EP1341977B1 - Procede de fabrication d'une poutre en bois, poutre en bois et ossature bois pour la construction d'un batiment - Google Patents
Procede de fabrication d'une poutre en bois, poutre en bois et ossature bois pour la construction d'un batiment Download PDFInfo
- Publication number
- EP1341977B1 EP1341977B1 EP01996657A EP01996657A EP1341977B1 EP 1341977 B1 EP1341977 B1 EP 1341977B1 EP 01996657 A EP01996657 A EP 01996657A EP 01996657 A EP01996657 A EP 01996657A EP 1341977 B1 EP1341977 B1 EP 1341977B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- crosspieces
- wooden
- square
- assembly
- rulers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/12—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members
- E04C3/17—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members with non-parallel upper and lower edges, e.g. roof trusses
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/12—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members
- E04C3/16—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members with apertured web, e.g. trusses
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D3/00—Roof covering by making use of flat or curved slabs or stiff sheets
- E04D3/02—Roof covering by making use of flat or curved slabs or stiff sheets of plane slabs, slates, or sheets, or in which the cross-section is unimportant
- E04D3/16—Roof covering by making use of flat or curved slabs or stiff sheets of plane slabs, slates, or sheets, or in which the cross-section is unimportant of metal
Definitions
- the wooden beams are monobloc and cut in the mass, or glued laminated, or constituted by the assembly of base elements of smaller dimensions.
- Monobloc or glued laminated beams are of one high weight, bulky, difficult to handle, rigid, of ecological cost and economic high, and tend to crack.
- Wooden beams made by assembling smaller basic elements The dimensions make it possible to lighten the frames, to facilitate assembly and to reduce the cost of construction.
- the assembly of the basic elements between them is obtained from common way and not limited by flanges, glued dowels, trunnions, screws or complementary forms of glued interlocking.
- the Publication FR-A-2 572 759 describes a beam obtained by the assembly of four parallel squares interconnected by crosspieces arranged in chevron. The assembly is made by fitting and gluing complementary grooves machined respectively in the squares and crosspieces.
- the goal sought by this The invention is to produce rigid beams of great length. It is also in this purpose that the squares are prestressed before assembly and gluing or that the net network is doubled.
- GB-A-1 603 357 discloses a beam of same construction but in which sleepers and squares are assembled by bonding of plywood spacers interposed between them and making it possible to stiffen assembly.
- a major disadvantage of this type of assembly is that these different systems of fixing create rigid connections between the basic elements constituting the beam wooden, and allow no freedom of movement between these basic elements.
- the beam obtained no longer has any elasticity. Therefore, when submitted to efforts, these rigid links generate very significant constraints in the assembly areas which weaken the basic elements concerned which could lead to their cracking, even their rupture.
- this technique does not allow the realization of wooden beams of great scope. Indeed, bending due to the load applied on these wooden beams, generates too much effort in the areas assembly, and leads to the breaking of wooden beams.
- the realization of beams in wood of this type therefore necessarily requires the use of least an intermediate load-bearing wall to reduce the stresses these wooden beams.
- the present invention aims to overcome these disadvantages by proposing a method of manufacture of a simple wooden beam, economical, ecological, without machining, nor prestressing, allowing the beam to remain flexible, particularly in assembly areas, to evenly distribute the stresses throughout the beam, thus to increase the strength of the frames obtained by the assembly of these beams, and to be able to make long-span wooden beams without the need for intermediate bearing wall.
- the invention also aims to propose a wooden beam having a good squareness and to ensure good bracing and good mechanical strength, especially in case of earthquakes, thanks to the flexibility of its assembly areas.
- the invention aims to provide a timber frame for the construction of a building to improve the comfort of the habitat by eliminating squeaks and wood cracking noises, limiting cracks, and increasing flexibility of the floor, thanks to the flexibility of its assembly areas.
- the invention relates to a manufacturing method as defined in preamble characterized in that it comprises the steps of laying a first blank and of a second square parallel and at a predetermined distance, from laying of minus two straight ties on the first two squares and sticking their contact areas by means of a so-called flexible adhesive, laying on said sleepers of a third square and a fourth square respectively opposite the first squares and second squares and gluing their contact areas by means a so-called flexible glue, and tightening the assembly thus obtained to crush the adhesive layers to a predetermined thickness, these adhesive layers being arranged to form after crushing and drying elastic joints in each area assembly of said beam allowing a relative movement between the squares and the corresponding sleepers.
- the so-called flexible glue used is marketed under the brand name ADHEFLEX® T1.
- the squares and sleepers have an identical section.
- the sleepers are positioned at regular intervals and according to a predetermined pattern, to form by relative to the squares an angle ⁇ different from 90 °, for example between 20 and 40 °, and preferably equal to 30 °.
- the sleepers are positioned in chevron.
- the invention also relates to a wooden beam consisting of basic elements defining its edges and forming at least four squares connected by other elements base forming at least two sleepers, characterized in that the squares and sleepers are assembled into assembly areas by gluing their areas of contact according to the manufacturing method as defined above.
- the glue used is a flexible glue arranged for form after drying elastic joints allowing a relative movement of squares in relation to the sleepers and conversely.
- Squares and sleepers may have a section selected from the group containing at least one square, a rectangle.
- At least one of the zones assembly is at least partially traversed by a holding rod.
- the invention also relates to a timber frame for the construction of a building, characterized in that it consists of wooden beams as defined previously, assembled to form a frame slice comprising including poles, stakes and crossbowmen.
- Several slices of frames can be arranged to form a modular frame.
- the wood frame comprises wooden beams assembled by means of at least one joining element selected from the group comprising at least one gusset, a cable, a screwed plate or studded, a gap in recesses.
- the wooden frame comprises wooden beams arranged to receive ducts, and / or caisson supports shutters, mosquito nets and solar panels.
- the wooden beam 1 has a section forming part of a rectangle and has basic elements defining its edges and forming four squares 2a, 2b, 2c, 2d, connected by base members forming sleepers 3a, 3b arranged in chevrons.
- the basic elements are assembled into zones 5 by bonding their contact zones 4.
- the squares 2a, 2b, 2c, 2d and the crosspieces 3a, 3b are wooden basic elements rectilinear. For them to be cut easily and in a standardized way, these basic elements preferably have an identical section, for example square or rectangular. A nonlimiting example of dimensions of a rectangular section of basic elements is 70 mm by 30 mm. This standardization of the cuts simplifies production and increases the efficiency of machines cutting. These basic elements can be used directly in raw parts out of sawmill or, where appropriate, after planing to adjust their section. They do not require no special machining or prestressing.
- the length of the squares 2a, 2b, 2c, 2d is chosen according to the length of the beam to be manufactured.
- the length crosspieces 3a, 3b which serve inter alia as spacers between the squares 2a, 2b, 2c, 2d, is chosen according to the width of the beam to be manufactured.
- the squares 2a, 2b, 2c, 2d and the crosspieces 3a, 3b are assembled by gluing their contact areas 4. Bonding is carried out in an advantageous manner by means of a so-called flexible glue.
- This is actually a glue that has the advantage after drying, remain flexible and form an elastic seal allowing relative movements of base elements between them and therefore retaining to the resulting wooden beam flexibility.
- a non-limiting example of so-called flexible glue is known under the name of ADHEFLFX® T1 and comprises in particular single-component polyurethane. Of course, other glues may be suitable, provided that they present this characteristic of indispensable flexibility.
- the use of so-called glue flexible allows to better distribute the constraints in the assembly areas and therefore to increase the mechanical strength of these assembly areas.
- the flexibility of the beam wood is improved which gives it a better resistance to stress mechanical, especially during earthquakes.
- the beam including a beam of great length, is subjected to considerable bending forces, it undergoes a deformation by elasticity.
- the tensile and compressive forces are distributed in the wood fibers that can be deformed thanks to their own elasticity and thanks to the elasticity of the glue joints.
- this beam can reach mechanical performance far superior to traditional massive beams, him authorizing ranges of more than 8 meters.
- the beam 1 may also include in its assembly zones 5 rods of which can be traversing and whose function will be explained in the description of the manufacturing process.
- the number of sleepers will be adapted according to the length of the wooden beam 1 desired and the load envisaged.
- the angle laying ⁇ defined between the squares 2a, 2b, 2c, 2d, and the crosspieces 3a, 3b may be adapted.
- the increase of this angle of repose ⁇ allows a decrease in the number of sleepers and therefore the cost of the wooden beam 1.
- the choice of the pose angle ⁇ is therefore a compromise to be found between the cost of the beam in wood 1 and its desired performance.
- the angle of application ⁇ can be between 20 and 40 °.
- An angle of pose ⁇ equal to 30 ° appears to be for example, an optimal compromise.
- This wooden beam 1 is manufactured according to a specific manufacturing process comprising the following steps.
- a second step we apply and glue using the so-called soft glue defined above basic elements forming the sleepers 3a, 3b on the first two squares 2a, 2c, in a predetermined pattern, for example chevron at an angle laying preset ⁇ .
- the sleepers 3a, 3b are laid in such a way that their ends do not exceed said squares 2a, 2c, towards the outside of said beam 1.
- the layout of the basic herringbone elements ensures automatic a bracing of the wooden beam 1.
- the squareness of the wooden beam 1 is guaranteed and thus confers on the wooden beam 1 a good stability dimensional in time.
- a third step we put and glue on the sleepers 3a, 3b, using the glue-said flexible defined above, two other basic elements forming a third square 2b and a fourth square 2d, respectively opposite the first square 2a and the second square 2c.
- the wooden beam 1 thus formed is placed in a press advantageously equipped with pneumatic cylinders.
- the assembly zones 5 comprising the zones 4.
- Glue layers crash to a predetermined thickness forming after drying of the elastic seals, the thickness of these elastic seals being determined by the thickness e of the wooden beam 1 and its notebook loads.
- the joints Elastics have an optimum value of 0.6 to 0.7 mm.
- This type of process is simple, fast, economical and environmentally friendly. It allows the manufacture of wooden beams 1 in a single piece of very varied dimensions ranging from a small girder beam to a so-called long reach timber beam, length can reach for example the 8 m.
- the wooden beams 1 as well manufactured are of a reduced weight so easier to handle than the beams in monobloc wood or laminated wood.
- Figure 2 illustrates an example of assembly of four wooden beams 1, numbered according to Figure 1: 1a, 1b, 1c, 1d.
- the wooden beams 1a, 1b, 1c, 1d are used to form a post 11a, an entry 11b and a crossbow 11c, 11d.
- the entry 11b is formed by the wooden beam 1b and another non-wooden beam shown, the two horizontal wooden beams and assembled end to end by via a gusset 6a. Thanks to the use of so-called flexible glue conferring better resistance to wooden beams 1, the entered 11b can be of great scope without requiring the use of intermediate bearing wall.
- the bowman 11c is formed by the two wooden beams 1c, 1d, assembled end to end by the spacer horizontal 7 fitting into recesses 8 provided in the ends of the two beams 1c and 1d.
- the ends of the wooden beams 1a, 1b, 1c comprise zones without cross member allowing the passage of a gusset 6b.
- the assemblies of the beams in wood (1a, 1b, 1c, 1d) obtained in FIG. 2 through the gussets 6a, 6b and of the spacer 7, can also be obtained via other elements such as in particular cables, screwed or studded plates.
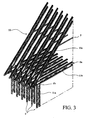
- Figure 3 gives an example of a wooden frame 10 made with wooden beams 1 assemblies according to FIG. 2 to form links 11b, posts 11a and crossbowmen 11c.
- This example shows how the 11b, 11a and 11b rafters 11c can be arranged to form "slices" of framework 9 and allow a modular assembly of a whole structure forming the timber frame 10 of a building, without interior bearing wall. Indeed, the framing slices 9 can to be placed next to each other to build at will buildings of varied lengths.
- the so-called flexible adhesive provides good flexibility to these wooden frames 10, allowing to eliminate squeaks and crackling noises from the wood, to increase the flexibility of the floor, and more generally to improve the comfort of the habitat while limiting the risk of cracks.
- the wooden beams 1 constituting the timber frames 10 define intervals advantageously used to receive technical sleeves allowing the passage electric cables or any type of pipe.
- the technical sleeves thus housed in the wood frame 10 no longer pose aesthetic problems and / or congestion.
- the wooden beams 1 can also be arranged to receive in a nonlimiting manner supports for the installation of caissons of shutters, mosquito nets and solar panels.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Rod-Shaped Construction Members (AREA)
- Conveying And Assembling Of Building Elements In Situ (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Laminated Bodies (AREA)
- Joining Of Building Structures In Genera (AREA)
Description
- un procédé de fabrication d'une poutre en bois constituée d'éléments de base définissant ses arêtes et formant au moins quatre carrelets reliés par d'autres éléments de basé formant au moins deux traverses, les carrelets et les traverses étant assemblés en des zones d'assemblage, par le collage de leurs zones de contact,
- une poutre en bois fabriquée selon le procédé ci-dessus, et
- une ossature bois pour la construction d'un bâtiment.
- la figure 1 est une vue en perspective d'une poutre en bois selon 1 'invention,
- la figure 2 est une vue en perspective éclatée d'une partie d'une ossature bois réalisée avec des poutres en bois de la figure 1, et
- la figure 3 est une vue d'ensemble partielle en perspective de l'ossature bois selon la figure 2.
Claims (17)
- Procédé de fabrication d'une poutre en bois (1) constituée d'éléments de base définissant ses arêtes et formant au moins quatre carrelets (2a, 2b, 2c, 2d) reliés par d'autres éléments de base formant au moins deux traverses (3a, 3b), les carrelets (2a, 2b, 2c, 2d) et les traverses (3a, 3b) étant assemblés en des zones d'assemblage (5); par le collage de leurs zones de contact (4), caractérisé en ce que le procédé comporte au moins les étapes suivantes :on pose parallèlement et à une distance prédéterminée un premier et un deuxième carrelets (2a, 2c),on pose au moins deux traverses (3a, 3b) sur les deux carrelets (2a, 2c), et on colle leurs zones de contact (4) au moyen d'une colle dite souple,on pose un troisième carrelet (2b) et un quatrième carrelet (2d) respectivement en regard du premier carrelet (2a) et du deuxième carrelet (2c) sur lesdites traverses (3a, 3b), et on colle leurs zones de contact (4) au moyen d'une colle dite souple,on presse cet assemblage pour écraser les couches de colle à une épaisseur prédéterminée, ces couches de colle étant agencées pour former après écrasement et séchage des joints élastiques dans chaque zone d'assemblage de ladite poutre autorisant un mouvement relatif entre les carrelets et les traverses correspondants.
- Procédé selon la revendication 1, caractérisé en ce que l'on utilise la colle dite souple commercialisée sous la marque d'ADHEFLEX® T1.
- Procédé selon la revendication 1, caractérisé en ce que l'on place dans au moins une zone d'assemblage (5) au moins une tige de maintien.
- Procédé selon la revendication 1, caractérisé en ce qu'on utilise des carrelets (2a, 2b, 2c, 2d) et des traverses (3a, 3b) de section identique.
- Procédé selon la revendication 1, caractérisé en ce qu'on positionne les traverses (3a, 3b) à intervalles réguliers et selon un dessin prédéterminé.
- Procédé selon la revendication 5, caractérisé en ce qu'on positionne les traverses (3a, 3b) par rapport aux carrelets (2a, 2b, 2c, 2d) selon un angle de pose α différent de 90°.
- Procédé selon la revendication 6, caractérisé en ce que l'angle de pose α est choisi entre 20 et 40° et de préférence égal à 30°.
- Procédé selon la revendication 6, caractérisé en ce qu'on positionne les traverses (3a, 3b) en chevron.
- Poutre en bois (1) constituée d'éléments de base définissant ses arêtes et formant au moins quatre carrelets (2a, 2b, 2c, 2d) reliés par d'autres éléments de base formant au moins deux traverses (3a, 3b), caractérisée en ce que les carrelets (2a, 2b, 2c, 2d) et les traverses (3a, 3b) sont assemblés en des zones d'assemblage (5) par le collage de leurs zones de contact (4) suivant le procédé défini selon la revendication 1.
- Poutre en bois (1) selon la revendication 9, caractérisé en ce que la colle utilisée est une colle dite souple agencée pour former après séchage des joints élastiques autorisant un mouvement relatif desdits carrelets (2a, 2b, 2c, 2d) par rapport aux dites traverses (3a, 3b) et inversement.
- Poutre en bois (1) selon la revendication 9, caractérisée en ce que lesdits carrelets (2a, 2b, 2c, 2d) et lesdites traverses (3a, 3b) ont une section choisie parmi le groupe contenant au moins un carré, un rectangle.
- Poutre en bois (1) selon la revendication 9, caractérisée en ce qu'au moins une des zones d'assemblage (5) est au moins partiellement traversée par une tige de maintien.
- Ossature bois (10) pour la construction d'un bâtiment, caractérisée en ce qu'elle est constituée de poutres en bois (1) selon la revendication 9, assemblées pour former au moins une tranche d'ossature (9) comportant au moins un poteau (11a), un entrait (11b), un arbalétrier (11c).
- Ossature bois (10) selon la revendication 13, caractérisée en ce que la tranche d'ossature (9) comporte au moins deux poutres en bois (1) assemblées par l'intermédiaire d'au moins un élément d'assemblage.
- Ossature bois (10) selon la revendication 14, caractérisée en ce que ledit élément d'assemblage est choisi dans le groupe comprenant au moins un gousset (6a, 6b), un câble, une plaque vissée ou cloutée, une entretoise (7).
- Ossature bois (10) selon la revendication 13, caractérisée en ce que lesdites tranches d'ossatures (9) sont agencées pour former une ossature bois modulable.
- Ossature bois (10) selon la revendication 13, caractérisée en ce que lesdites poutres en bois (1) sont agencées pour recevoir des gaines techniques, et/ou des supports pour caissons de volets roulants, moustiquaires, et panneaux solaires.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0014611A FR2816649B1 (fr) | 2000-11-14 | 2000-11-14 | Procede de fabrication d'une poutre en bois, poutre en bois et ossature bois pour la construction d'un batiment |
| FR0014611 | 2000-11-14 | ||
| PCT/FR2001/003518 WO2002040802A1 (fr) | 2000-11-14 | 2001-11-12 | Procede de fabrication d'une poutre en bois, poutre en bois et ossature bois pour la construction d'un batiment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1341977A1 EP1341977A1 (fr) | 2003-09-10 |
| EP1341977B1 true EP1341977B1 (fr) | 2005-03-16 |
Family
ID=8856408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01996657A Expired - Lifetime EP1341977B1 (fr) | 2000-11-14 | 2001-11-12 | Procede de fabrication d'une poutre en bois, poutre en bois et ossature bois pour la construction d'un batiment |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7185471B2 (fr) |
| EP (1) | EP1341977B1 (fr) |
| JP (1) | JP4033343B2 (fr) |
| AT (1) | ATE291135T1 (fr) |
| AU (2) | AU2002223055B2 (fr) |
| CA (1) | CA2426468C (fr) |
| DE (1) | DE60109485T2 (fr) |
| ES (1) | ES2239175T3 (fr) |
| FR (1) | FR2816649B1 (fr) |
| HU (1) | HUP0301385A3 (fr) |
| PT (1) | PT1341977E (fr) |
| WO (1) | WO2002040802A1 (fr) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050279051A1 (en) * | 2004-06-21 | 2005-12-22 | Mitek Holdings, Inc. | Structural wall framework |
| DE102006021731B4 (de) * | 2006-05-10 | 2015-07-30 | Peri Gmbh | Verfahren zur Herstellung eines Gitterträgers aus Holz für den Baubereich |
| FR2932828B1 (fr) * | 2008-06-21 | 2010-06-25 | Tecsan Sarl | Sous-ensemble de charpente de support d'une couverture de toit et charpente en comportant application. |
| WO2010102021A1 (fr) * | 2009-03-03 | 2010-09-10 | The Board Of Regents For Oklahoma State University | Système de ferme de longue portée et procédé d'assemblage associé |
| GB2459358B (en) * | 2009-04-09 | 2010-06-02 | Beattie Passive Build System Ltd | Building and method of constructing a building |
| US8397447B2 (en) | 2010-04-15 | 2013-03-19 | Eco Solar Generation Llc | Roof truss compatible for solar panels |
| JP2014055405A (ja) * | 2012-09-11 | 2014-03-27 | Sumitomo Forestry Co Ltd | 木製梁 |
| FR2996572B1 (fr) | 2012-10-05 | 2017-11-24 | Jacques Hengy | Poutrelle structuree et element modulaire de construction realise avec cette poutrelle |
| US8919071B2 (en) * | 2012-12-19 | 2014-12-30 | Patco, Llc | Truss configuration |
| GB2510620A (en) | 2013-02-11 | 2014-08-13 | Beattie Passive Build System Ltd | Method of retrospectively insulating existing exterior walls of a building |
| WO2016024040A1 (fr) * | 2014-08-11 | 2016-02-18 | Patenttitoimisto T. Poutanen Oy | Treillis en bois collé |
| DE102016114005A1 (de) * | 2016-07-29 | 2018-02-01 | Manfed Jäckle | Trägereinheit, Verfahren zu deren Herstellung sowie deren Verwendungen |
| RU2641801C1 (ru) * | 2016-09-30 | 2018-01-22 | Дмитрий Константинович Сутормин | Способ возведения каркаса одноэтажного каркасного здания |
| FR3080872A1 (fr) | 2018-05-03 | 2019-11-08 | Samuel Giannini | Dispositif de construction xy |
| US11162262B2 (en) * | 2018-10-01 | 2021-11-02 | Tuomo Poutanen | Customized woody trussed joist |
| USD936242S1 (en) * | 2019-08-28 | 2021-11-16 | Roosevelt Energy, Inc. | Composite reinforced wood stud for buildings |
| USD942049S1 (en) * | 2019-11-14 | 2022-01-25 | Roosevelt Energy, Inc. | L-shaped composite reinforced wood stud for buildings |
| USD941498S1 (en) * | 2019-11-26 | 2022-01-18 | Roosevelt Energy, Inc. | Composite t-shaped in-line dowell reinforced wood stud for buildings |
| USD938618S1 (en) * | 2019-11-26 | 2021-12-14 | Roosevelt Energy, Inc. | Reinforced pinned dowel composite stud for buildings |
| US11220821B2 (en) * | 2020-05-04 | 2022-01-11 | Patenttitoimisto T. Poutanen Oy | Glued timber trussed joist, joint and method |
| USD1033679S1 (en) | 2021-01-29 | 2024-07-02 | Roosevelt Energy, Inc. | Stud for buildings |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3008195A (en) * | 1954-09-16 | 1961-11-14 | Contemporary Structures Inc | Building frame unit |
| US3813842A (en) * | 1969-10-17 | 1974-06-04 | Trus Joist Corp | Laminated, variable density, structural wood products and method for making the same |
| US3748809A (en) * | 1971-08-09 | 1973-07-31 | Steel Web Corp | Trussed joist structure |
| US4001999A (en) * | 1972-12-29 | 1977-01-11 | Benson Chandler | Wood truss structure with eccentric end support |
| NO143232L (fr) * | 1976-09-24 | 1900-01-01 | ||
| GB1603357A (en) * | 1978-05-09 | 1981-11-25 | Purontakanen P | Wooden support structure with adhesive joints |
| CA1085571A (fr) * | 1978-06-13 | 1980-09-16 | Eldon W. Atwood | Ferme |
| US4285176A (en) * | 1979-08-06 | 1981-08-25 | Runkle Paul S | Shelter truss |
| GB2083520B (en) * | 1980-07-24 | 1984-07-04 | Engineered Roof Trusses | Framed building construction |
| FR2572759A1 (fr) * | 1984-11-08 | 1986-05-09 | Burger Raymond | Poutre triangulee en bois, assemblee par compression progressive entre deux surfaces, collage et autoserrage |
| US4967534A (en) * | 1985-08-09 | 1990-11-06 | Mitek Holding, Inc. | Wood I-beams and methods of making same |
| US4677806A (en) * | 1986-04-04 | 1987-07-07 | The United States Of America As Represented By The Secretary Of Agriculture | Wooden building system with flange interlock and beams for use in the system |
| US5354411A (en) * | 1991-01-24 | 1994-10-11 | Globe Machine Manufacturing Company | Method and apparatus for manufacture of wooden I-beams |
| US5341611A (en) * | 1993-02-24 | 1994-08-30 | Spokane Structures, Inc. | Structural framing system for buildings |
| US5761872A (en) * | 1993-04-21 | 1998-06-09 | Sanford; Emmett Barry | Variable length truss and method for producing the same |
| FR2710675B1 (fr) * | 1993-09-30 | 1999-01-22 | Guttaterna Sa | Procédé de pose d'un revêtement sur le sol. |
| US5560177A (en) * | 1996-03-04 | 1996-10-01 | Brightwell; Lionel L. | Trimmable open web joist |
| FR2754843A1 (fr) * | 1996-10-21 | 1998-04-24 | Thierry Martin | Procede de fabrication de structures allongees et structures allongees obtenues par ledit procede |
| US5911177A (en) * | 1998-01-09 | 1999-06-15 | The Board Of Trustees Of Western Michigan University | Split frame table |
| US6231031B1 (en) * | 1999-02-11 | 2001-05-15 | Spartanburg Forest Products, Inc. | Outdoor railing system and rails |
-
2000
- 2000-11-14 FR FR0014611A patent/FR2816649B1/fr not_active Expired - Fee Related
-
2001
- 2001-11-12 PT PT01996657T patent/PT1341977E/pt unknown
- 2001-11-12 AU AU2002223055A patent/AU2002223055B2/en not_active Ceased
- 2001-11-12 EP EP01996657A patent/EP1341977B1/fr not_active Expired - Lifetime
- 2001-11-12 DE DE60109485T patent/DE60109485T2/de not_active Expired - Lifetime
- 2001-11-12 JP JP2002543104A patent/JP4033343B2/ja not_active Expired - Fee Related
- 2001-11-12 AT AT01996657T patent/ATE291135T1/de active
- 2001-11-12 WO PCT/FR2001/003518 patent/WO2002040802A1/fr active IP Right Grant
- 2001-11-12 US US10/415,883 patent/US7185471B2/en not_active Expired - Fee Related
- 2001-11-12 AU AU2305502A patent/AU2305502A/xx active Pending
- 2001-11-12 HU HU0301385A patent/HUP0301385A3/hu unknown
- 2001-11-12 ES ES01996657T patent/ES2239175T3/es not_active Expired - Lifetime
- 2001-11-12 CA CA002426468A patent/CA2426468C/fr not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| HUP0301385A2 (hu) | 2003-10-28 |
| EP1341977A1 (fr) | 2003-09-10 |
| FR2816649A1 (fr) | 2002-05-17 |
| DE60109485T2 (de) | 2006-04-13 |
| ATE291135T1 (de) | 2005-04-15 |
| AU2002223055B2 (en) | 2006-06-01 |
| FR2816649B1 (fr) | 2003-12-12 |
| DE60109485D1 (de) | 2005-04-21 |
| ES2239175T3 (es) | 2005-09-16 |
| JP2004514076A (ja) | 2004-05-13 |
| CA2426468C (fr) | 2009-10-13 |
| AU2305502A (en) | 2002-05-27 |
| WO2002040802A1 (fr) | 2002-05-23 |
| CA2426468A1 (fr) | 2002-05-23 |
| US7185471B2 (en) | 2007-03-06 |
| HUP0301385A3 (en) | 2007-11-28 |
| JP4033343B2 (ja) | 2008-01-16 |
| PT1341977E (pt) | 2005-07-29 |
| US20040074195A1 (en) | 2004-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1341977B1 (fr) | Procede de fabrication d'une poutre en bois, poutre en bois et ossature bois pour la construction d'un batiment | |
| CA3039230A1 (fr) | Systeme constructif a lames structurelles croisees | |
| WO2013044939A1 (fr) | Joint a languettes pour assemblage de pieces en matieres fibreuses | |
| WO1994011589A1 (fr) | Plancher mixte bois-beton | |
| FR2996572A1 (fr) | Poutrelle structuree et element modulaire de construction realise avec cette poutrelle | |
| EP1149213B1 (fr) | Dalle de construction, assemblage de telles dalles et utilisation pour realiser des structures pouvant supporter des charges importantes | |
| EP1135565B1 (fr) | Systemes structurels triangules en bois, tels que charpentes, ponts, planchers | |
| FR3100552A1 (fr) | Elément de construction et procédé de production d’au moins un élément de construction à partir d’un rondin de bois | |
| FR2718175A1 (fr) | Poutre en bois dont l'âme est constituée d'un treillis. | |
| CA2781072C (fr) | Ensemble d'elements de construction d'une paroi en bois et procede de mise en oeuvre de tels elements | |
| FR2737745A3 (fr) | Procede d'assemblage de pieces de charpente en bois et assemblage ainsi obtenu | |
| FR2766851A1 (fr) | Ossatures pour la construction d'un batiment | |
| FR2572759A1 (fr) | Poutre triangulee en bois, assemblee par compression progressive entre deux surfaces, collage et autoserrage | |
| EP2243891B1 (fr) | Dalle mixte bois béton | |
| EP3561194A1 (fr) | Élément de construction | |
| EP1674631B1 (fr) | Ensemble de soutien d'une dalle et procédé de réalisation d'une telle dalle | |
| EP1451420B1 (fr) | Structure renforcee en bois, charpente, batiment ainsi equipe et procede de fabrication | |
| WO2023067094A1 (fr) | Poutre avec elements modulaires pour structure de maison en kit | |
| FR2783851A1 (fr) | Ossature notamment pour la construction d'un batiment | |
| FR2862076A1 (fr) | Poutre de longue portee destinee a constituer un element porteur d'une superstructure modulaire | |
| FR2736666A1 (fr) | Batiment a plusieurs niveaux presentant une facade animee | |
| FR2461786A1 (fr) | Ferme pour comble habitable, en particulier pour les maisons individuelles | |
| WO1990004070A1 (fr) | Structure de batiments pour hangars agricoles, notamment | |
| EP2136011A1 (fr) | Sous-ensemble de charpente de support d'une couverture de toit et charpente en comportant application |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030606 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050316 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050316 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050316 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60109485 Country of ref document: DE Date of ref document: 20050421 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: CABINET ROLAND NITHARDT CONSEILS EN PROPRIETE INDU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050616 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050616 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050608 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Effective date: 20050513 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2239175 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20051219 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20121129 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20121119 Year of fee payment: 12 Ref country code: DE Payment date: 20121116 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20121107 Year of fee payment: 12 Ref country code: BE Payment date: 20121123 Year of fee payment: 12 Ref country code: SE Payment date: 20121107 Year of fee payment: 12 Ref country code: ES Payment date: 20121121 Year of fee payment: 12 Ref country code: PT Payment date: 20120514 Year of fee payment: 12 Ref country code: GB Payment date: 20121108 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20121231 Year of fee payment: 12 Ref country code: AT Payment date: 20121122 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20130211 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20140512 |
|
| BERE | Be: lapsed |
Owner name: *DOREAN S.A.R.L. Effective date: 20131130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 291135 Country of ref document: AT Kind code of ref document: T Effective date: 20131112 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60109485 Country of ref document: DE Effective date: 20140603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131112 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140512 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140603 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131113 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131112 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131202 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131112 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131112 |