L'invention est relative à un emballage pour le conditionnement de
produits alimentaires solides, liquides ou pâteux tels que les produits laitiers, la charcuterie
et les viandes; et de produits médicaux.
Elle trouvera son application dans les industries de fabrication de films
alimentaires, d'emballages, et de conditionnement de produits alimentaires qui seront
ensuite mis à la disposition des consommateurs dans les magasins.
De longue date, on connaít l'utilisation des emballages pour les produits
alimentaires solides ou pâteux. Ils sont constitués par exemple d'une barquette et d'un
couvercle encore appelé opercule, réalisé à partir d'un film thermoformable, apte au contact
alimentaire.
Le conditionnement des produits alimentaires peut s'effectuer selon les
étapes suivantes :
Lors de l'ouverture de l'emballage au moment de la consommation du
produit alimentaire, la soudure est rompue par l'utilisateur; et le couvercle se détache de la
barquette. Il est alors impossible de refermer le couvercle sur la barquette, ce qui oblige
l'utilisateur à soit consommer le produit en une seule fois, soit utiliser un film protecteur
pour conserver le produit dans un bon état de fraícheur ou éviter que les odeurs du produit
ne se répandent dans le réfrigérateur.
Il est connu dans l'état de la technique de réaliser des emballages pour
produits alimentaires, munis d'un dispositif de refermeture du couvercle sur la barquette.
La barquette est réalisée en thermoformage à partir d'un film rigide ou
souple en plastique du type PVC ou polyester ou autre.
Le couvercle aujourd'hui utilisé sur le marché est fabriqué à partir d'un
film constitué de trois couches :
- une couche soudante intérieure, soudée suivant un cordon contre le
bord de l'ouverture de la barquette,
- une couche extérieure qui constitue à la fois l'élément rigide du
couvercle et une protection à l'oxygène pour la conservation de l'aliment,
- une couche adhésive intermédiaire à effet permanent.
Lors de la première utilisation, le cordon de soudure s'arrache de la
couche soudante et reste solidaire de la barquette. La couche adhésive est alors découverte
sur le couvercle au niveau du cordon de soudure. Ceci autorise la refermeture de
l'emballage après la première utilisation et donc permet de consommer le produit en
plusieurs quantités, pendant plusieurs jours ou plusieurs heures.
Lors de l'opération de soudage du couvercle sur la barquette, on a
constaté la création des "cheminées" sur la couche adhésive qui laissent s'échapper le gaz
neutre pour la conservation du produit alimentaire, et laissent pénétrer l'oxygène dans
l'emballage ce qui oxyde les aliments et diminue leur durée de conservation.
En effet, la couche adhésive étant située avant la couche de protection à
l'oxygène, les "cheminées" éliminent toute efficacité et toutes les propriétés de la couche
barrière à l'oxygène. Cela entraíne donc que les produits alimentaires solides ou pâteux
deviennent périssables avant leur première consommation et que la date limite de
consommation des produits alimentaires solides ou pâteux ne peut pas être donnée
précisément.
Ces "cheminées" sont créées sur l'emballage lors de la soudure du
couvercle sur la barquette, car des variations de température des machines à thermoformer
et des pressions de soudure sont trop élevées ou trop faibles.
La présente invention remédie à ces inconvénients et un de ses buts
principal est de présenter un emballage pour le conditionnement de produits alimentaires
dont la fabrication permet de maintenir parfaitement le gaz neutre conservateur à l'intérieur
de l'emballage, et donc de garantir avec précision la durée de vie du produit avant la
première utilisation, et donc avant la date limite de consommation des aliments.
Un autre but de la présente invention est d'enfermer le produit
alimentaire, du type solide ou pâteux, à l'intérieur d'une poche permettant de conserver le
produit emballé dans toute son intégralité et sans aucune détérioration de celui-ci.
Un autre but est de ne plus faire intervenir les inconvénients dus aux
"cheminées" sur la couche adhésive qui laissent s'échapper le gaz neutre conservateur et
pénétrer l'oxygène. En effet, dans la présente invention, les "cheminées" sur la couche
adhésive ne débouchent plus dans la poche qui reste alors étanche et imperméable.
Ainsi on dispose de plus de souplesse lors de l'utilisation des machines
à thermoformer. En effet, les variations de température et de pression de soudure n'ont plus
autant d'importance et de conséquence, et les machines ne nécessitent donc plus des
régulations en température et en pression aussi strictes qu'avant. Ceci a pour but de
simplifier la technologie utilisée pour la commande en régulation, et donc de réduire son
coût.
Un autre but est de réaliser l'emballage sans aucune modification des
machines à thermoformer automatiques existant sur le marché, le processus de fabrication
de l'emballage et du conditionnement du produit alimentaire étant identique à celui existant
actuellement.
Un autre but de la présente invention est de présenter un emballage avec
ouverture facile et refermeture du couvercle sur la barquette, ce qui permet d'économiser
l'utilisation de films protecteurs pour conserver le produit lorsque celui-ci n'est pas
consommé entièrement à la première utilisation. La refermeture de l'emballage a également
pour effet de maintenir les odeurs du produit alimentaire dans l'emballage, et de ne pas les
répandre dans le réfrigérateur.
D'autres buts et avantages de la présente invention apparaítront au cours
de la description suivante qui n'est cependant donnée qu'à titre indicatif et qui n'a pas pour
but de la limiter.
Emballage (1) pour le conditionnement des produits alimentaires tels
que les produits laitiers, la charcuterie et les viandes et le conditionnement de produits
médicaux, permettant l'ouverture facile et la refermeture d'un couvercle sur l'emballage, qui
se compose :
- d'une barquette (2) rigide ou souple, utilisant une structure
thermoformable constituée :
- d'une couche support (5) extérieure de polyester amorphe, ou autre,
- . d'une couche adhésive (6) intermédiaire à effet permanent,
- . d'une couche soudante (7) intérieure de polyéthylène,
- d'un couvercle (3) constitué d'une couche soudante en polyéthylène, ou
d'une structure thermoformable semblable à celle à la barquette (2),
caractérisé par le fait que l'emballage (1) présente une poche (8) imperméable étanche, qui
reçoit le produit alimentaire, délimitée par :
- la couche soudante (7) de la barquette (2),
- la couche soudante constituant le couvercle (3),
- le cordon de soudure (4),
afin d'augmenter l'herméticité de l'emballage (1) et de préserver son étanchéité jusqu'à la
date limite de consommation du produit alimentaire (19), avant la première ouverture de
l'emballage.
L'invention sera mieux comprise à la lecture de la description suivante,
accompagnée des dessins en annexe, parmi lesquels :
- la figure 1, en vue de coupe transversale fortement agrandie,
schématise l'emballage (1) pour les produits alimentaires solides ou pâteux (19) avant sa
première utilisation,
- la figure 2 représente une vue de coupe détaillée de la constitution des
couches soudantes et la soudure de ces éléments,
- la figure 3 schématise, en vue de coupe avec une partie réduite,
l'emballage (1) après la première ouverture du couvercle (3),
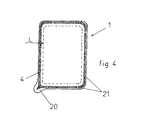
- la figure 4 schématise l'emballage (1) en vue de dessus.
La présente invention vise un emballage (1) pour le conditionnement de
produits alimentaires solides ou pâteux (19) tels que les produits laitiers, la charcuterie ou
les viandes. Elle trouvera notamment son application dans les industries de fabrication
d'emballages et de conditionnement de produits alimentaires et médical qui seront ensuite
mis à la disposition des consommateurs dans les surfaces commerciales ou les pharmacies.
Elle pourra être utilisée pour d'autres produits de type quincaillerie.
La figure 1 présente l'emballage (1) de produits alimentaires (19).
L'emballage (1) est constitué d'une barquette (2) et d'un couvercle (3), encore appelé
opercule, ces deux éléments étant assemblés par une soudure (4). La soudure (4) du
couvercle (3) s'effectue sur toute la périphérie de la barquette (2) comme le montre la
figure 4.
La barquette (2) est réalisée au moyen d'une structure thermoformable
sous la forme de film. Le film est composé par exemple d'au moins trois couches :
- une couche support (5) extérieure,
- une couche adhésive (6) intermédiaire,
- une couche soudante (7) intérieure qui sera en contact avec le produit
alimentaire.
La couche support (5) extérieure est réalisée, dans un mode de
réalisation préféré mais non limitatif, dans un polyester amorphe d'une épaisseur pouvant
varier de dix à cinq cents micromètres ou plus suivant la rigidité, la résistance ou la
souplesse de la barquette (2) que l'on souhaite obtenir.
Dans un autre mode de réalisation, elle pourra être réalisée dans des
matières telles que les PVC, polypro, polyéthyrène, polyester expansé, polyamide,
polycarbonate ou polystyrène.
La couche adhésive (6) intermédiaire est réalisée au moyen d'une résine
adhésive ou d'une autre matière de type synthétique thermoplastique. Elle devra avoir un
effet adhésif quasi permanent pour présenter des propriétés de collage permettant d'ouvrir
et de refermer plusieurs fois le couvercle lors de la consommation du produit en plusieurs
quantités. Son épaisseur sera de préférence de quinze à vingt micromètres pour assurer les
propriétés de collage à effet permanent, et assurer la liaison entre la couche soudante (7)
intérieure et la couche support (5) extérieure.
La couche soudante (7) intérieure est réalisée au moyen d'un
polyéthylène composé de préférence de cinq couches (9, 10, 11, 12 et 13), schématisées à
la figure 2, dont l'épaisseur totale est supérieure à vingt cinq micromètres. Elle doit avoir
une bonne aptitude au soudage et à la fusion avec une autre couche soudante de même
nature. Elle doit avoir une plage d'aptitude à la soudure et à la fusion suffisamment large
pour accepter des variations de température et de pression.
Le couvercle (3) de l'emballage (1) est de même nature et de structure
identique à la couche soudante (7) de la barquette (2). Elle est composée de préférence de
cinq couche (14, 15, 16, 17 et 18), schématisées à la figure 2, en polyéthylène d'une
épaisseur supérieure à trente micromètres et ces caractéristiques doivent être identiques à
celles de la couche soudante. Elle devra avoir de bonnes caractéristiques dimensionnelles
lui permettant de supporter l'impression d'encre et de texte ou d'image représentative du
produit alimentaire solide ou pâteux (19) contenu dans l'emballage (1).
La structure thermoformable de la barquette (2) est réalisée, par
exemple, en déposant à chaud la couche adhésive (6) à effet permanent de type synthétique
thermoformable sur la couche support (5) en polyester amorphe par un procédé de
couchage effectué à une température de 160° C environ, puis en effectuant un laminage sur
cette couche adhésive (6) de la couche soudante (7) de polyéthylène.
L'ensemble est ensuite enroulé de façon à former une bobine prête à la
découpe pour la machine de conditionnement par thermoformage.
Une autre technique utilisée pour réaliser la structure thermoformable,
consiste à extruder à chaud la résine adhésive, constituant la couche adhésive (6), entre la
couche support (5) et la couche soudante (7).
Pour la fabrication de l'emballage (1) et le conditionnement du produit
(19), la structure est par exemple préchauffée à une température de 100 à 120° C pendant
une durée de deux secondes environ, puis elle est formée sur des empreintes par air et
aspiration pour obtenir la barquette (2).
Ensuite, on remplit la barquette (2) par le produit alimentaire ou
médical (19) et on injecte un gaz neutre adapté à la conservation du produit avant de fermer
la barquette (2) par le couvercle (3) en effectuant une soudure à 160° C pendant une durée
de 1,5 seconde à une pression de 2,5 bars sur la périphérie de la barquette (2) par un cordon
de soudure (4) d'une largeur L de 4 à 8 mm.
Les paramètres pouvant être modifiés suivant le type de machine à
thermoformer utilisées, qui ne subissent aucune modification étant donné que le processus
de fabrication de l'emballage reste identique à ceux existant auparavant pour les emballages
traditionnels.
La soudure est réalisée entre la couche soudante constituant le couvercle
(3) et la couche soudante (7) de la barquette (2).
Etant donné les caractéristiques des deux couches soudantes, celles-ci
fusionnent sur toute la périphérie de la barquette (2) et sur toute la largeur du cordon de
soudure (4).
L'emballage (1) présente alors une poche (8) imperméable à l'eau et
étanche à l'oxygène ou au gaz. Cette poche (8) est délimitée par la couche soudante du
couvercle (3), la couche soudante (7) de la barquette (2), et le cordon de soudure (4) sur
toute la périphérie de l'emballage (1). Elle contient donc le produit alimentaire ou médical
(19) et le gaz neutre adapté à la conservation du produit.
La couche soudante constituant le couvercle (3) et la couche soudante
(7) sont composées dans un mode préférentiel de cinq couches (14, 15, 16, 17 18)
respectivement (9, 10, 11, 12, 13), les couches (11 et 16) étant des couches haute barrière à
l'oxygène. Ainsi, la poche est obtenue par la liaison et la combinaison du film haute
barrière sur le couvercle (3), du film haute barrière sur la couche soudante (7) et du cordon
de soudure (4), ce qui lui assure sa fonction d'étanchéité et d'imperméabilité. Le gaz neutre
reste donc contenu dans la poche qui empêche, par la même occasion, la pénétration de
l'oxygène.
Ainsi, la perméabilité à l'oxygène ou au gaz, c'est-à-dire la quantité
d'oxygène pénétrant dans l'emballage ou la quantité de gaz neutre s'échappant de
l'emballage, sera au maximum de 5 cm3.m2/24 heures.
De cette façon, le fabricant peut déterminer avec précision la date limite
de consommation du produit (19) et assurer la qualité des produits alimentaires (19)
distribués dans les surfaces commerciales.
Le couvercle (3) et la couche soudante (7) devront être constitués d'au
moins trois couches dont la couche centrale, dans un mode d'exécution préféré, sera le film
haute barrière à l'oxygène.
Lors de l'opération de soudage, les machines à thermoformer subissent
des variations de température et de pression. Dans l'état de la technique, ces variations
créaient sur la couche adhésive des "cheminées" (21) dans le sens radial de la barquette (2)
qui laissent pénétrer l'oxygène dans l'emballage (1) et échapper le gaz neutre conservateur.
Ces "cheminées" (21) sur la couche adhésive (6) existent toujours, mais celles-ci sont
situées sur la couche adhésive (6) en dehors de la poche (8) hermétique comprenant un film
haute barrière à l'oxygène. De cette façon, les "cheminées" (21) n'ont aucun inconvénient
sur l'emballage (1) puisqu'elles ne débouchent pas dans la poche (8)
Le gaz neutre est correctement conservé à l'intérieur de la poche (8)
hermétique, sans aucune pénétration de l'oxygène dans celle-ci. Ainsi, la qualité des
produits alimentaires solides, liquides ou pâteux, ou médicaux (19) est donc préservée
jusqu'à leur date limite de consommation.
De plus, ces "cheminées" (21) sur la couche adhésive (6) n'ayant plus
l'inconvénient sur le conditionnement des produits alimentaires solides, liquides ou pâteux,
ou médicaux (19), les fabricants d'emballages disposent donc de plus de souplesse quant
aux variations de température et de pression des machines à thermoformer. Les dispositifs
de régulation en température et en pression sur les machines pourront être simplifiés ou
moins précis, ce qui rendra le coût des appareils de contrôle et de commande en régulation
moins élevé.
Lors de la première ouverture de l'emballage (I) pour la consommation
du produit alimentaire solide ou pâteux (19), le consommateur, en exerçant un effort
suffisamment important, détache le cordon de soudure (4) de la barquette (2) au moins sur
une partie de la périphérie de l'emballage (1) et sépare le couvercle (3) de la barquette (2),
comme le montre la figure 3.
Pour effectuer cette opération, le consommateur dispose sur l'emballage
(1) d'une languette (20) réalisée sur le couvercle (3) qui favorise une meilleure prise pour
tirer sur le couvercle (3) et le détacher de la barquette (2), comme le montre la figure 4. En
détachant le cordon de soudure (4) de la barquette (2) le consommateur libère la couche
adhésive (6) à effet permanent au niveau du cordon de soudure (4) sur toute la périphérie
de l'emballage (1), et il ouvre la poche (8) qui perd alors ses caractéristiques d'étanchéité et
d'imperméabilité.
Le produit alimentaire solide ou pâteux (19) est alors en contact avec
l'oxygène, et le gaz neutre conservateur n'a plus aucune efficacité. Le consommateur doit
donc consommer le produit alimentaire (19) sous quelques jours après quoi il aura perdu sa
qualité, sa saveur, et sera périssable.
La partie de la couche adhésive (6), libérée sur la périphérie de
l'emballage (1), a une largeur L égale à celle du cordon de soudure (4). Sa largeur L sera
dans un mode préférentiel de quatre à huit millimètres. Ainsi, le consommateur peut
refermer plusieurs fois le couvercle (3) sur la barquette (2) grâce à l'effet permanent de la
couche adhésive (6). La refermeture de l'emballage (1) maintient donc la part du produit
alimentaire (19) restante à l'abri de l'humidité dans le réfrigérateur, et empêche également
de répandre dans le réfrigérateur les odeurs dégagées par le produit (19).
De cette façon, le consommateur n'a plus à utiliser de film protecteur
pour remédier à ses inconvénients, ou il n'est plus obligé de consommer le produit en une
seule fois.
Afin de permettre que le cordon de soudure (4) se détache de la
barquette (2) et non du couvercle (3), la résistance du cordon de soudure (4) sur le
couvercle (2) doit être supérieure à celle sur la barquette (2). C'est-à-dire que l'on doit
favoriser l'arrachement du cordon de soudure (4) au niveau de la barquette (2).
Pour y parvenir on exerce une pression de serrage au niveau du cordon
de soudure (4) à une température donnée, ce qui favorise la déformation (22) de la couche
soudante (7) et du couvercle (3). Cette déformation devient permanente lorsque la soudure
refroidit. Ces deux éléments se déforment du fait qu'ils fusionnent et subissent une
pression. Par contre, la couche support (5) de la barquette (2) ne subit quasiment pas de
déformation de part la nature de la matière utilisée qui fusionne très peu à la température
exercée.
Il faut donc favoriser la déformation de la couche (7) à la déformation
du couvercle (3), pour favoriser l'arrachement du cordon de soudure (4) sur la barquette (2).
Pour renforcer ce point, il est également possible de prendre une épaisseur plus grande pour
la couche soudante constituant le couvercle (3) que pour la couche soudante (7). Ainsi, la
résistance sera plus importante sur le couvercle (3) que sur la couche soudante (7) au
niveau du cordon de soudure (4) lorsque le consommateur ouvrira l'emballage (1) pour la
première fois.
D'autres mises en oeuvre de la présente invention, à la portée de
l'Homme de l'Art, auraient pu être envisagées sans pour autant sortir du cadre de la
présente invention