018033604A1 (de) | Werkzeugmaschine und werkzeugmaschinenanordnung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20040406 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50307114 Country of ref document: DE Date of ref document: 20070606 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070925 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2286343 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 |
|
| BERE | Be: lapsed |
Owner name: TRUMPF WERKZEUGMASCHINEN G.M.B.H. + CO. KG Effective date: 20080331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080312 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180321 Year of fee payment: 16 Ref country code: GB Payment date: 20180321 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20180427 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190312 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190313 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20210323 Year of fee payment: 19 Ref country code: IT Payment date: 20210329 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210319 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50307114 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220312 |