EP1153671A2 - Verfahren zum Herstellen von Rohren durch Ziehen über einen Stopfen - Google Patents
Verfahren zum Herstellen von Rohren durch Ziehen über einen Stopfen Download PDFInfo
- Publication number
- EP1153671A2 EP1153671A2 EP01250060A EP01250060A EP1153671A2 EP 1153671 A2 EP1153671 A2 EP 1153671A2 EP 01250060 A EP01250060 A EP 01250060A EP 01250060 A EP01250060 A EP 01250060A EP 1153671 A2 EP1153671 A2 EP 1153671A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- wall thickness
- pipe
- welding
- eccentricity
- tubes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, wire, rods, tubes or like semi-manufactured products by drawing
- B21C1/16—Metal drawing by machines or apparatus in which the drawing action is effected by means other than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, rods or tubes
- B21C1/22—Metal drawing by machines or apparatus in which the drawing action is effected by means other than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, rods or tubes specially adapted for making tubular articles
- B21C1/24—Metal drawing by machines or apparatus in which the drawing action is effected by means other than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, rods or tubes specially adapted for making tubular articles by means of mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
Definitions
- the invention relates to a method for producing pipes by pulling over a Plug, before pulling several outlet pipes together are welded and the pipe string thus formed to reduce the Wall thickness and the diameter is drawn through a drawing ring.
- the starting pipes which are available in limited lengths, are reduced in diameter and wall thickness by drawing.
- several drawing steps have to be carried out until the final dimensions are reached.
- the pipes have to be prepared for the train again. This includes placing the dome, greasing and attaching the fishing rod.
- the cycle time for a pipe pull is therefore dependent on the non-productive times for preparing the pipe for the pull, the times for inserting a pipe into the drawing machine and the time to return the drawing machine to the starting position after the train.
- the pulling speed itself is one of the time factors that affect the total time.
- the object of the invention is a method for producing pipes by pulling over a stopper, where before pulling several exit pipes together are welded and the pipe string thus formed to reduce the Wall thickness and the diameter is drawn through a drawing ring, so to further develop that large operating weights can be achieved and the total drawing time is reduced without the risk of tearing.
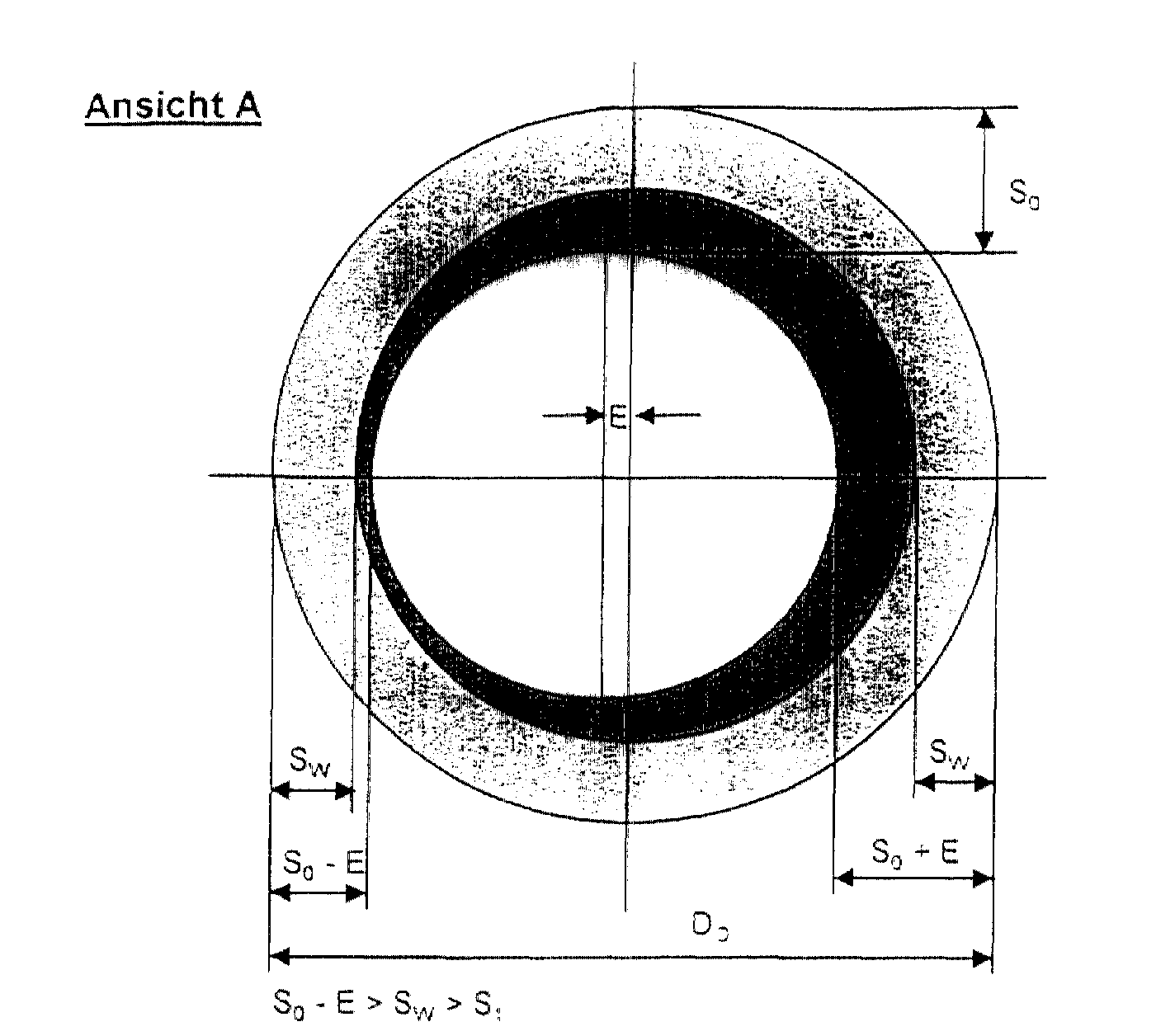
- the exit pipe can be defined with the diameter D 0 as the exit diameter and the associated wall thickness S 0 .
- the diameter D 1 and the wall thickness S 1 result Before the output tubes are welded to a pipe string, each output tube is calibrated in the end area to eliminate the eccentricity.
- S w is the wall thickness in the end area of the exit pipe, i.e. the later welding area.
- View A shows the view into an exit pipe, with a reduced wall thickness in the end area. This is then also shown in view B in longitudinal section. It can be seen in detail that the initial wall thickness is composed of the wall thickness S o and the eccentricity E. Even if the eccentricity is somewhat exaggerated in view A, this view nevertheless shows that there can be considerable wall thickness differences or jumps when welding two outlet pipes together, for example if the lowest eccentricity is welded with the greatest deviation. According to the invention, a calibration to eliminate the eccentricity is now carried out before welding, taking into account the previously mentioned condition. View B then shows a longitudinal section through the calibrated and welded pipe ends, with the stopper and the drawing ring also being indicated.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Metal Extraction Processes (AREA)
Abstract
Description
Als Beispiel sei das Ziehen von Kupferrohr genannt. Übliche Einsatzgewichte für ein Ausgangsrohr aus Kupfer liegen bei 250-500 kg. Um das Einsatzgewicht zu erhöhen, müssen normalerweise eine größere Strangpresse und zusätzliche Zieheinrichtungen installiert werden. Selbst mit diesen Maßnahmen kann man aber heutzutage das Einsatzgewicht nicht über 800 kg erhöhen.
Darüber hinaus ist es bekannt, dass jedes Rohr eine gewisse Exzentrizität besitzt. Dies hat zur Folge, dass beim Aneinanderschweißen nicht in allen Fällen gleiche Wanddicken miteinander verschweißt werden. Beim späteren Ziehen kann sich dies dann nachteilig auswirken, weil es durch die unterschiedlichen Wanddicken und die daraus resultierenden Wandschwächungen zu einem Abriß im Bereich der Schweißnaht beim Ziehen kommen kann.
Das Ausgangsrohr läßt sich dabei definieren mit dem Durchmesser D0 als Ausgangsdurchmesser und der zugehörigen Wanddicke S0. Nach dem ersten Zug ergibt sich der Durchmesser D1 und die Wanddicke S1
Vor dem Verschweißen der Ausgangsrohre zu einem Rohrstrang, wird jedes Ausgangsrohr im Endbereich kalibriert, um die Exzentrizität zu beseitigen.
Claims (1)
- Verfahren zum Herstellen von Rohren durch Ziehen über einen Stopfen, wobei vor dem Ziehen mehrere Ausgangsrohre Stoß an Stoß miteinander verschweißt werden und der so gebildete Rohrstrang anschließend zur Verminderung der Wanddicke und des Durchmessers durch einen Ziehring gezogen wird,
dadurch gekennzeichnet, dass die Rohrenden vor dem Verschweißen zum Rohrstrang zur Beseitigung der im Endbereich vorhandenen Exzentrizität kalibriert werden, wobei die Bedingung gilt:So= Wanddicke des AusgangsrohresSw= Wanddicke des Ausgangsrohres im Endbereich=SchweißbereichS1= Wanddicke des Rohres nach dem ZugE= Exzentrizität
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10023479 | 2000-05-10 | ||
| DE2000123479 DE10023479A1 (de) | 2000-05-10 | 2000-05-10 | Verfahren zum Herstellen von Rohren durch Ziehen über einen Stopfen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1153671A2 true EP1153671A2 (de) | 2001-11-14 |
| EP1153671A3 EP1153671A3 (de) | 2002-07-24 |
Family
ID=7641918
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01250060A Withdrawn EP1153671A3 (de) | 2000-05-10 | 2001-02-23 | Verfahren zum Herstellen von Rohren durch Ziehen über einen Stopfen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1153671A3 (de) |
| DE (1) | DE10023479A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11097325B2 (en) * | 2013-11-20 | 2021-08-24 | Danieli & C. Officine Meccaniche S.P.A. | Drawing machine for drawing tubes |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2122935A1 (en) * | 1971-05-10 | 1972-11-23 | Stahl- und Röhrenwerk Reisholz GmbH, 4000 Düsseldorf | Continuous pipe drawing - using floating plug |
| DE3805838C2 (de) * | 1987-11-24 | 1997-03-13 | Km Europa Metal Ag | Verfahren und Vorrichtung zum Ziehen von nahtlosen Metallrohren |
| DE3832714C2 (de) * | 1988-09-27 | 1998-07-16 | Km Europa Metal Ag | Verfahren zum kontinuierlichen Ziehen von Metallrohren |
| DE4206397A1 (de) * | 1992-02-29 | 1993-09-02 | Harf Hans | Verfahren zur vermeidung von verdickten enden beim streckreduzieren von walzwerkluppen aus stahl |
-
2000
- 2000-05-10 DE DE2000123479 patent/DE10023479A1/de not_active Withdrawn
-
2001
- 2001-02-23 EP EP01250060A patent/EP1153671A3/de not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11097325B2 (en) * | 2013-11-20 | 2021-08-24 | Danieli & C. Officine Meccaniche S.P.A. | Drawing machine for drawing tubes |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10023479A1 (de) | 2001-11-15 |
| EP1153671A3 (de) | 2002-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19808808C2 (de) | Hochdruck-Kraftstoff-Verteilungsleitung und Verfahren zur Herstellung derselben | |
| DE19808807C2 (de) | Hochdruck-Kraftstoff-Verteilungsleitung und Verfahren zur Herstellung derselben | |
| DE60101789T2 (de) | Verfahren zur herstellung eines rohrförmigen bauteils | |
| DE3733058A1 (de) | Verfahren zur herstellung duennwandiger metallrohre | |
| DE3329752A1 (de) | Kompressionskupplung fuer rohre | |
| DE10047231C1 (de) | Verfahren und Vorrichtung zur Herstellung eines Rohres mit partiell unterschiedlichen Wandstärken | |
| DE3115531A1 (de) | Verbindung zum zusammenfuegen eines hauptrohrs und eines hilfsrohrs einer fachwerkkonstruktion | |
| DE1752349A1 (de) | Verfahren zur Herstellung duennwandiger Rohre | |
| EP0014474B1 (de) | Verfahren zur Herstellung eines Rohres | |
| EP1153671A2 (de) | Verfahren zum Herstellen von Rohren durch Ziehen über einen Stopfen | |
| DE3405641C2 (de) | ||
| DE2056473A1 (de) | Vorrichtung zur Herstellung von Strängen | |
| EP0615794B1 (de) | Verfahren zur Herstellung einer Stopfenkammer beim Kaskadenziehen von Rohren und Vorrichtung zur Durchführung des Verfahrens | |
| EP0648985A2 (de) | Solarabsorber und Verfahren zu dessen Herstellung | |
| DE3141928C2 (de) | Bewehrungsstab für Stahlbeton | |
| DE2232692A1 (de) | Verfahren zum kontinuierlichen ziehen von rohren | |
| DE19832288B4 (de) | Verfahren zur Herstellung eines Verbindungselementes | |
| DE10308242B4 (de) | Wellenflanschverbindung und Verfahren zum Herstellen einer.. | |
| DE511524C (de) | Verfahren zum Herstellen von U-foermigen Rohrstuecken | |
| DE2758134C2 (de) | Verfahren zur Herstellung von Wärmetauscherrohre!) mit inneren und äußeren Längsrippen | |
| DE2447420A1 (de) | Zur bildung einer tubenstange geeigneter tubenrohling, verfahren zu seiner herstellung und aus ihm gebildete tubenstange | |
| EP1116528A2 (de) | Verfahren zur Herstellung eines T-förmigen Röhrstückes | |
| DE69809823T2 (de) | Verfahren zum Verbinden eines Schlauches mit einem Rohr, Kupplung und Befestigungsring zum Durchführen dieses Verfahrens | |
| EP2095890B1 (de) | Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck | |
| DE102004039599B3 (de) | Verfahren zum Herstellen von Blechformteilen mit erweiterten Formänderungsgrenzen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20021121 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KALKENINGS, PETER |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KALKENINGS, PETER |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KALKENINGS, PETER, DIPL.-ING. |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KALKENINGS, PETER, DIPL.-ING. |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20030902 |