EP1322838B1 - Moving blade for a turbo-machine and turbo-machine - Google Patents
Moving blade for a turbo-machine and turbo-machine Download PDFInfo
- Publication number
- EP1322838B1 EP1322838B1 EP01971957A EP01971957A EP1322838B1 EP 1322838 B1 EP1322838 B1 EP 1322838B1 EP 01971957 A EP01971957 A EP 01971957A EP 01971957 A EP01971957 A EP 01971957A EP 1322838 B1 EP1322838 B1 EP 1322838B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blade
- moving blade
- cellular material
- region
- turbomachine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/147—Construction, i.e. structural features, e.g. of weight-saving hollow blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2201/00—Metals
- F05C2201/04—Heavy metals
- F05C2201/0433—Iron group; Ferrous alloys, e.g. steel
- F05C2201/0463—Cobalt
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2201/00—Metals
- F05C2201/04—Heavy metals
- F05C2201/0433—Iron group; Ferrous alloys, e.g. steel
- F05C2201/0466—Nickel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2260/00—Function
- F05D2260/20—Heat transfer, e.g. cooling
- F05D2260/203—Heat transfer, e.g. cooling by transpiration cooling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/612—Foam
Definitions
- the invention relates to a blade for a turbomachine.
- the invention further relates to a turbomachine with a blade.
- Blades for turbomachinery such as blades for high, medium or low pressure turbine part of a steam turbine or gas turbine blades for compressor or turbine, are usually made of homogeneous metallic alloys. In addition to milling processes, casting and forging techniques are used. The metallic raw material is melted and then rolled as bar stock or forged as a blade blank.
- Such a turbomachine comprises a single impeller or a number of impellers arranged one behind the other in the axial direction, the rotor blades of which are surrounded during operation by a gaseous or vaporous flow medium.
- the flow medium exerts a force on the blades, which causes a torque of the rotor or paddle wheel and thus the working power.
- the blades are usually arranged on a rotatable shaft of the turbomachine, whose vanes are arranged on corresponding guide wheels on the stationary, the shaft surrounding the formation of a flow channel housing, the housing of the turbomachine, are arranged.
- the blades of steam turbine low pressure parts are mainly loaded by centrifugal force due to the rotation of the shaft.
- the load is thus directly proportional to the density of the blade material used. Since the densities of the materials used are very similar to those of iron, the load on long ND blades is so great that a certain blade length can not be exceeded. This is particularly important for the higher stages of ND blading whose radial dimensions are limited by the limits of centrifugal load. Due to the limited blade length only a certain outlet cross section for the flow medium can be achieved, so that the flow medium, e.g. the exhaust steam of a low-pressure turbine part, leaves the turbomachine at high speed and consequently with high losses.
- the flow medium e.g. the exhaust steam of a low-pressure turbine part
- Titanium alloys have a lower density compared to alloys based on iron, cobalt or nickel, and rotor blades made of this material are therefore subject to less stress than blades made of the hitherto customary metallic materials with otherwise identical dimensions.
- the disadvantage of this problem solution is that titanium alloys are very expensive and the problem of centrifugal load is still, albeit to a lesser extent.
- the object of the invention is to specify a blade design for a rotor blade for a turbomachine, which does not exceed the permissible stresses at the given loads in the turbomachine and nevertheless allows a high degree of efficiency.
- Another object of the invention is to provide a turbomachine for high loads with high efficiency.
- the object directed to a blade is achieved by a blade for a turbomachine, wherein the blade forms an outer surface with a closed structure with respect to cells and a blade profile consists entirely of a cellular material.
- the invention takes a completely new approach.
- homogeneous metallic materials have been used for the moving blades
- the concept of the invention is based on the structural design of the moving blade and the materials forming it.
- the use of cellular materials for the blade results in a significant reduction in the mean density of the blade.
- the cellular structure ensures a much lower density than previously common homogeneous materials.
- blades according to the invention therefore cause much lower stresses due to the centrifugal force.
- Cellular materials also have a greater internal damping than homogeneous materials, so that they advantageously dampen possible vibrations particularly efficient.
- cellular materials show good stiffness properties, so that they have approximately the permissible load of comparable homogeneous materials due to the high specific strength. This is particularly advantageous when used in a turbomachine, where significant thermo-mechanical loads are recorded.
- the blade preferably has an airfoil portion with the cellular material.
- the blade blade area of a blade is exposed to particularly high blade stresses when using the blade in a turbomachine due to the centrifugal force, since the blade blade area relative to other areas of the blade has a greater radial distance from the axis of rotation.
- An airfoil region having the cellular material results in a correspondingly lower centrifugal load due to the significantly lower density.
- the moving blade preferably has a fastening region, in particular a blade root, wherein the cellular material is provided in the fastening region.
- the attachment of a blade is usually carried out on a rotatable shaft, wherein a mounting region of the blade is connected to a corresponding receiving region of the shaft.
- Various blade attachment concepts are known, such as fir tree slot connections or hammer head connections, to which the new blade concept is applicable.
- By providing the cellular material in the mounting area of the blade the blade stresses can be reduced accordingly also in the attachment area.
- the cellular material may be provided both in the airfoil region and in the attachment region.
- the blade can also consist as a whole of a cellular material, which is achieved due to the reduction in density over a comparable solid material, a lightweight construction of the blade as a whole.
- a cellular structure of the blade is far superior to the use of massive light metals, such as titanium alloys.
- the blade has an inner region and a jacket region surrounding the inner region, wherein the cellular material is provided in the jacket region and in the inner region.
- the cellular material forms an outer surface with closed structure to the cells.
- the outer surface is a partial surface of the blade airfoil region of the rotor blade, wherein the airfoil region is subjected to a flow medium during operation.
- a surface eg a surface in the airfoil region, with correspondingly low roughness is provided.
- the cellular structure of the material provides an outer surface which also has a strong cushioning effect against secondary losses due to cross-flow, provided that the outer surface of the cellular structure is exposed to a flow medium.
- the surface has barriers for a possible transverse flow, which may be formed along adjacent cells of the cellular structure.
- the cellular material is a metal foam.
- metal foams are considered lightweight materials with high potential and a wide range of applications.
- Metal foams can be obtained in various manufacturing processes, for example by means of melting and powder metallurgy deposition and sputtering techniques.
- a replacement material is produced by mixing a metal powder with a blowing agent, for example metal hydride, which is compacted after subsequent axial hot pressing or extrusion to form a prefabricated semi-finished product that can be conformed to shape by appropriate forming to a respective end product and by appropriate heating is foamed to just above the melting temperature of the metal.
- a blowing agent for example metal hydride
- the blowing agent contained in the semifinished product decomposes on heating and splits off hydrogen gas.
- the gaseous hydrogen leads as a propellant gas in the molten metal to the corresponding pore formation.
- the porosity of the metal foam formed by the pores can be adjusted in a targeted manner over the duration of the foaming process.
- the density of the metal foam is between about 5% to 50%, more preferably between about 8% to 20%, of the density of the bulk material.
- the metal foam consists of a high-temperature-resistant material, in particular a nickel-based or cobalt-based alloy.
- a high-temperature resistant material is particularly advantageous for use in a gas turbine, with turbine inlet temperatures of up to 1200 ° C.
- the application in a steam turbine with high steam conditions of more than 600 ° C steam temperature is made possible by this choice of material for the metal foam.
- the blade is configured as a gas turbine blade, a steam turbine blade, particularly a low pressure steam turbine blade, or a compressor blade.
- a low-pressure steam turbine appears to be particularly advantageous because the use of the cellular material, such as a metal foam, larger blade lengths at lower centrifugal load compared to the conventional blades can be realized. This has a directly favorable effect on the efficiency of the turbomachine, for example a low-pressure steam turbine.
- the task directed towards a turbomachine is achieved according to the invention by a turbomachine with a moving blade according to the above statements.
- the turbomachine is designed as a gas turbine, a steam turbine or a compressor.
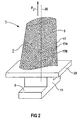
- FIG 1 shows a perspective view of a blade 1, which extends along a longitudinal axis 25.
- the blade has along the longitudinal axis successively a mounting region 9, an adjoining paddle platform 23 and an airfoil region 7.
- a blade root 11 is formed, which serves for fastening the blade 1 to the shaft of a turbomachine, not shown in FIG 1 (see FIG 8).
- the blade root 11 is designed as a hammer head.
- Other configurations, for example as a Christmas tree or Schwalbenschwanzfuß are possible.
- massive metal materials are used in all areas 9, 23, 7 of the blade 1.
- the blade 1 can be made by a casting process, by a forging process, by a milling process or combinations thereof.
- a blade 1 according to the invention is shown in FIG.
- the moving blade 1 is partially made of a cellular material 5 in comparison to the conventional moving blade 1 shown in FIG. 1.
- the cellular material 5 is provided in the blade blade region 7 of the moving blade 1, the entire blade blade region 7 being the cellular material 5 has.
- the cellular material 5 has a plurality of cells 17, 17a, 17b.
- the cell structure of the cellular material 5 may be such that a closed porous structure is achieved with each of the cells 17, 17a, 17b closed.
- the cells 17, 17A, 17B may also form an at least partially non-closed porous structure.
- a region 7 with a significantly reduced material density is provided in the airfoil region 7 compared to conventional blades 1 with a solid material insert (see FIG. This is achieved due to the cellular structure of the material 5. Due to the reduced density in the airfoil region 7, a considerable reduction in the load due to the centrifugal force F z directed radially outward along the longitudinal axis 25 is achieved in the operating case, for example when using the blade 1 in a turbomachine.
- the region of the blade 1, which experiences a larger centrifugal force F z due to the greater radial distance from the axis of rotation, namely the blade blade region 7, is specifically provided with the cellular material.
- the cellular material 5 may be provided in different regions 9, 23, 7 of the blade 1.
- FIG. 3 shows a perspective view of a blade 1 with a modified embodiment with respect to the blade 1 shown in FIG. 2 with regard to the presence of the cellular material 5.
- the cellular material 5 is present according to detail X1 in the attachment area 9 as well as in the area of the blade platform 23 according to detail X2.
- the details X1 and X2 represent exemplary subregions of the attachment region 9 or the blade platform 23.
- the entire attachment region 9 and / or the region of the blade platform 23 can be made of the cellular material 5.
- the cellular material 5 comprises a plurality of cells 17.
- the rotor blade 1 has an inlet edge 31 and an outlet edge 33. Furthermore, the moving blade 1 has a pressure side 35 and a suction side 37 opposite the pressure side 35. A typical blade profile is given by this.
- the rotor blade 1 has an inner region 13 and a jacket region 15 surrounding the inner region 13.
- the jacket region 15 forms an outer surface 39 of the rotor blade 1, wherein the outer surface 39 is acted upon in the case of operation with a flow medium, for example a hot gas or steam.
- the jacket region 15 consists of a conventional, unspecified, for example, metallic solid material 27.
- the inner region 13 consists, at least partially, of a cellular material 5, the cellular material 5 being formed of a metal foam 21 with a multiplicity of adjacent cells 17 is.
- cooling channels 29, 29 A, 29 B are provided, so that the blade 1 is designed in the case of operation for an interior cooling.
- the cooling channels 29, 29 A, 29 B are acted upon by a coolant, for example cooling air or cooling steam.
- the cooling channel 29 serves for example for the supply of the coolant, while the cooling channels 29A, 29B serve for the removal of the coolant.
- the cooling channels 29, 29A, 29B are formed in the inner region 13 by corresponding recesses of the cellular material 5.
- the blade of FIG 3 can hereby For example, be prepared in that the thin-walled the blade profile forming shell portion 15 is ejected as a mold with the metal foam 21, wherein corresponding removable or leachable casting cores for forming the cooling channels 29, 29 A, 29 B are positioned prior to the injection of the metal foam 21 in the inner region 13.
- a thin-walled jacket region 15 is produced, which is supported by the cellular material 5 in the inner region 13 as a support structure.
- FIG. 1 An inventive embodiment of a blade profile of a blade 1 is shown in FIG.
- the jacket region 5 consists of a metal foam 21, which encloses an inner region 13.
- the inner region 13 forms a cavity of the rotor blade 1, so that an interior cooling is possible.
- the jacket region 15 has an outer surface 39, which in the case of operation is acted upon by a flow medium.
- the metal foam 21 forms the outer surface 39.
- FIG. 1 Another variant of a blade 1 is shown in a sectional view in FIG.
- the blade profile completely made of a cellular material 5, in which case a metal foam 21 is provided here again.
- the metal foam 21 forms, as discussed in connection with FIG 5, the metal foam 21 an outer surface 39.
- the inner region 13 and the cladding region 15 of the blade 1 thus consist of cellular material. 5
- FIG. 7 shows an enlarged detail of a detail VII of the rotor blade 1 shown in FIG. 6.
- the cellular structure of the material 5, which is provided here by a metal foam 21, is intended to be clarified hereby.
- a plurality of cells 17, 17A, 17B are shown with cells 17A, 17B contiguous and part of the surface 39 of the blade 1 form.
- cells 17 are also provided which do not form an outer surface 39.
- These cells 17 may also be referred to as inner cells 17.
- the cells 17, 17A, 17B have, in the sectional view, by way of example a polygon structure. In a three-dimensional view this corresponds to polyhedra or linear combinations of polyhedra.
- the cellular material 5 forms an outer surface 39 with a closed structure with respect to the cells 17A, 17B.
- an outer surface 39 of the rotor blade 1 is provided, which has a sufficiently low surface roughness, so that accordingly correspondingly low flow losses are ensured when using the rotor blade 1 in a turbomachine (see FIG. Compared to conventional blades 1, a competitive, if not superior, solution is thus also shown with regard to the smoothest possible surface.
- the local surface structure in the region of adjoining near-surface cells 17A, 17B can in particular significantly reduce the secondary losses as a result of transverse flows.
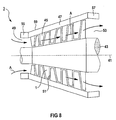
- FIG. 8 a detail of a turbomachine 3 is shown in simplified representation in a longitudinal section using the example of a low-pressure steam turbine 59.
- the low-pressure steam turbine 59 has a rotor 43 which extends along the axis of rotation 41 of the steam turbine 59. Furthermore, the low-pressure steam turbine 59 has an inflow region 49, a blading region 51 and an outflow region 53 along the axis 41 in succession.
- rotatable blades 1 and fixed vanes 45 are arranged in the blading area 51 .
- the rotor blades 1 are fastened to the turbine rotor 43, while the stator blades 45 are arranged on a guide blade carrier 47 surrounding the turbine rotor 43.
- the Beschaufelungs Scheme 51 and the Leitschaufelani 47 is an annular flow channel for a flow medium A, for example, superheated steam formed.
- the inflow region 49 serving to supply the flow medium A is bounded in the radial direction by an inflow housing 55 arranged upstream of the guide vanes carrier 59.
- An outflow housing 57 is disposed downstream of the vane support 47 and defines the outflow region 53 in the radial direction.
- the flow medium A here a superheated steam
- the rotor blades 1 of the low-pressure steam turbine 51 consist, at least in regions, of a cellular material 5, as described in FIGS. 2 to 7.
- the rotor blades 1 have a lower density than conventional rotor blades 1 (see FIG. 1) and are not subjected to such high loads as a result of the centrifugal force.
- the rotor blades 1 form the low-pressure blading of the low-pressure steam turbine 59.
- blades 1 can be used with a larger radial dimension due to the density advantage, so that a larger flow cross-section with lower losses for the blades Steam turbine 59 is realized.
- the guide vanes 45 can also be made in regions of a cellular material 5, so that in the blading region 51 both rotor blades 1 and vanes 45 can be used in lightweight construction. Farther is an application of the new blade concept on other types of turbomachines 3 possible.
- the blading of a gas turbine, a compressor, a high-pressure or medium-pressure turbine part of a steam turbine plant rotor blades 1 and / or vanes 45 with the cellular material 5, in particular a metal foam 21 have.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Architecture (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
Die Erfindung betrifft eine Laufschaufel für eine Strömungsmaschine. Die Erfindung betrifft weiterhin eine Strömungsmaschine mit einer Laufschaufel.The invention relates to a blade for a turbomachine. The invention further relates to a turbomachine with a blade.
Laufschaufeln für Strömungsmaschinen, beispielsweise Laufschaufeln für Hoch-, Mittel- oder Niederdruckteilturbinen einer Dampfturbine oder Gasturbinenlaufschaufeln für Verdichter oder Turbine, werden üblicherweise aus homogenen metallischen Legierungen hergestellt. Dabei kommen neben Fräsverfahren auch Guss und Schmiedetechniken zum Einsatz. Das metallische Rohmaterial wird dabei erschmolzen und anschließend als Stangenmaterial gewalzt bzw. als Schaufelrohling geschmiedet.Blades for turbomachinery, such as blades for high, medium or low pressure turbine part of a steam turbine or gas turbine blades for compressor or turbine, are usually made of homogeneous metallic alloys. In addition to milling processes, casting and forging techniques are used. The metallic raw material is melted and then rolled as bar stock or forged as a blade blank.
Eine derartige Strömungsmaschine umfasst ein einzelnes Laufrad oder eine Anzahl von in Axialrichtung hintereinander angeordneten Laufrädern, deren Laufschaufeln im Betrieb von einem gas- oder dampfförmigen Strömungsmedium umströmt werden. Das Strömungsmedium übt dabei auf die Laufschaufeln eine Kraft aus, die ein Drehmoment des Lauf- oder Schaufelrades und somit die Arbeitsleistung bewirkt. Dazu sind die Laufschaufeln üblicherweise an einer rotierbaren Welle der Strömungsmaschine angeordnet, deren an entsprechenden Leiträdern angeordnete Leitschaufeln am ruhenden, die Welle unter Bildung eines Strömungskanals umgebenden Gehäuse, dem Gehäuse der Strömungsmaschine, angeordnet sind.Such a turbomachine comprises a single impeller or a number of impellers arranged one behind the other in the axial direction, the rotor blades of which are surrounded during operation by a gaseous or vaporous flow medium. The flow medium exerts a force on the blades, which causes a torque of the rotor or paddle wheel and thus the working power. For this purpose, the blades are usually arranged on a rotatable shaft of the turbomachine, whose vanes are arranged on corresponding guide wheels on the stationary, the shaft surrounding the formation of a flow channel housing, the housing of the turbomachine, are arranged.
Während bei einem Verdichter oder einem Kompressor dem Strömungsmedium mechanische Energie zugeführt wird, wird bei einer Turbine als Strömungsmaschine dem durchströmenden Strömungsmedium mechanische Energie entzogen. Bei einer herkömmlichen Strömungsmaschine mit einer im Betrieb rotierenden Welle und mit ruhendem Gehäuse erzeugt die Fliehkraft in der oder jeder an der Welle befestigten Laufschaufel eine Zugbelastung, der eine durch die Strömungskräfte des Strömungsmediums hervorgerufenen Biegebelastung überlagert ist. Damit ergibt sich eine kritische Belastung an denjenigen Stellen im Schaufelfuß und in der Welle, an denen sich die Biege-Zugspannung und die Zugspannung infolge der Fliehkraft überlagern. Aufgrund dieser kritischen Belastung ist die Schaufelhöhe in ihrer radialen Dimension und damit der Wirkungsgrad der Turbomaschine begrenzt.While mechanical energy is supplied to the flow medium in a compressor or a compressor, in a turbine as a turbomachine mechanical energy is withdrawn from the flow medium flowing through. In a conventional turbomachine with a rotating shaft in operation and with resting housing generates the centrifugal force in the or each blade attached to the shaft has a tensile load superimposed on a bending load caused by the flow forces of the flow medium. This results in a critical load at those points in the blade root and in the shaft at which the bending tension and the tensile stress due to the centrifugal force overlap. Due to this critical load, the blade height is limited in its radial dimension and thus the efficiency of the turbomachine.
Insbesondere die Laufschaufeln von Dampfturbinen-Niederdruckteilen (ND-Laufschaufeln) werden überwiegend durch Fliehkraft infolge der Rotation der Welle belastet. Die Belastung ist damit direkt proportional zur Dichte des verwendeten Schaufelmaterials. Da die Dichten der verwendeten Materialien dem von Eisen sehr ähnlich sind, ist die Belastung bei langen ND-Schaufeln so groß, dass eine bestimmte Schaufellänge nicht überschritten werden kann. Dies ist besonders für die höheren Stufen der ND-Beschaufelung von Bedeutung, deren radiale Abmessungen durch die Grenzen der Fliehkraftbelastung limitiert sind. Durch die begrenzte Schaufellänge lässt sich nur ein bestimmter Austrittsquerschnitt für das Strömungsmedium erzielen, so dass das Strömungsmedium, z.B. der Abdampf einer Niederdruck-Teilturbine, mit hoher Geschwindigkeit und demzufolge mit hohen Verlusten die Strömungsmaschine verlässt.In particular, the blades of steam turbine low pressure parts (ND blades) are mainly loaded by centrifugal force due to the rotation of the shaft. The load is thus directly proportional to the density of the blade material used. Since the densities of the materials used are very similar to those of iron, the load on long ND blades is so great that a certain blade length can not be exceeded. This is particularly important for the higher stages of ND blading whose radial dimensions are limited by the limits of centrifugal load. Due to the limited blade length only a certain outlet cross section for the flow medium can be achieved, so that the flow medium, e.g. the exhaust steam of a low-pressure turbine part, leaves the turbomachine at high speed and consequently with high losses.
Bisherige Problemlösungen für ND-Laufschaufeln sehen vor, dass bei sehr großen Schaufellängen Materialien aus Titan-Legierungen verwendet werden. Titan-Legierungen weisen eine gegenüber Legierungen auf Eisen-, Kobalt- oder Nickelbasis geringere Dichte auf und Laufschaufeln aus diesem Material unterliegen daher bei sonst gleichen Abmessungen geringeren Beanspruchungen als Laufschaufeln aus den bis dahin üblichen metallischen Materialien. Der Nachteil dieser Problemlösung besteht allerdings darin, dass Titan-Legierungen sehr teuer sind und das Problem der Fliehkraftbelastung nach wie vor, wenn auch in etwas geringerem Maße, besteht.Previous solutions to ND blade problems require that titanium alloy materials be used for very long blade lengths. Titanium alloys have a lower density compared to alloys based on iron, cobalt or nickel, and rotor blades made of this material are therefore subject to less stress than blades made of the hitherto customary metallic materials with otherwise identical dimensions. The disadvantage of this problem solution, however, is that titanium alloys are very expensive and the problem of centrifugal load is still, albeit to a lesser extent.
Sowohl die US-PS 3,695,778 und die US-PS 5,634,189 zeigen Bauteile oder eine Turbinenschaufel, die eine Außenwand aus einem nicht zellularen Werkstoff aufweisen, wobei ein Hohlraum, der durch die massive Wand gebildet wird, mit zellularen Werkstoff aufgefüllt ist.Both US Pat. No. 3,695,778 and US Pat. No. 5,634,189 show components or a turbine blade having an outer wall made of a non-cellular material, wherein a cavity formed by the solid wall is filled with cellular material.
Aufgabe der Erfindung ist es für eine Laufschaufel für eine Strömungsmaschine ein Schaufeldesign anzugeben, das bei den gegebenen Belastungen in der Strömungsmaschine die zulässigen Beanspruchungen nicht überschreitet und dennoch einen hohen Wirkungsgrad ermöglicht. Eine weitere Aufgabe der Erfindung ist es eine Strömungsmaschine für hohe Beanspruchungen bei hohem Wirkungsgrad anzugeben.The object of the invention is to specify a blade design for a rotor blade for a turbomachine, which does not exceed the permissible stresses at the given loads in the turbomachine and nevertheless allows a high degree of efficiency. Another object of the invention is to provide a turbomachine for high loads with high efficiency.
Erfindungsgemäß wird die auf eine Laufschaufel gerichtete Aufgabe durch eine Laufschaufel für eine Strömungsmaschine gelöst, wobei die Laufschaufel eine äußere Oberfläche mit gegenüber Zellen geschlossene Struktur bildet und ein Schaufelprofil vollständig aus einem zellularen Werkstoff besteht.According to the invention, the object directed to a blade is achieved by a blade for a turbomachine, wherein the blade forms an outer surface with a closed structure with respect to cells and a blade profile consists entirely of a cellular material.
Gegenüber den herkömmlichen Ausgestaltungen von Laufschaufeln für Strömungsmaschinen, beispielsweise Gas- oder Dampfturbinen, beschreitet die Erfindung einen völlig neuen Weg. Wurden bisher homogene metallische Werkstoffe für die Laufschaufeln eingesetzt, beruht das Konzept der Erfindung auf der strukturellen Ausgestaltung der Laufschaufel und der sie bildenden Werkstoffe. Durch den Einsatz von zellularen Werkstoffen für die Laufschaufel wird eine erhebliche Reduzierung der mittleren Dichte der Laufschaufel erzielt. Die zellulare Struktur gewährleistet eine wesentlich geringere Dichte als bisher übliche homogene Materialien. Durch gezielte bereichsweise Anordnung des zellularen Werkstoffs rufen Laufschaufeln gemäß der Erfindung daher wesentlich geringere Beanspruchungen infolge der Fliehkraft hervor. Somit lassen sich bei Verwendung von zellularen Werkstoffen Laufschaufeln mit deutlich größerer Schaufellänge realisieren, so dass ein größerer Strömungsquerschnitt mit geringeren Verlusten beim Einsatz der Laufschaufel in einer Strömungsmaschine realisierbar ist.Compared to the conventional embodiments of blades for turbomachines, such as gas or steam turbines, the invention takes a completely new approach. Hitherto, homogeneous metallic materials have been used for the moving blades, the concept of the invention is based on the structural design of the moving blade and the materials forming it. The use of cellular materials for the blade results in a significant reduction in the mean density of the blade. The cellular structure ensures a much lower density than previously common homogeneous materials. By targeted regional arrangement of the cellular material, blades according to the invention therefore cause much lower stresses due to the centrifugal force. Thus, when using cellular materials, it is possible to realize blades with a significantly larger blade length, so that a larger flow cross-section with lower losses when using the blade in a turbomachine can be realized.
Zellulare Werkstoffe weisen zudem eine größere innere Dämpfung als homogene Materialien auf, so dass sie vorteilhafterweise mögliche Schwingungen besonders effizient dämpfen. Darüber hinaus zeigen zellulare Werkstoffe gute Steifigkeitseigenschaften, so dass sie durch die hohe spezifische Festigkeit annähernd die zulässige Belastung von vergleichbaren homogenen Werkstoffen aufweisen. Dies ist besonders vorteilhaft bei der Anwendung in einer Strömungsmaschine, wo erhebliche thermomechanische Belastungen zu verzeichnen sind. Durch die gezielte Auswahl von Bereichen der Laufschaufel, wo der zellulare Werkstoff vorgesehen ist, kann ein belastungsangepasstes Schaufeldesign für die Laufschaufel angegeben werden. Je nach Anwendungsfall können daher unterschiedliche Bereiche der Laufschaufel den zellularen Werkstoff aufweisen.Cellular materials also have a greater internal damping than homogeneous materials, so that they advantageously dampen possible vibrations particularly efficient. In addition, cellular materials show good stiffness properties, so that they have approximately the permissible load of comparable homogeneous materials due to the high specific strength. This is particularly advantageous when used in a turbomachine, where significant thermo-mechanical loads are recorded. By selectively selecting areas of the blade where the cellular material is provided, a load-adapted bucket design for the blade can be specified. Depending on the application, therefore, different areas of the blade may have the cellular material.
Die Laufschaufel weist vorzugsweise einen Schaufelblattbereich mit dem zellularen Werkstoff auf. Gerade der Schaufelblattbereich einer Laufschaufel ist beim Einsatz der Laufschaufel in einer Strömungsmaschine infolge der Fliehkrafteinwirkung besonders hohen Schaufelbeanspruchungen ausgesetzt, da der Schaufelblattbereich gegenüber anderen Bereichen der Laufschaufel einen größeren radialen Abstand von der Rotationsachse aufweist. Ein den zellularen Werkstoff aufweisender Schaufelblattbereich führt aufgrund der deutlich geringeren Dichte eine entsprechend geringere Zentrifugalbelastung.The blade preferably has an airfoil portion with the cellular material. Especially the blade blade area of a blade is exposed to particularly high blade stresses when using the blade in a turbomachine due to the centrifugal force, since the blade blade area relative to other areas of the blade has a greater radial distance from the axis of rotation. An airfoil region having the cellular material results in a correspondingly lower centrifugal load due to the significantly lower density.
Vorzugsweise weist die Laufschaufel einen Befestigungsbereich, insbesondere einen Schaufelfuß, auf, wobei der zellulare Werkstoff in dem Befestigungsbereich vorgesehen ist. Die Befestigung einer Laufschaufel erfolgt üblicherweise an einer rotierbaren Welle, wobei ein Befestigungsbereich der Laufschaufel mit einem korrespondierenden Aufnehmbereich der Welle verbunden ist. Es sind verschiedene Schaufelbefestigungskonzepte bekannt, beispielsweise Tannenbaumnut-Verbindungen oder Hammerkopf-Verbindungen, auf die das neue Laufschaufelkonzept anwendbar ist. Durch das Vorsehen des zellularen Werkstoffs in dem Befestigungsbereich der Laufschaufel, können auch in dem Befestigungsbereich die Schaufelbeanspruchungen entsprechend reduziert werden. Durch die Kombination verschiedener Bereiche der Laufschaufel, in denen der zellulare Werkstoff vorgesehen ist, wird eine gezielte Anpassung an die jeweiligen Belastungen ermöglicht. Beispielsweise kann der zellulare Werkstoff sowohl im Schaufelblattbereich als auch im Befestigungsbereich vorgesehen sein.The moving blade preferably has a fastening region, in particular a blade root, wherein the cellular material is provided in the fastening region. The attachment of a blade is usually carried out on a rotatable shaft, wherein a mounting region of the blade is connected to a corresponding receiving region of the shaft. Various blade attachment concepts are known, such as fir tree slot connections or hammer head connections, to which the new blade concept is applicable. By providing the cellular material in the mounting area of the blade, the blade stresses can be reduced accordingly also in the attachment area. By combining different areas of the blade, in which the cellular material is provided, is a targeted adjustment allows for the respective loads. For example, the cellular material may be provided both in the airfoil region and in the attachment region.
Die Laufschaufel kann auch als Ganzes aus einem zellularen Werkstoff bestehen, wodurch aufgrund der Dichtereduzierung gegenüber einem vergleichbaren massiven Werkstoff, eine Leichtbauweise der Laufschaufel insgesamt erreicht ist. Hinsichtlich der physikalischen Eigenschaften wie Gewicht, Härte und Flexibilität ist der zellulare Aufbau der Laufschaufel gegenüber dem Einsatz von massiven Leichtmetallen, beispielsweise Titan-Legierungen, weitaus überlegen.The blade can also consist as a whole of a cellular material, which is achieved due to the reduction in density over a comparable solid material, a lightweight construction of the blade as a whole. In terms of physical properties such as weight, hardness and flexibility, the cellular structure of the blade is far superior to the use of massive light metals, such as titanium alloys.
In einer bevorzugten Ausgestaltung weist die Laufschaufel einen Innenbereich und einen den Innenbereich umgebenden Mantelbereich auf, wobei in dem Mantelbereich und in dem Innenbereich der zellulare Werkstoff vorgesehen ist.In a preferred embodiment, the blade has an inner region and a jacket region surrounding the inner region, wherein the cellular material is provided in the jacket region and in the inner region.
Weiter bildet der zellulare Werkstoff eine äußere Oberfläche mit gegenüber den Zellen geschlossener Struktur. Dies ist besonders vorteilhaft, sofern die äußere Oberfläche eine Teilfläche des Schaufelblattbereichs der Laufschaufel ist, wobei der Schaufelblattbereich im Betrieb mit einem Strömungsmedium beaufschlagt ist. Durch das Ausbilden einer geschlossenen Struktur der äußeren Oberfläche ist eine Oberfläche, z.B. eine Oberfläche im Schaufelblattbereich, mit entsprechend geringer Rauhigkeit bereitgestellt. Sofern die äußere Oberfläche der zellularen Struktur einem Strömungsmedium ausgesetzt ist, sind die Strömungswiderstände und damit die Strömungsverluste entsprechend Vorteilhafterweise wird durch die zellulare Struktur des Werkstoffs eine äußere Oberfläche bereitgestellt, die auch gegenüber Sekundärverlusten infolge von Querströmungen stark dämpfend wirkt. Die Oberfläche weist hierzu Barrieren für eine mögliche Querströmung auf, die entlang aneinander grenzende Zellen der zellularen Struktur ausgebildet sein können.Further, the cellular material forms an outer surface with closed structure to the cells. This is particularly advantageous if the outer surface is a partial surface of the blade airfoil region of the rotor blade, wherein the airfoil region is subjected to a flow medium during operation. By forming a closed structure of the outer surface, a surface, eg a surface in the airfoil region, with correspondingly low roughness is provided. Advantageously, the cellular structure of the material provides an outer surface which also has a strong cushioning effect against secondary losses due to cross-flow, provided that the outer surface of the cellular structure is exposed to a flow medium. For this purpose, the surface has barriers for a possible transverse flow, which may be formed along adjacent cells of the cellular structure.
In einer besonders bevorzugten Ausgestaltung ist der zellulare Werkstoff ein Metallschaum. Vor allem Metallschäume gelten als Leichtbauwerkstoffe mit hohem Potential und einem breit gefächerten Anwendungsgebiet. Metallschäume können in verschiedenen Herstellverfahren, beispielsweise mittels Schmelz- sowie pulvermetallurgischen Abscheide- sowie Sputtertechniken gewonnen werden. Bei einem pulvermetallurgischen Verfahren wird durch Mischen eines Metallpulvers mit einem Treibmittel, beispielsweise Metallhydrid, ein Austauschmaterial hergestellt, dass nach anschließendem axialen Heißpressen oder Strangpressen zu einem vorgefertigten Halbzeug verdichtet wird, dass durch entsprechendes Umformen an ein jeweiliges Endprodukt formgetreu angepasst werden kann und durch entsprechendes Erwärmen bis knapp über die Schmelztemperatur des Metalls regelrecht aufgeschäumt wird. Das in dem Halbzeug enthaltene Treibmittel, für das typischerweise Titanhydrid verwendet wird, zersetzt sich bei Erwärmung und spaltet Wasserstoffgas ab. Der gasförmig entstehende Wasserstoff führt als Treibgas in der Metallschmelze zur entsprechenden Porenbildung. Die durch die Poren gebildete Porosität des Metallschaums kann dabei über die Dauer des Aufschäumvorgangs gezielt eingestellt werden.In a particularly preferred embodiment, the cellular material is a metal foam. Above all, metal foams are considered lightweight materials with high potential and a wide range of applications. Metal foams can be obtained in various manufacturing processes, for example by means of melting and powder metallurgy deposition and sputtering techniques. In a powder metallurgical process, a replacement material is produced by mixing a metal powder with a blowing agent, for example metal hydride, which is compacted after subsequent axial hot pressing or extrusion to form a prefabricated semi-finished product that can be conformed to shape by appropriate forming to a respective end product and by appropriate heating is foamed to just above the melting temperature of the metal. The blowing agent contained in the semifinished product, for which titanium hydride is typically used, decomposes on heating and splits off hydrogen gas. The gaseous hydrogen leads as a propellant gas in the molten metal to the corresponding pore formation. The porosity of the metal foam formed by the pores can be adjusted in a targeted manner over the duration of the foaming process.
Vorzugsweise beträgt die Dichte des Metallschaums zwischen etwa 5 % bis 50 %, insbesondere zwischen etwa 8 % bis 20 %, der Dichte des Massivmaterials.Preferably, the density of the metal foam is between about 5% to 50%, more preferably between about 8% to 20%, of the density of the bulk material.
Vorzugsweise besteht der Metallschaum aus einem hochtemperaturfesten Material, insbesondere eine Nickelbasis- oder Kobaltbasislegierung. Die Wahl eines hochtemperaturfesten Materials ist insbesondere für die Anwendung in einer Gasturbine, mit Turbineneintrittstemperaturen von bis zu 1200 °C besonders vorteilhaft. Auch die Anwendung in einer Dampfturbine mit hohen Dampfzuständen von über 600 °C Dampftemperatur wird durch diese Materialwahl für den Metallschaum ermöglicht.Preferably, the metal foam consists of a high-temperature-resistant material, in particular a nickel-based or cobalt-based alloy. The choice of a high-temperature resistant material is particularly advantageous for use in a gas turbine, with turbine inlet temperatures of up to 1200 ° C. The application in a steam turbine with high steam conditions of more than 600 ° C steam temperature is made possible by this choice of material for the metal foam.
Bevorzugt ist die Laufschaufel als eine Gasturbinenlaufschaufel, eine Dampfturbinenlaufschaufel, insbesondere eine Niederdruck-Dampfturbinenlaufschaufel, oder eine Verdichterlaufschaufel ausgestaltet. Insbesondere der Einsatz der Laufschaufel in einer Niederdruck-Dampfturbine erscheint besonders vorteilhaft, weil durch die Verwendung des zellularen Werkstoffs, beispielsweise eines Metallschaums, größere Schaufellängen bei niedrigerer Fliehkraftbelastung gegenüber den herkömmlichen Laufschaufeln realisierbar sind. Dies wirkt sich unmittelbar günstig auf den Wirkungsgrad der Strömungsmaschine, beispielsweise einer Niederdruck-Dampfturbine aus.Preferably, the blade is configured as a gas turbine blade, a steam turbine blade, particularly a low pressure steam turbine blade, or a compressor blade. In particular, the use of the blade in a low-pressure steam turbine appears to be particularly advantageous because the use of the cellular material, such as a metal foam, larger blade lengths at lower centrifugal load compared to the conventional blades can be realized. This has a directly favorable effect on the efficiency of the turbomachine, for example a low-pressure steam turbine.
Die auf eine Strömungsmaschine gerichtete Aufgabe wird erfindungsgemäß gelöst durch eine Strömungsmaschine mit einer Laufschaufel gemäß den obigen Ausführungen.The task directed towards a turbomachine is achieved according to the invention by a turbomachine with a moving blade according to the above statements.
Vorteilhafterweise ist die Strömungsmaschine als eine Gasturbine, eine Dampfturbine oder ein Verdichter ausgestaltet.Advantageously, the turbomachine is designed as a gas turbine, a steam turbine or a compressor.
Die Vorteile einer solchen Strömungsmaschine ergeben sich entsprechend den Ausführungen zur Laufschaufel.The advantages of such a turbomachine arise in accordance with the comments on the blade.
Die Erfindung wird beispielhaft anhand der Zeichnung näher erläutert. Es zeigen hierbei schematisch und teilweise vereinfacht:
- FIG 1
- in perspektivischer Ansicht eine Laufschaufel für eine Strömungsmaschine,
- FIG 2
- in perspektivischer Ansicht eine Laufschaufel für eine Strömungsmaschine, die bereichsweise aus einem zellularen Werkstoff besteht,
- FIG 3
- eine perspektivische Darstellung einer gegenüber FIG 2 modifizierten Laufschaufel,
- FIG 4
- eine Laufschaufel nach dem Stand der Technik,
- FIG 5, FIG 6
- jeweils eine Schnittansicht einer Laufschaufel in erfindungsgemäßer Ausgestaltung,
- FIG 7
- in vergrößerter Darstellung die Einzelheit VII der in FIG 6 gezeigten Laufschaufel, und
- FIG 8
- einen stark vereinfachten Längsschnitt eines Ausschnitts einer Strömungsmaschine mit Laufschaufeln.
- FIG. 1
- a perspective view of a blade for a turbomachine,
- FIG. 2
- 3 is a perspective view of a blade for a turbomachine, which is partially made of a cellular material,
- FIG. 3
- 3 a perspective view of a blade modified relative to FIG. 2, FIG.
- FIG. 4
- a blade according to the prior art,
- FIG. 5, FIG. 6
- each a sectional view of a blade in the inventive design,
- FIG. 7
- in an enlarged view, the detail VII of the rotor blade shown in FIG 6, and
- FIG. 8
- a highly simplified longitudinal section of a section of a turbomachine with blades.
Gleiche Bezugszeichen haben in den verschiedenen Figuren die gleiche Bedeutung.Like reference numerals have the same meaning in the various figures.
FIG 1 zeigt in perspektivischer Ansicht eine Laufschaufel 1, die sich entlang einer Längsachse 25 erstreckt. Die Laufschaufel weist entlang der Längsachse aufeinander folgend einen Befestigungsbereich 9, eine daran angrenzende Schaufelplattform 23 sowie einen Schaufelblattbereich 7 auf. Im Befestigungsbereich 9 ist ein Schaufelfuß 11 gebildet, der zur Befestigung der Laufschaufel 1 an der Welle einer in der FIG 1 nicht dargestellten Strömungsmaschine (vgl. FIG 8) dient. Der Schaufelfuß 11 ist als Hammerkopf ausgestaltet. Andere Ausgestaltungen, beispielsweise als Tannenbaum- oder Schwalbenschwanzfuß sind möglich. Bei herkömmlichen Laufschaufeln 1 werden in allen Bereichen 9, 23, 7 der Laufschaufel 1 massive metallische Werkstoffe verwendet. Die Laufschaufel 1 kann hierbei durch ein Gussverfahren, durch ein Schmiedeverfahren, durch ein Fräsverfahren oder Kombinationen daraus gefertigt sein.1 shows a perspective view of a
Eine Laufschaufel 1 gemäß der Erfindung ist in FIG 2 dargestellt. Die Laufschaufel 1 besteht gegenüber der in FIG 1 gezeigten herkömmlichen Laufschaufel 1 bereichsweise aus einem zellularen Werkstoff 5. Der zellulare Werkstoff 5 ist hierbei in dem Schaufelblattbereich 7 der Laufschaufel 1 vorgesehen, wobei der gesamte Schaufelblattbereich 7 den zellularen Werkstoff 5 aufweist. Der zellulare Werkstoff 5 weist eine Vielzahl von Zellen 17, 17a, 17b auf. Der Zellenaufbau des zellularen Werkstoffs 5 kann dergestalt sein, dass eine geschlossen poröse Struktur erzielt ist, wobei jede der Zellen 17, 17a, 17b geschlossen ist. In einer alternativen Ausgestaltung des zellularen Werkstoffs können die Zellen 17, 17A, 17B auch eine zumindest teilweise nicht geschlossene poröse Struktur bilden. Durch das Vorsehen des zellularen Werkstoffs 5 in dem Schaufelblattbereich 7 ist in dem Schaufelblattbereich 7 eine gegenüber herkömmlichen Laufschaufeln 1 mit massivem Materialeinsatz (vgl. FIG 1) ein Bereich 7 mit deutlich verringerter Materialdichte gegeben. Dies ist aufgrund der zellularen Struktur des Werkstoffs 5 erzielt. Durch die verringerte Dichte im Schaufelblattbereich 7 ist im Betriebsfall, d. h. beispielsweise beim Einsatz der Laufschaufel 1 in einer Strömungsmaschine, eine erhebliche Verringerung der Belastung infolge der entlang der Längsachse 25 radial auswärts gerichteten Zentrifugalkraft Fz erreicht. Der Bereich der Laufschaufel 1, der aufgrund des größeren radialen Abstandes zur Rotationsachse eine größere Zentrifugalkraft Fz erfährt, nämlich der Schaufelblattbereich 7, ist dabei gezielt mit dem zellularen Werkstoff versehen. Mit der Erfindung ist eine Anpassung an die jeweiligen Anforderungen, die vom Einsatzfall und der dadurch herrschenden Belastungen auf die Laufschaufel 1 abhängen, möglich. Dabei werden gegenüber herkömmlichen Konzepten erstmals die strukturellen Eigenschaften der Werkstoffe berücksichtigt und vorteilhaft eingesetzt.A
Der zellulare Werkstoff 5 kann in unterschiedlichen Bereichen 9, 23, 7 der Laufschaufel 1 vorgesehen sein. Um diese Flexibilität zu veranschaulichen, zeigt FIG 3 in perspektivischer Darstellung eine Laufschaufel 1 mit einer gegenüber der in FIG 2 dargestellten Laufschaufel 1 modifizierten Ausgestaltung hinsichtlich des Vorhandenseins des zellularen Werkstoffs 5. Der Einfachheit und Übersichtlichkeit halber ist dies anhand der Einzelheiten X1 und X2 der Laufschaufel 1 verdeut licht. Der zellulare Werkstoff 5 ist gemäß Einzelheit X1 im Befestigungsbereich 9 sowie im Bereich der Schaufelplattform 23 gemäß Einzelheit X2 vorhanden. Die Einzelheiten X1 sowie X2 repräsentieren dabei beispielhaft Teilbereiche des Befestigungsbereichs 9 bzw. der Schaufelplattform 23. Selbstverständlich kann in einer vorteilhafter Ausgestaltung der gesamte Befestigungsbereich 9 und/oder der Bereich der Schaufelplattform 23 aus dem zellularen Werkstoff 5 bestehen. Der zellulare Werkstoff 5 umfasst dabei eine Vielzahl von Zellen 17.The
FIG 4 zeigt eine Laufschaufel 1 nach dem Stand der Technik. Die Laufschaufel 1 weist eine Eintrittskante 31 sowie eine Austrittskante 33 auf. Weiter weist die Laufschaufel 1 eine Druckseite 35 sowie eine der Druckseite 35 gegenüberliegende Saugseite 37 auf. Ein typisches Schaufelprofil ist hierdurch gegeben. Die Laufschaufel 1 weist einen Innenbereich 13 sowie einen den Innenbereich 13 umgebenden Mantelbereich 15 auf. Der Mantelbereich 15 bildet eine äußere Oberfläche 39 der Laufschaufel 1, wobei die äußere Oberfläche 39 im Betriebsfall mit einem Strömungsmedium, z.B. einem heißen Gas oder Dampf beaufschlagt ist. Gemäß FIG 4 besteht der Mantelbereich 15 aus einem herkömmlichen, nicht näher spezifizierten, beispielsweise metallischen Massivmaterial 27. Der Innenbereich 13 besteht zumindest bereichsweise aus einem zellularen Werkstoff 5, wobei der zellulare Werkstoff 5 aus einem Metallschaum 21 mit einer Vielzahl von aneinander grenzenden Zellen 17 gebildet ist. In dem Innenbereich 13 sind Kühlkanäle 29, 29A, 29B vorgesehen, so dass die Laufschaufel 1 im Betriebsfall für eine Innenraumkühlung ausgelegt ist. Hierbei werden die Kühlkanäle 29, 29A, 29B mit einem Kühlmittel, z.B. Kühlluft oder Kühldampf beaufschlagt. Der Kühlkanal 29 dient beispielsweise der Zufuhr des Kühlmittels, während die Kühlkanäle 29A, 29B der Abfuhr des Kühlmittels dienen. Die Kühlkanäle 29, 29A, 29B sind im Innenbereich 13 durch entsprechende Ausnehmungen des zellularen Werkstoffs 5 gebildet. Die Schaufel der FIG 3 kann hierbei beispielsweise dadurch hergestellt werden, dass der dünnwandige das Schaufelprofil bildende Mantelbereich 15 als Hohlform mit dem Metallschaum 21 ausgespritzt wird, wobei entsprechende entfernbare oder herauslösbare Gusskerne zum Ausbilden der Kühlkanäle 29, 29A, 29B vor dem Einspritzen des Metallschaums 21 in dem Innenbereich 13 positioniert werden. Mit dem gezeigten Aufbau der Laufschaufel 1 ist ein dünnwandiger Mantelbereich 15 hergestellt, der durch den zellularen Werkstoff 5 im Innenbereich 13 als Stützstruktur gestützt ist.4 shows a
Eine erfindungsgemäße Ausgestaltung eines Schaufelprofils einer Laufschaufel 1 ist in FIG 5 dargestellt. Hierbei besteht der Mantelbereich 5 aus einem Metallschaum 21, der einen Innenbereich 13 umschließt. Der Innenbereich 13 bildet einen Hohlraum der Laufschaufel 1, so dass eine Innenraumkühlung möglich ist. Der Mantelbereich 15 weist eine äußere Oberfläche 39 auf, die im Betriebsfall mit einem Strömungsmedium beaufschlagt ist. Gegenüber der in FIG 4 gezeigten Variante bildet der Metallschaum 21 die äußere Oberfläche 39.An inventive embodiment of a blade profile of a
Eine weitere Variante einer Laufschaufel 1 ist in einer Schnittansicht in FIG 6 gezeigt. Hierbei besteht das Schaufelprofil vollständig aus einem zellularen Werkstoff 5, wobei hier wiederum ein Metallschaum 21 hierfür vorgesehen ist. Zugleich bildet, analog wie im Zusammenhang mit der FIG 5 diskutiert, der Metallschaum 21 eine äußere Oberfläche 39. Der Innenbereich 13 sowie der Mantelbereich 15 der Laufschaufel 1 bestehen somit aus zellularem Werkstoff 5.Another variant of a
FIG 7 zeigt in einem vergrößerten Ausschnitt eine Einzelheit VII der in FIG 6 dargestellten Laufschaufel 1. Die zellulare Struktur des Werkstoffs 5, der hier durch einen Metallschaum 21 bereitgestellt ist, soll hierdurch verdeutlicht werden. Es sind eine Vielzahl von Zellen 17, 17A, 17B gezeigt, wobei die Zellen 17A, 17B aneinander grenzen und einen Teil der Oberfläche 39 der Laufschaufel 1 bilden. Es sind daneben auch Zellen 17 vorgesehen, die keine äußere Oberfläche 39 bilden. Diese Zellen 17 können auch als innere Zellen 17 bezeichnet werden. Die Zellen 17, 17A, 17B weisen in der Schnittansicht beispielhaft eine Vieleckstruktur auf. In einer dreidimensionalen Sichtweise entspricht dies Polyedern oder Linearkombinationen von Polyedern. Durch die Struktur und Anordnung der Zellen 17A, 17B bildet der zellulare Werkstoff 5 eine äußere Oberfläche 39 mit gegenüber den Zellen 17A, 17B geschlossener Struktur. Somit wird eine äußere Oberfläche 39 der Laufschaufel 1 bereitgestellt, die eine hinreichend geringe Oberflächenrauigkeit aufweist, so dass damit einhergehend entsprechend geringe Strömungsverluste beim Einsatz der Laufschaufel 1 in einer Strömungsmaschine (vgl. FIG 8) gewährleistet sind. Gegenüber herkömmlichen Laufschaufeln 1 ist somit auch im Hinblick auf eine möglichst glatte Oberfläche eine konkurrenzfähige, wenn nicht überlegene, Lösung aufgezeigt. Vorteilhafterweise kann die lokale Oberflächenstruktur im Bereich aneinander grenzender oberflächennaher Zellen 17A, 17B insbesondere die Sekundärverluste infolge von Querströmungen zusätzlich deutlich herabsetzen.7 shows an enlarged detail of a detail VII of the
In FIG 8 ist in vereinfachter Darstellung in einem Längsschnitt ein Ausschnitt einer Strömungsmaschine 3 am Beispiel einer Niederdruck-Dampfturbine 59 gezeigt. Die Niederdruck-Dampfturbine 59 weist einen Läufer 43 auf, der sich entlang der Rotationsachse 41 der Dampfturbine 59 erstreckt. Weiter weist die Niederdruck-Dampfturbine 59 entlang der Achse 41 aufeinander folgend einen Einströmbereich 49, einen Beschaufelungsbereich 51 sowie einen Abströmbereich 53 auf. In dem Beschaufelungsbereich 51 sind rotierbare Laufschaufeln 1 und feststehende Leitschaufeln 45 angeordnet. Die Laufschaufeln 1 sind dabei an dem Turbinenläufer 43 befestigt, während die Leitschaufeln 45 an einem den Turbinenläufer 43 umgebenden Leitschaufelträger 47 angeordnet sind. Durch die Welle 43, den Beschaufelungsbereich 51 sowie den Leitschaufelträger 47 ist ein ringförmiger Strömungskanal für ein Strömungsmedium A, zum Beispiel Heißdampf, gebildet. Der zur Zufuhr des Strömungsmediums A dienende Einströmbereich 49 wird durch ein stromaufwärts des Leitschaufelträgers 59 angeordnetes Einströmgehäuse 55 in radialer Richtung begrenzt. Ein Abströmgehäuse 57 ist stromabwärts am Leitschaufelträger 47 angeordnet und begrenzt den Abströmbereich 53 in radialer Richtung. Im Betrieb der Dampfturbine 59 strömt das Strömungsmedium A, hier ein Heißdampf, von dem Einströmbereich 49 in den Beschaufelungsbereich 51, wo das Strömungsmedium A unter Expansion Arbeit verrichtet, und verlässt danach über den Abströmbereich 53 die Dampfturbine 59. Das Strömungsmedium A wird anschließend in einem dem Abströmgehäuse 57 nachgeschalteten, in der FIG 8 nicht näher dargestellten, Kondensator für die Dampfturbine 59 gesammelt.In FIG. 8, a detail of a
Beim Durchströmen des Beschaufelungsbereichs 51 entspannt sich das Strömungsmedium A und verrichtet Arbeit an den Laufschaufeln 1, wodurch diese in Rotation versetzt werden. Die Laufschaufeln 1 der Niederdruck-Dampfturbine 51 bestehen zumindest bereichsweise aus einem zellularen Werkstoff 5, wie in den Figuren 2 bis 7 beschrieben.As it flows through the
Dadurch weisen die Laufschaufeln 1 eine gegenüber herkömmlichen Laufschaufeln 1, (vgl FIG 1) geringere Dichte auf und sind nicht so starken Belastungen infolge der Fliehkraft unterworfen. Die Laufschaufeln 1 bilden die Niederdruck-Beschaufelung der Niederdruck-Dampfturbine 59. Durch die bereichsweise Verwendung eines zellularen Werkstoffs 5 für die Laufschaufeln 1 können Laufschaufeln 1 aufgrund des Dichtevorteils mit größerer radialer Dimension zum Einsatz kommen, so dass ein größerer Strömungsquerschnitt mit geringeren Verlusten für die Dampfturbine 59 realisiert ist.As a result, the
Neben den Laufschaufeln 1 können auch die Leitschaufeln 45 bereichsweise aus einem zellularen Werkstoff 5 bestehen, so dass im Beschaufelungsbereich 51 sowohl Laufschaufeln 1 als auch Leitschaufeln 45 in Leichtbauweise einsetzbar sind. Weiterhin ist eine Anwendung des neuen Schaufelkonzepts auf andere Arten von Strömungsmaschinen 3 möglich. So kann die Beschaufelung einer Gasturbine, eines Verdichters, einer Hochdruck- oder Mitteldruck-Teilturbine einer Dampfturbinenanlage Laufschaufeln 1 und/oder Leitschaufeln 45 mit dem zellularen Werkstoff 5, insbesondere einem Metallschaum 21, aufweisen.In addition to the
Claims (9)
- Moving blade (1) for a turbomachine (3), said moving blade consisting, at least in regions, of a cellular material (5), characterized in that the cellular material (5) forms an outer surface (39) with a structure which is closed with respect to cells (17, 17A, 17B), and in that the blade profile consists entirely of a cellular material.
- Moving blade according to Claim 1, with a blade leaf region (7) having the cellular material (5).
- Moving blade (1) according to Claim 1 or 2, said moving blade having a fastening region (9), in particular a blade foot (11), the cellular material (5) being provided in the fastening region (9).
- Moving blade (1) according to one of the preceding claims, the cellular material (5) being a metal foam (21).
- Moving blade (1) according to Claim 4, the density of the metal foam (21) being between about 5% and 50%, in particular between about 8% and 20%, of the density of the solid material (27).
- Moving blade (1) according to Claim 4 or 5, the metal foam (21) consisting of a material resistant to high temperature, in particular a nickel-based or cobalt-based alloy.
- Moving blade (1) according to one of the preceding claims, said moving blade being designed as a gas turbine moving blade, a steam turbine moving blade, in particular a low-pressure steam turbine moving blade, or a compressor moving blade.
- Turbomachine (3) having a moving blade (1) according to one of the preceding claims.
- Turbomachine (3) according to Claim 8, said turbomachine being designed as a gas turbine, a steam turbine (59), in particular a low-pressure steam turbine, or a compressor.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01971957A EP1322838B1 (en) | 2000-09-05 | 2001-08-23 | Moving blade for a turbo-machine and turbo-machine |
| EP06014569A EP1707745A3 (en) | 2000-09-05 | 2001-08-23 | Rotor blade for a turbomachine and turbomachine |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00119203A EP1186748A1 (en) | 2000-09-05 | 2000-09-05 | Rotor blade for a turbomachine and turbomachine |
| EP00119203 | 2000-09-05 | ||
| EP01971957A EP1322838B1 (en) | 2000-09-05 | 2001-08-23 | Moving blade for a turbo-machine and turbo-machine |
| PCT/EP2001/009759 WO2002020948A1 (en) | 2000-09-05 | 2001-08-23 | Moving blade for a turbo-machine and turbo-machine |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06014569A Division EP1707745A3 (en) | 2000-09-05 | 2001-08-23 | Rotor blade for a turbomachine and turbomachine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1322838A1 EP1322838A1 (en) | 2003-07-02 |
| EP1322838B1 true EP1322838B1 (en) | 2006-10-11 |
Family
ID=8169757
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00119203A Withdrawn EP1186748A1 (en) | 2000-09-05 | 2000-09-05 | Rotor blade for a turbomachine and turbomachine |
| EP01971957A Expired - Lifetime EP1322838B1 (en) | 2000-09-05 | 2001-08-23 | Moving blade for a turbo-machine and turbo-machine |
| EP06014569A Withdrawn EP1707745A3 (en) | 2000-09-05 | 2001-08-23 | Rotor blade for a turbomachine and turbomachine |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00119203A Withdrawn EP1186748A1 (en) | 2000-09-05 | 2000-09-05 | Rotor blade for a turbomachine and turbomachine |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06014569A Withdrawn EP1707745A3 (en) | 2000-09-05 | 2001-08-23 | Rotor blade for a turbomachine and turbomachine |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6827556B2 (en) |
| EP (3) | EP1186748A1 (en) |
| JP (1) | JP4499351B2 (en) |
| CN (1) | CN1325761C (en) |
| DE (1) | DE50111221D1 (en) |
| WO (1) | WO2002020948A1 (en) |
Families Citing this family (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10331599A1 (en) * | 2003-07-11 | 2005-02-03 | Mtu Aero Engines Gmbh | Component for a gas turbine and method for producing the same |
| DE10357656A1 (en) * | 2003-12-10 | 2005-07-07 | Mtu Aero Engines Gmbh | Method for producing gas turbine components and component for a gas turbine |
| DE10360164A1 (en) | 2003-12-20 | 2005-07-21 | Mtu Aero Engines Gmbh | Gas turbine component |
| EP1566519A1 (en) * | 2004-02-23 | 2005-08-24 | Siemens Aktiengesellschaft | High temperature resisting component for a fluidic machine and fluidic machine using this component. |
| GB2418459B (en) * | 2004-09-22 | 2009-04-29 | Rolls Royce Plc | A method of manufacturing an aerofoil |
| DE102006013557B4 (en) * | 2005-03-30 | 2015-09-24 | Alstom Technology Ltd. | Rotor for a steam turbine |
| DE102005044470A1 (en) * | 2005-09-16 | 2007-03-22 | Orbiter Group Beteiligungs Gmbh | Use of a metal foam in turbomachines, especially in turbines, fans and pumps |
| GB0601220D0 (en) * | 2006-01-21 | 2006-03-01 | Rolls Royce Plc | Aerofoils for gas turbine engines |
| DE102006022164B4 (en) * | 2006-05-12 | 2012-07-19 | Mtu Aero Engines Gmbh | Method for stiffening a rotor element |
| DE102007009468A1 (en) * | 2007-02-27 | 2008-08-28 | Mtu Aero Engines Gmbh | Making low-density, heat-resistant structural parts, e.g. gas turbine blades, involves hardening a material comprising heat-resistant hollow spheres and inorganic adhesive by heating to not above the usage temperature |
| US7905016B2 (en) * | 2007-04-10 | 2011-03-15 | Siemens Energy, Inc. | System for forming a gas cooled airfoil for use in a turbine engine |
| CN101078354B (en) * | 2007-06-06 | 2013-03-27 | 北京航空航天大学 | Porous metal vane coupling design method |
| GB2450937B (en) * | 2007-07-13 | 2009-06-03 | Rolls Royce Plc | Component with tuned frequency response |
| US7988412B2 (en) * | 2007-08-24 | 2011-08-02 | General Electric Company | Structures for damping of turbine components |
| US7633175B1 (en) * | 2008-05-13 | 2009-12-15 | Florida Turbine Technologies, Inc. | Resonating blade for electric power generation |
| US8333552B2 (en) * | 2008-06-20 | 2012-12-18 | General Electric Company | Combined acoustic absorber and heat exchanging outlet guide vanes |
| US9938931B2 (en) | 2008-12-23 | 2018-04-10 | General Electric Company | Combined surface cooler and acoustic absorber for turbomachines |
| DE102008058142A1 (en) * | 2008-11-20 | 2010-05-27 | Mtu Aero Engines Gmbh | Method for producing and / or repairing a rotor of a turbomachine and rotor for this purpose |
| DE102008058141A1 (en) * | 2008-11-20 | 2010-05-27 | Mtu Aero Engines Gmbh | Method for producing a blade for a rotor of a turbomachine |
| US8246291B2 (en) * | 2009-05-21 | 2012-08-21 | Rolls-Royce Corporation | Thermal system for a working member of a power plant |
| GB0912796D0 (en) | 2009-07-23 | 2009-08-26 | Cummins Turbo Tech Ltd | Compressor,turbine and turbocharger |
| US9341118B2 (en) | 2009-12-29 | 2016-05-17 | Rolls-Royce Corporation | Various layered gas turbine engine component constructions |
| CN103180617B (en) * | 2010-10-18 | 2016-05-18 | 三菱日立电力系统株式会社 | Transonic speed blade |
| US8753093B2 (en) * | 2010-10-19 | 2014-06-17 | General Electric Company | Bonded turbine bucket tip shroud and related method |
| US9004873B2 (en) * | 2010-12-27 | 2015-04-14 | Rolls-Royce Corporation | Airfoil, turbomachine and gas turbine engine |
| US20120167572A1 (en) * | 2010-12-30 | 2012-07-05 | Edward Claude Rice | Gas turbine engine and diffuser |
| US8807944B2 (en) | 2011-01-03 | 2014-08-19 | General Electric Company | Turbomachine airfoil component and cooling method therefor |
| DE102011014292A1 (en) * | 2011-03-17 | 2012-09-20 | Rolls-Royce Deutschland Ltd & Co Kg | Intermediate level sealing ring for gas turbine engine, is made of metal foam, and has element, which is made of wear-resistant material that is arranged in metal foam, where inner platform is provided for supporting guide vanes |
| EP2805019A4 (en) | 2011-12-30 | 2016-10-12 | Rolls Royce Nam Tech Inc | Method of manufacturing a turbomachine component, an airfoil and a gas turbine engine |
| JP5555727B2 (en) * | 2012-01-23 | 2014-07-23 | 川崎重工業株式会社 | Axial flow compressor blade manufacturing method |
| US9759090B2 (en) * | 2013-03-03 | 2017-09-12 | Rolls-Royce North American Technologies, Inc. | Gas turbine engine component having foam core and composite skin with cooling slot |
| GB201414495D0 (en) * | 2014-08-15 | 2014-10-01 | Rolls Royce Plc | Blade |
| US9789536B2 (en) | 2015-01-20 | 2017-10-17 | United Technologies Corporation | Dual investment technique for solid mold casting of reticulated metal foams |
| US9737930B2 (en) | 2015-01-20 | 2017-08-22 | United Technologies Corporation | Dual investment shelled solid mold casting of reticulated metal foams |
| US9789534B2 (en) | 2015-01-20 | 2017-10-17 | United Technologies Corporation | Investment technique for solid mold casting of reticulated metal foams |
| US9884363B2 (en) | 2015-06-30 | 2018-02-06 | United Technologies Corporation | Variable diameter investment casting mold for casting of reticulated metal foams |
| US9731342B2 (en) | 2015-07-07 | 2017-08-15 | United Technologies Corporation | Chill plate for equiax casting solidification control for solid mold casting of reticulated metal foams |
| EP3147069A1 (en) * | 2015-09-24 | 2017-03-29 | Siemens Aktiengesellschaft | Method for producing a hybrid rotor blade of a thermal fluid flow engine using built-up welding |
| US10605117B2 (en) | 2015-10-08 | 2020-03-31 | General Electric Company | Fan platform for a gas turbine engine |
| EP3222814A1 (en) * | 2016-03-24 | 2017-09-27 | Siemens Aktiengesellschaft | Blade, corresponding manufacturing method and corresponding turbo machine |
| EP3249159A1 (en) * | 2016-05-23 | 2017-11-29 | Siemens Aktiengesellschaft | Turbine blade and corresponding turbomachine |
| GB201707836D0 (en) * | 2017-05-16 | 2017-06-28 | Oscar Propulsion Ltd | Outlet guide vanes |
| US10808545B2 (en) * | 2017-07-14 | 2020-10-20 | United Technologies Corporation | Gas turbine engine fan blade, design, and fabrication |
| DE102017214060A1 (en) * | 2017-08-11 | 2019-02-14 | Siemens Aktiengesellschaft | Functional structure and component for a turbomachine |
| EP3480431A1 (en) * | 2017-11-02 | 2019-05-08 | MTU Aero Engines GmbH | Component for a gas turbine having a structure with a gradient in the modulus of elasticity and additive manufacturing method |
| US11078795B2 (en) | 2017-11-16 | 2021-08-03 | General Electric Company | OGV electroformed heat exchangers |
| DE102018207444A1 (en) * | 2018-05-15 | 2019-11-21 | Bayerische Motoren Werke Aktiengesellschaft | Process for producing a structural component |
| GB201918781D0 (en) | 2019-12-19 | 2020-02-05 | Rolls Royce Plc | Improved shaft bearing positioning in a gas turbine engine |
| GB201918783D0 (en) * | 2019-12-19 | 2020-02-05 | Rolls Royce Plc | Shaft with three bearings |
| GB201918779D0 (en) | 2019-12-19 | 2020-02-05 | Rolls Royce Plc | Shaft bearings |
| GB201918782D0 (en) | 2019-12-19 | 2020-02-05 | Rolls Royce Plc | Shaft bearing arrangement |
| GB201918777D0 (en) | 2019-12-19 | 2020-02-05 | Rolls Royce Plc | Shaft bearing arrangement |
| GB201918780D0 (en) | 2019-12-19 | 2020-02-05 | Rolls Royce Plc | Shaft bearings for gas turbine engine |
| US11834956B2 (en) * | 2021-12-20 | 2023-12-05 | Rolls-Royce Plc | Gas turbine engine components with metallic and ceramic foam for improved cooling |
| US12055065B1 (en) | 2023-08-24 | 2024-08-06 | General Electric Company | Airfoil for a gas turbine engine having an inner core structure formed of meta-structures and isogrids |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB885322A (en) * | 1957-01-31 | 1961-12-28 | Federal Mogul Bower Bearings | A process of fabricating transpiration cooled turbine blades and the blades producedthereby |
| GB1130285A (en) * | 1967-05-05 | 1968-10-16 | Rolls Royce | Method of making an aerofoil shaped blade for a fluid flow machine |
| US3567333A (en) * | 1969-01-31 | 1971-03-02 | Curtiss Wright Corp | Gas turbine blade |
| US3810286A (en) * | 1969-09-10 | 1974-05-14 | Universal Cyclops Specialty St | Methods for manufacturing hollow members |
| US3644059A (en) * | 1970-06-05 | 1972-02-22 | John K Bryan | Cooled airfoil |
| US3656863A (en) * | 1970-07-27 | 1972-04-18 | Curtiss Wright Corp | Transpiration cooled turbine rotor blade |
| US3695778A (en) * | 1970-09-18 | 1972-10-03 | Trw Inc | Turbine blade |
| US3778188A (en) * | 1972-09-11 | 1973-12-11 | Gen Motors Corp | Cooled turbine rotor and its manufacture |
| JPS5216841B2 (en) * | 1974-06-18 | 1977-05-12 | ||
| JPS5121010A (en) * | 1974-08-14 | 1976-02-19 | Tokyo Shibaura Electric Co | GASUTAABINYOKU |
| DE2503285C2 (en) * | 1975-01-28 | 1984-08-30 | MTU Motoren- und Turbinen-Union München GmbH, 8000 München | Method for producing a one-piece, thermally highly stressed, cooled component, in particular a blade for turbine engines |
| JPS5519959A (en) * | 1978-07-29 | 1980-02-13 | Kawasaki Heavy Ind Ltd | Cooling wing |
| GB2042648B (en) * | 1979-02-24 | 1983-05-05 | Rolls Royce | Gas turbine engine hollow blades |
| JPS59153902A (en) * | 1983-02-23 | 1984-09-01 | Hitachi Ltd | Effectively cooled blade |
| JPH01127631A (en) * | 1987-11-10 | 1989-05-19 | Agency Of Ind Science & Technol | Production of foamed metal |
| DE3902032A1 (en) * | 1989-01-25 | 1990-07-26 | Mtu Muenchen Gmbh | SINED LIGHTWEIGHT MATERIAL WITH MANUFACTURING PROCESS |
| JPH03230859A (en) * | 1990-02-07 | 1991-10-14 | Mitsubishi Heavy Ind Ltd | Manufacture of light aluminum casting |
| JP3237115B2 (en) * | 1990-05-29 | 2001-12-10 | スズキ株式会社 | Method and product for producing foam of Ti-Al intermetallic compound |
| FR2688264A1 (en) * | 1992-03-04 | 1993-09-10 | Snecma | BLADE TURBOMACHINE RECTIFIER HAVING A HONEYCOMB FACE LOADED WITH COMPOSITE MATERIAL. |
| US5690473A (en) * | 1992-08-25 | 1997-11-25 | General Electric Company | Turbine blade having transpiration strip cooling and method of manufacture |
| DE4338457C2 (en) * | 1993-11-11 | 1998-09-03 | Mtu Muenchen Gmbh | Component made of metal or ceramic with a dense outer shell and porous core and manufacturing process |
| JPH07293204A (en) * | 1994-04-27 | 1995-11-07 | Mitsubishi Heavy Ind Ltd | Gas turbine cooling blade |
| US5634771A (en) * | 1995-09-25 | 1997-06-03 | General Electric Company | Partially-metallic blade for a gas turbine |
| JP3352584B2 (en) * | 1996-03-11 | 2002-12-03 | 神鋼鋼線工業株式会社 | Manufacturing method of metal foam |
| JPH1054204A (en) * | 1996-05-20 | 1998-02-24 | General Electric Co <Ge> | Multi-component blade for gas turbine |
| EP0884123B1 (en) * | 1997-06-10 | 2003-03-26 | Goldschmidt AG | Foamable metal body |
| JP3462750B2 (en) * | 1998-05-14 | 2003-11-05 | 住友電気工業株式会社 | Particulate trap for diesel engine |
| DE19928871A1 (en) * | 1999-06-24 | 2000-12-28 | Abb Research Ltd | Turbine blade |
| DE10024302A1 (en) * | 2000-05-17 | 2001-11-22 | Alstom Power Nv | Process for producing a thermally stressed casting |
| US6544003B1 (en) * | 2000-11-08 | 2003-04-08 | General Electric Co. | Gas turbine blisk with ceramic foam blades and its preparation |
-
2000
- 2000-09-05 EP EP00119203A patent/EP1186748A1/en not_active Withdrawn
-
2001
- 2001-08-23 DE DE50111221T patent/DE50111221D1/en not_active Expired - Lifetime
- 2001-08-23 CN CNB018149537A patent/CN1325761C/en not_active Expired - Fee Related
- 2001-08-23 WO PCT/EP2001/009759 patent/WO2002020948A1/en active IP Right Grant
- 2001-08-23 JP JP2002525339A patent/JP4499351B2/en not_active Expired - Fee Related
- 2001-08-23 EP EP01971957A patent/EP1322838B1/en not_active Expired - Lifetime
- 2001-08-23 EP EP06014569A patent/EP1707745A3/en not_active Withdrawn
-
2003
- 2003-03-05 US US10/379,987 patent/US6827556B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1707745A3 (en) | 2006-10-18 |
| US6827556B2 (en) | 2004-12-07 |
| CN1325761C (en) | 2007-07-11 |
| DE50111221D1 (en) | 2006-11-23 |
| CN1449470A (en) | 2003-10-15 |
| JP2004508478A (en) | 2004-03-18 |
| EP1707745A2 (en) | 2006-10-04 |
| JP4499351B2 (en) | 2010-07-07 |
| EP1322838A1 (en) | 2003-07-02 |
| WO2002020948A1 (en) | 2002-03-14 |
| EP1186748A1 (en) | 2002-03-13 |
| US20030185685A1 (en) | 2003-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1322838B1 (en) | Moving blade for a turbo-machine and turbo-machine | |
| EP2663414B1 (en) | Method for the generative production of a component with an integrated damping element for a turbomachine, and a component produced in a generative manner with an integrated damping element for a turbomachine | |
| DE10337866B4 (en) | Process for the production of components for gas turbines | |
| EP3191244B1 (en) | Method for manufacturing a rotor blade and blade obtained thereby | |
| EP1173657B1 (en) | Turbine blade and method for producing a turbine blade | |
| EP1979577B1 (en) | Guide blade segment of a gas turbine and method for its production | |
| EP1702138B1 (en) | Gas turbine component | |
| EP2719484A1 (en) | Component and process for producing the component | |
| WO2011036068A2 (en) | Turbine blade and method for the production thereof | |
| WO2011054342A1 (en) | Blisk, gas turbine and method for producing a blisk of said type | |
| DE102014012480A1 (en) | Blading of a turbomachine, manufacturing method and impeller of a turbomachine | |
| CH694257A5 (en) | Steam turbine. | |
| EP1462617B1 (en) | Blading for an axial-flow turbomachine | |
| WO2010108983A1 (en) | Sealing plate and rotor blade system | |
| DE102021115229A1 (en) | BEARING CHAMBER HOUSING FOR A FLUID MACHINE | |
| EP3147069A1 (en) | Method for producing a hybrid rotor blade of a thermal fluid flow engine using built-up welding | |
| EP2404036B1 (en) | Method for producing an integrally bladed rotor | |
| EP2097617A2 (en) | Vane ring, and method for the production thereof | |
| EP0492207B1 (en) | Blade for flow-machines | |
| EP1355041A2 (en) | Turbine blade | |
| EP1462614B1 (en) | Axial-flow thermal turbomachine | |
| EP1895094B1 (en) | Swirl cooled rotor welding seam | |
| EP3231995A1 (en) | Turbine blade with a blade sheet core and a blade sheet envelope | |
| EP3249159A1 (en) | Turbine blade and corresponding turbomachine | |
| DE102020201448A1 (en) | Additively manufactured turbine blade with anti-twist device and adjustment process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE FR GB IT LI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50111221 Country of ref document: DE Date of ref document: 20061123 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070125 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070712 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20130814 Year of fee payment: 13 Ref country code: FR Payment date: 20130814 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20130827 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20131107 Year of fee payment: 13 Ref country code: DE Payment date: 20131021 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50111221 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140823 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50111221 Country of ref document: DE Effective date: 20150303 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140823 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140901 |