EP1147018B1 - Method and installation for producing personalized coupons - Google Patents
Method and installation for producing personalized coupons Download PDFInfo
- Publication number
- EP1147018B1 EP1147018B1 EP00901663A EP00901663A EP1147018B1 EP 1147018 B1 EP1147018 B1 EP 1147018B1 EP 00901663 A EP00901663 A EP 00901663A EP 00901663 A EP00901663 A EP 00901663A EP 1147018 B1 EP1147018 B1 EP 1147018B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coupon
- coupons
- station
- chain
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000009434 installation Methods 0.000 title claims abstract description 82
- 238000000034 method Methods 0.000 title claims description 31
- 238000004519 manufacturing process Methods 0.000 claims abstract description 60
- 238000005520 cutting process Methods 0.000 claims abstract description 36
- 230000032258 transport Effects 0.000 claims abstract description 20
- 239000011265 semifinished product Substances 0.000 claims abstract description 5
- 238000012546 transfer Methods 0.000 claims description 46
- 239000004033 plastic Substances 0.000 claims description 43
- 229920003023 plastic Polymers 0.000 claims description 43
- 239000000463 material Substances 0.000 claims description 37
- 238000007639 printing Methods 0.000 claims description 32
- 229910052799 carbon Inorganic materials 0.000 claims description 29
- 238000010030 laminating Methods 0.000 claims description 27
- 239000002184 metal Substances 0.000 claims description 20
- 238000004804 winding Methods 0.000 claims description 16
- 238000011161 development Methods 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 11
- 238000003860 storage Methods 0.000 claims description 9
- 230000001360 synchronised effect Effects 0.000 claims description 9
- 230000007246 mechanism Effects 0.000 claims description 8
- 238000001816 cooling Methods 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 7
- 238000007789 sealing Methods 0.000 claims description 6
- 125000006850 spacer group Chemical group 0.000 claims description 6
- 239000004698 Polyethylene Substances 0.000 claims description 5
- 239000012190 activator Substances 0.000 claims description 5
- -1 polyethylene Polymers 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 claims description 5
- 230000005540 biological transmission Effects 0.000 claims description 4
- 238000005406 washing Methods 0.000 claims description 4
- 238000009736 wetting Methods 0.000 claims description 4
- 239000011247 coating layer Substances 0.000 claims description 3
- 238000001035 drying Methods 0.000 claims description 3
- 230000003287 optical effect Effects 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 230000000087 stabilizing effect Effects 0.000 claims description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 3
- 238000012544 monitoring process Methods 0.000 claims description 2
- 238000007598 dipping method Methods 0.000 claims 3
- 230000000712 assembly Effects 0.000 claims 1
- 238000000429 assembly Methods 0.000 claims 1
- 239000003381 stabilizer Substances 0.000 claims 1
- 230000008569 process Effects 0.000 description 13
- 239000000047 product Substances 0.000 description 8
- 238000005096 rolling process Methods 0.000 description 8
- 238000012549 training Methods 0.000 description 8
- 230000009471 action Effects 0.000 description 6
- 230000008878 coupling Effects 0.000 description 5
- 238000010168 coupling process Methods 0.000 description 5
- 238000005859 coupling reaction Methods 0.000 description 5
- 238000002791 soaking Methods 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 238000011084 recovery Methods 0.000 description 4
- 230000001105 regulatory effect Effects 0.000 description 4
- 239000002985 plastic film Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000000976 ink Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 210000000056 organ Anatomy 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 238000007651 thermal printing Methods 0.000 description 2
- OQCFWECOQNPQCG-UHFFFAOYSA-N 1,3,4,8-tetrahydropyrimido[4,5-c]oxazin-7-one Chemical compound C1CONC2=C1C=NC(=O)N2 OQCFWECOQNPQCG-UHFFFAOYSA-N 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000037452 priming Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/23—Identity cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/25—Public transport tickets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/475—Cutting cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
- B65H29/005—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers by chains or bands having mechanical grippers engaging the side edges of articles, e.g. newspaper conveyors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1084—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing of continuous or running length bonded web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
Definitions
- the subject of the present invention is a plant for manufacturing personalized coupons including a set of workstations with at least one basic coupon supply station, one post for personalizing basic coupons and a post for cutting of personalized basic coupons, and a system of transport of basic coupons between different work stations.
- the invention also relates to a method of manufacturing by personalized coupon chain comprising at least one step supply of basic coupons to a first work station, a step of personalizing the basic coupons at a second station of work and a step of cutting the basic personalized coupons to a third work station, the basic coupons being transported successively from one workstation to another.
- the document EP-A-0 364 730 describes a facility for manufacturing personalized coupons as described in the preamble of claim 1, and a method of manufacturing these coupons as described in the preamble of claim 29.
- the invention aims to remedy the aforementioned drawbacks and to allow the manufacture of personalized coupons such as cards of excellent quality identification, including secure cards, to a reduced cost and with great flexibility of adaptation to different manufacturing.
- the invention aims in particular to guarantee the operation of a card manufacturing facility without any lags or faults produce during production.
- the invention also aims to allow rapid and without loss of raw material, the production of small series of cards personalized and secure identification.
- the basic coupon transport system includes a carousel comprising at least one link chain driven by pinions indexed motorized, and a set of pliers mounted with a not constant on links in the chain and cooperating with means opening / closing fixed position, to enter each individually a basic coupon, transport this basic coupon between workstations and unload this basic coupon at a workstation recovery of finished or semi-finished product as identification card customized, each clamp having a pair of jaws for enclose a marginal area of a basic coupon at least in two regions thereof which are distant from each other in the direction of displacement of the chain, and external stops integral with one or the other of the jaws to position the base coupon laterally gripped between said jaws.
- the grippers can be actuated mechanically, electromechanically, magnetic or pneumatic.
- each clamp has lateral fasteners on the link chain arranged below the plan for gripping the base coupon by the jaws.
- Each clamp has a central spring arranged between on the one hand a lower plate made integral with the upper jaw, and on the other hand the underside of the lower jaw.
- each clamp comprises external stops vertical directed upwards and integral with the lower jaw.
- the grip width of the jaws of each clamp is between 3 and 5 mm.
- the means clamp opening / closing includes a mechanical push button a rod-crank type mechanism.
- the means clamp opening / closing includes a cylinder generator in rotation.
- the station Basic coupon supply includes transfer-cut station to transfer a section of a strip to a clamp arranged transversely to the chain and having a succession of sections constituting basic coupons.
- the supply station includes means for supporting a reel for storing said tape, a pair of superimposed cylinders between which the strip coming from the reel and which constitute a motorized pulling bridge, a cutter motorized disposed between the motorized pulling bridge and the path of the clamps and an optical cell to control the arrival opposite the clamps of the basic coupons to be cut by the cutter from the sections of the strip and intended to be gripped by grippers actuated by means opening / closing of clamps arranged in the vicinity of the station and synchronized with the indexed advance of the chain with links.
- the supply station can also include a charger pre-cut basic coupons and gripping means, for example example of suction cup type, to supply a basic coupon a clamp located at the supply station for each operational downtime of the cyclic operation of installation.
- a charger pre-cut basic coupons and gripping means for example example of suction cup type
- the installation according to the invention advantageously comprises coding marks on each clamp.
- At least one basic coupon personalization station can be made up of an individualized printing station of at least one face of the basic coupons transported by the pliers.
- the manufacturing installation of cards includes a station for pre-cutting the basic coupons customized, a suction cup mechanism for individual transfer of basic personalized coupons precut to a post lamination fed by upper and lower strips of material plastic introduced parallel to the direction of movement of the coupons basic pre-cut, and a cutting and recovery of finished personalized cards with evacuation and winding in a training station of a skeleton coil residual plastic strips after cutting cards custom finished.
- the laminating station can include a pair heating shoes arranged at the level of the introduction of a custom base precut between said upper bands and lower plastic, two pairs of motorized cylinders and put in pressure to ensure a rolling and sealing of a coupon custom base precut with top and bottom bands plastic, and cooling fans.
- the installation of card manufacturing includes a pre-laminating station with upper and lower rolls for feeding strips of material plastic perpendicular to the direction of travel of the chain links to form a portfolio enveloping an insert consisting of pre-cut personalized base coupon maintained by a clamp, and a plasticizing station acting on the assembly constituted by said wallet and its insert held by a clamp.
- the pre-laminating station includes a feeding device of two strips of plastic material with the passage of a single first longitudinal edge of each of the strips through a heating shoe before the training of the two bands through a pair of rollers motorized which ensure the sealing of the two bands on their first longitudinal edges to form a backing film held open by a shoe tree before receiving said insert and building a portfolio after cutting by a transverse cutting device of the film backing to form a sandwich driven by the central insert held by a clamp to a laminating station.
- the plastic strips are each consisting of a film of a basic material such as polyester provided with a coating layer compatible with the insert and promoting heat sealing, such as polyethylene and upper and lower plastic have their layers of coating facing each other.
- the manufacturing installation of cards includes a laminating station comprising first and second motorized endless perforated and welded metal strips by a set of four cylinders including two non-opposing cylinders are laterally fitted with sprockets, the first and second metal strips having a parallel path portion in which they enclose at least one assembly constituted by said wallet and its insert held by a clamp, this portion of the path parallel successively comprising heating shoes, a pair of rolling rolls and cooling means.
- the motorization of the drive members of the plasticization is synchronized with the indexed motorization of the chain main transport clamps so that the bands of perforated metal and the link chain advance simultaneously the same amount.
- the first and second metal strips endless perforated have tape closure means including the thickness is less than that of the assembly constituted by a wallet and its insert, and which are arranged offset on the first and second metal strips so as to be located in free spaces between two successive sets comprising a wallet and insert.
- the pitch of perforation of the metal strips is identical to the pitch of the link chain fitted with pliers.
- the installation of card manufacturing includes a closed auxiliary link chain driven by indexed motorized gears and equipped with a set of auxiliary clamps mounted with constant pitch on links of the auxiliary chain and a closed main chain with links driven by indexed motorized gears, in synchronism with the auxiliary chain and equipped with a set of main pliers mounted with a constant step on links of the main chain.
- the auxiliary chain moves successively in front of a photosensitive negative coupon supply station, a photographic shooting to transfer personalized data on the negative photosensitive coupon, a development station for the negative coupon by soaking in an activator bath, and a pressure overlay of negative coupon with base coupon positive fed from a coupon supply station positive base, and clamp opening / closing means are arranged at least at the negative coupon supply item level and at the negative coupon overlay station with a coupon basic positive.
- the main chain moves successively in front of at least a positive basic coupon supply item, a pre-wetting, an overlay station under pressure of a coupon negative with a positive base coupon, a transfer-development zone in which the negative coupon is superimposed on the coupon positive base to allow image transfer from negative coupon to the positive base coupon, a negative coupon withdrawal item by mechanized separation of the latter from the basic positive coupon, a positive coupon washing station by soaking in a water bath, a first spinning station, a stabilization station by soaking in a stabilizing bath, a second wringing station and a drying station.
- the pressure stacking station a negative coupon and a positive basic coupon includes a pair motorized gears fitted with spacing cams and integral with the transmission shafts of a pair of cylinders press-transfer between which a superimposed negative coupon and a positive base coupon maintained respectively by clamps driven by the auxiliary chain and the main chain, one of said spacing cams being provided with a light angular position and a spacer boss.
- the station for removing the mechanized peel negative coupon includes a set of three motorized round belts acting on an edge of the negative coupon previously clamped in pliers of the auxiliary chain and making slightly protruding from the positive coupon on the side opposite the clamp keeping the positive coupon.
- the installation according to the present invention makes it possible to introduce personalized data both by photograph and by print and also to combine the two types of technique on the same manufacturing line.
- the manufacturing installation of cards includes a personalized data printing station on a base coupon from a thermal transfer ribbon supplied transversely to the direction of circulation of the chain of transport of the basic coupon, and evacuated after printing of a basic coupon, also transversely to in the direction of movement of the transport link chain of the coupon based.
- the custom data printing station includes a constant tension unwinding device for the transfer ribbon thermal, put in the form of a coil, which device unwinding itself includes a friction support acting on the coil or its mandrel, first and second cylinders set pressure between which the thermal transfer ribbon is introduced unwound, at least one torque generator coupled to one of the shafts of the first and second cylinders and connected to a chassis of the unwinding device by an anti-rotation member.
- the custom data printing station includes a constant tension winding device, which device comprises first and second superimposed cylinders ensuring a draft of the thermal transfer ribbon after passing in front of a print head, at least one torque generator associated with the at least one drive shaft minus one of the first and second cylinders and a gear motor group rotational drive of both the torque generator and a ribbon take-up reel in the form of a reel around said mandrel after drawing by passage between said first and second cylinder.
- a constant tension winding device which device comprises first and second superimposed cylinders ensuring a draft of the thermal transfer ribbon after passing in front of a print head, at least one torque generator associated with the at least one drive shaft minus one of the first and second cylinders and a gear motor group rotational drive of both the torque generator and a ribbon take-up reel in the form of a reel around said mandrel after drawing by passage between said first and second cylinder.
- the data printing station custom includes reel storage ribbon transfer and a coil for receiving thermal transfer ribbon, full diameters are not more than about three times the diameter in the empty state, the storage and receiving coils being located on either side of a print head, a torque generator is coupled directly to the storage reel support mandrel and is connected to the support frame of said mandrel by an anti-rotation member, and a torque generator associated with a motorization member is directly coupled to the spool support mandrel reception.
- the basic coupons can be made of paper or material plastic. However, these basic coupons can also be produced in the form of plates comprising, where appropriate, electronic circuit elements, such as an integrated circuit and a coil antenna for example.
- the invention also relates to a method of manufacturing by personalized coupon chain such as identification cards comprising at least one step of supplying coupons base to a first workstation, a step of personalization of basic coupons at a second workstation and a cutting stage basic personalized coupons at a third workstation, basic coupons being transported successively from work station to the other, characterized in that the transport of the basic coupons from one station work to another, is carried out individually using mounted pliers with a constant pitch on the links of a driven link chain closed-indexed and in that each basic coupon transported and pinched is seized along one of its marginal zones at less in two regions thereof which are distant from each other in the direction of movement of the chain, while cooperating with the same clamp.
- the basic coupon procurement step may include transfer and cutting, at a clamp brought to a station supply, a section of strip arranged transversely with respect to the link chain and comprising a succession of sections constituting basic coupons.
- the supply stage can also be carried out from a stack of pre-cut basic coupons.
- the step of personalization of a basic coupon includes the opposite supply of a print head of a tension transfer thermal transfer ribbon constant from a storage reel, data carryover customized, by printing using the print head, on a basic coupon superimposed on the thermal transfer ribbon, and the evacuation thermal transfer ribbon by pulling it at constant tension before winding on a receiving coil.
- the method comprises a laminating step of a basic coupon and prior to the step of lamination, each basic coupon held by a clamp is inserted in a portfolio made up of a film film format made from of two sections of plastic strips brought perpendicular to the direction of travel of the link chain and sealed together on only one of their longitudinal edges, located at the front the corresponding basic coupon in the direction of transport of this coupon.
- the method includes a step of laminating a basic coupon and before the laminating step, each basic coupon held by a clamp is released from the clamp by cutting and gripped by a mobile suction cup to be transported individually to a workstation plastic fed plastic by upper bands and lower introduced parallel to the direction of movement of the movable suction cups.
- the method of manufacturing identification cards includes a training stage and transport of negative coupons each seized in a marginal area at least in two regions thereof which are distant from each other, in the direction of movement of an auxiliary chain in a closed circuit, using pliers transported by the auxiliary chain with indexed advance, a stage of training and transport of positive basic coupons seized each in a marginal area at least in two regions thereof which are distant from each other, in the direction of movement of a chain main in closed circuit, using pliers transported by the chain main with indexed advance, a step of overlapping and pressure of a negative coupon and a positive basic coupon, a step of transport of a positive coupon and a negative coupon superimposed using the only clamp transported by the main chain, a step of removing the negative coupon by mechanized detachment and a stage of transport and processing of the only positive coupon using the forceps carried by the main chain.
- the invention allows the production of personalized coupons such as identification cards and more particularly cards secure identification such as identity documents which include, in addition to any security elements present on different cards of the same type, personalized data that differs from card to card the other.
- personalized data can include a suite alphanumeric information, such as information concerning civil status, and graphic elements such as ID photograph or signature.
- This custom data can be stored in a file computer or a manual file, from which they are transferred, by a process of printing or photographic transfer, on coupons basic, during the process of making identification cards.
- the present invention thus makes it possible to ensure personalization basic coupons using a printing process, a process photographic or a combination of the two, graphic elements which can for example be transferred to a basic coupon by a process photographic, while alphanumeric data is reported by a printing process.
- the installation according to the invention allows great flexibility of implemented thanks to its modular design and a system of individual transport of basic coupons between the different job.
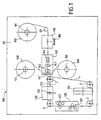
- a first conforming example will be described with reference to FIG. 1 to the invention of an installation for manufacturing identification cards.
- the installation 100 comprises a vertical panel 101 serving as support for all the functional elements defining the different installation workstations.
- the vertical panel 101 can itself be mounted on any type of mobile or fixed chassis.
- the space located on one side of the panel 101 for example the space located in back of the plan of Figure 1, can serve as accommodation for different electric drive or control components while the space located in front of the plan in Figure 1 can serve as housing for different organs of the production chain through which circulate the basic coupons leading to the formation of finished or semi-finished products.
- FIG. 1 comprises a carousel comprising a closed-link chain 1 driven by motorized sprockets 2 indexed.
- a set of pliers 5 are mounted with a constant pitch on links of chain 1 and cooperate with opening / closing means, such as 37 ( Figure 3) or 343 (figure 21) placed at a fixed post, to enter each individually a basic coupon C, transport this basic coupon C between workstations and release a card as a finished product or semi-finished when the basic coupon C has undergone all the treatments desired.
- opening / closing means such as 37 ( Figure 3) or 343 (figure 21) placed at a fixed post
- the link chain 1 successively serves a station 110 for supplying basic coupons C 1 , a station 120 for personalizing basic coupons C 1 which is constituted in the example considered by a station of two-sided printing 121, 122 of the thermal transfer type, and a station 130 for cutting basic coupons C 2 .
- a coupon C 3 which constitutes an individualized semi-finished product, is collected by a movable suction cup 131 which ensures the transfer of the coupon C 3 to a work station 140 which in the example considered constitutes a plasticizing station.
- the movement of the movable suction cups 131, 132 intended to grip the cut coupons C 3 is synchronized with that of the chain 1 but takes place along a path independent of the closed circuit path of the chain 1.
- the plasticizing station 140 is supplied by upper 152 and lower 162 strips of plastic material coming from coils 150, 160 mounted on mandrels 151, 161, which strips 152, 162 are introduced parallel to the direction of movement of a basic coupon pre-cut custom C 3 , on either side thereof, between two successive pairs 142, 143 of motorized cylinders and pressurized to ensure rolling and sealing of a coupon with sections of the upper and lower strips 152 , 162 of plastic.
- the upper and lower strips 152, 162 of plastic material are brought into contact with heating shoes 141 and after the exit of the second pair of cylinders 143, the plastic card C 4 comprising the personalized coupon C 3 sandwiched between the strips of plastic material C 4 is subjected to the action of cooling fans.
- the plasticized card C 5 includes the personalized coupon C 3 sandwiched between the two strips of plastic material 152, 162 sealed together around the entire periphery of the coupon C 3 , for example in a frame 3 mm wide.
- the card C 5 is introduced into a station 170, 180 for cutting and recovering the finished personalized cards C 6 with evacuation and winding around a mandrel 191 in a station for forming a coil 190, of the residual skeleton C 7 of the plastic strips after cutting finished personalized cards C 6 .
- FIG. 28 shows the successive states of coupons C 1 to C 6 between the supply station 110 and the recovery station for finished products.
- FIG. 1 The installation in FIG. 1 is particularly suitable for the case where the base coupon C is made of paper and must be protected by a plastic envelope sealed in a sealed manner over the entire periphery of the personalized and precut base coupon C 3 .
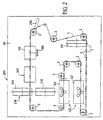
- Figure 2 shows another example installation 200 of manufacture of identification cards according to the invention using works a closed link chain 1 driven by sprockets indexed motorized and comprising a set of pliers 5 mounted with a constant pitch on links of chain 1.
- the clamps 5 can be mounted at a constant pitch which can correspond for example to ten links and constitutes the indexing step.
- FIG. 2 the various useful members can be mounted on a vertical panel 101 in a similar manner to installation 100 of the figure 1.
- the installation 200 of FIG. 2 comprises a station 110 supply of basic coupons C, a set 120 of personalization of basic coupons C including an extension 121 printing the front of a coupon and a station 122 printing the back of the coupon, a pre-plasticization station 230 for bringing a basic coupon personalized at a laminating station 240 remaining transported by the same clamp 5, a station 170 for cutting a card finished laminated, a 180 recovery mat for finished cards and a post 290 for the evacuation of the residual parts of the resulting basic coupons of the cutting operation at work station 170.
- Each clamp 5 includes a pair of jaws 54, 55 for grip the edge of a base coupon C essentially over the entire length of the latter in the direction of movement of the chain 1.
- Des vertical outer stops 52 directed upwards and integral with the lower jaw 54 ensure correct positioning of a coupon base which is gripped by a clamp 5 over a length L and a width l.
- the grip width prise of the jaws 54, 55 of each clamp 5 is between 3 and 5 mm.
- the length L of the jaws 54, 55 may for example be 70 mm for a coupon base with dimension in the direction of movement of the clamps of the order of 100 mm.
- the clamps 5 thus enclose a base coupon C over a length L which constitutes more than half the dimension of the coupon in the direction of movement of the clamps.
- Each clamp 5 has lateral fasteners 51 allowing a fixing, for example by a system of quick couplings, on the chain links 1.
- Fasteners 51 are arranged below the gripping plane of a basic coupon by the jaws 54, 55.
- Each clamp 5 which can for example be made of stainless steel, comprises a central spring 59 disposed between on the one hand a plate lower 56 made integral with the upper jaw 55 by lateral uprights 57 and on the other hand the underside of the jaw lower 54.
- the spring 59 can be held in the central position by a centering stud 53 secured to the underside of the lower jaw 54.
- the lateral fasteners 51 are connected to the lower jaw 54 by a connecting piece 50.
- FIG. 6A shows a clamp 5 in the closed position while the FIG. 6B shows a clamp 56 in the open position under the action of a thrust member 37 comprising for example a spherical head.
- the clamps 5 are actuated mechanically but they could also be actuated so magnetic, electromechanical or pneumatic.
- the means elastic return of the jaws 54, 55 included in the clamp 5 could be different from spring 59.
- the grip length L of a coupon C by the jaws 54, 55 constitutes a substantial portion of the length of the coupon C and it is essential that the pressure of the jaws 54, 55 be distributed over a marginal area of a coupon C in at least two regions distant from each other in the direction of scrolling of the coupons so that the times to avoid distortions of the basic coupons and to guarantee a safe keeping of these coupons.
- the internal bearing faces of the jaws 54, 55 can be provided with a coating promoting adhesion, for example under the form of a set of points distributed over the entire surface and made up for example with diamond powder.
- the jaws 54, 55 may however undergo a slight calibration so that the pressure exerted by the clamp on the card entered slightly stronger at both front and rear ends of the clamp.
- clamps 5 can be installed every ten links of a chain with a pitch of 12.7 mm or every 127 mm. Not constant between clamps 5, which corresponds to a constant whole number of links naturally depends on the size of the cards to be produced.
- the card manufacturing installations according to the invention can typically include for example between 20 and 80 clamps. It is so easy to quickly make small series of cards. The course complete with a clamp of all the workstations being lower at 3 minutes, the waiting time for a card of a new type is very reduced. In a stabilized production regime, the production rate can be in the order of 1,200 cards manufactured per hour.
- the clamps 5 can advantageously be provided with a set of coding marks, such as a barcode, which allows monitoring with precision the evolution of the clamp within the installation.
- Figure 3 shows an example of supply station 110 in basic coupons C from a strip of material B wound under the form of a coil 30 around a mandrel 31.
- the strip B can be in paper, plastic, photosensitive material of negative type or positive.
- the band B can in particular be formed by a material with a safety bottom.
- FIG. 3 it can be seen that the reel 30 for storing the tape B is supported by rollers 32.
- the support rollers could however also act directly on the mandrel 31, on both sides of the coil 30.
- the strip B from the coil 30 is pinched between a pair of superimposed cylinders 33 which constitute a pulling bridge motorized 33.
- a motorized cutter 34 is disposed between the pulling bridge motorized 33 and the path of the clamps 5 to ensure the cutting of a section of strip B which will constitute a basic coupon C seized by a clamp 5 whose opening is effected by a mechanism 36 opening / closing comprising a pusher head 37 acting on the clamp 5 and integral with a rod-crank system 38 driven by a motor 39 controlled synchronously with the advance of chain 1 and clamps 5 so as to allow the opening of a clamp 5 when it is temporarily stopped in front of supply station 110 to receive a basic coupon C cut by the cutter 34 of which the action is also synchronized with that of the advance of the clamps 5 and takes into account the information of an optical cell 35, for example a fiber optic reading cell, intended to control the position, with respect to pliers 5, of the base coupon C to be cut from the band B.
- an optical cell 35 for example a fiber optic reading cell
- band B already has information must be located at a specific location on each base coupon C
- multiple fiber optic reading cells can be used to detect not only a coupon length, but also the location of printed marks. In this case several operations of cutting can be provided if necessary.
- a supply station has been described with reference to FIG. 3 as a base coupon from a strip of material wound under the in the form of a coil 30.
- the supply station 110 could also, alternatively, include a basic coupon loader precut and destacking and / or gripping means such as suction cups to supply basic coupons from this charger, synchronized with the stop movements of the chain 1, each clamp located at the supply station 110.
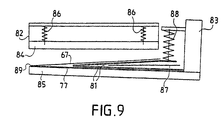
- the post 230 for pre-plasticization or preparation of a film wrapped in plastic material in the form of a wallet comprises upper rollers 60 and lower 70 for feeding strips of plastic material P 11 , P 12 perpendicular to the direction of travel of the link chain 1 fitted with clamps 5.
- the coils 60, 70 wound around mandrels 61, 71 are supported by rollers 62, 72 respectively which, according to a variant could act on the mandrels 61, 71 rather than on the coils 60,70.
- the lower strip P 12 is superimposed with the upper strip P 11 at the level of a roller 74. Only one of the longitudinal edges of the superimposed strips P 11 , P 12 passes through a heating shoe 65 before the superimposed strips are pinched and entrained in common by a pair of motorized rollers 66 which seal the two strips P 11 , P 12 on their first longitudinal edges so as to form a film film comprising upper faces 67 and lower 77 connected by an edge 89.
- the backing film 67, 77 is kept open by a shoe tree 81 and defines a free space into which a base coupon 87 held by a clamp 5 can be introduced from the rear.
- FIG. 29 shows a basic coupon P 1 held by a clamp 5 and inserted between the two sheets of a coated plastic film P 2 , the connecting edge D of which is located at the front, in the direction of scrolling of the coupons, so that the drive of the coupon P 1 by the clamp 5 secured to the chain 1 with indexed movement also causes the wallet or case P 2 enclosing the coupon P 1 , to a post next work consisting of a laminating station.
- the backing film 67, 77 enclosing a base coupon 87 held by a clamp 5 was released from the bands P 11 , P 12 using a shear-shaped cutting device acting transversely to the bands P 11 , P 12 .
- the cutting device may include a cutting counter blade 85 disposed under the shoe tree 81, a cutting blade 82 cooperating with the counter blade 85, and a plate 84 cooperating with springs 86 and coming to play the role of press film on film 67 during the operation of chopped off. Also seen in Figure 9 a spring 88 serving as a spring of the shoe tree 81 consisting of a V-shaped piece. counter blade 85 is mounted on a support 83 and provides space under the shoe tree 81 for the passage of the film 77.
- the face upper of shoe tree 81 descends with the shears under the action of the plate 84, which avoids deforming the upper film 67 relative to the film lower 77 when cutting with blade 85 and allows two sections of film cut 67, 77 of the same dimensions perfectly Bunk.
- the spring 88 makes it possible to raise the upper face of the shoe tree 81 between two cutting operations.
- the two plastic films P 11 , P 12 are advantageously made of polyester with a layer of polyethylene.
- the polyethylene layers are opposite.
- the heating shoe 65 is regulated in such a way that only the polyethylene is melted in order to then seal between the first longitudinal edges of the two films at the level of the cylinders 66.
- base coupon 87 can be paper or flexible plastic, but can also be rigid and made of any other material which may undergo plasticization.
- coupon 87 can consist of a rigid or semi-rigid card equipped with a chip integrated circuit and, where applicable, a wound antenna.
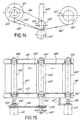
- the 240 laminator basically consists of two strips of perforated metal 528 which are welded or closed in zones of junction 529 (figure 20) so as to form endless bands indexed training.
- the 528 perforated endless belts are driven by four motorized cylinders 522, 523 arranged in pairs of which two non-opposing 522 cylinders are fitted laterally with sprockets (or “Caroll” wheels).
- the metal strips 528 are in contact, in their part upstream, with two regulated heating shoes 541, 542.
- a couple of rolling rollers 524, 525 is arranged after the shoes heaters 541, 542.
- Cooling shoes 551, 552 are in contact with metal strips 528 downstream of the cylinders rolling 524, 525.
- the metal strips 528 thus have a parallel path portion in which they enclose at least one card constituted by a wallet P 2 made of plastic material and its insert held by a clamp 515.
- Perforations of metal bands 528 and spiked wheels 522 allow to locate perfectly the 529 junctions of the bands 528 and thus ensure that these 529 junctions are localized, in the indexed motor movement, in space intermap. It can be noted that if the strips 528 were not perforated and controlled in their positioning by the 522 sprockets, the bands 528 would have junctions 529 which would be positioned randomly on the card to be laminated and would cause a fault in laminating making a mark.
- junctions 529 can be rigorously located in inter-card spaces (figure 18).
- the junctions 529 of the two endless metal strips 528 are preferably offset from each other by a distance d corresponding to one step or a whole number of steps of the clamps 515 ( Figure 20).
- the connecting elements of junctions 529 must themselves have a thickness less than that of a card (i.e. wallet and its insert) driven by a pair of bands metallic 528. In this way, one can obtain an icing and a very good flatness of the plastic card, thanks to the constant and rigorous maintenance between the two metal strips 528.
- the motorization of the laminator 240 is linked to the motorization of the main chain 1 with clamps 515, so that there is simultaneous advance and of the same amount of the roller chain 1 and the metal strips perforated 528.
- the pitch of the perforations of the bands 528 is advantageously the same as that of the drive chain of pliers 515.
- FIG. 17 shows the diagram of the general motorization 510 of the laminator 240 with a chain 501 driven by sprockets of motorization 502 associated with counter-rollers 503 and a roller reference 504.
- the reference 538 furthermore designates one of the motor gears of the rolling cylinders 524, 525.
- the references 526 and 527 in FIG. 18 also denote a spring and a adjusting screw of the pressure exerted on the cylinders of rolling 524, 525.
- Figures 18 and 19 show clogs as an example 541, 542 heating and 551, 552 cooling whose length roughly corresponds to that of two lengths of coupons, so as to double the length of stay coupons at these heating 541, 542 and cooling 551, 552.
- FIGS. 1 and 2 methods and identification card manufacturing facilities whereby the card personalization is carried out in a 120 station essentially using a printer to print before laminating data on the front and / or back of a card from files.
- a method and an installation for manufacturing cards secure identification according to which part of the personalization is transferred to the cards by a type process photographic and another part of the data is carried over to cards by a printing process. It is therefore essential to obtain good quality identification cards, regardless of the printing step done with care.
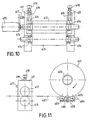
- systems are proposed to maintain constant or almost constant tension on the unwinding of a tape without the need to monitor the diameter of the reel to be unwound.
- a friction support comprising rollers 403 mounted on a support 404 and resting on a braking plate 405, acts on the coil 401 to simply avoid an untimely and random unfolding of the inertia coil.
- a similar system is applied, not directly to the coil 401, but to the mandrel 402 of it.
- the unwound 407 tape then passes between two rolls 412, 413 pressurized using a set screw system 418 and spring 419 acting relative to a support frame 411, in such a way that the pressure between the cylinders 412, 413 is necessary and sufficient to allow the rolling of these cylinders by the pulling action carried out on the strip 407 downstream of the cylinders 412, 413.
- At least one of the cylinders 412, 413 (cylinder 412) is equipped with a torque generator 415, which is connected to the shaft of the cylinder 412 by a coupling 416 and is connected to the chassis 411 by an anti-rotation support.
- the pulling torque at the cylinders 412, 413 is relatively zero and the tension of the belt at unwinding is almost zero.
- the efficiency of the constant web tension on unwinding is given by the presence of a 415 torque generator installed on the minus one of the shafts of cylinders 412, 413. It is possible the case install a torque generator on each of the shafts cylinders 412, 413, mounted using bearings 414 on the chassis 411.
- the torque generator 415 can be of the electromechanical type such as a powder coupler or a hysteresis brake. Such a type of torque generator, at a constant regulated voltage, delivers a constant output current determining a constant pulling torque. This type of torque generator can be adjusted by potentiometer on its control circuit, according to a sampling of value corresponding to his type.
- a torque generator can still be integrated inside the cylinder 412 or two torque generators can be integrated into the interior of the two cylinders 412, 413.
- a pair of cylinders 412, 413 equipped with at least one generator torque 415.
- the coating material of the cylinders 412, 413 is determined by the nature of the product to be unrolled.
- the diameter of the cylinders 412, 413 is itself determined by the tensile force to be obtained for the constant voltage and by the torque given by the generator 415.
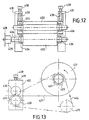
- Figures 12 and 13 show the implementation of a principle similar to the level of the winding of a product in strip 427 on a take-up mandrel 422 to form a coil 421, obtaining a constant voltage winding.
- the mandrel 422 of the coil 421 is driven from of a geared motor unit 425, for example by friction using a belt 424.
- the band 427 to be wound passes through a couple of cylinders 432, 433 mounted in a frame 431 in a manner analogous to cylinders 412, 413 of the unwinding device of FIGS. 10 and 11.
- the cylinder shafts 432, 433 are thus mounted using bearings 434 in the frame 431 and adjustment screws 438 associated with springs 439 for adjusting the pressure exerted by the cylinder 432 on the cylinder 433.
- a torque generator 435 is linked by a coupling 436 to the cylinder shaft 433.
- the torque generator 435 is rotated, for example using a pulley 428, by the belt 434 from the gearmotor group 425.
- the coil 421 is thus rotated by a transmission like that of the torque generator 425, from the same geared motor group 425.
- torque generator 435 in Figure 12 can be chosen according to the same criteria as for the 415 torque generator Figure 10.
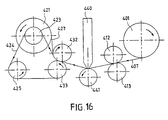
- FIG. 16 There is shown in Figure 16, by way of example, so schematic, a printer with a 440 print head acting on a printing ribbon comprising an upstream portion 407 unwound from a reel 401 to be introduced on a counter-roller 441 in front of the print head 440 and a downstream portion 427 which, after being passed in front of the print head 440 is wound on a spool 421.
- a tension is maintained constant for strip sections 407 and 427 thanks to a combination of the devices described above with reference to Figures 10 to 13.
- the device of FIG. 16 is adapted to the case where for the coils 401 and 421 there is a big difference between the diameter of the coils and the diameter of the empty coils.
- a winding device can be used and simplified procedure (Figures 14 and 15) which contributes to reducing the voltage variations of sections 407 ′, 427 ′ of the printing ribbon situated upstream and downstream of the printhead 440 ', while using a less complex mechanism than that represented on the whole of the Figure 16 and Figures 10 to 13.
- the print ribbon passes between the print head 440 'and a counter roller 441' in the same way as in the device of figure 16, but the pairs of rollers 412, 413 and 432, 433 of the Figure 16 are deleted.
- the associated 415 'and 435' torque generators to the unwinding and winding devices are then installed directly respectively on the mandrels 402 ', 422' of the coils 401 ', 421 'mounted using bearings 414', 434 'on the support frame 411'.
- the torque generator 415 ' is connected by a coupling 416 'to the shaft 402' and comprises a member anti-rotation 417 'cooperating with the frame 411'.
- the torque generator 435 ' is connected by a coupling 436 'to the shaft 422' and further comprises a pulley 423 'allowing motorization via a belt 424 'and a pulley 428' driven by a motorisation member 425 'which also contributes to driving the counter-roller shaft 441', mounted on the support frame 411 'using bearings 434'.
- these torque generators could be incorporated inside the shafts of the affected cylinders or coils.
- the installation 300 of FIG. 21 is remarkable in particular in that it includes an auxiliary chain closed with links 11 driven by motorized pinions 12 indexed and equipped with a set of auxiliary clamps 15 mounted with a constant pitch on links of the auxiliary chain 11.
- the auxiliary clamps 15 can have a configuration completely similar to that of the clamps 5 described in reference to Figures 4, 5 and 6A, 6B.
- the length L of jaws of the pliers 15 may be different from that of the jaws of the clamps 5 mounted on the main chain 1.
- the length L of the jaws clamps 5, 15 is in fact adapted to the size of the coupons base to be gripped by these pliers.
- the main closed chain with links 1, equipped with a set of main pliers 5 mounted with a constant pitch on links the main chain 1 is analogous to the description which has been made previously with reference to Figures 1 and 2.
- the main chain 1 is however driven by motorized pinions 2 indexed, in synchronism with the auxiliary chain 11.
- the auxiliary chain 11 which in the installation described is intended to ensure the transport of a basic coupon N consisting of a photosensitive element such as a film or negative paper, consists of a roller chain equipped with 20 clamps 15 mounted at regular intervals of 127 mm corresponding to a constant step of 10 links of a chain with a step of 12.7 mm.
- the main chain 1, which in the installation described is intended for ensure the transport of positive basic coupons P of paper or material plastic on which information must be reported personalized, in particular from basic negative coupons N, can be constituted by a roller chain equipped with 60 clamps 5 mounted at regular 127 mm intervals corresponding to one step constant of 10 links in a chain with a pitch of 12.7 mm. It is naturally possible to modify these values according to envisaged applications, and in particular depending on the size of the basic coupons and the number of workstations, as soon as one keeps advances indexed and synchronized in constant steps with temporary stops for processing coupons at the various level personal work places.
- an installation implement two chains 1.11 and the set of workstations which will described with reference to FIG. 21, may include a means of general motorization constituted by a motor-reduction unit - indexer relatively reduced power, for example 0.18 kW.
- the cost operating a machine such as installation 300 with a single electrical energy can be reduced and correspond to consumption of electrical energy not exceeding 2 to 3 kWh.
- the production rate of cards can be for example of around 1200 cards / hour with a compact installation 300 of which all the organs of the different workstations can be mounted on a same chassis 101 constituted for example essentially by a plate vertical with a thickness of about 15 mm and the length and height may be of the order of 1800 mm.
- the chassis 101 is thus compact and can be mounted if necessary on a mobile frame which allows easy movement of the machine 300.
- the auxiliary chain equipped with pliers 15 moves in front of a 310 supply station photosensitive negative coupon N, which may have a structure similar to that of supply station 110 already described in reference to figure 1 and allows entry of an individual negative coupon N by pliers 15.
- the auxiliary chain 11 then passes in front of a station 320 photographic shooting to transfer data personalized, in particular graphic data such as ID photograph, on the photosensitive negative coupon N from of information available in a database.
- this negative coupon N is brought to a post 330 of development where the negative coupon N is developed by dipping in an activator or developer bath.
- the length of the development 330 is adapted to the time required to reveal the negative coupon N. So this development station 330 can be extended if necessary on several steps ahead of the auxiliary chain 11 to keep the negative coupon N in contact with the activator bath for several successive steps in advance of the clamps 15.
- the auxiliary chain 11 then arrives at a station 342 of pressure overlay of negative coupon N with base coupon positive P supplied from a coupon supply station 110 positive base P where the positive basic coupons are entered by clamps 5 mounted on the main chain 1.
- the main chain 1 moves itself successively in front of post 110 for the supply of a positive basic coupon P (which can be carried out in accordance with the description previously given in reference to Figure 3 but could also include a charger pre-cut basic coupons), the 342 overlay item under pressure of a negative coupon N with a positive basic coupon P (which will be described in more detail with reference to FIGS. 22 to 24), a station 343 automatic opening of the gripper 15 carrying a coupon negative N in order to release this negative coupon N superimposed on a coupon positive P and a 350 transfer-development zone in which the negative coupon N is held in position by capillary adhesion on the positive coupon P itself transported by pliers 5 of the chain main 1, so that an image transfer is performed photo of the negative coupon N on the positive coupon P.
- a positive basic coupon P which can be carried out in accordance with the description previously given in reference to Figure 3 but could also include a charger pre-cut basic coupons
- the 342 overlay item under pressure of a negative coupon N with a positive basic coupon P (which will be described in
- the chain 1 then arrives at a 360 post to withdraw the negative coupon N by mechanized detachment of this negative coupon N compared to the coupon positive P and evacuation of the negative coupon N in a base 361.
- the chain main 1 then goes past a coupon washing station 370 positive P by soaking in a water bath, a first station 371 spinning through a pair of motorized cylinders, a station 372 of stabilization by soaking in a stabilizing bath, a second station 373 spin through a pair of motorized cylinders and a 380 station for example through a heated and ventilated tunnel.
- the positive coupon P personalized by the presence of an image photographic which may only fill a limited area of the positive coupon P, intended for example for an identity photograph, or which can contain all alphanumeric and graphic information necessary for personalization, can then be processed in a way similar to what has been described above with reference to FIG. 2.
- a station printing device 120 comprising a first printing device 121 on the front of a coupon P and a second printing device 122 on the back of a coupon P, a station 230 for training a case in plastic from stocks 231, 232 of upper and lower bands plastic material, a plasticizing station 240, a station 170 of card cutting, a mat 180 for receiving finished cards can be associated with a stacker, and a skeleton receiving tray 290 consisting of the remnants of coupon P after cutting at the cutting station 170, the opening of the clamp 5 holding this skeleton can be done automatically in front of bin 290 to release this skeleton.
- This way automatic clamp opening can be achieved simply by generator of a rotating cylinder which raises the bottom plate 56 of the clamp for example at the level of a sprocket for returning the chain 1 to the first workstation 110.
- FIG. 21 A more specific representation of this is shown in FIG. 21.
- the peripheral part of the rotating cylinder 343 synchronized with the advance of the chain 11 acts on a clamp 15 to open the latter after the step of superimposing the negative coupon N with the positive coupon P for allow training, by a single clamp 5 of the main chain 1, of the positive coupon P to which is superimposed, while slightly overflowing laterally, the negative coupon N.
- the reference 341 designates a coating roller the front of the positive coupon P in activator product taken for example in the tank used for wetting the negative coupon N in the development 330.
- the wetting device 341 is located just in upstream of the station 342 at the level of which the chains 1 and 11 become neighbors to allow the superimposition of a positive coupon P and a negative coupon N.
- FIG. 29 illustrates the layering of a negative coupon N with a positive receiving coupon P, then the release of the negative coupon N by the clamp 15, the negative coupon N remaining superimposed on the positive coupon P and only the part previously held by the clamp 15 projecting laterally.
- FIG. 29 shows the separation of the negative N after transfer of the photographic image to the positive coupon P 1 , then the combination of a plastic wallet P 2 and a personalized positive coupon P 1 for a plasticization operation before cutting a P 3 card and discarding the residual P 4 skeleton.
- the cost of the films constituting the negative coupons N is generally higher than the cost of the materials constituting the positive coupons P. It is thus possible to use negative coupons N small corresponding to the dimensions necessary for the reproduction of a graphic image such as an identity photograph, and to reproduce by photographic transfer on a positive coupon only this identity photograph occupying only a fraction of the surface of the P positive coupon, and complete the personalization of the P positive coupon on the parts not occupied by photography exclusively by a printing means in a station such as station 120 which can be constituted for example by a thermal or jet type printer ink.
- FIGS 22 to 24 illustrate an example of station 342 of pressure superimposition of a negative coupon N maintained by a clamp 15 of the auxiliary chain 11 and a positive coupon P maintained by a clamp 5 of the main chain 1 equipped with a motorized pinion 42.
- This stacking station essentially comprises two cylinders of transfer-press 41,45 superimposed mounted on shafts 41A, 45A respectively.
- the shaft 45A is mounted on a bearing box 47 which is set pressure, against the support 46 of the shaft 41A secured to the frame 101 of the machine, by a tension spring 69.
- the cylinder 41 integral with the pinion 42 forming a motorization socket and a motorization gear 43, is rotated around the fixed shaft 41A on which the cylinder 41 and the gear 43 are mounted by means of bearings 68.
- the cylinder 45 is itself driven in rotation by its integral shaft 45A a motorization gear 44 in engagement with the gear 43.
- the pressure exerted between the two cylinders 41, 45 by the spring 69 is relatively consistent and can cause a slightly offset positioning of the negative coupon N on the positive coupon P.
- This opening is achieved for example thanks to the setting work of cams 48, 49 mounted on the motorization gears 43, 44 and at least one of which has a spacer boss 64 (FIG. 23).
- a light 63 is formed on the cam 48 to ensure an adjustment of the angular position.
- the cycled ratio of the motorized gears 43, 44 allows to synchronize the synchronism of the opening of the rollers 41, 45 with the arrival of a negative coupon N.
- a similar device can be used at the level a printer, such as those illustrated in FIGS. 14, 15 and 16, to let a basic coupon enter under the print head 440, 440 'which comes to apply by pressure a thermal printing ribbon on a basic coupon moving on a counter roller 441, 441 '.
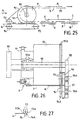
- the mechanical detachment of the negative coupon N at item 360 can be realized for example from the as illustrated in Figures 25 to 27, using a set of three small motorized belts 93A, 94A with circular section acting on the edge of the negative coupon N previously clamped in pliers 15 of the chain auxiliary 11 and projecting slightly from the positive coupon P on the side opposite to the clamp 5 for holding the positive coupon P.
- Figure 25 shows the path 99 of the links of the main chain 1 carrying pliers (symbolized by a vertical line), separated by one step E, supporting positive coupons P.
- a pinion 91 for driving the chain 1 serving as motorization socket for a pulley 92 is mounted at using bearings 90A on a shaft 90 secured to the frame 101 of the machine.
- Pulley 92 has two adjacent grooves having a diameter corresponding to the original diameter of the grippers 5 driven around the pinion 91.
- the shaft 90 carries on the side opposite to the frame 101, a plate 98 on which are fixed (by means of bearings 98A), a small pulley 93 with two grooves and two small upstream pulleys 95 and downstream 94 at a gorge.
- a pair of gears 96, 97, coaxial with small pulleys 93, 94 ensures the motorization of the small pulley 94 to from the movement of the small pulley 93 itself driven by the main pulley 92 of large diameter.
- the different pulleys 92, 93, 94, 95 have grooves for receiving belts 93A, 94A having a circular section whose diameter can be for example of the order of 3 mm.
- the edge of the negative coupon N is effectively pinched without sliding between the two upper round belts 93A engaged on pulleys 92 and 93 and the lower round belt 94A engaged on pulleys 94 and 95.
- the coupon negative is then automatically removed by pinching between the three belts 93A, 94A while the positive coupon P which is indented by compared to the pulleys 92, 93, 94, 95, continues its journey with the clamp 5 the along chain 1.
- the grippers 5, 15 for gripping the coupons or formats C, P, N involved in the card manufacturing process can be provided with a code, such as a bar code, which allows, by reading the code of each clamp at the level of the different work stations, to locate at any time in the machine, the card being produced.
- a code such as a bar code
- reading the code of pliers 5, 15 at a customization 120, 320 allows to control during production the applications of personalized identification data and avoids any error even when various personalization data (for example example postponement of identity photograph, printing of the front of a card, printing the back of a card) are inserted on a card different workstations 320, 121, 122 from file different data.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Credit Cards Or The Like (AREA)
- Making Paper Articles (AREA)
- Cash Registers Or Receiving Machines (AREA)
- Telephonic Communication Services (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Electrophonic Musical Instruments (AREA)
- Punching Or Piercing (AREA)
- Reverberation, Karaoke And Other Acoustics (AREA)
- Devices For Checking Fares Or Tickets At Control Points (AREA)
- Bakery Products And Manufacturing Methods Therefor (AREA)
- Breeding Of Plants And Reproduction By Means Of Culturing (AREA)
- Control Of Metal Rolling (AREA)
Abstract
Description
La présente invention a pour objet une installation de fabrication de coupons personnalisés comprenant un ensemble de postes de travail avec au moins un poste d'approvisionnement en coupons de base, un poste de personnalisation des coupons de base et un poste de découpage des coupons de base personnalisés, et un système de transport des coupons de base entre les différents postes de travail.The subject of the present invention is a plant for manufacturing personalized coupons including a set of workstations with at least one basic coupon supply station, one post for personalizing basic coupons and a post for cutting of personalized basic coupons, and a system of transport of basic coupons between different work stations.
L'invention concerne également un procédé de fabrication à la chaíne de coupons personnalisés comprenant au moins une étape d'approvisionnement en coupons de base à un premier poste de travail, une étape de personnalisation des coupons de base à un deuxième poste de travail et une étape de découpe des coupons de base personnalisés à un troisième poste de travail, les coupons de base étant transportés successivement d'un poste de travail à l'autre.The invention also relates to a method of manufacturing by personalized coupon chain comprising at least one step supply of basic coupons to a first work station, a step of personalizing the basic coupons at a second station of work and a step of cutting the basic personalized coupons to a third work station, the basic coupons being transported successively from one workstation to another.
On a déjà proposé différents types de procédés et d'installations de fabrication de documents personnalisés tels que des cartes d'identification, notamment de cartes d'identification sécurisées, telles que des cartes d'identité, des permis de conduire, des cartes bancaires, des cartes de sécurité sociale, des badges. De telles cartes d'identification comportent un support ou coupon de base, par exemple en papier ou en matière plastique, sur lequel sont reportées différentes informations de personnalisation, telles que des informations utilisant des caractères alphanumériques ou des informations utilisant des images photographiques. Les informations de personnalisation diffèrent d'une carte à l'autre. Des éléments sécuritaires peuvent être en outre adjoints aux coupons de base, ou à des feuilles additionnelles combinées aux coupons de base, par exemple à l'aide d'encres chimiques, de vernis UV, de luminophores, d'embossages. Enfin, les coupons de base personnalisés et sécurisés font souvent l'objet d'une plastification.Various types of processes and installations have already been proposed. manufacture of personalized documents such as cards identification, including secure identification cards, such as identity cards, driver's licenses, bank cards, social security cards, badges. Such identification cards have a basic support or coupon, for example made of paper or plastic material, on which various information of personalization, such as information using characters alphanumeric or information using images Photographic. Personalization information differs from card to another. Security elements can also be added basic coupons, or additional sheets combined with basic coupons, for example using chemical inks, UV varnish, phosphors, embossing. Finally, the basic coupons Personalized and secure are often subject to laminating.
Les installations existantes présentent généralement une grande complexité, notamment du fait des problèmes de synchronisation des différentes opérations successives conduisant à des cartes finies. Il convient en effet d'éviter tout décalage dans les opérations successives notamment d'impression ou découpe des différentes cartes fabriquées successivement sur une même installation.Existing installations generally have a large complexity, especially due to synchronization problems different successive operations leading to finished cards. he indeed, avoid any delay in successive operations especially printing or cutting of the different cards produced successively on the same installation.
Les procédés connus de fabrïcation de cartes d'identification impliquent par ailleurs des pertes importantes de produits consommables (bandes de papier ou matière plastique devant recevoir les informations personnalisées, bandes de matière plastique pour l'opération de plastification), notamment du fait des longueurs d'amorçage nécessaires pour assurer le réglage des Installations. Il s'ensuit que ces installations connues ne sont pas adaptées à la fabrication de petites séries de cartes, dès lors qu'elles impliquent pour chaque série de fabrication des pertes de produits significatives et un temps de traitement relativement long.Known methods of manufacturing identification cards also involve significant losses of consumables (strips of paper or plastic to receive information customized, plastic bands for the operation of plasticization), in particular because of the necessary lengths of priming to ensure the adjustment of the Installations. It follows that these installations known are not suitable for the manufacture of small series of cards, since they involve for each production series losses of significant products and a relatively long processing time.
Les installations existantes ne se prêtent pas non plus facilement à une modification de leurs caractéristiques du fait d'un manque de caractère modulaire.Nor do existing facilities lend themselves easily to a change in their characteristics due to a lack of modular character.
Le document EP-A-0 364 730 décrit
une installation de fabrication de coupons peronnalisés
telle que décrite dans le préambule de la revendication 1,
et un procédé de fabrication de ces coupons
tel que decrit dans le préambule de la revendication 29.The document EP-A-0 364 730 describes
a facility for manufacturing personalized coupons
as described in the preamble of
L'invention vise à remédier aux inconvénients précités et à permettre la fabrication de coupons personnalisés tels que des cartes d'identification d'excellente qualité, notamment de cartes sécurisées, à un coût réduit et avec une grande souplesse d'adaptation à des procédés de fabrication différents.The invention aims to remedy the aforementioned drawbacks and to allow the manufacture of personalized coupons such as cards of excellent quality identification, including secure cards, to a reduced cost and with great flexibility of adaptation to different manufacturing.
L'invention vise en particulier à garantir le fonctionnement d'une installation de fabrication de cartes sans que des décalages ou défauts se produisent en cours de production.The invention aims in particular to guarantee the operation of a card manufacturing facility without any lags or faults produce during production.
L'invention vise également à permettre de réaliser rapidement et sans pertes de matière première, la fabrication de petites séries de cartes d'identification personnalisées et sécurisées.The invention also aims to allow rapid and without loss of raw material, the production of small series of cards personalized and secure identification.
Ces buts sont atteints, conformément à l'invention, grâce à une installation de fabrication de coupons personnalisés tels que des cartes d'identification comprenant un ensemble de postes de travail avec au moins un poste d'approvisionnement en coupons de base, un poste de personnalisation des coupons de base et un poste de découpage des coupons de base personnalisés, et un système de transport des coupons de base entre les différents postes de travail, caractérisée en ce que le système de transport des coupons de base comprend un carrousel comportant au moins une chaíne à maillons entraínée par des pignons motorisés de façon indexée, et un ensemble de pinces montées avec un pas constant sur des maillons de la chaíne et coopérant avec des moyens d'ouverture/fermeture placés à poste fixe, pour saisir chacune individuellement un coupon de base, transporter ce coupon de base entre des postes de travail et décharger ce coupon de base dans un poste de récupération de produit fini ou semi-fini en tant que carte d'identification personnalisée, chaque pince comportant une paire de mâchoires pour enserrer une zone marginale d'un coupon de base au moins en deux régions de celle-ci qui sont distantes l'une de l'autre dans le sens de déplacement de la chaíne, et des butées extérieures solidaires de l'une ou l'autre des mâchoires pour positionner latéralement le coupon de base saisi entre lesdites mâchoires.These objects are achieved, in accordance with the invention, thanks to a installation for manufacturing personalized coupons such as cards identification including a set of workstations with at minus one basic coupon supply station, one personalization of basic coupons and a cutting station for basic personalized coupons, and a coupon transport system basic between the different work stations, characterized in that the basic coupon transport system includes a carousel comprising at least one link chain driven by pinions indexed motorized, and a set of pliers mounted with a not constant on links in the chain and cooperating with means opening / closing fixed position, to enter each individually a basic coupon, transport this basic coupon between workstations and unload this basic coupon at a workstation recovery of finished or semi-finished product as identification card customized, each clamp having a pair of jaws for enclose a marginal area of a basic coupon at least in two regions thereof which are distant from each other in the direction of displacement of the chain, and external stops integral with one or the other of the jaws to position the base coupon laterally gripped between said jaws.
Les pinces peuvent être actionnées de façon mécanique, électromécanique, magnétique ou pneumatique.The grippers can be actuated mechanically, electromechanically, magnetic or pneumatic.
Selon un mode de réalisation particulier, chaque pince comporte des attaches latérales sur la chaíne à maillons disposées au-dessous du plan de saisie du coupon de base par les mâchoires.According to a particular embodiment, each clamp has lateral fasteners on the link chain arranged below the plan for gripping the base coupon by the jaws.
Chaque pince comporte un ressort central disposé entre d'une part une plaque inférieure rendue solidaire de la mâchoire supérieure, et d'autre part la face inférieure de la mâchoire inférieure.Each clamp has a central spring arranged between on the one hand a lower plate made integral with the upper jaw, and on the other hand the underside of the lower jaw.
Avantageusement, chaque pince comprend des butées extérieures verticales dirigées vers le haut et solidaires de la mâchoire inférieure.Advantageously, each clamp comprises external stops vertical directed upwards and integral with the lower jaw.
De préférence, la largeur de prise des mâchoires de chaque pince est comprise entre 3 et 5 mm.Preferably, the grip width of the jaws of each clamp is between 3 and 5 mm.
Selon un mode de réalisation particulier, le moyen d'ouverture/fermeture de pince comprend un poussoir mécanique solidaire d'un mécanisme de type bielle-manivelle.According to a particular embodiment, the means clamp opening / closing includes a mechanical push button a rod-crank type mechanism.
Selon un autre mode de réalisation particulier, le moyen d'ouverture/fermeture de pince comprend une génératrice de cylindre en rotation.According to another particular embodiment, the means clamp opening / closing includes a cylinder generator in rotation.
Selon un aspect particulier de la présente invention, le poste d'approvisionnement en coupon de base comprend un poste de transfert-coupe pour transférer au niveau d'une pince un tronçon d'une bande disposée transversalement par rapport à la chaíne et comportant une succession de tronçons constituant des coupons de base.According to a particular aspect of the present invention, the station Basic coupon supply includes transfer-cut station to transfer a section of a strip to a clamp arranged transversely to the chain and having a succession of sections constituting basic coupons.
De façon plus particulière, le poste d'approvisionnement comprend des moyens de support d'une bobine de stockage de ladite bande, une paire de cylindres superposés entre lesquels est pincée la bande issue de la bobine et qui constituent un pont de tirage motorisé, un massicot motorisé disposé entre le pont de tirage motorisé et le trajet des pinces et une cellule optique pour contrôler l'arrivée en regard des pinces des coupons de base à découper par le massicot à partir des tronçons de la bande et destinés à être saisis par les pinces actionnées par des moyens d'ouverture/fermeture de pince disposés au voisinage du poste d'approvisionnement et synchronisés avec l'avance indexée de la chaíne à maillons.More specifically, the supply station includes means for supporting a reel for storing said tape, a pair of superimposed cylinders between which the strip coming from the reel and which constitute a motorized pulling bridge, a cutter motorized disposed between the motorized pulling bridge and the path of the clamps and an optical cell to control the arrival opposite the clamps of the basic coupons to be cut by the cutter from the sections of the strip and intended to be gripped by grippers actuated by means opening / closing of clamps arranged in the vicinity of the station and synchronized with the indexed advance of the chain with links.
Le poste d'approvisionnement peut aussi comprendre un chargeur de coupons de base prédécoupés et des moyens de préhension, par exemple de type à ventouses, pour approvisionner en un coupon de base une pince située au niveau du poste d'approvisionnement pendant chaque temps d'arrêt opérationnel du fonctionnement cyclique de l'installation.The supply station can also include a charger pre-cut basic coupons and gripping means, for example example of suction cup type, to supply a basic coupon a clamp located at the supply station for each operational downtime of the cyclic operation of installation.
L'installation selon l'invention comprend avantageusement des repères de codage sur chacune des pinces.The installation according to the invention advantageously comprises coding marks on each clamp.
Au moins un poste de personnalisation des coupons de base peut être constitué par un poste d'impression individualisée d'au moins une face des coupons de base transportés par les pinces.At least one basic coupon personalization station can be made up of an individualized printing station of at least one face of the basic coupons transported by the pliers.
Selon un mode de réalisation particulier, l'installation de fabrication de cartes comprend un poste de pré-découpe des coupons de base personnalisés, un mécanisme à ventouses de transfert individuel des coupons de base personnalisés prédécoupés vers un poste de plastification alimenté par des bandes supérieure et inférieure de matière plastique introduites parallèlement au sens de déplacement des coupons de base personnalisés prédécoupés, et un poste de découpe et de récupération des cartes personnalisées finies avec évacuation et enroulement dans un poste de formation d'une bobine de squelette résiduel des bandes de matière plastique après découpe des cartes personnalisées finies. According to a particular embodiment, the manufacturing installation of cards includes a station for pre-cutting the basic coupons customized, a suction cup mechanism for individual transfer of basic personalized coupons precut to a post lamination fed by upper and lower strips of material plastic introduced parallel to the direction of movement of the coupons basic pre-cut, and a cutting and recovery of finished personalized cards with evacuation and winding in a training station of a skeleton coil residual plastic strips after cutting cards custom finished.
Dans ce cas, le poste de plastification peut comprendre une paire de sabots chauffants disposés au niveau de l'introduction d'un coupon de base personnalisé prédécoupé entre lesdites bandes supérieure et inférieure de matière plastique, deux paires de cylindres motorisés et mis en pression pour assurer un laminage et un scellement d'un coupon de base personnalisé prédécoupé avec les bandes supérieure et inférieure de matière plastique, et des ventilateurs de refroidissement.In this case, the laminating station can include a pair heating shoes arranged at the level of the introduction of a custom base precut between said upper bands and lower plastic, two pairs of motorized cylinders and put in pressure to ensure a rolling and sealing of a coupon custom base precut with top and bottom bands plastic, and cooling fans.
Selon un autre mode de réalisation particulier, l'installation de fabrication de cartes comprend un poste de pré-plastification avec des rouleaux supérieur et inférieur d'alimentation en bandes de matière plastique perpendiculairement au sens de défilement de la chaíne à maillons pour former un portefeuille enveloppant un insert constitué d'un coupon de base personnalisé prédécoupé maintenu par une pince, et un poste de plastification agissant sur l'ensemble constitué par ledit portefeuille et son insert maintenu par une pince.According to another particular embodiment, the installation of card manufacturing includes a pre-laminating station with upper and lower rolls for feeding strips of material plastic perpendicular to the direction of travel of the chain links to form a portfolio enveloping an insert consisting of pre-cut personalized base coupon maintained by a clamp, and a plasticizing station acting on the assembly constituted by said wallet and its insert held by a clamp.
Le poste de pré-plastification comprend un dispositif d'alimentation de deux bandes de matière plastique avec passage d'un seul premier bord longitudinal de chacune des bandes à travers un sabot chauffant avant l'entraínement des deux bandes à travers une paire de rouleaux motorisés qui assurent le scellage des deux bandes sur leurs premiers bords longitudinaux pour former un film dossé maintenu ouvert par un embauchoir avant de recevoir ledit insert et de constituer un portefeuille après découpe par un dispositif de découpe transversale du film dossé pour former un sandwich entraíné par l'insert central maintenu par une pince vers un poste de plastification.The pre-laminating station includes a feeding device of two strips of plastic material with the passage of a single first longitudinal edge of each of the strips through a heating shoe before the training of the two bands through a pair of rollers motorized which ensure the sealing of the two bands on their first longitudinal edges to form a backing film held open by a shoe tree before receiving said insert and building a portfolio after cutting by a transverse cutting device of the film backing to form a sandwich driven by the central insert held by a clamp to a laminating station.
Avantageusement, les bandes de matière plastique sont constituées chacune par un film en un matériau de base tel que le polyester muni d'une couche d'enduction compatible avec l'insert et favorisant le thermoscellage, tel que du polyéthylène et les bandes de matière plastique supérieure et inférieure comportent leurs couches d'enduction en regard l'une de l'autre.Advantageously, the plastic strips are each consisting of a film of a basic material such as polyester provided with a coating layer compatible with the insert and promoting heat sealing, such as polyethylene and upper and lower plastic have their layers of coating facing each other.
Selon un mode particulier de réalisation, l'installation de fabrication de cartes comprend un poste de plastification comprenant des première et deuxième bandes métalliques perforées et soudées sans fin motorisées par un ensemble de quatre cylindres dont deux cylindres non antagonistes sont équipés latéralement de roues à picots, les première et deuxième bandes métalliques présentant une portion de trajet parallèle dans laquelle elles enserrent au moins un ensemble constitué par ledit portefeuille et son insert maintenu par une pince, cette portion de trajet parallèle comportant successivement des sabots chauffants, une paire de cylindres de laminage et des moyens de refroidissement.According to a particular embodiment, the manufacturing installation of cards includes a laminating station comprising first and second motorized endless perforated and welded metal strips by a set of four cylinders including two non-opposing cylinders are laterally fitted with sprockets, the first and second metal strips having a parallel path portion in which they enclose at least one assembly constituted by said wallet and its insert held by a clamp, this portion of the path parallel successively comprising heating shoes, a pair of rolling rolls and cooling means.
La motorisation des organes d'entraínement du poste de plastification est synchronisée avec la motorisation indexée de la chaíne principale de transport des pinces de telle manière que les bandes métalliques perforées et la chaíne à maillons avancent simultanément de la même quantité.The motorization of the drive members of the plasticization is synchronized with the indexed motorization of the chain main transport clamps so that the bands of perforated metal and the link chain advance simultaneously the same amount.
Avantageusement, les première et deuxième bandes métalliques sans fin perforées présentent des moyens de fermeture de bande dont l'épaisseur est inférieure à celle de l'ensemble constitué par un portefeuille et son insert, et qui sont disposés de façon décalée sur les première et deuxième bandes métalliques de manière à se situer dans des espaces libres entre deux ensembles successifs comprenant un portefeuille et son insert.Advantageously, the first and second metal strips endless perforated have tape closure means including the thickness is less than that of the assembly constituted by a wallet and its insert, and which are arranged offset on the first and second metal strips so as to be located in free spaces between two successive sets comprising a wallet and insert.
De préférence, le pas de perforation des bandes métalliques est identique au pas de la chaíne à maillons équipée de pinces.Preferably, the pitch of perforation of the metal strips is identical to the pitch of the link chain fitted with pliers.
Selon un autre mode de réalisation particulier, l'installation de fabrication de cartes comprend une chaíne auxiliaire fermée à maillons entraínée par des pignons motorisés de façon indexée et équipée d'un ensemble de pinces auxiliaires montées avec un pas constant sur des maillons de la chaíne auxiliaire et une chaíne principale fermée à maillons entraínée par des pignons motorisés de façon indexée, en synchronisme avec la chaíne auxiliaire et équipée d'un ensemble de pinces principales montées avec un pas constant sur des maillons de la chaíne principale.According to another particular embodiment, the installation of card manufacturing includes a closed auxiliary link chain driven by indexed motorized gears and equipped with a set of auxiliary clamps mounted with constant pitch on links of the auxiliary chain and a closed main chain with links driven by indexed motorized gears, in synchronism with the auxiliary chain and equipped with a set of main pliers mounted with a constant step on links of the main chain.
Dans ce cas, dans une application à une installation de fabrication de cartes permettant d'introduire des données personnalisées par photographie, la chaíne auxiliaire se déplace successivement devant un poste d'approvisionnement en coupon négatif photosensible, un poste de prise de vue photographique pour transférer des données personnalisées sur le coupon négatif photosensible, un poste de développement du coupon négatif par trempage dans un bain d'activateur, et un poste de superposition sous pression du coupon négatif avec un coupon de base positif alimenté à partir d'un poste d'approvisionnement en coupon de base positif, et des moyens d'ouverture/fermeture de pince sont disposés au moins au niveau du poste d'approvisionnement en coupon négatif et au niveau du poste de superposition du coupon négatif avec un coupon de base positif.In this case, in an application to a manufacturing facility cards allowing the introduction of personalized data by photograph, the auxiliary chain moves successively in front of a photosensitive negative coupon supply station, a photographic shooting to transfer personalized data on the negative photosensitive coupon, a development station for the negative coupon by soaking in an activator bath, and a pressure overlay of negative coupon with base coupon positive fed from a coupon supply station positive base, and clamp opening / closing means are arranged at least at the negative coupon supply item level and at the negative coupon overlay station with a coupon basic positive.
La chaíne principale se déplace successivement devant au moins un poste d'approvisionnement en coupon de base positif, un poste de prémouillage, un poste de superposition sous pression d'un coupon négatif avec un coupon de base positif, une zone de transfert-développement dans laquelle le coupon négatif est superposé au coupon de base positif pour permettre un transfert d'image du coupon négatif sur le coupon de base positif, un poste de retrait du coupon négatif par décollement mécanisé de celui-ci par rapport au coupon positif de base, un poste de lavage du coupon positif par trempage dans un bain d'eau, un premier poste d'essorage, un poste de stabilisation par trempage dans un bain stabilisateur, un deuxième poste d'essorage et un poste de séchage.The main chain moves successively in front of at least a positive basic coupon supply item, a pre-wetting, an overlay station under pressure of a coupon negative with a positive base coupon, a transfer-development zone in which the negative coupon is superimposed on the coupon positive base to allow image transfer from negative coupon to the positive base coupon, a negative coupon withdrawal item by mechanized separation of the latter from the basic positive coupon, a positive coupon washing station by soaking in a water bath, a first spinning station, a stabilization station by soaking in a stabilizing bath, a second wringing station and a drying station.
De façon plus particulière, le poste de superposition sous pression d'un coupon négatif et d'un coupon de base positif comprend une paire d'engrenages de motorisation équipés de cames d'écartement et solidaires des arbres de transmission d'une paire de cylindres de pressage-transfert entre lesquels sont introduits en superposition un coupon négatif et un coupon de base positif maintenus respectivement par des pinces entraínées par la chaíne auxiliaire et la chaíne principale, l'une desdites cames d'écartement étant pourvue d'une lumière de position angulaire et d'un bossage d'écartement.More specifically, the pressure stacking station a negative coupon and a positive basic coupon includes a pair motorized gears fitted with spacing cams and integral with the transmission shafts of a pair of cylinders press-transfer between which a superimposed negative coupon and a positive base coupon maintained respectively by clamps driven by the auxiliary chain and the main chain, one of said spacing cams being provided with a light angular position and a spacer boss.
Selon un autre mode de réalisation particulier, le poste de retrait du coupon négatif par décollement mécanisé comprend un jeu de trois courroies rondes motorisées agissant sur un bord du coupon négatif précédemment serré dans une pince de la chaíne auxiliaire et faisant légèrement saillie par rapport au coupon positif du côté opposé à la pince de maintien du coupon positif.According to another particular embodiment, the station for removing the mechanized peel negative coupon includes a set of three motorized round belts acting on an edge of the negative coupon previously clamped in pliers of the auxiliary chain and making slightly protruding from the positive coupon on the side opposite the clamp keeping the positive coupon.
L'installation selon la présente invention permet d'introduire des données personnalisées aussi bien par photographie que par impression et également de combiner les deux types de technique sur une même chaíne de fabrication.The installation according to the present invention makes it possible to introduce personalized data both by photograph and by print and also to combine the two types of technique on the same manufacturing line.
Selon un mode particulier de réalisation, l'installation de fabrication de cartes comprend un poste d'impression de données personnalisées sur un coupon de base à partir d'un ruban à transfert thermique approvisionné transversalement par rapport au sens de circulation de la chaíne à maillons de transport du coupon de base, et évacué après impression d'un coupon de base, également transversalement par rapport au sens de circulation de la chaíne à maillons de transport du coupon de base.According to a particular embodiment, the manufacturing installation of cards includes a personalized data printing station on a base coupon from a thermal transfer ribbon supplied transversely to the direction of circulation of the chain of transport of the basic coupon, and evacuated after printing of a basic coupon, also transversely to in the direction of movement of the transport link chain of the coupon based.
Le poste d'impression de données personnalisées comprend un dispositif de déroulement à tension constante du ruban à transfert thermique, mis sous la forme d'une bobine, lequel dispositif de déroulement comprend lui-même un support à friction agissant sur la bobine ou son mandrin, des premier et deuxième cylindres mis en pression entre lesquels est introduit le ruban à transfert thermique débobiné, au moins un générateur de couple accouplé avec l'un des arbres des premier et deuxième cylindres et relié à un châssis du dispositif de déroulement par un organe d'anti-rotation.The custom data printing station includes a constant tension unwinding device for the transfer ribbon thermal, put in the form of a coil, which device unwinding itself includes a friction support acting on the coil or its mandrel, first and second cylinders set pressure between which the thermal transfer ribbon is introduced unwound, at least one torque generator coupled to one of the shafts of the first and second cylinders and connected to a chassis of the unwinding device by an anti-rotation member.
Le poste d'impression de données personnalisées comprend un dispositif d'enroulement à tension constante, lequel dispositif comprend des premier et deuxième cylindres superposés assurant un tirage du ruban à transfert thermique après passage devant une tête d'impression, au moins un générateur de couple associé à l'arbre d'entraínement d'au moins l'un des premier et deuxième cylindres et un groupe moto-réducteur d'entraínement en rotation à la fois du générateur de couple et d'un mandrin de réception du ruban à enrouler sous la forme d'une bobine autour du dit mandrin après tirage par passage entre lesdits premier et deuxième cylindres.The custom data printing station includes a constant tension winding device, which device comprises first and second superimposed cylinders ensuring a draft of the thermal transfer ribbon after passing in front of a print head, at least one torque generator associated with the at least one drive shaft minus one of the first and second cylinders and a gear motor group rotational drive of both the torque generator and a ribbon take-up reel in the form of a reel around said mandrel after drawing by passage between said first and second cylinder.
Selon une variante de réalisation, le poste d'impression de données personnalisées comprend une bobine de stockage d'un ruban à transfert thermique et une bobine de réception de ruban à transfert thermique dont les diamètres à l'état plein ne sont pas supérieurs à environ le triple du diamètre à l'état vide, les bobines de stockage et de réception étant situées de part et d'autre d'une tête d'impression, un générateur de couple est accouplé directement au mandrin de support de la bobine de stockage et est relié au châssis de support dudit mandrin par un organe anti-rotation, et un générateur de couple associé à un organe de motorisation est accouplé directement au mandrin de support de la bobine de réception. According to an alternative embodiment, the data printing station custom includes reel storage ribbon transfer and a coil for receiving thermal transfer ribbon, full diameters are not more than about three times the diameter in the empty state, the storage and receiving coils being located on either side of a print head, a torque generator is coupled directly to the storage reel support mandrel and is connected to the support frame of said mandrel by an anti-rotation member, and a torque generator associated with a motorization member is directly coupled to the spool support mandrel reception.
Les coupons de base peuvent être en papier ou en matière plastique. Toutefois, ces coupons de base peuvent également être réalisés sous la forme de plaquettes comprenant le cas échéant des éléments de circuits électroniques, tels qu'un circuit intégré et une antenne bobinée par exemple.The basic coupons can be made of paper or material plastic. However, these basic coupons can also be produced in the form of plates comprising, where appropriate, electronic circuit elements, such as an integrated circuit and a coil antenna for example.
L'invention concerne également un procédé de fabrication à la chaíne de coupons personnalisés tels que des cartes d'identification comprenant au moins une étape d'approvisionnement en coupons de base à un premier poste de travail, une étape de personnalisation des coupons de base à un deuxième poste de travail et une étape de découpe des coupons de base personnalisés à un troisième poste de travail, les coupons de base étant transportés successivement d'un poste de travail à l'autre, caractérisé en ce que le transport des coupons de base d'un poste de travail à l'autre, est réalisé individuellement à l'aide de pinces montées avec un pas constant sur les maillons d'une chaíne à maillons entraínée de façon indexée en circuit fermé et en ce que chaque coupon de base transporté et pincé est saisi le long d'une de ses zones marginales au moins en deux régions de celle-ci qui sont distantes l'une de l'autre dans le sens de déplacement de la chaíne, tout en coopérant avec une même pince.The invention also relates to a method of manufacturing by personalized coupon chain such as identification cards comprising at least one step of supplying coupons base to a first workstation, a step of personalization of basic coupons at a second workstation and a cutting stage basic personalized coupons at a third workstation, basic coupons being transported successively from work station to the other, characterized in that the transport of the basic coupons from one station work to another, is carried out individually using mounted pliers with a constant pitch on the links of a driven link chain closed-indexed and in that each basic coupon transported and pinched is seized along one of its marginal zones at less in two regions thereof which are distant from each other in the direction of movement of the chain, while cooperating with the same clamp.
L'étape d'approvisionnement en coupons de base peut comprendre le transfert et la découpe, au niveau d'une pince amenée à un poste d'approvisionnement, d'un tronçon de bande disposée transversalement par rapport à la chaíne à maillons et comportant une succession de tronçons constituant des coupons de base.The basic coupon procurement step may include transfer and cutting, at a clamp brought to a station supply, a section of strip arranged transversely with respect to the link chain and comprising a succession of sections constituting basic coupons.
L'étape d'approvisionnement peut aussi s'effectuer à partir d'un empilement de coupons de base prédécoupés.The supply stage can also be carried out from a stack of pre-cut basic coupons.
Selon un aspect particulier de l'invention, l'étape de personnalisation d'un coupon de base comprend l'amenée en regard d'une tête d'impression d'un ruban à transfert thermique déroulé à tension constante à partir d'une bobine de stockage, le report de données personnalisées, par impression à l'aide de la tête d'impression, sur un coupon de base superposé au ruban à transfert thermique, et l'évacuation du ruban à transfert thermique par tirage de celui-ci à tension constante avant enroulement sur une bobine de réception. According to a particular aspect of the invention, the step of personalization of a basic coupon includes the opposite supply of a print head of a tension transfer thermal transfer ribbon constant from a storage reel, data carryover customized, by printing using the print head, on a basic coupon superimposed on the thermal transfer ribbon, and the evacuation thermal transfer ribbon by pulling it at constant tension before winding on a receiving coil.
Selon un mode particulier de réalisation, le procédé comprend une étape de plastification d'un coupon de base et préalablement à l'étape de plastification, chaque coupon de base maintenu par une pince est inséré dans un portefeuille constitué par un format de film dossé réalisé à partir de deux tronçons de bandes en matière plastique amenés perpendiculairement au sens de défilement de la chaíne à maillons et scellés entre eux sur un seul de leurs bords longitudinaux, situé à l'avant du coupon de base correspondant dans le sens du transport de ce coupon.According to a particular embodiment, the method comprises a laminating step of a basic coupon and prior to the step of lamination, each basic coupon held by a clamp is inserted in a portfolio made up of a film film format made from of two sections of plastic strips brought perpendicular to the direction of travel of the link chain and sealed together on only one of their longitudinal edges, located at the front the corresponding basic coupon in the direction of transport of this coupon.
Selon un autre mode particulier de réalisation, le procédé comprend une étape de plastification d'un coupon de base et préalablement à l'étape de plastification, chaque coupon de base maintenu par une pince est libéré de la pince par découpe et saisi par une ventouse mobile pour être transporté individuellement à un poste de plastification alimenté en matière plastique par des bandes supérieure et inférieure introduites parallèlement au sens de déplacement des ventouses mobiles.According to another particular embodiment, the method includes a step of laminating a basic coupon and before the laminating step, each basic coupon held by a clamp is released from the clamp by cutting and gripped by a mobile suction cup to be transported individually to a workstation plastic fed plastic by upper bands and lower introduced parallel to the direction of movement of the movable suction cups.
Selon encore un autre aspect de l'invention, le procédé de fabrication de cartes d'identification comprend une étape de formation et de transport de coupons négatifs saisis chacun dans une zone marginale au moins en deux régions de celle-ci qui sont distantes l'une de l'autre, dans le sens de déplacement d'une chaíne auxiliaire en circuit fermé, à l'aide d'une pince transportée par la chaíne auxiliaire à avance indexée, une étape de formation et de transport de coupons de base positifs saisis chacun dans une zone marginale au moins en deux régions de celle-ci qui sont distantes l'une de l'autre, dans le sens de déplacement d'une chaíne principale en circuit fermé, à l'aide d'une pince transportée par la chaíne principale à avance indexée, une étape de mise en superposition et de pression d'un coupon négatif et d'un coupon de base positif, une étape de transport d'un coupon positif et d'un coupon négatif superposés à l'aide de la seule pince transportée par la chaíne principale, une étape de retrait du coupon négatif par décollement mécanisé et une étape de transport et de traitement du seul coupon positif à l'aide de la pince transportée par la chaíne principale.According to yet another aspect of the invention, the method of manufacturing identification cards includes a training stage and transport of negative coupons each seized in a marginal area at least in two regions thereof which are distant from each other, in the direction of movement of an auxiliary chain in a closed circuit, using pliers transported by the auxiliary chain with indexed advance, a stage of training and transport of positive basic coupons seized each in a marginal area at least in two regions thereof which are distant from each other, in the direction of movement of a chain main in closed circuit, using pliers transported by the chain main with indexed advance, a step of overlapping and pressure of a negative coupon and a positive basic coupon, a step of transport of a positive coupon and a negative coupon superimposed using the only clamp transported by the main chain, a step of removing the negative coupon by mechanized detachment and a stage of transport and processing of the only positive coupon using the forceps carried by the main chain.
D'autres caractéristiques et avantages de l'invention ressortiront de la description suivante de modes particuliers de réalisation, donnés à titre d'exemples, en référence aux dessins annexés, sur lesquels :
- la figure 1 est une vue schématique d'ensemble d'un premier exemple d'installation de fabrication de cartes d'identification sécurisées selon l'invention,
- la figure 2 est une vue schématique d'ensemble d'un deuxième exemple d'installation de fabrication de cartes d'identification sécurisées selon l'invention,
- la figure 3 est une vue d'ensemble d'un mécanisme à pinces de saisie d'un coupon servant à la fabrication d'une carte d'identification sécurisée,
- la figure 4 est une vue de dessus d'une pince individuelle de saisie d'un coupon utilisable dans le mécanisme de la figure 3,
- la figure 5 est une vue de côté de la pince de la figure 4,
- les figures 6A et 6B sont des vues de la pince des figures 4
et 5, selon le sens de défilement de cette pince, respectivement dans des positions fermée et ouverte de la pince, - la figure 7 est une vue d'ensemble d'un poste de formation d'un étui en matière plastique de protection d'une carte d'identification sécurisée,
- la figure 8 est une vue de dessus d'une partie du poste de la figure 7,
- la figure 9 est une vue à plus grande échelle, dans le sens de la flèche F, d'une partie du poste de la figure 7 montrant la formation d'un étui de protection,
- la figure 10 est une vue, dans le sens de déroulement d'une bande de matière, d'un dispositif de maintien d'une tension constante,
- la figure 11 est une vue de côté du dispositif de la figure 10,
- la figure 12 est une vue, dans le sens de l'enroulement d'une bande de matière, d'un dispositif de maintien d'une tension constante,
- la figure 13 est une vue de côté du dispositif de la figure 12,
- les figures 14 et 15 sont des vues de côté et de dessus d'une variante de dispositif de déroulement et d'enroulement à tension constante d'une bande de matière sur une imprimante à bobines de petit diamètre,
- la figure 16 est une vue de côté d'un exemple de la mise en oeuvre d'un dispositif de tension constante d'une bande de matière sur une imprimante à grosses bobines,
- la figure 17 est une vue schématique de la chaíne cinématique d'un poste de plastification d'une carte d'identification sécurisée,
- les figures 18 et 19 sont des vues respectivement de côté et de dessus d'un exemple de poste de plastification mettant en oeuvre la chaíne cinématique de la figure 17,
- la figure 20 est une vue de détail montrant le positionnement des zones de jonction des tronçons de bandes d'entraínement de la chaíne cinématique,
- la figure 21 est une vue schématique d'ensemble d'un troisième exemple d'installation de fabrication de cartes d'identification sécurisées selon l'invention, mettant en oeuvre un procédé de reproduction par transfert,
- la figure 22 est une vue, dans le sens de défilement des coupons, d'un poste de transfert d'un coupon négatif sur un coupon positif dans l'installation de la figure 21,
- la figure 23 est une vue de face de cames d'écartement montées sur des engrenages de motorisation dans le poste de transfert de la figure 22,
- la figure 24 est une vue de côté de cylindres de pressage-transfert utilisés dans le poste de transfert de la figure 22,
- la figure 25 est une vue de côté montrant la séparation d'un coupon négatif et d'un coupon positif après une opération de reproduction par transfert dans l'installation de la figure 21,
- la figure 26 est une vue selon la flèche F1 de la figure 25 montrant la superposition des coupons négatif et positif,
- la figure 27 est une vue de détail montrant le pincement d'un coupon négatif lorsque celui-ci est séparé d'un coupon positif,
- la figure 28 représente des vues d'éléments de cartes d'identification au cours de différentes étapes de fabrication à l'aide de l'installation de la figure 1, et
- la figure 29 représente des vues d'éléments de cartes d'identification au cours de différentes étapes de fabrication à l'aide de l'installation de la figure 21.
- FIG. 1 is a schematic overview of a first example of an installation for manufacturing secure identification cards according to the invention,
- FIG. 2 is a schematic overview of a second example of an installation for manufacturing secure identification cards according to the invention,
- FIG. 3 is an overall view of a gripper gripping mechanism for a coupon used in the manufacture of a secure identification card,
- FIG. 4 is a top view of an individual gripper for gripping a coupon usable in the mechanism of FIG. 3,
- FIG. 5 is a side view of the clamp of FIG. 4,
- FIGS. 6A and 6B are views of the clamp of FIGS. 4 and 5, in the direction of travel of this clamp, respectively in the closed and open positions of the clamp,
- FIG. 7 is an overall view of a training station for a plastic case for protecting a secure identification card,
- FIG. 8 is a top view of part of the station in FIG. 7,
- FIG. 9 is a view on a larger scale, in the direction of arrow F, of a part of the station in FIG. 7 showing the formation of a protective case,
- FIG. 10 is a view, in the direction of unwinding of a strip of material, of a device for maintaining a constant tension,
- FIG. 11 is a side view of the device in FIG. 10,
- FIG. 12 is a view, in the direction of the winding of a strip of material, of a device for maintaining a constant tension,
- FIG. 13 is a side view of the device in FIG. 12,
- FIGS. 14 and 15 are side and top views of a variant of the device for unwinding and winding at constant tension a strip of material on a printer with small diameter reels,
- FIG. 16 is a side view of an example of the implementation of a device for constant tension of a strip of material on a printer with large spools,
- FIG. 17 is a schematic view of the kinematic chain of a laminating station of a secure identification card,
- FIGS. 18 and 19 are respectively side and top views of an example of a plasticizing station using the kinematic chain of FIG. 17,
- FIG. 20 is a detailed view showing the positioning of the areas of junction of the sections of drive bands of the kinematic chain,
- FIG. 21 is a schematic overview of a third example of an installation for manufacturing secure identification cards according to the invention, implementing a method of reproduction by transfer,
- FIG. 22 is a view, in the direction of scrolling of the coupons, of a station for transferring a negative coupon to a positive coupon in the installation of FIG. 21,
- FIG. 23 is a front view of spacing cams mounted on motorization gears in the transfer station of FIG. 22,
- FIG. 24 is a side view of pressing-transfer cylinders used in the transfer station of FIG. 22,
- FIG. 25 is a side view showing the separation of a negative coupon and a positive coupon after a transfer reproduction operation in the installation of FIG. 21,
- FIG. 26 is a view along arrow F 1 of FIG. 25 showing the superposition of the negative and positive coupons,
- FIG. 27 is a detail view showing the pinching of a negative coupon when the latter is separated from a positive coupon,
- FIG. 28 represents views of elements of identification cards during different stages of manufacture using the installation of FIG. 1, and
- FIG. 29 represents views of elements of identification cards during different stages of manufacture using the installation of FIG. 21.
L'invention permet la réalisation de coupons personnalisés tels que des cartes d'identification et plus particulièrement des cartes d'identification sécurisées telles que des titres d'identité qui comportent, outre d'éventuels éléments de sécurité présents sur différentes cartes d'un même type, des données personnalisées qui diffèrent d'une carte à l'autre. Les données personnalisées peuvent comporter une suite d'informations de type alphanumérique, telles que des renseignements concernant l'état civil, et des éléments graphiques tels qu'une photographie d'identité ou une signature.The invention allows the production of personalized coupons such as identification cards and more particularly cards secure identification such as identity documents which include, in addition to any security elements present on different cards of the same type, personalized data that differs from card to card the other. Personalized data can include a suite alphanumeric information, such as information concerning civil status, and graphic elements such as ID photograph or signature.
Ces données personnalisées peuvent être stockées dans un fichier informatique ou un fichier manuel, à partir duquel elles sont reportées, par un procédé d'impression ou de report photographique, sur des coupons de base, au cours du procédé de fabrication de cartes d'identification.This custom data can be stored in a file computer or a manual file, from which they are transferred, by a process of printing or photographic transfer, on coupons basic, during the process of making identification cards.
La présente invention permet ainsi d'assurer la personnalisation des coupons de base au moyen d'un procédé d'impression, d'un procédé photographique ou d'une combinaison des deux, les éléments graphiques pouvant être par exemple reportés sur un coupon de base par un procédé photographique, tandis que des données alphanumériques sont reportées par un procédé d'impression.The present invention thus makes it possible to ensure personalization basic coupons using a printing process, a process photographic or a combination of the two, graphic elements which can for example be transferred to a basic coupon by a process photographic, while alphanumeric data is reported by a printing process.
L'installation selon l'invention permet une grande souplesse de mise en oeuvre grâce à sa conception modulaire et à un système de transport individuel des coupons de base entre les différents postes de travail.The installation according to the invention allows great flexibility of implemented thanks to its modular design and a system of individual transport of basic coupons between the different job.
On décrira en référence à la figure 1 un premier exemple conforme à l'invention d'installation de fabrication de cartes d'identification.A first conforming example will be described with reference to FIG. 1 to the invention of an installation for manufacturing identification cards.
L'installation 100 comprend un panneau vertical 101 servant de
support à l'ensemble des éléments fonctionnels définissant les différents
postes de travail de l'installation. Le panneau vertical 101 peut lui-même
être monté sur tout type de châssis mobile ou fixe. Avantageusement,
l'espace situé d'un côté du panneau 101, par exemple l'espace situé en
arrière du plan de la figure 1, peut servir de logement aux différents
organes électriques de motorisation ou de commande tandis que l'espace
situé en avant du plan de la figure 1 peut servir de logement pour les
différents organes de la chaíne de production à travers lesquels circulent
les coupons de base conduisant à la formation de produits finis ou semi-finis.The
L'installation de la figure 1 comprend un carrousel comportant une
chaíne à maillons 1 en circuit fermé entraínée par des pignons motorisés
2 de façon indexée. Un ensemble de pinces 5, dont un exemple sera
décrit plus loin de façon détaillée en référence aux figures 3 à 5 et 6A, 6B,
sont montées avec un pas constant sur des maillons de la chaíne 1 et
coopèrent avec des moyens d'ouverture/fermeture, tels que 37 (figure 3)
ou 343 (figure 21) placés à poste fixe, pour saisir chacune
individuellement un coupon de base C, transporter ce coupon de base C
entre des postes de travail et libérer une carte sous forme de produit fini
ou semi-fini lorsque le coupon de base C a subi tous les traitements
souhaités.The installation of FIG. 1 comprises a carousel comprising a
closed-
Sur la figure 1, on voit que la chaíne à maillons 1 dessert
successivement un poste 110 d'approvisionnement en coupons de base
C1, un poste 120 de personnalisation des coupons de base C1 qui est
constitué dans l'exemple considéré par un poste d'impression recto-verso
121, 122 du type à transfert thermique, et un poste 130 de découpe de
coupons de base C2 personnalisés. Au niveau du poste 130 de découpe,
un coupon C3, qui constitue un produit individualisé semi-fini, est recueilli
par une ventouse mobile 131 qui assure le transfert du coupon C3 vers un
poste de travail 140 qui dans l'exemple considéré constitue un poste de
plastification. Le mouvement des ventouses mobiles 131, 132 destinées à
saisir les coupons C3 découpés est synchronisé avec celui de la chaíne 1
mais s'effectue selon un trajet indépendant du trajet en circuit fermé de la
chaíne 1.In Figure 1, we see that the
Le poste de plastification 140 est alimenté par des bandes
supérieure 152 et inférieure 162 de matière plastique provenant de
bobines 150, 160 montées sur des mandrins 151, 161, lesquelles bandes
152, 162 sont introduites parallèlement au sens de déplacement d'un
coupon de base personnalisé prédécoupé C3, de part et d'autre de celui-ci,
entre deux paires successives 142, 143 de cylindres motorisés et mis
en pression pour assurer un laminage et un scellement d'un coupon avec
des tronçons des bandes supérieure et inférieure 152, 162 de matière
plastique. Avant leur introduction entre la première paire de cylindres 142,
les bandes supérieure et inférieure 152, 162 de matière plastique sont
mises en contact avec des sabots chauffants 141 et après la sortie de la
deuxième paire de cylindres 143, la carte plastique C4 comprenant le
coupon personnalisé C3 pris en sandwich entre les bandes de matière
plastique C4 est soumise à l'action de ventilateurs de refroidissement.The
La carte plastifiée C5 comprend le coupon personnalisé C3 pris en
sandwich entre les deux bandes de matière plastique 152, 162 scellées
entre elles de façon étanche sur tout le pourtour du coupon C3, par
exemple selon un cadre de 3 mm de largeur. La carte C5 est introduite
dans un poste 170, 180 de découpe et de récupération des cartes
personnalisées finies C6 avec évacuation et enroulement autour d'un
mandrin 191 dans un poste de formation d'une bobine 190, du squelette
résiduel C7 des bandes de matière plastique après découpe des cartes
personnalisées finies C6. La figure 28 montre les états successifs des
coupons C1 à C6 entre le poste d'approvisionnement 110 et le poste de
récupération des produits finis.The plasticized card C 5 includes the personalized coupon C 3 sandwiched between the two strips of plastic material 152, 162 sealed together around the entire periphery of the coupon C 3 , for example in a
L'installation de la figure 1 est particulièrement adaptée au cas où le coupon de base C est en papier et doit être protégé par une enveloppe en matière plastique scellée de façon étanche sur toute la périphérie du coupon de base personnalisé et prédécoupé C3.The installation in FIG. 1 is particularly suitable for the case where the base coupon C is made of paper and must be protected by a plastic envelope sealed in a sealed manner over the entire periphery of the personalized and precut base coupon C 3 .
La figure 2 montre un autre exemple d'installation 200 de
fabrication de cartes d'identification conforme à l'invention mettant en
oeuvre une chaíne à maillons 1 en circuit fermé entraínée par des pignons
motorisés de façon indexée et comportant un ensemble de pinces 5
montées avec un pas constant sur des maillons de la chaíne 1.Figure 2 shows another
Les pinces 5 peuvent être montées à un pas constant qui peut
correspondre par exemple à dix maillons et constitue le pas d'indexation.The
Sur la figure 2 les différents organes utiles peuvent être montés sur
un panneau vertical 101 d'une façon analogue à l'installation 100 de la
figure 1.In FIG. 2 the various useful members can be mounted on
a
L'installation 200 de la figure 2 comporte un poste 110
d'approvisionnement en coupons de base C, un ensemble 120 de
personnalisation des coupons de base C comprenant un poste 121
d'impression du recto d'un coupon et un poste 122 d'impression du verso
du coupon, un poste 230 de pré-plastification permettant d'amener un
coupon de base personnalisé à un poste de plastification 240 en restant
transporté par une même pince 5, un poste 170 de découpe d'une carte
finie plastifiée, un tapis 180 de récupération des cartes finies et un poste
290 d'évacuation des parties résiduelles des coupons de base résultant
de l'opération de découpe au poste de travail 170.The
Avant de décrire de façon plus détaillée des exemples de
réalisation de poste d'approvisionnement 110, de poste de pré-plastification
230 de poste de plastification 240 et de poste de
personnalisation 120, ou explicitera en référence aux figures 4, 5, 6A et
6B un exemple préférentiel de réalisation d'une pince 5 destinée à saisir
un coupon de base à différents stades de la fabrication d'une carte et à
transporter ce coupon de base à différents postes de travail en étant
entraínée par la chaíne sans fin 1 à maillons qui, dans l'installation 200 de
la figure 2 passe successivement devant tous les postes de travail.Before describing in more detail examples of
construction of
Chaque pince 5 comprend une paire de mâchoires 54, 55 pour
enserrer le bord d'un coupon de base C essentiellement sur toute la
longueur de celui-ci dans le sens de déplacement de la chaíne 1. Des
butées extérieures verticales 52 dirigées vers le haut et solidaires de la
mâchoire inférieure 54 assurent un positionnement correct d'un coupon
de base qui est saisi par une pince 5 sur une longueur L et une largeur ℓ.Each
A titre d'exemple, la largeur ℓ de prise des mâchoires 54, 55 de
chaque pince 5 est comprise entre 3 et 5 mm. La longueur L de prise des
mâchoires 54, 55 peut être par exemple de 70 mm pour un coupon de
base présentant dans le sens de déplacement des pinces une dimension
de l'ordre de 100 mm. Les pinces 5 enserrent ainsi un coupon de base C
sur une longueur L qui constitue plus de la moitié de la dimension du
coupon dans le sens de déplacement des pinces.By way of example, the grip width prise of the
Chaque pince 5 comporte des attaches latérales 51 permettant une
fixation, par exemple par un système d'attaches rapides, sur la chaíne à
maillons 1. Les attaches 51 sont disposées au-dessous du plan de saisie
d'un coupon de base par les mâchoires 54, 55.Each
Chaque pince 5, qui peut être par exemple en acier inoxydable,
comprend un ressort central 59 disposé entre d'une part une plaque
inférieure 56 rendue solidaire de la mâchoire supérieure 55 par des
montants latéraux 57 et d'autre part la face inférieure de la mâchoire
inférieure 54. Le ressort 59 peut être maintenu en position centrale par un
plot de centrage 53 solidaire de la face inférieure de la mâchoire inférieure
54. Les attaches latérales 51 sont raccordées à la mâchoire inférieure 54
par une pièce de liaison 50.Each
La figure 6A montre une pince 5 en position fermée tandis que la
figure 6B montre une pince 56 en position ouverte sous l'action d'un
organe de poussée 37 comportant par exemple une tête sphérique.FIG. 6A shows a
Dans l'exemple considéré, les pinces 5 sont actionnées
mécaniquement mais elles pourraient également être actionnées de façon
magnétique, électromécanique ou pneumatique. En particulier, le moyen
de rappel élastique des mâchoires 54, 55 inclus dans la pince 5 pourrait
être différent du ressort 59.In the example considered, the
Il est important que la longueur de prise L d'un coupon C par les
mâchoires 54, 55 constitue une portion substantielle de la longueur du
coupon C et il est essentiel que la pression des mâchoires 54, 55 soit
répartie sur une zone marginale d'un coupon C en au moins deux régions
distantes l'une de l'autre dans le sens de défilement des coupons afin à la
fois d'éviter des déformations des coupons de base et de garantir un
maintien sûr de ces coupons.It is important that the grip length L of a coupon C by the
Les faces intérieures d'appui des mâchoires 54, 55 peuvent être
pourvues d'un revêtement favorisant l'adhérence, par exemple sous la
forme d'un ensemble de points répartis sur toute la surface et constitués
par exemple par de la poudre de diamant. Selon une variante de
réalisation, les mâchoires 54, 55 peuvent toutefois subir un léger
détalonnage afin que la pression exercée par la pince sur la carte saisie
soit légèrement plus forte aux deux extrémités avant et arrière de la pince.The internal bearing faces of the
A tire d'exemple, des pinces 5 peuvent être installées tous les dix
maillons d'une chaíne au pas de 12,7 mm soit tous les 127 mm. Le pas
constant entre les pinces 5, qui correspond à un nombre entier constant
de maillons dépend naturellement de la dimension des cartes à fabriquer.
Le installations de fabrication de cartes selon l'invention peuvent
typiquement comprendre par exemple entre 20 et 80 pinces. Il est ainsi
facile de fabriquer rapidement de petites séries de cartes. Le parcours
complet par une pince de l'ensemble des postes de travail étant inférieur
à 3 minutes, le temps d'attente pour une carte d'un nouveau type est très
réduit. En régime de production stabilisé, la cadence de production peut
être de l'ordre de 1 200 cartes fabriquées par heure. As an example, clamps 5 can be installed every ten
links of a chain with a pitch of 12.7 mm or every 127 mm. Not
constant between
Les pinces 5 peuvent avantageusement être munies d'un jeu de
repères de codage, tel qu'un code à barres, qui permet de surveiller avec
précision l'évolution de la pince au sein de l'installation.The
La figure 3 montre un exemple de poste 110 d'approvisionnement
en coupons de base C à partir d'une bande de matière B enroulée sous la
forme d'une bobine 30 autour d'un mandrin 31. La bande B peut être en
papier, en matière plastique, en matériau photosensible de type négatif ou
positif. La bande B peut en particulier être constituée par un matériau
comportant un fond de sécurité.Figure 3 shows an example of
Sur la figure 3, on voit que la bobine 30 de stockage de la bande B
est supportée par des rouleaux 32. Les rouleaux de support pourraient
toutefois également agir directement sur le mandrin 31, de part et d'autre
de la bobine 30. La bande B issue de la bobine 30 est pincée entre une
paire de cylindres superposés 33 qui constituent un pont de tirage
motorisé 33. Un massicot motorisé 34 est disposé entre le pont de tirage
motorisé 33 et le trajet des pinces 5 pour assurer le sectionnement d'un
tronçon de la bande B qui constituera un coupon de base C saisi par une
pince 5 dont l'ouverture est effectuée par un mécanisme 36
d'ouverture/fermeture comprenant une tête de poussoir 37 agissant sur la
pince 5 et solidaire d'un système bielle-manivelle 38 entraíné par un
moteur 39 commandé de façon synchronisée avec l'avance de la chaíne 1
et des pinces 5 de façon à permettre l'ouverture d'une pince 5 lorsque
celle-ci est en arrêt temporaire devant le poste d'approvisionnement 110
pour recevoir un coupon de base C découpé par le massicot 34 dont
l'action est également synchronisée avec celle de l'avance des pinces 5 et
prend en compte les informations d'une cellule optique 35, par exemple
une cellule de lecture à fibres optiques, destinée à contrôler la position,
par rapport à une pince 5, du coupon de base C à découper à partir de la
bande B.In FIG. 3, it can be seen that the
Dans certains cas, si la bande B comporte déjà des informations devant se situer à un endroit déterminé de chaque coupon de base C, plusieurs cellules de lecture à fibres optiques peuvent être utilisées pour détecter non seulement une longueur de coupon, mais également l'emplacement de repères imprimés. Dans ce cas plusieurs opérations de coupe peuvent être prévues le cas échéant. In some cases, if band B already has information must be located at a specific location on each base coupon C, multiple fiber optic reading cells can be used to detect not only a coupon length, but also the location of printed marks. In this case several operations of cutting can be provided if necessary.
Comme on l'a indiqué précédemment, une fois qu'un coupon de
base C a été introduit dans une pince 5 et est venu en butée sur des
taquets d'arrêt 52, le poussoir 37 du mécanisme d'ouverture 36 est
escamoté et la mâchoire supérieure 55 de la pince 5 est rappelée vers le
bas par le ressort 59 pour venir pincer le coupon C contre la mâchoire
inférieure 54.As noted earlier, once a coupon from
base C was introduced into a
On a décrit en référence à la figure 3 un poste d'approvisionnement
en coupon de base à partir d'une bande de matière enroulée sous la
forme d'une bobine 30. Le poste d'approvisionnement 110 pourrait aussi,
à titre de variante, comprendre un chargeur de coupons de base
prédécoupés et des moyens de dépilement et/ou de préhension tels que
des ventouses pour approvisionner en coupon de base à partir de ce
chargeur, de façon synchronisée avec les mouvements d'arrêt de la
chaíne 1, chaque pince située au niveau du poste d'approvisionnement
110.A supply station has been described with reference to FIG. 3
as a base coupon from a strip of material wound under the
in the form of a
On décrira maintenant en référence aux figures 7 à 9 un exemple
de technique de préparation à une étape de plastification d'un coupon de
base, qui est mise en oeuvre au niveau du poste de travail 230 de la
figure 2 et est utilisable notamment lorsque le coupon de base est lui-même
en matière plastique ou lorsque les problèmes d'étanchéité de la
carte finie plastifiée ne sont pas critiques. Cette technique de préparation
à l'étape de plastification, par la réalisation, à partir de deux tronçons de
bande de matière plastique, d'un étui ou portefeuille dans lequel est
inséré le coupon de base personnalisé, permet de ne pas provoquer de
rupture dans la saisie par les pinces 5 des formats conduisant à la
production de cartes finies personnalisées et plastifiées.An example will now be described with reference to FIGS. 7 to 9.
of preparation technique for a laminating step of a coupon
base, which is implemented at
Le poste 230 de pré-plastification ou préparation d'un film dossé en
matière plastique en forme de portefeuille, comprend des rouleaux
supérieur 60 et inférieur 70 d'alimentation en bandes de matière plastique
P11, P12 perpendiculairement au sens de défilement de la chaíne à
maillons 1 équipée des pinces 5.The
Les bobines 60, 70 enroulées autour de mandrins 61, 71 sont
supportées par des rouleaux 62, 72 respectivement qui, selon une
variante pourraient agir sur les mandrins 61, 71 plutôt que sur les bobines
60,70. Après renvoi par un rouleau 73, la bande inférieure P12 est mise en
superposition avec la bande supérieure P11 au niveau d'un rouleau 74. Un
seul des bords longitudinaux des bandes superposées P11, P12 passe à
travers un sabot chauffant 65 avant que les bandes superposées soient
pincées et entraínées en commun par une paire de rouleaux motorisés 66
qui assurent le scellage des deux bandes P11, P12 sur leurs premiers
bords longitudinaux de manière à former un film dossé comprenant des
faces supérieure 67 et inférieure 77 reliées par une arête 89. Le film
dossé 67, 77 est maintenu ouvert par un embauchoir 81 et définit un
espace libre dans lequel un coupon de base 87 maintenu par une pince 5
peut être introduit par l'arrière.The
Sur la figure 29, on a représenté un coupon de base P1 maintenu
par une pince 5 et inséré entre les deux feuilles d'un film en matière
plastique dossé P2, dont l'arête de liaison D est située à l'avant, dans le
sens de défilement des coupons, de telle sorte que l'entraínement du
coupon P1 par la pince 5 solidaire de la chaíne 1 à mouvement indexé
entraíne également le portefeuille ou étui P2 enserrant le coupon P1,
jusqu'à un poste de travail suivant constitué par un poste de plastification.FIG. 29 shows a basic coupon P 1 held by a
Le film dossé 67, 77 enserrant un coupon de base 87 maintenu par
une pince 5 a été libéré des bandes P11, P12 à l'aide d'un dispositif de
découpe en forme de cisaille agissant transversalement aux bandes P11,
P12.The
Le dispositif de coupe peut comprendre une contre lame de coupe
85 disposée sous l'embauchoir 81, une lame de coupe 82 coopérant avec
la contre-lame 85, et une plaque 84 coopérant avec des ressorts 86 et
venant jouer le rôle de presse film sur le film 67 pendant l'opération de
coupe. On voit également sur la figure 9 un ressort 88 servant de ressort
de rappel de l'embauchoir 81 constitué d'une pièce en forme de V. La
contre-lame 85 est montée sur un support 83 et ménage un espace sous
l'embauchoir 81 pour le passage du film 77.The cutting device may include a cutting
Avec la configuration illustrée sur les figures 7 à 9, la face
supérieure de l'embauchoir 81 descend avec la cisaille sous l'action de la
plaque 84, ce qui évite de déformer le film supérieur 67 par rapport au film
inférieur 77 lors de la découpe par la lame 85 et permet d'obtenir deux
tronçons de film découpés 67, 77 de même dimensions parfaitement
superposés. Le ressort 88 permet de relever la face supérieure de
l'embauchoir 81 entre deux opérations de coupe. With the configuration illustrated in FIGS. 7 to 9, the face
upper of
Les deux films de matière plastique P11, P12 sont avantageusement
constitués en polyester avec une couche de polyéthylène. Lors de la mise
en superposition des films P11, P12, les couches de polyéthylène sont en
vis-à-vis. Le sabot chauffant 65 est régulé de telle façon que seul le
polyéthylène soit mis en fusion pour assurer ensuite le scellage entre les
premiers bords longitudinaux des deux films au niveau des cylindres 66.The two plastic films P 11 , P 12 are advantageously made of polyester with a layer of polyethylene. When the films P 11 , P 12 are superimposed, the polyethylene layers are opposite. The
On notera que le coupon de base 87 peut être en papier ou en
matière plastique souple, mais peut aussi être rigide et constitué en toute
autre matière pouvant subir une plastification. En particulier, le coupon 87
peut être constitué par une carte rigide ou semi-rigide équipée d'une puce
de circuit intégré et le cas échéant d'une antenne bobinée.Note that the
On décrira maintenant en référence aux figures 17 à 20 un
exemple de poste de plastification 240 pouvant être utilisé à la suite du
poste de pré-plastification 230 qui vient d'être décrit.We will now describe with reference to FIGS. 17 to 20 a
example of
La plastifieuse 240 comprend essentiellement deux bandes
métalliques perforées 528 qui sont soudées ou fermées en des zones de
jonction 529 (figure 20) de manière à constituer des bandes sans fin
entraínées de manière indexée. Les bandes sans fin perforées 528 sont
entraínées par quatre cylindres 522, 523 motorisés disposés par paires
dont deux cylindres 522 non antagonistes sont équipés latéralement de
roues à picots (ou roues "Caroll").The 240 laminator basically consists of two strips
of
Les bandes métalliques 528 sont en contact, dans leur partie
amont, avec deux sabots chauffants régulés 541, 542. Un couple de
cylindres de laminage 524, 525 est disposé à la suite des sabots
chauffants 541, 542. Des sabots de refroidissement 551, 552 sont en
contact avec les bandes métalliques 528 en aval des cylindres de
laminage 524, 525.The metal strips 528 are in contact, in their part
upstream, with two
Les bandes métalliques 528 présentent ainsi une portion de trajet
parallèle dans laquelle elles enserrent au moins une carte constituée par
un portefeuille P2 en matière plastique et son insert maintenu par une
pince 515.The metal strips 528 thus have a parallel path portion in which they enclose at least one card constituted by a wallet P 2 made of plastic material and its insert held by a
Les perforations des bandes métalliques 528 et les roues à picots
522 permettent de localiser parfaitement les jonctions 529 des bandes
sans fin 528 et permettent ainsi de s'assurer que ces jonctions 529 sont
localisées, dans le mouvement de motorisation indexé, dans l'espace
intercarte. On peut noter que si les bandes 528 n'étaient pas perforées et
maítrisées dans leur positionnement par les roues à picots 522, les
bandes 528 présenteraient des jonctions 529 qui se positionneraient de
façon aléatoire sur la carte à plastifier et provoqueraient un défaut de
plastification faisant une marque.Perforations of
Au contraire, selon cet aspect de l'invention, si E désigne le pas
entre deux pinces adjacentes 515 de maintien des cartes, les jonctions
529 peuvent se situer rigoureusement dans des espaces intercartes
(figure 18). Les jonctions 529 des deux bandes métalliques sans fin 528
sont de préférence décalées l'une par rapport à l'autre d'une distance d
correspondant à un pas ou un nombre entier de pas des pinces 515
(figure 20). Les éléments de liaison des jonctions 529 doivent eux-mêmes
présenter une épaisseur inférieure à celle d'une carte (c'est-à-dire d'un
portefeuille et de son insert) entraínée par une paire de bandes
métalliques 528. De la sorte, on peut obtenir un glaçage et une très bonne
planéité de la carte plastifiée, grâce au maintien constant et rigoureux
entre les deux bandes métalliques 528.On the contrary, according to this aspect of the invention, if E denotes the pitch
between two adjacent 515 card holding clips, the
La motorisation de la plastifieuse 240 est liée à la motorisation de
la chaíne principale 1 à pinces 515, de sorte qu'il y a avance simultanée et
de la même quantité de la chaíne à rouleaux 1 et des bandes métalliques
perforées 528. Le pas des perforations des bandes 528 est
avantageusement le même que celui de la chaíne d'entraínement des
pinces 515.The motorization of the
On voit sur les figures 18 et 19 le châssis support 521 de la
plastifieuse, l'axe 511 de la chaíne à pinces 515, le plan 516 de circulation
des cartes à plastifier, les pinces 515 de maintien des cartes, ainsi que
des ressorts 532 et des vis 531 de réglage de la pression exercée par les
cylindres supérieurs 523 par rapport aux cylindres antagonistes inférieurs
523.We see in Figures 18 and 19 the
La figure 17 montre le schéma de la motorisation générale 510 de
la plastifieuse 240 avec une chaíne 501 entraínée par des pignons de
motorisation 502 associés à des contre-rouleaux 503 et un rouleau de
renvoi 504. Sur la figure 19, la référence 538 désigne en outre l'un des
engrenages de motorisation des cylindres de laminage 524, 525. Les
références 526 et 527 de la figure 18 désignent en outre un ressort et une
vis de réglage de la pression exercée au niveau des cylindres de
laminage 524, 525. FIG. 17 shows the diagram of the
Sur les figures 18 et 19, on a montré à titre d'exemple des sabots
de chauffage 541, 542 et de refroidissement 551, 552 dont la longueur
correspond sensiblement à celle de deux longueurs de coupons, de
manière à doubler la durée de séjour des coupons au niveau de ces
organes de chauffage 541, 542 et de refroidissement 551, 552.Figures 18 and 19 show clogs as an example
541, 542 heating and 551, 552 cooling whose length
roughly corresponds to that of two lengths of coupons,
so as to double the length of stay coupons at these
On a décrit en référence aux figures 1 et 2 des procédés et installations de fabrication de cartes d'identification selon lesquels la personnalisation des cartes est effectuée dans un poste 120 essentiellement à l'aide d'une imprimante permettant d'imprimer avant sa plastification, sur le recto et/ou sur le verso d'une carte, des données issues de fichiers. On décrira plus loin, notamment en référence à la figure 21, un procédé et une installation de fabrication de cartes d'identification sécurisées selon lesquels une partie des données de personnalisation est reportée sur les cartes par un procédé de type photographique et une autre partie des données est reportée sur les cartes par un procédé d'impression. Il est ainsi essentiel, pour obtenir des cartes d'identification de bonne qualité, que l'étape d'impression soit réalisée avec soin.With reference to FIGS. 1 and 2, methods and identification card manufacturing facilities whereby the card personalization is carried out in a 120 station essentially using a printer to print before laminating data on the front and / or back of a card from files. We will describe later, in particular with reference to the FIG. 21, a method and an installation for manufacturing cards secure identification according to which part of the personalization is transferred to the cards by a type process photographic and another part of the data is carried over to cards by a printing process. It is therefore essential to obtain good quality identification cards, regardless of the printing step done with care.
On décrira ci-après en référence aux figures 10 à 16, différents systèmes permettant, en particulier dans le cas d'un système d'impression du type à transfert thermique, de maítriser le déroulement et l'enroulement d'une bande issue d'une bobine.We will describe below with reference to Figures 10 to 16, different systems allowing, in particular in the case of a printing system of the thermal transfer type, to control the unwinding and the winding of a strip from a reel.
On sait qu'en pratique différents problèmes se posent lorsque l'on dévide une bande stockée sur une bobine, du fait des variations du diamètre de la bobine au fur et à mesure du déroulement de la bande. Ceci conduit à des variations de tension de la bande, qui, d'une manière générale tendent à altérer le bon fonctionnement de l'opération utilisant la bande déroulée, telle qu'une opération d'impression.We know that in practice different problems arise when we unwinds a tape stored on a reel, due to variations in the diameter of the reel as the tape unwinds. This leads to variations in belt tension, which in a way general tend to affect the proper functioning of the operation using the unrolled strip, such as a print operation.
On a déjà proposé différents systèmes de freinage du mandrin porte-bobine, avec parfois l'adjonction d'un moufle de régulation. Ceci conduit à la mise en oeuvre de dispositifs relativement complexes qui en particulier assurent une mesure de la diminution du diamètre de la bobine au fur et à mesure de son utilisation et, en fonction du résultat de cette mesure, commande un élément de freinage agissant sur le mandrin de la bobine, tel qu'un frein à poudre ou un frein à hystérésis. La mesure de l'évolution du diamètre de la bobine peut elle-même être effectuée à l'aide d'un capteur de diamètre soit mécanique soit sensitif, par exemple un capteur ultrasonique. Pour obtenir une fiabilité suffisante, il convient d'utiliser du matériel de prix élevé.We have already proposed different braking systems of the mandrel reel holder, sometimes with the addition of a regulating muffle. This leads to the implementation of relatively complex devices which particular ensure a measurement of the reduction in the diameter of the coil as it is used and, depending on the result of this measure, control a braking element acting on the chuck of the coil, such as a powder brake or a hysteresis brake. The measure of the evolution of the diameter of the coil can itself be carried out using a diameter sensor either mechanical or sensitive, for example a ultrasonic sensor. To obtain sufficient reliability, to use high-priced equipment.
Conformément à la présente invention, il est proposé des systèmes de maintien de la tension constante ou quasi constante sur le déroulement d'une bande sans qu'il soit nécessaire de surveiller le diamètre de la bobine à dévider.In accordance with the present invention, systems are proposed to maintain constant or almost constant tension on the unwinding of a tape without the need to monitor the diameter of the reel to be unwound.
Si l'on considère la figure 11, on voit une bobine 401 de stockage
d'un ruban 407, tel qu'un ruban à transfert thermique, autour d'un mandrin
402.If we consider Figure 11, we see a storage coil 401
a
Un support à friction comportant des rouleaux 403 montés sur un
support 404 et reposant sur une plaque de freinage 405, agit sur la bobine
401 pour simplement éviter un déroulement intempestif et aléatoire de la
bobine par inertie. Selon une variante de réalisation, un système similaire
est appliqué, non pas directement à la bobine 401, mais au mandrin 402
de celle-ci. Le ruban 407 débobiné passe ensuite entre deux cylindres
412, 413 mis en pression à l'aide d'un système de vis de réglage 418 et
de ressort 419 agissant par rapport à un bâti support 411, de telle façon
que la pression entre les cylindres 412, 413 soit nécessaire et suffisante
pour permettre le roulage de ces cylindres par l'action de tirage effectuée
sur la bande 407 en aval des cylindres 412, 413.A friction
C'est ainsi le produit tiré 407 qui motorise par ses couches
extérieures les cylindres 412, 413. Au moins l'un des cylindres 412, 413
(cylindre 412) est équipé d'un générateur de couple 415, qui est relié à
l'arbre du cylindre 412 par un accouplement 416 et est relié au châssis
411 par un support anti-rotation.This is the product drawn 407 which motorizes by its layers
the
Grâce à la mise en oeuvre de la paire de cylindres 412, 413 et d'au
moins un générateur de couple 415, le couple de tirage au niveau des
cylindres 412, 413 est relativement nul et la tension de la bande au
déroulage est quasiment nulle.Thanks to the use of the pair of
Cette façon de dérouler annihile les variations de diamètres pendant le déroulement de la bobine, de sorte qu'il n'est pas nécessaire de surveiller l'évolution de ce diamètre.This way of unwinding eliminates variations in diameters during the unwinding of the reel, so there is no need to monitor the evolution of this diameter.
L'efficacité de la tension de bande constante au déroulage est
donné par la présence d'un générateur de couple 415 installé sur au
moins l'un des arbres des cylindres 412, 413. Il est possible le cas
échéant d'installer un générateur de couple sur chacun des arbres des
cylindres 412, 413, montés à l'aide de roulements 414 sur le châssis 411.The efficiency of the constant web tension on unwinding is
given by the presence of a 415 torque generator installed on the
minus one of the shafts of
Le générateur de couple 415 peut être de type électromécanique
tel qu'un coupleur à poudre ou un frein à hystérésis. Un tel type de
générateur de couple, sous une tension réglée constante, délivre un
courant de sortie constant déterminant un couple de tirage constant. Ce
type de générateur de couple peut se régler par potentiomètre sur son
circuit de commande, selon un échantillonnage de valeur correspondant à
son type.The
Il est encore possible de mettre en oeuvre des générateurs de couple mécaniques tels que des réducteurs de vitesse (à couple constant) ou des variateurs de vitesse mécaniques (à couple variable). Bien que limités en fonctionnement à cause de leur vitesse qui ne peut excéder de beaucoup la vitesse donnée par leur rapport de réduction, ces appareils de type mécanique présentent par rapport aux systèmes électromécaniques les avantages de simplicité d'installation et de faible coût de revient.It is still possible to use generators mechanical torque such as speed reducers (constant torque) or mechanical speed variators (with variable torque). Although limited in operation because of their speed which cannot exceed much the speed given by their reduction ratio, these devices mechanical type present compared to systems electromechanical advantages of simple installation and low cost price.
Il est encore possible de combiner la mise en oeuvre d'un générateur de couple de type mécanique et d'un générateur de couple de type électromagnétique, ce qui permet de prendre des appareils plus petits dans leur gamme et donc moins chers.It is still possible to combine the implementation of a mechanical type torque generator and a torque generator electromagnetic type, which allows you to take more devices small in their range and therefore cheaper.
Un générateur de couple peut encore être intégré à l'intérieur du
cylindre 412 ou deux générateurs de couple peuvent être intégrés à
l'intérieur des deux cylindres 412, 413.A torque generator can still be integrated inside the
Dans tous les cas, pour obtenir une tension constante de bande, on
procède à l'installation sur le cheminement du produit en bande 407,
d'une paire de cylindres 412, 413 équipés d'au moins un générateur de
couple 415. La matière de revêtement des cylindres 412, 413 est
déterminée par la nature du produit à dérouler. Le diamètre des cylindres
412, 413 est lui-même déterminé par la force de traction à obtenir pour la
tension constante et par le couple donné par le générateur 415.In all cases, to obtain a constant belt tension, we
installs the product on the 407 strip,
a pair of
Les figures 12 et 13 montrent la mise en oeuvre d'un principe
similaire au niveau de l'enroulement d'un produit en bande 427 sur un
mandrin récepteur 422 pour former une bobine 421, en obtenant un
enroulement à tension constante. Figures 12 and 13 show the implementation of a principle
similar to the level of the winding of a product in
Dans ce cas, le mandrin 422 de la bobine 421 est entraíné à partir
d'un groupe moto-réducteur 425, par exemple par friction à l'aide d'une
courroie 424. La bande 427 à enrouler passe à travers un couple de
cylindres 432, 433 montés dans un bâti 431 d'une manière analogue aux
cylindres 412, 413 du dispositif de déroulement des figures 10 et 11. Les
arbres des cylindres 432, 433 sont ainsi montés à l'aide de roulements
434 dans le bâti 431 et des vis de réglage 438 associées à des ressorts
439 permettant de régler la pression exercée par le cylindre 432 sur le
cylindre 433. Un générateur de couple 435 est lié par un accouplement
436 à l'arbre du cylindre 433.In this case, the
Contrairement au cas du dispositif de déroulement, il n'existe pas
de dispositif anti-rotation, mais au contraire, le générateur de couple 435
est mis en rotation, par exemple à l'aide d'une poulie 428, par la courroie
434 à partir du groupe moto-réducteur 425.Unlike the case of the unwinding device, there is no
anti-rotation device, but on the contrary, the
La bobine 421 est ainsi entraínée en rotation par une transmission
issue, comme celle du générateur de couple 425, du même groupe moto-réducteur
425.The
Les critères de motorisation restent les mêmes que pour un déroulement de bobine. Dans le cas des figures 12 et 13, c'est toutefois le couple d'enroulement dépassé du générateur qui met celui-ci en glissement.The engine criteria remain the same as for a reel unwinding. In the case of Figures 12 and 13, however, this is the exceeded winding torque of the generator which puts it in sliding.
Le type du générateur de couple 435 de la figure 12 peut être
choisi selon les mêmes critères que pour le générateur de couple 415 de
la figure 10.The type of
On a représenté sur la figure 16, à titre d'exemple, de façon
schématique, une imprimante comportant une tête d'impression 440
agissant sur un ruban d'impression comportant une portion amont 407
déroulée d'une bobine 401 pour être introduite sur un contre-rouleau 441
devant la tête d'impression 440 et une portion aval 427 qui, après être
passée devant la tête d'impression 440 est enroulée sur une bobine 421.
Dans cette réalisation de la figure 16, il est maintenu une tension
constante pour les tronçons de bande 407 et 427 grâce à une
combinaison des dispositifs décrits précédemment en référence aux
figures 10 à 13. On n'a représente sur la figure 16 par souci de
simplification que la paire de rouleaux 412, 413 du dispositif de
déroulement et que la paire de rouleaux 432, 433 du dispositif
d'enroulement dans leur association avec un organe moteur 425 et une
courroie de transmission 424 coopérant avec une partie 423 solidaire du
mandrin de la bobine 421, mais naturellement l'arbre d'au moins l'un des
rouleaux 412, 413 et l'arbre d'au moins l'un des rouleaux 432, 433 est
accouplé à une générateur de couple comme décrit plus haut.There is shown in Figure 16, by way of example, so
schematic, a printer with a 440 print head
acting on a printing ribbon comprising an
Le dispositif de la figure 16 est adapté au cas où pour les bobines
401 et 421 il existe une grande différence entre le diamètre des bobines
pleines et le diamètre des bobines vides.The device of FIG. 16 is adapted to the case where for the
Dans certains cas, notamment lorsque l'on utilise des bobines 401',
421' de petit diamètre, c'est-à-dire pour lesquelles les bobines 401', 421'
pleines présentent un diamètre (par exemple 60 mm) qui ne dépasse pas
environ le triple ou le double du diamètre des bobines vides (par exemple
20 mm ou 30 mm), on peut mettre en oeuvre un dispositif d'enroulement
et de déroulement simplifié (figures 14 et 15) qui contribue à réduire les
variations de tension des tronçons 407', 427' du ruban d'impression situés
en amont et en aval de la tête d'impression 440', tout en utilisant un
mécanisme moins complexe que celui représenté sur l'ensemble de la
figure 16 et des figures 10 à 13.In some cases, especially when using coils 401 ',
421 'of small diameter, i.e. for which the coils 401', 421 '
solid have a diameter (for example 60 mm) which does not exceed
about triple or double the diameter of empty coils (e.g.
20 mm or 30 mm), a winding device can be used
and simplified procedure (Figures 14 and 15) which contributes to reducing the
voltage variations of
Dans ce cas, le ruban d'impression passe entre la tête d'impression
440' et un contre-rouleau 441' de la même manière que dans le dispositif
de la figure 16, mais les paires de rouleaux 412, 413 et 432, 433 de la
figure 16 sont supprimés. Les générateurs de couple 415' et 435' associés
aux dispositifs de déroulement et d'enroulement sont alors installés
directement respectivement sur les mandrins 402', 422' des bobines 401',
421' montés à l'aide de roulements 414', 434' sur le bâti support 411'.In this case, the print ribbon passes between the print head
440 'and a counter roller 441' in the same way as in the device
of figure 16, but the pairs of
Du côté du dispositif de déroulement, le générateur de couple 415' est relié par un accouplement 416' à l'arbre 402' et comporte un organe anti-rotation 417' coopérant avec le bâti 411'.On the side of the unwinding device, the torque generator 415 ' is connected by a coupling 416 'to the shaft 402' and comprises a member anti-rotation 417 'cooperating with the frame 411'.
Du côté du dispositif d'enroulement, le générateur de couple 435' est relié par un accouplement 436' à l'arbre 422' et comprend en outre une poulie 423' permettant une motorisation par l'intermédiaire d'une courroie 424' et d'une poulie 428' entraíné par un organe de motorisation 425' qui contribue également à entraíner l'arbre du contre-rouleau 441', monté sur le bâti support 411' à l'aide de roulements 434'. On the side of the winding device, the torque generator 435 ' is connected by a coupling 436 'to the shaft 422' and further comprises a pulley 423 'allowing motorization via a belt 424 'and a pulley 428' driven by a motorisation member 425 'which also contributes to driving the counter-roller shaft 441', mounted on the support frame 411 'using bearings 434'.
Dans les exemples de réalisation des figures 10, 12 et 15, on a représenté des générateurs de couple extérieurs aux arbres des cylindres ou bobines avec lesquels ils coopèrent.In the exemplary embodiments of FIGS. 10, 12 and 15, we have depicted torque generators outside the cylinder shafts or coils with which they cooperate.
A titre de variante, ces générateurs de couple pourraient être incorporés à l'intérieur des arbres des cylindres ou bobines concernés.Alternatively, these torque generators could be incorporated inside the shafts of the affected cylinders or coils.
On décrira maintenant en référence aux figures 21 à 27 un autre exemple d'installation de fabrication de coupons personnalisés tels que des cartes d'identification qui permet notamment la mise en oeuvre de plusieurs procédés différents de personnalisation de cartes, tels qu'un procédé d'impression et un procédé de reproduction photographique, tout en conservant tous les avantages d'une installation compacte capable de produire rapidement même des séries limitées de cartes, sans délai et sans mise au rebut de longueurs importantes de bandes de matières consommables.We will now describe with reference to Figures 21 to 27 another example of a manufacturing facility for personalized coupons such as identification cards which allows in particular the implementation of several different card personalization methods, such as printing process and photographic reproduction process, all retaining all the advantages of a compact installation capable of quickly produce even limited series of cards, without delay and without discarding large lengths of material strips consumables.
L'installation 300 de la figure 21 est remarquable notamment en ce
qu'elle comprend une chaíne auxiliaire fermée à maillons 11 entraínée par
des pignons motorisés 12 de façon indexée et équipée d'un ensemble de
pinces auxiliaires 15 montées avec un pas constant sur des maillons de la
chaíne auxiliaire 11. Les pinces auxiliaires 15 peuvent présenter une
configuration tout à fait analogue à celle des pinces 5 décrites en
référence aux figures 4, 5 et 6A, 6B. Toutefois, la longueur L des
mâchoires des pinces 15 peut être différente de celle des mâchoires des
pinces 5 montées sur la chaíne principale 1. La longueur L des mâchoires
des pinces 5, 15 est en effet adaptée à la dimension des coupons de
base devant être saisis par ces pinces.The
La chaíne principale fermée à maillons 1, équipée d'un ensemble
de pinces principales 5 montées avec un pas constant sur des maillons de
la chaíne principale 1 est analogue à la description qui a été faite
précédemment en référence aux figures 1 et 2. La chaíne principale 1 est
toutefois entraínée par des pignons motorisés 2 de façon indexée, en
synchronisme avec la chaíne auxiliaire 11.The main closed chain with
A titre d'exemple, la chaíne auxiliaire 11, qui dans l'installation
décrite est destinée à assurer le transport d'un coupon de base N
constitué par un élément photosensible tel qu'un élément de film ou de
papier négatif, est constituée par une chaíne à rouleaux équipée de 20
pinces 15 montées à intervalles réguliers de 127 mm correspondant à un
pas constant de 10 maillons d'une chaíne au pas de 12, 7 mm.For example, the auxiliary chain 11, which in the installation
described is intended to ensure the transport of a basic coupon N
consisting of a photosensitive element such as a film or
negative paper, consists of a roller chain equipped with 20
La chaíne principale 1, qui dans l'installation décrite est destinée à
assurer le transport de coupons de base positifs P en papier ou matière
plastique sur lesquels doivent être reportées des informations
personnalisées, notamment à partir de coupons de base négatifs N, peut
être constituée par une chaíne à rouleaux équipée de 60 pinces 5
montées à intervalles réguliers de 127 mm correspondant à un pas
constant de 10 maillons d'une chaíne au pas de 12,7 mm. Il est
naturellement possible de modifier ces valeurs en fonction des
applications envisagées, et notamment en fonction de la dimension des
coupons de base et du nombre de postes de travail, dès lors que l'on
conserve des avances indexées et synchronisées par pas constant avec
arrêts temporaires pour traitement des coupons au niveau des différents
postes de travail. On notera que dans le cas de fabrications de cartes
présentant un format de l'ordre de 10 cm x 10 cm, une installation mettant
en oeuvre deux chaínes 1,11 et l'ensemble de postes de travail qui sera
décrit en référence à la figure 21, peut comporter un moyen de
motorisation générale constitué par un groupe moto-réducteur - indexeur
d'une puissance relativement réduite, par exemple de 0,18 kW. Le coût
d'exploitation d'une machine telle que l'installation 300 avec une seule
énergie électrique peut être réduit et correspondre à une consommation
d'énergie électrique ne dépassant pas 2 à 3 kWh.The
La cadence de production de cartes peut être par exemple de
l'ordre de 1200 cartes/heure avec une installation compacte 300 dont tous
les organes des différents postes de travail peuvent être montés sur un
même châssis 101 constitué par exemple essentiellement par une plaque
verticale d'une épaisseur de l'ordre de 15 mm et dont la longueur et la
hauteur peuvent être de l'ordre de 1800 mm. Le châssis 101 est ainsi
compact et peut être monté le cas échéant sur un cadre mobile qui
permet de déplacer facilement la machine 300.The production rate of cards can be for example of
around 1200 cards / hour with a
Comme on le verra ci-après, même la mise en oeuvre de plusieurs
circuits fermés de transport de cartes et la mise en oeuvre d'un procédé
photographique de personnalisation de cartes conduisent à une
installation de fabrication 300 dont le coût de fabrication est modéré (du
fait du coût modéré des éléments constitutifs et de leur facilité
d'intégration), dont l'encombrement est limité et dont le coût de production
par carte est réduit même si l'installation est adaptée à une production de
plusieurs petites séries successives de cartes de types différents. En
particulier, du fait d'un procédé de fabrication agissant sur des tronçons
de bande, un changement de production peut facilement intervenir sans
qu'il soit nécessaire que les bobines de bandes de matières
consommables (film négatif des coupons négatifs N, papier ou matière
plastique des coupons positifs P, films de matière plastique pour la
plastification, rubans thermiques d'impression, ...) aient été utilisées
entièrement, ce qui conduit à une absence de gaspillage de ces bandes
de matière consommables.As will be seen below, even the implementation of several
closed circuits for carrying cards and implementing a process
photographic card personalization lead to a
Dans l'exemple de la figure 21, la chaíne auxiliaire équipée de
pinces 15 se déplace devant un poste 310 d'approvisionnement en
coupon négatif photosensible N, qui peut présenter une structure
analogue à celle du poste d'approvisionnement 110 déjà décrit en
référence à la figure 1 et permet la saisie d'un coupon négatif individuel N
par une pince 15. La chaíne auxiliaire 11 passe ensuite devant un poste
320 de prise de vue photographique pour transférer des données
personnalisées, notamment des données graphiques telle qu'une
photographie d'identité, sur le coupon négatif photosensible N à partir
d'informations disponibles dans une base de données. Après
sensibilisation d'un coupon négatif N au poste de prise vue 320, ce
coupon négatif N, toujours transporté par une pince 15 solidaire d'un
maillon de la chaíne auxiliaire 11, est amené à un poste 330 de
développement où le coupon négatif N est développé par trempage dans
un bain d'activateur ou révélateur. On notera que la longueur du poste de
développement 330 est adaptée au temps nécessaire à la révélation du
coupon négatif N. Ainsi ce poste de développement 330 peut s'étendre si
nécessaire sur plusieurs pas d'avance de la chaíne auxiliaire 11 pour
maintenir le coupon négatif N en contact avec le bain d'activateur pendant
plusieurs pas successifs d'avance des pinces 15.In the example of Figure 21, the auxiliary chain equipped with
La chaíne auxiliaire 11 arrive ensuite devant un poste 342 de
superposition sous pression du coupon négatif N avec un coupon de base
positif P alimenté à partir d'un poste 110 d'approvisionnement en coupon
de base positif P où les coupons de base positifs sont saisis par des
pinces 5 montées sur la chaíne principale 1. The auxiliary chain 11 then arrives at a
La chaíne principale 1 se déplace elle-même successivement
devant le poste 110 d'approvisionnement en coupon de base positif P (qui
peut être réalisé conformément à la description précédemment faite en
référence à la figure 3 mais pourrait aussi comprendre un chargeur de
coupons de base prédécoupés), le poste 342 de superposition sous
pression d'un coupon négatif N avec un coupon de base positif P(qui sera
décrit de façon plus détaillée en référence aux figures 22 à 24), un poste
343 d'ouverture automatique de la pince 15 transportant un coupon
négatif N afin de libérer ce coupon négatif N superposé à un coupon
positif P et une zone 350 de transfert-développement dans laquelle le
coupon négatif N est maintenu en position par adhésion capillaire sur le
coupon positif P lui-même transporté par une pince 5 de la chaíne
principale 1, de telle sorte qu'il est opéré un transfert d'image
photographique du coupon négatif N sur le coupon positif P. La chaíne 1
arrive ensuite au niveau d'un poste 360 de retrait du coupon négatif N par
décollement mécanisé de ce coupon négatif N par rapport au coupon
positif P et évacuation du coupon négatif N dans une base 361. La chaíne
principale 1 passe ensuite devant un poste 370 de lavage du coupon
positif P par trempage dans un bain d'eau, un premier poste 371
d'essorage à travers une paire de cylindres motorisés, un poste 372 de
stabilisation par trempage dans un bain stabilisateur, un deuxième poste
373 d'essorage à travers une paire de cylindres motorisés et un poste 380
de séchage par exemple à travers un tunnel chauffant et ventilé. Le
coupon positif P personnalisé par la présence d'une image
photographique, qui peut ne remplir qu'une zone limitée du coupon positif
P, prévue par exemple pour une photographie d'identité, ou qui peut
comporter l'ensemble des informations alphanumériques et graphiques
nécessaires à la personnalisation, peut alors être traité d'une manière
analogue à ce qui a été décrit plus haut en référence à la figure 2.The
A titre d'exemple, on a représenté sur la figure 21 un poste
d'impression 120 comportant un premier dispositif 121 d'impression sur le
recto d'un coupon P et un deuxième dispositif 122 d'impression sur le
verso d'un coupon P, un poste 230 de formation d'un étui en matière
plastique à partir de réserves 231, 232 de bandes supérieure et inférieure
de matière plastique, un poste 240 de plastification, un poste 170 de
découpe de cartes, un tapis 180 de réception des cartes finies pouvant
être associé à un empileur, et un bac 290 de réception du squelette
constitué par les restes du coupon P après découpe au poste de découpe
170, l'ouverture de la pince 5 maintenant ce squelette pouvant se faire
automatiquement devant le bac 290 pour libérer ce squelette. Ce moyen
d'ouverture automatique de pince peut être réalisé simplement par la
génératrice d'un cylindre en rotation qui vient soulever la plaque inférieure
56 de la pince par exemple au niveau d'un pignon de renvoi de la chaíne
1 vers le premier poste de travail 110.By way of example, there is shown in FIG. 21 a
On a représenté de façon plus spécifique sur la figure 21 un tel
exemple de génératrice de cylindre en rotation 343 agissant sur une pièce
15 de la chaíne secondaire 11 au niveau d'un pignon de cette chaíne vers
un pignon 13 de guidage du retour de chaíne vers le poste de travail 310.
La partie périphérique du cylindre en rotation 343 synchronisé avec
l'avance de la chaíne 11 agit sur une pince 15 pour ouvrir celle-ci après
l'étape de superposition du coupon négatif N avec le coupon positif P pour
permettre l'entraínement, par une seule pince 5 de la chaíne principale 1,
du coupon positif P auquel est superposé, tout en débordant légèrement
latéralement, le coupon négatif N.A more specific representation of this is shown in FIG. 21.
example of a 343 rotating cylinder generator acting on a
Sur la figure 21, la référence 341 désigne un rouleau d'enduction
du recto du coupon positif P en produit activateur prélevé par exemple
dans le bac servant au mouillage du coupon négatif N dans le poste de
développement 330. Le dispositif de mouillage 341 est situé juste en
amont du poste 342 au niveau duquel les chaínes 1 et 11 deviennent
voisines pour permettre la mise en superposition d'un coupon positif P et
d'un coupon négatif N.In FIG. 21, the
La figure 29 illustre la mise en superposition d'un coupon négatif N
avec un coupon récepteur positif P, puis la libération du coupon négatif N
par la pince 15, le coupon négatif N restant superposé au coupon positif P
et seule la partie précédemment tenue par la pince 15 débordant
latéralement. La figure 29 montre ensuite la séparation du négatif N après
transfert de l'image photographique sur le coupon positif P1, puis la
combinaison d'un portefeuille P2 en matière plastique et d'un coupon
positif personnalisé P1 pour une opération de plastification avant découpe
d'une carte P3 et mise au rebut du squelette résiduel P4.FIG. 29 illustrates the layering of a negative coupon N with a positive receiving coupon P, then the release of the negative coupon N by the
On notera que le coût des films constituant les coupons négatifs N
est généralement supérieur au coût des matériaux constituant les
coupons positifs P. Il est ainsi possible d'utiliser des coupons négatifs N
de petite taille correspondant aux dimensions nécessaires à la
reproduction d'une image graphique telle qu'une photographie d'identité,
et de ne reproduire par transfert photographique sur un coupon positif que
cette photographie d'identité n'occupant qu'une fraction de la surface du
coupon positif P, et de compléter la personnalisation du coupon positif P
sur les parties non occupées par la photographie exclusivement par un
moyen d'impression dans un poste tel que le poste 120 qui peut être
constitué par exemple par une imprimante de type thermique ou à jets
d'encre.Note that the cost of the films constituting the negative coupons N
is generally higher than the cost of the materials constituting the
positive coupons P. It is thus possible to use negative coupons N
small corresponding to the dimensions necessary for the
reproduction of a graphic image such as an identity photograph,
and to reproduce by photographic transfer on a positive coupon only
this identity photograph occupying only a fraction of the surface of the
P positive coupon, and complete the personalization of the P positive coupon
on the parts not occupied by photography exclusively by a
printing means in a station such as
Les figures 22 à 24 illustrent un exemple de poste 342 de
superposition sous pression d'un coupon négatif N maintenu par une
pince 15 de la chaíne auxiliaire 11 et d'un coupon positif P maintenu par
une pince 5 de la chaíne principale 1 équipée d'un pignon de motorisation
42. Ce poste de superposition comprend essentiellement deux cylindres
de pressage-transfert 41,45 superposés montés sur des arbres 41A, 45A
respectivement.Figures 22 to 24 illustrate an example of
L'arbre 45A est monté sur une boíte à roulements 47 qui est mis en
pression, contre le support 46 de l'arbre 41A solidaire du bâti 101 de la
machine, par un ressort de tension 69. Le cylindre 41, solidaire du pignon
42 formant prise de motorisation et d'un engrenage de motorisation 43,
est entraíné en rotation autour de l'arbre fixe 41A sur lequel le cylindre 41
et l'engrenage 43 sont montés par l'intermédiaire de roulements 68. Le
cylindre 45 est lui-même entraíné en rotation par son arbre 45A solidaire
d'un engrenage de motorisation 44 en prise avec l'engrenage 43.The
La pression exercée entre les deux cylindres 41, 45 par
l'intermédiaire du ressort 69 est relativement conséquente et peut
provoquer un positionnement légèrement désaxé du coupon négatif N sur
le coupon positif P. Pour remédier à cela, on provoque une légère
ouverture entre les cylindres de pressage 41 et 45, de l'ordre de
l'épaisseur du coupon négatif N, au moment de l'introduction d'un coupon
négatif N. Cette ouverture est réalisée par exemple grâce à la mise en
oeuvre de cames 48, 49 montées sur les engrenages de motorisation 43,
44 et dont l'une au moins comporte un bossage d'écartement 64 (figure
23). Une lumière 63 est formée sur la came 48 pour assurer un réglage de
la position angulaire. Le rapport cyclé des engrenages de motorisation 43,
44 permet de caler le synchronisme de l'ouverture des rouleaux 41, 45
avec l'arrivée d'un coupon négatif N.The pressure exerted between the two
On notera qu'un dispositif analogue peut être utilisé au niveau
d'une imprimante, telle que celles illustrées sur les figures 14, 15 et 16,
pour laisser s'introduire un coupon de base sous la tête d'impression 440,
440' qui vient appliquer par pression un ruban thermique d'impression sur
un coupon de base se déplaçant sur un contre-rouleau 441, 441'.Note that a similar device can be used at the level
a printer, such as those illustrated in FIGS. 14, 15 and 16,
to let a basic coupon enter under the
Après la mise en superposition d'un coupon négatif N et d'un
coupon positif P au niveau du poste de travail 342, et après ouverture de
la pince 15 transportant le coupon négatif N, grâce à l'action de la came
rotative 343, le coupon négatif N transporté par le coupon positif P
provoque dans la zone 350 le phénomène de développement par transfert
de l'image photographique du coupon négatif N au coupon positif P par le
procédé connu sous l'appellation de DTR (Diffusion Transfer Reversal).After overlapping a negative coupon N and a
positive coupon P at
Selon la loi du développement par transfert, il convient de maintenir
les surfaces du négatif et du positif en contact suivant un trajet rectiligne
présentant une longueur minimale. Grâce à la prise à l'aide d'une pince 5
du format constitué d'un coupon positif P supportant un coupon négatif N,
il est possible de réaliser un cheminement en lacets de la chaíne
principale 1 avec plusieurs tronçons de chaíne rectilignes superposés
(figure 21) et de ce fait de réduire la distance rectiligne continue qui serait
nécessaire comme par exemple lorsque l'on superpose un film négatif
continu avec une bande continue de matériau positif.According to the law of development by transfer, it is necessary to maintain
the surfaces of the negative and the positive in contact following a straight path
with a minimum length. Thanks to the
A la fin du développement par transfert, le décollement mécanique
du coupon négatif N au poste 360 peut être réalisé par exemple de la
manière illustrée sur les figures 25 à 27, à l'aide d'un jeu de trois petites
courroies motorisées 93A, 94A à section circulaire agissant sur le bord du
coupon négatif N précédemment serré dans une pince 15 de la chaíne
auxiliaire 11 et faisant légèrement saillie par rapport au coupon positif P
du côté opposé à la pince 5 de maintien du coupon positif P.At the end of the transfer development, the mechanical detachment
of the negative coupon N at
La figure 25 montre le trajet 99 des maillons de la chaíne principale
1 portant des pinces (symbolisées par un trait vertical), écartées d'un pas
E, de support de coupons positifs P. Un pignon 91 d'entraínement de la
chaíne 1 servant de prise de motorisation pour une poulie 92 est monté à
l'aide de roulements 90A sur un arbre 90 solidaire du bâti 101 de la
machine. La poulie 92 présente deux gorges adjacentes présentant un
diamètre correspondant au diamètre primitif des pinces 5 entraínées
autour du pignon 91. L'arbre 90 porte du côté opposé au bâti 101, une
plaque 98 sur laquelle sont fixées (par l'intermédiaire de roulements 98A),
une petite poulie 93 à deux gorges et deux petites poulies amont 95 et
aval 94 à une gorge. Un couple d'engrenages 96, 97, coaxiaux aux petites
poulies 93, 94 permet d'assurer la motorisation de la petite poulie 94 à
partir du mouvement de la petite poulie 93 elle-même entraínée par la
poulie principale 92 de grand diamètre. Les différentes poulies 92, 93, 94,
95 présentent des gorges permettant la réception de courroies 93A, 94A
présentant une section circulaire dont le diamètre peut être par exemple
de l'ordre de 3 mm. Comme on peut le voir sur la figure 27, le bord du
coupon négatif N est efficacement pincé sans glissement entre les deux
courroies rondes supérieures 93A engagés sur les poulies 92 et 93 et la
courroie ronde inférieure 94A engagée sur les poulies 94 et 95. Le coupon
négatif est alors évacué automatiquement par pincement entre les trois
courroies 93A, 94A tandis que le coupon positif P qui est en retrait par
rapport aux poulies 92, 93, 94, 95, continue son trajet avec la pince 5 le
long de la chaíne 1.Figure 25 shows the
Dans les installations de fabrication de cartes d'identification selon
l'invention, les pinces 5, 15 de préhension des coupons ou formats C, P,
N intervenant dans le processus de fabrication des cartes, peuvent être
munies d'un code, tel qu'un code à barres, qui permet, par lecture du code
de chaque pince au niveau des différents postes de travail, de situer à
tout moment dans la machine la carte en cours de fabrication. En
particulier, la lecture du code d'une pince 5, 15 au niveau d'un poste de
personnalisation 120, 320, permet de contrôler pendant la production les
applications des données personnalisées d'identification et permet d'éviter
toute erreur même lorsque diverses données de personnalisation (par
exemple report de photographie d'identité, impression du recto d'une
carte, impression du verso d'une carte) sont introduites sur une carte à
des postes de travail différents 320, 121, 122 à partir de fichier de
données différents.In facilities for manufacturing identification cards according to
the invention, the
Claims (33)
- An installation for manufacturing personalized coupons such as identity cards, the installation comprising a set of work stations with at least a feed station (110) for supplying blank coupons (C, P), a personalization station (120) for personalizing blank coupons (C, P), and a cutting-out station (130, 170) for cutting out personalized coupons (C, P), with a system for transporting coupons (C, P) between the various work stations (110, 120, 130, 170), the installation being characterised in that the system for transporting blank coupons (C, P) comprises a carousel having at least one chain (1) driven in indexed manner by motor-driven sprocket wheels (2), and a set of clamps (5) mounted at a constant pitch on links of the chain (1) and co-operating with opening/closing means (37) placed in fixed positions, so that each clamp takes hold of an individual blank coupon (C, P), transports said coupon (C, P) between the various work stations, and releases the blank coupon (C, P) in a station (180) for collecting the finished or semi-finished product as a personalized identity card, each clamp (5) having a pair of jaws (54, 55) for clamping a marginal zone of a blank coupon (C, P) in at least two regions thereof which are spaced apart from each other in the travel direction of the chain (1), and having external abutments (52) secured to one or other of the jaws (54, 55) for laterally positioning the blank coupon (C, P) held between said jaws (54, 55).
- An installation according to claim 1, characterised in that each clamp (5) has lateral fastenings (51) fastening it to the chain (1), the fastenings being located below the plane in which a coupon (C, P) is held by the jaws (54, 55).
- An installation according to claim 1 or claim 2, characterised in that each clamp (5) has a central spring (59) disposed between on the one hand, a bottom plate (56) secured to the top jaw (55) and on the other hand, the bottom face of the bottom jaw (54).
- An installation according to any one of claims 1 to 3, characterised in that each clamp (5) has vertical external abutments (52) extending upwards and secured to the bottom jaw (54).
- An installation according to any one of claims 1 to 4, characterised in that the width (ℓ) of engagement between the jaws (54, 55) of each clamp (5) lies in the range 3 mm to 5 mm.
- An installation according to any one of claims 1 to 5, characterised in that the clamp opening/closing means comprises a mechanical pusher (37) secured to a mechanism (38) of the crank and connecting rod type.
- An installation according to any one of claims 1 to 5, characterised in that the clamp opening/closing means comprise an outline of a rotating cylinder (343).
- An installation according to any one of claims 1 to 7, characterised in that the feeder station (110) for supplying blank coupons (C, P) comprises a transfer and cutting station for transferring to a clamp (5) a segment of a strip (B) disposed transversely relative to the chain (1), the strip having a succession of segments constituting blank coupons (C, P).
- An installation according to claim 8, characterised in that the feeder station (110) has support means (32) for supporting a storage reel (30) of said strip (B), a pair of superposed cylinders (33) between which the strip (B) coming from the reel (30) is pinched and which constitute a motor-driven pulling unit, a motor-driven guillotine (34) disposed between the motor-driven puller unit (33) and the path of the clamps (5), and an optical cell (35) for monitoring the arrival of clamps (5) in register with blank coupons (C, P) to be cut off by the guillotine from segments of strip (B) and to be held by the clamps (5) actuated by clamp opening/closing means (36, 37) disposed in the vicinity of the feeder station (110) and synchronized with the indexed advance of the chain (1).
- An installation according to any one of claims 1 to 9, characterised in that it has code marks on each clamp (5) and in that it has at least one station (120) for personalizing the blank coupons (C, P) constituted by a station for individualized printing of at least one face of the blank coupons (C, P) transported by said clamps (5).
- An installation according to any one of claims 1 to 10, characterised in that it comprises a pre-laminating station (230) with top and bottom rolls (60, 70) for supplying strips of plastics material (P11, P12) perpendicularly to the travel direction of the chain (1) to form a folder (P2) that encloses an insert (87) constituted by a pre-cut-out personalized blank coupon (P1) held by a clamp (5), and a laminating station (240) acting on the assembly constituted by said folder (P2) and its insert held by a clamp (5).
- An installation according to claim 11, characterised in that the pre-laminating station (230) comprises a device for feeding to strips of plastics material (P11, P12) with only a first longitudinal edge of each of the strips (P11, P12) passing via a heating shoe (65) prior to the two strips (P11, P12) being driven through a pair of motor-driven rollers (66) which seal the two strips (P11, P12) together via their first longitudinal edges so as to form a double film that is held open by a spacer (81) prior to receiving said insert (87) and constituting a folder (P2) after being cut by a device (82, 85) for cutting the double film transversely so as to form a sandwich driven towards a laminating station (240) by the central insert (87) held by a clamp (5).
- An installation according to claim 11 or claim 12, characterised in that each of the strips of plastics material (P11, P12) is constituted by a film of a base material such as polyester provided with a coating layer compatible with the insert and favouring heat-sealing, such as polyethylene, and in that the top and bottom strips of plastics material (P11, P12) have their coating layers facing each other.
- An installation according to any one of claims 11 to 13, characterised in that it comprises a laminating station having first and second perforated metal bands (528) welded to form endless loops and motor-driven by a set of four cylinders (522, 523) of which two non-opposing cylinders (522) are fitted laterally with sprocket wheels, the first and second metal bands (528) presenting respective parallel path portions in which they hold at least one assembly constituted by said folder (P2) and its insert held by a clamp (5), said parallel path portions passing successively via heating shoes (541, 542), a pair of laminating cylinders (524, 525), and cooling means (551, 552).
- An installation according to claim 14, characterised in that the drive members of the laminating station (240) are synchronized with the indexed drive of the main chain (1) for transporting the clamps (5; 515) in such a manner that the perforated metal bands (528) and the chain (1) advance simultaneously and through the same distance.
- An installation according to claim 15, characterised in that the first and second perforated endless metal bands (528) have loop-closure means (529) of thickness smaller than the thickness of an assembly constituted by a folder (P2) and its insert, which means are disposed in offset manner on the first and second metal bands (528) so as to be situated in empty gaps between two successive assemblies, each comprising a folder (P2) and its insert.
- An installation according to claim 15 or claim 16, characterised in that the pitch of the perforations in the metal bands (528) is identical to the pitch of the links in the chain (1) fitted with the clamps (515).
- An installation according to any one of claims 1 to 17, characterised in that it comprises an auxiliary closed-loop chain (11) driven in indexed manner by motor-driven sprocket wheels (12) and fitted with a set of auxiliary clamps (15) mounted at a constant pitch on links of the auxiliary chain (11), and a main closed-loop chain (11) driven in indexed manner by motor-driven sprocket wheels (2) synchronously with the auxiliary chain (11) and fitted with a set of main clamps (5) mounted at a constant pitch on links of the main chain (1).
- An installation according to claim 18, characterised in that the auxiliary chain (11) moves successively via a feeder station (310) for supplying photosensitive negative coupons (N), a photographic station (320) for transferring personalization data onto the photosensitive negative coupons (N), a developer station (330) for developing the negative coupons (N) by dipping them in an activator bath, and a superposition station (342) for pressing the negative coupons (N) onto respective positive blank coupons (P) supplied by a feeder station (110) for supplying positive blank coupons (P), and in that clamp opening/closing means (37; 343) are disposed at least at the negative coupon feeder station (310) and the superposition station (342) for pressing negative coupons (N) against respective positive blank coupons (P).
- An installation according to claim 19, characterised in that the main chain (1) moves successively via at least a feeder station (110) for supplying positive blank coupons (P), a pre-wetting station (341), a superposition station (342) for pressing negative coupons (N) against respective positive blank coupons (P), a transfer and development zone (350) in which the negative coupons (N) are superposed on the positive blank coupons (P) to enable respective images to be transferred from the negative coupons (N) onto the positive blank coupons (P), a removal station (360) for removing the negative coupons (N) by mechanically peeling them off the positive blank coupons (P), a washing station (370) for washing the positive coupons (P) by dipping them in a bath of water, a first drying press station (371), a stabilizing station (372) for dipping the coupons in a stabilizer bath, a second drying press station (373), and a drier station (380).
- An installation according to claim 19 or claim 20, characterised in that the superposition station (342) for pressing negative coupons (N) against respective positive blank coupons (8) comprises a pair of drive gears (43, 44) fitted with spacer cams (48, 49) and secured to transmission shafts of a pair of pressing and transfer cylinders (41, 45) between which a negative coupon (N) superposed on a positive blank coupon (P) are inserted while held by respective clamps (15, 5) driven by the auxiliary chain (11) and the main chain (1), at least one of said spacer cams (48) being provided with an annular positioning slot (63) and a spacer projection (64).
- An installation according to any one of claims 19 to 21, characterised in that the station (360) for removing negative coupons (N) by mechanical peeling comprises a set of three motor-driven round belts (93A, 94A) acting on an edge of each negative coupon (N) that was previously clamped in a clamp (15) of the auxiliary chain and that projects a little from the positive coupon (P) from its side remote from the clamp (5) holding the positive coupon (P).
- An installation according to any one of claims 1 to 22, characterised in that it comprises a print station (120) for printing personalization data on blank coupons by means of a thermal transfer tape supplied transversely relative to the travel direction of the chain (1) transporting the blank coupons, and removed after each blank coupon has been printed, likewise transversely relative to the travel direction of the chain (1) transporting the blank coupons.
- An installation according to claim 23, characterised in that the print station (120) for printing personalization data comprises a device for unwinding the thermal transfer tape at constant tension from a reel (401), which unwinder device itself comprises a friction support (403 to 406) acting on the reel (401) or its core (402), first and second presser cylinders (412, 413) between which the unreeled thermal transfer tape is inserted, at least one torque generator (415) coupled to one of the shafts of the first and second cylinders (412, 413) and connected to a frame (411) of the unwinder device by an anti-rotation member (417).
- An installation according to claim 23 or claim 24, characterised in that the printer station (120) for printing personalization data comprises a constant-tension winding device, which device has first and second superposed cylinders (432, 433) pulling the thermal transfer tape after it has gone past a print head (440), at least one torque generator (435) associated with the drive shaft that drives one of the first and second cylinders (432, 433), and a motor and gear box unit (425) for rotating both the torque generator (435) and a core (422) for receiving the tape to be wound into a reel (421) around said core (422) after it has been pulled by passing between said first and second cylinders (432, 433).
- An installation according to claim 23, characterised in that the printer station (120) for printing personalization data contains a reel (401') storing thermal transfer tape (407') and a reel (421') for receiving thermal transfer tape (427'), the diameters of the reels when full being no greater than about three times their diameters when in the empty state, the storage and reception reels (401', 421') being situated on either side of a print head (440'), in that a torque generator (415') is coupled directly to the support core of the storage reel (401') and is connected to the support frame of said core via an anti-rotation member (417'), and in that a torque generator (435') associated with a drive member (425') is coupled directly to the support core of the reception reel (421').
- An installation according to any one of claims 1 to 26, characterised in that the blank coupons (C, P) are made of paper or of plastics material.
- An installation according to any one of claims 1 to 26, characterised in that the blank coupons (C, P) are in the form of plates.
- A method of manufacturing a run of personalized coupons such as identity cards, the method comprising at least a step of supplying blank coupons (C, P) to a first work station (110), a step of personalizing the blank coupons (C, P) in a second work station (120), and a step of cutting out personalized coupons (C, P) in a third work station (130, 170), the blank coupons being transported from one work station to another in succession, the method being characterised in that the blank coupons (C, P) are transported from one work station to another individually by means of clamps (5) mounted at a constant pitch on links of a chain (1) driven in indexed manner round a closed circuit, and in that each clamped and transported blank coupon (C, P) is held along one of its marginal zones, at least in two regions thereof, which regions are spaced apart from each other in the travel direction of the chain, while nevertheless both co-operating with the same clamp (5).
- A method according to claim 29, characterised in that the step of supplying blank coupons (C, P) comprises, level with a clamp (5) brought to a feeder station (110), transferring and cutting off a segment of strip (B) placed transversely relative to the chain (1) and having a succession of segments constituting blank coupons (C, P).
- A method according to claim 29 or claim 30, characterised in that the step of personalizing a blank coupon (C, P) comprises unwinding a thermal transfer tape (407; 407') at constant tension from a storage reel (401; 401') and bringing it into register with a print head (440; 440'), transferring personalization data by printing with the print head (440; 440') on a blank coupon (C, P) superposed with the thermal transfer tape, and removing the thermal transfer tape (427; 427') by pulling it at constant tension prior to winding it onto a reception reel (421, 421').
- A method according to any one of claims 29 to 31, characterised in that it includes a step of laminating a coupon (C, P) and in that prior to the laminating step, each blank coupon (C, P) held by a clamp (5) is inserted into a folder constituted by a doubled film assembly made from two segments of plastics material strip (P11, P12) fed perpendicularly to the travel direction of the chain (1) and sealed together along a single longitudinal edge thereof, which edge is situated in front of the corresponding coupon (C, P) in the travel direction of the coupon.
- A method according to any one of claims 29 to 32, characterised in that it includes a step of forming and transporting negative coupons (N) each held in a marginal zone at at least two regions thereof that are spaced apart from each other in the travel direction of a closed loop auxiliary chain (11) by means of a clamp (15) transported by the indexed-advance auxiliary chain (11), a step of forming and transporting positive blank coupons (P) each held in a marginal zone at at least two regions thereof that are spaced apart from each other in the travel direction of the closed loop main chain (1) by means of a clamp (5) transported by the indexed-advance main chain (1), a step of superposing a negative coupon (N) and a positive blank coupon (P) and of pressing them together, a step of transporting a superposed positive coupon (P) and negative coupon (N) by means of the single clamp (5) transported by the main chain (1), a step of removing the negative coupon (N) by mechanically unpeeling it, and a step of transporting and treating the positive coupon (P) on its own by means of the clamp (5) transported by the main chain (1).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9901023A FR2789014B1 (en) | 1999-01-29 | 1999-01-29 | METHOD AND PLANT FOR MANUFACTURING CUSTOM COUPONS |
| FR9901023 | 1999-01-29 | ||
| PCT/FR2000/000196 WO2000044572A1 (en) | 1999-01-29 | 2000-01-28 | Method and installation for producing personalized coupons |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1147018A1 EP1147018A1 (en) | 2001-10-24 |
| EP1147018B1 true EP1147018B1 (en) | 2003-06-25 |
Family
ID=9541378
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00901663A Expired - Lifetime EP1147018B1 (en) | 1999-01-29 | 2000-01-28 | Method and installation for producing personalized coupons |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6652698B1 (en) |
| EP (1) | EP1147018B1 (en) |
| JP (1) | JP2002537139A (en) |
| KR (1) | KR100603955B1 (en) |
| CN (1) | CN1177702C (en) |
| AT (1) | ATE243623T1 (en) |
| AU (1) | AU764028B2 (en) |
| CA (1) | CA2361290C (en) |
| DE (1) | DE60003522T2 (en) |
| FR (1) | FR2789014B1 (en) |
| IL (2) | IL144596A0 (en) |
| WO (1) | WO2000044572A1 (en) |
| ZA (1) | ZA200106127B (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2584418T3 (en) * | 2011-10-21 | 2014-11-28 | Siemens Ag | Method and device for locating a grasping point of an object in an assembly |
| US20130111854A1 (en) * | 2011-11-03 | 2013-05-09 | Marko Simola | Method and Equipment for Performing a Packing Operation in a Safe Way |
| US9434562B2 (en) | 2013-11-19 | 2016-09-06 | Premier Digital LLC | Card media processing system including track assembly and cars for carrying cards, and related methods |
| CN105856598B (en) * | 2016-05-04 | 2018-05-08 | 深圳源明杰科技股份有限公司 | Automatic card folds a machine and folded Zhang Gong's skill |
| CN116833058B (en) * | 2023-09-04 | 2023-12-05 | 江苏鑫涂机械有限公司 | Clamping equipment for automatic flocking of integrated swab |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3591165A (en) * | 1968-02-20 | 1971-07-06 | North American Rockwell | Method and apparatus for handling sheet material, signatures and the like |
| US3580110A (en) * | 1969-12-01 | 1971-05-25 | Stewart Warner Corp | Two speed drive mechanism for facsimile recording system or the like |
| US3618788A (en) * | 1970-01-08 | 1971-11-09 | Harris Intertype Corp | Paper cutter control |
| CH592562A5 (en) * | 1974-05-28 | 1977-10-31 | Ferag Ag | |
| CH634530A5 (en) * | 1982-02-03 | 1983-02-15 | Daverio Ag | DEVICE FOR CONVEYING AND SEPARATING FOLDED PRINTED PRODUCTS. |
| CA1199827A (en) * | 1982-06-22 | 1986-01-28 | Jacques Tisserand | Method and apparatus for data recording and reproduction by continuous transfer |
| EP0329478A3 (en) * | 1988-02-18 | 1991-10-16 | Kabushiki Kaisha Toshiba | Thermal recording printer |
| DE3835999C2 (en) * | 1988-10-21 | 2001-05-10 | Gao Ges Automation Org | Method and device for producing an identification document in book form |
| US5035134A (en) * | 1989-11-06 | 1991-07-30 | Rapindex Incorporated | Indexing conveyor for a transfer die system |
| US5058926A (en) * | 1990-03-26 | 1991-10-22 | Transilwrap Company, Inc. | Lamination product for manufacture of identification card |
| JPH04161323A (en) * | 1990-10-26 | 1992-06-04 | Toshiba Corp | Portable memory medium issuing device |
| JPH0655883A (en) * | 1992-08-03 | 1994-03-01 | Canon Inc | Manufacture of optical card |
| JP3260051B2 (en) * | 1995-01-14 | 2002-02-25 | 株式会社リコー | Apparatus for removing image forming substance from image carrier |
| US5637174A (en) * | 1995-04-10 | 1997-06-10 | Atlantek, Inc. | Apparatus for automated one-up printing and production of an identification card |
| FR2733553B1 (en) * | 1995-04-25 | 1997-07-11 | Pem Sa Protection Electrolytiq | LAMINATION DEVICE FOR SOLIDARIZING A METAL STRIP AND A STRIP OF INSULATING MATERIAL |
-
1999
- 1999-01-29 FR FR9901023A patent/FR2789014B1/en not_active Expired - Fee Related
-
2000
- 2000-01-28 WO PCT/FR2000/000196 patent/WO2000044572A1/en active IP Right Grant
- 2000-01-28 EP EP00901663A patent/EP1147018B1/en not_active Expired - Lifetime
- 2000-01-28 US US09/890,303 patent/US6652698B1/en not_active Expired - Lifetime
- 2000-01-28 CN CNB008031843A patent/CN1177702C/en not_active Expired - Lifetime
- 2000-01-28 IL IL14459600A patent/IL144596A0/en active IP Right Grant
- 2000-01-28 DE DE60003522T patent/DE60003522T2/en not_active Expired - Lifetime
- 2000-01-28 JP JP2000595848A patent/JP2002537139A/en active Pending
- 2000-01-28 CA CA002361290A patent/CA2361290C/en not_active Expired - Lifetime
- 2000-01-28 AU AU22990/00A patent/AU764028B2/en not_active Expired
- 2000-01-28 AT AT00901663T patent/ATE243623T1/en not_active IP Right Cessation
- 2000-01-28 KR KR1020017009345A patent/KR100603955B1/en active IP Right Grant
-
2001
- 2001-07-25 ZA ZA200106127A patent/ZA200106127B/en unknown
- 2001-07-26 IL IL144596A patent/IL144596A/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CN1337906A (en) | 2002-02-27 |
| CN1177702C (en) | 2004-12-01 |
| DE60003522D1 (en) | 2003-07-31 |
| JP2002537139A (en) | 2002-11-05 |
| CA2361290C (en) | 2005-11-08 |
| ATE243623T1 (en) | 2003-07-15 |
| IL144596A0 (en) | 2002-05-23 |
| AU764028B2 (en) | 2003-08-07 |
| ZA200106127B (en) | 2002-08-19 |
| IL144596A (en) | 2006-06-11 |
| FR2789014A1 (en) | 2000-08-04 |
| EP1147018A1 (en) | 2001-10-24 |
| CA2361290A1 (en) | 2000-08-03 |
| AU2299000A (en) | 2000-08-18 |
| KR100603955B1 (en) | 2006-07-25 |
| DE60003522T2 (en) | 2004-04-29 |
| KR20010093278A (en) | 2001-10-27 |
| WO2000044572A1 (en) | 2000-08-03 |
| US6652698B1 (en) | 2003-11-25 |
| FR2789014B1 (en) | 2001-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5415964B2 (en) | Method and apparatus for sticking foil material onto continuous sheet | |
| EP3003703B1 (en) | Processing unit of a continuous-strip support and machine for producing packaging provided therewith | |
| EP1029792A1 (en) | Labelling process with double-faced labelling web | |
| FR2698313A1 (en) | Apparatus and method for maintaining the synchronization of the perforations. | |
| EP1147018B1 (en) | Method and installation for producing personalized coupons | |
| WO2001017796A1 (en) | Transfer printing installation, in particular by gilding | |
| FR2674835A1 (en) | REEL WITHOUT SUPPORT CHUCK AND METHOD OF USING SAME. | |
| CA2482153A1 (en) | Magnetic marking system, method and machine for producing the same | |
| EP0097598B1 (en) | Method and device for gathering data and for continuous transfer reproduction | |
| EP0249526A1 (en) | Machine for coating a flat element by applying and fusing a thermoplastic film | |
| JP2005074936A (en) | Device for producing laminate sheet as ic card intermediate | |
| EP0710060A1 (en) | Process for fabrication of plastic supports, device for fabrication of such a support and application of the process for production of integrated circuit cards | |
| EP1268216B1 (en) | Printing plate in the form of a roller and method for obtaining same | |
| EP0925956B1 (en) | Method and system for producing security documents | |
| JP2007283727A (en) | Laminator | |
| FR2754240A1 (en) | DEVICE FOR APPLYING TAPE BANDS | |
| JPH08329457A (en) | Magnetic card manufacture system | |
| JPH11180077A (en) | Method and apparatus for manufacturing photographic print with postcard, and method and apparatus for manufacturing photographic print | |
| JPH08267619A (en) | Method and device for producing printing label | |
| EP0624465A1 (en) | Apparatus for temporarily sealing documents onto a plastic web | |
| FR2657557A1 (en) | Method and installation for manufacturing labels or the like from a compact material in the form of a cylinder | |
| FR2528992A1 (en) | Continuous photoreproduction of individual documentation records - using temporary interfacial adhesion of negative and positive films to maintain mutual alignment | |
| JP3417815B2 (en) | Image printing method and manufacturing method of photo print with postcard | |
| EP0066892A1 (en) | Photographic printing apparatus for pattern templates | |
| EP1210232A1 (en) | Transfer printing installation, in particular by gilding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010719 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20020404 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: IDENTIS SA |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: TISSERAND, JACQUES Inventor name: TISSERAND, GEORGES |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: IDENTIS SA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030625 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030625 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030625 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030625 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030625 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60003522 Country of ref document: DE Date of ref document: 20030731 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030925 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030925 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030925 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030925 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20031105 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20181207 Year of fee payment: 20 Ref country code: FR Payment date: 20181207 Year of fee payment: 20 Ref country code: BE Payment date: 20181207 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181207 Year of fee payment: 20 Ref country code: CH Payment date: 20190124 Year of fee payment: 20 Ref country code: IT Payment date: 20190121 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60003522 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20200127 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20200128 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20200127 |