EP1253296A2 - Verfahren zur Herstellung einer Tellerfeder - Google Patents
Verfahren zur Herstellung einer Tellerfeder Download PDFInfo
- Publication number
- EP1253296A2 EP1253296A2 EP02005184A EP02005184A EP1253296A2 EP 1253296 A2 EP1253296 A2 EP 1253296A2 EP 02005184 A EP02005184 A EP 02005184A EP 02005184 A EP02005184 A EP 02005184A EP 1253296 A2 EP1253296 A2 EP 1253296A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- spring
- radii
- valve
- disc spring
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 238000005520 cutting process Methods 0.000 claims abstract 4
- 238000000034 method Methods 0.000 claims description 6
- 238000002485 combustion reaction Methods 0.000 claims description 4
- 238000009434 installation Methods 0.000 claims 1
- 238000007493 shaping process Methods 0.000 claims 1
- 230000007704 transition Effects 0.000 claims 1
- 238000005242 forging Methods 0.000 abstract 1
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- GQWNECFJGBQMBO-UHFFFAOYSA-N Molindone hydrochloride Chemical compound Cl.O=C1C=2C(CC)=C(C)NC=2CCC1CN1CCOCC1 GQWNECFJGBQMBO-UHFFFAOYSA-N 0.000 description 1
- 229910000639 Spring steel Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000003936 working memory Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/16—Making other particular articles rings, e.g. barrel hoops
- B21D53/20—Making other particular articles rings, e.g. barrel hoops washers, e.g. for sealing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L1/00—Valve-gear or valve arrangements, e.g. lift-valve gear
- F01L1/32—Valve-gear or valve arrangements, e.g. lift-valve gear characterised by the provision of means for rotating lift valves, e.g. to diminish wear
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2303/00—Manufacturing of components used in valve arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2305/00—Valve arrangements comprising rollers
Definitions
- the invention relates to a method for producing a between the base body and the lid one Valve turning device of an internal combustion engine arranged disc spring, whose contact surfaces to the base body and / or rounded to the lid with radii that are tangential pass into the spring surfaces.
- Valves as highly stressed engine elements only reach when using the best and most precise machining a sufficient lifespan. It is from the valve alone Mastery of all valve difficulties, however, not always possible.
- the special valve difficulties include one uneven heating of the valve head, warpage and Leakage as well as high temperature corrosion and Combustion residues in the warmest places. In particular in large engines, these difficulties are attempted to fix that a special valve rotating devices Valve rotation is forced during operation.
- Valve rotators are minor constructive differences in being able to rotate the Valves both during opening and during the closing movement.
- the devices have one basic body each, with several, in Pockets oriented circumferentially with the plane of rotation inclined rolling element raceways is provided.
- a pocket becomes a tangentially acting coil spring Steel ball pressed against the upper end of the sloping track. It is supported on the inner or outer edge of the body a disc spring from which to initiate the Valve spring forces engage a cover.
- opening the valve becomes a supported on the inner edge of the base body Disc spring flattened due to the increasing valve spring force. In doing so, it loads the pockets in the body located balls, forcing them to roll on their sloping tracks and rolls itself on the balls.
- the invention has for its object a method for the manufacture of a disc spring for use in To create valve turning devices to their manufacturing simplify and improve their training. In particular should flow evenly from the spring surface into the Radius secured and also the height of the disc spring very are strictly observed so that rework is largely be avoided.
- the invention solves this problem with the characterizing features of claim 1.
- the method according to the invention allows the very important total height with the radii to be produced in one operation.
- the run-in from the spring surface into the respective radius at the contact surfaces is now absolutely tangential, which was not previously the case. Especially when necessary reworking, inadmissible edges often occurred. It is ensured that the radii are always sufficiently large and move approximately in the area of the sheet thicknesses. In order not to lose unnecessary support or contact area, the contact point of the spring can be shifted outwards by a suitable choice of the center of the radius and thus of the tools. Both on the outer and on the inner circumference of the blank, which is only necessary to apply the necessary forming forces, is machined after the forming process in the manufacture of the necessary exact diameter.
- Disc springs produced by the method according to the invention have greater rigidity. This also increases the resistance to a delay in heat treatment.
- the characteristic curve of the disc spring is only slightly influenced. Previous calculation methods can therefore continue to be used in a slightly modified form.
- the invention can be used for any plate spring (even with a critical ratio of the inside diameter to the outside diameter Di / Da) and any material thickness.
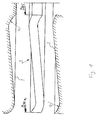
- the radii R are incorporated into the die parts, namely the upper part 1 and lower part 2 for producing the plate spring blank 3 in the region of the contact surfaces of the spring with other components.
- the outside diameter of the blank is marked D Ra and the inside diameter D Ri .
- the finished dimensions Da and Di of the plate spring 3 shown in FIG. 2 with the spring surfaces 3a and 3b result from a further working step.
- the completion is machined, e.g. B. by turning, whereby to ensure a tangential entry of the radius R into the spring surfaces must not be processed further than the radius apex.
- the contact surfaces of the spring with other components are designated 4 and 5.
- the letters r in the finished product are only used for rounding off to remove undesired sharp edges. These are machined in a separate operation.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Springs (AREA)
Abstract
Description
Es ist gesichert, daß die Radien immer ausreichend groß sind und sich etwa im Bereich der Blechstärken bewegen. Um nicht unnötig an Auflage- oder Kontaktfläche zu verlieren, kann durch eine geeignete Wahl des Radienmittelpunktes und damit der Werkzeuge der Kontaktpunkt der Feder nach außen verlagert werden.
Sowohl am äußeren als auch am inneren Umfang des Rohlings befindliches Material, welches nur zum Aufbringen der notwendigen Umformkräfte notwendig ist, wird nach dem Umformprozeß bei der Herstellung des notwendigen Genaudurchmessers spanabhebend abgearbeitet.
Nach dem erfindungsgemäßen Verfahren hergestellte Tellerfedern weisen eine größere Steifigkeit auf. Damit steigt auch der Widerstand gegen einen Verzug bei der Wärmebehandlung.
Die Kennlinie der Tellerfeder wird nur unwesentlich beeinflußt. Bisherige Rechenverfahren können daher in leicht abgewandelter Form weiter verwendet werden. Die Erfindung ist für jede Tellerfeder (auch bei einem kritischen Verhältnis vom Innendurchmesser zum Außendurchmesser Di/Da) und jeder Materialstärke anwendbar.
- Figur 1
- einen Tellerfederrohling mit Innen- und Außendurchmessern sowie die Ober- und Unterhälften eines Gesenks zur Herstellung der Feder und
- Figur 2
- eine Schnitthälfte durch eine fertige Tellerfeder.
Durch einen weiteren Arbeitsschritt ergeben sich die Fertigmaße Da und Di der mit der Figur 2 dargestellten Tellerfeder 3 mit den Federflächen 3a und 3b. Die Fertigstellung erfolgt spanabhebend, z. B. durch Drehen, wobei zur Gewährleistung eines tangentialen Einlaufs des Radius R in die Federflächen nicht weiter als bis zum Radiusscheitelpunkt abgearbeitet werden darf. Die Kontaktflächen der Feder zu anderen Bauteilen sind mit 4 und 5 bezeichnet. Mit den Buchstaben r sind bei dem Fertigprodukt lediglich Abrundungen zum Beseitigen unerwünschter scharfer Kanten gekennzeichnet. Diese werden in einem gesonderten Arbeitsgang spanabhebend ausgebildet.
Claims (4)
- Verfahren zur Herstellung einer zwischen dem Grundkörper und dem Deckel einer Ventildrehvorrichtung einer Verbrennungskraftmaschine angeordneten Tellerfeder, deren Kontaktflächen zum Grundkörper und/oder zum Deckel mit Radien abgerundet sind und tangentiale Übergänge zu den Federflächen aufweisen,
dadurch gekennzeichnet, daß die Radien (R) mit ihren tangentialen Einläufen in die Federflächen (3a, 3b) spanlos angeformt werden. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß das spanlose Anformen der Radien und das Aufstellen der Feder in ihre Tellerform in einem Arbeitsgang ausgeführt werden.
- Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1 oder 2, gekennzeichnet durch ein Gesenk (1, 2), in dessen Ober- (1) und Unterteil (2) die Radien für die Kontaktflächen (4, 5) eingearbeitet sind.
- Zwischen Grundkörper und Deckel einer Ventildrehvorrichtung für eine Verbrennungskraftmaschine angeordnete Tellerfeder (3) dadurch gekennzeichnet, daß die Kontaktflächen (4, 5) der Feder zum Grundkörper und/oder zum Deckel mit spanlos angeformten Radien (R) mit tangentialen Einläufen in die Federflächen (3a, 3b) versehen sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10120183 | 2001-04-24 | ||
| DE10120183A DE10120183A1 (de) | 2001-04-24 | 2001-04-24 | Verfahren zur Herstellung einer Tellerfeder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1253296A2 true EP1253296A2 (de) | 2002-10-30 |
| EP1253296A3 EP1253296A3 (de) | 2004-04-21 |
Family
ID=7682625
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02005184A Withdrawn EP1253296A3 (de) | 2001-04-24 | 2002-03-08 | Verfahren zur Herstellung einer Tellerfeder |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1253296A3 (de) |
| DE (1) | DE10120183A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101941037B (zh) * | 2010-08-05 | 2013-07-03 | 扬州核威碟形弹簧制造有限公司 | 一种加工碟形弹簧圆角的装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2613656A (en) * | 1950-02-23 | 1952-10-14 | Gen Motors Corp | Belleville rotator and spring surge damper |
| DE2111726A1 (de) * | 1971-03-11 | 1972-09-28 | Ernst Schmitthelm Federn U Met | Verfahren zur Herstellung von Blattfedern |
| DE19758278B4 (de) * | 1997-12-31 | 2006-06-22 | Adolf Schnorr Gmbh & Co. Kg | Verfahren und Vorrichtung zur Herstellung einer Tellerfeder mit einer umlaufenden Vertiefung |
| TW417582U (en) * | 1998-11-30 | 2001-01-01 | Shiu Ming De | Structure of a centrifugal type washer chamfering machine |
-
2001
- 2001-04-24 DE DE10120183A patent/DE10120183A1/de not_active Ceased
-
2002
- 2002-03-08 EP EP02005184A patent/EP1253296A3/de not_active Withdrawn
Non-Patent Citations (1)
| Title |
|---|
| None |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1253296A3 (de) | 2004-04-21 |
| DE10120183A1 (de) | 2002-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2782689B1 (de) | Verfahren und umformwerkzeug zum warmumformen und presshärten von werkstücken aus stahlblech, insbesondere verzinkten werkstücken aus stahlblech | |
| DE3034519C2 (de) | Metallkolbenring | |
| DE102011013067A1 (de) | Verfahren zur Herstellung eines Kolbens für einen Verbrennungsmotor | |
| EP3582910B1 (de) | Verfahren zum querkeilwalzen von tellerventilen | |
| DE4306280A1 (de) | Verfahren zum Herstellen eines Bauteils mit wenigstens einer geteilten Lauffläche für Wälzkörper | |
| DE112010002968T5 (de) | Kurvenrolle und Verfahren zum Herstellen der Kurvenrolle | |
| DE69323634T2 (de) | VERFAHREN UND GERäT ZUM FERTIGSCHMIEDEN EINES KETTENRADSEGMENTS | |
| DE60310379T2 (de) | Verfahren und vorrichtung zur herstellung eines metallischen bauteils und verfahren zur endbearbeitung eines metallischen bauteils | |
| DE19860518C2 (de) | Scheibe als Eingangs- bzw. Ausgangsscheibe für ein stufenlos verstellbares Toroidgetriebe und Verfahren zum Herstellen einer derartigen Scheibe | |
| DE3434463C2 (de) | ||
| DE3440961C1 (de) | Verfahren zum Herstellen von gehaerteten Laufscheiben fuer Axialwaelzlager | |
| DE102005024908B4 (de) | Verfahren zur Herstellung eines Kegelrads | |
| EP1253296A2 (de) | Verfahren zur Herstellung einer Tellerfeder | |
| DE102013223301A1 (de) | Nockenwellenverstelleinrichtung | |
| DE1934338A1 (de) | Vorrichtung zum Einbringen von Nuten in Metallteile | |
| DE102007029548B3 (de) | Formwerkzeug zum spanlosen Bearbeiten langgestreckter Werkstücke | |
| DE19538970B4 (de) | Spannwelle und Verfahren zu deren Herstellung | |
| DE102014117874A1 (de) | Verfahren und Werkstück | |
| EP1227224A2 (de) | Ventildrehvorrichtung | |
| DE102012204483A1 (de) | Maschinengehäuse mit einer Bohrung für eine Brennkraftmaschine | |
| DE19758278B4 (de) | Verfahren und Vorrichtung zur Herstellung einer Tellerfeder mit einer umlaufenden Vertiefung | |
| DE20320068U1 (de) | Verbindung zweier Maschinenteile | |
| EP0250844A2 (de) | Getriebe mit Axialspielausgleich | |
| DE19652872A1 (de) | Verfahren zur Steigerung der Randschichtfestigkeit an Oberflächen von aus sprödharten Werkstoffen gefertigten Werkstücken | |
| DE102009041337B3 (de) | Bohrmaschinen-Werkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20041022 |