EP1052296A2 - Panzerblech und Verfahren zu seiner Herstellung - Google Patents
Panzerblech und Verfahren zu seiner Herstellung Download PDFInfo
- Publication number
- EP1052296A2 EP1052296A2 EP00109687A EP00109687A EP1052296A2 EP 1052296 A2 EP1052296 A2 EP 1052296A2 EP 00109687 A EP00109687 A EP 00109687A EP 00109687 A EP00109687 A EP 00109687A EP 1052296 A2 EP1052296 A2 EP 1052296A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- armor plate
- steel alloy
- quenching
- hot
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/42—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for armour plate
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/78—Combined heat-treatments not provided for above
Definitions
- the invention relates to a hot-rolled armored sheet with a tempering structure with a yield strength> 1100 N / mm 2 and a hardness> 400 HB from a low-alloy steel and a method for its production.
- the slabs After heating to a temperature of> 1150 ° C, the slabs, which are preferably produced in a continuous casting process, are hot-rolled into coarse strips or sheets.
- the armored sheet which was rolled to its final thickness, is hardened after cooling to room temperature by reheating to above Ac 3 and quenching at a rate of> 1 K / s in oil or water.
- the sheet can then be tempered in the temperature range of 180 to 250 ° C if necessary.
- a high hardness is set which is as little as possible below the starting hardness.
- These well-known armor plates are characterized by a homogeneous structure as well as high hardness and bullet resistance even in the case of large thicknesses. The penetration depth of projectiles can usually be reduced by 30%.
- an armor plate made of steel is included 0.25 - 0.45% C, 0.08 - 0.50% Si, 0.30 - 1.50% Mn, ⁇ 0.02% P, ⁇ 0.02% S, 0.60 - 1.80% Cr, 0.20-0.60% Mo, ⁇ 0.006% B, 0.02-0.15% Al and / or Ti and 0.005 - 0.03% Nb known from CA 1 266 760 C1, which austenitizes at 860 to 960 ° C, then quenched and tempered at 160-550 ° C.
- the invention has for its object a armor plate to propose which, on the one hand, with regard to the Bullet resistance at least equally good properties like armored sheets of the type explained above on the other hand, however, improved material properties, like a higher yield strength, a higher strength at the same time higher toughness and an improved Has weldability.
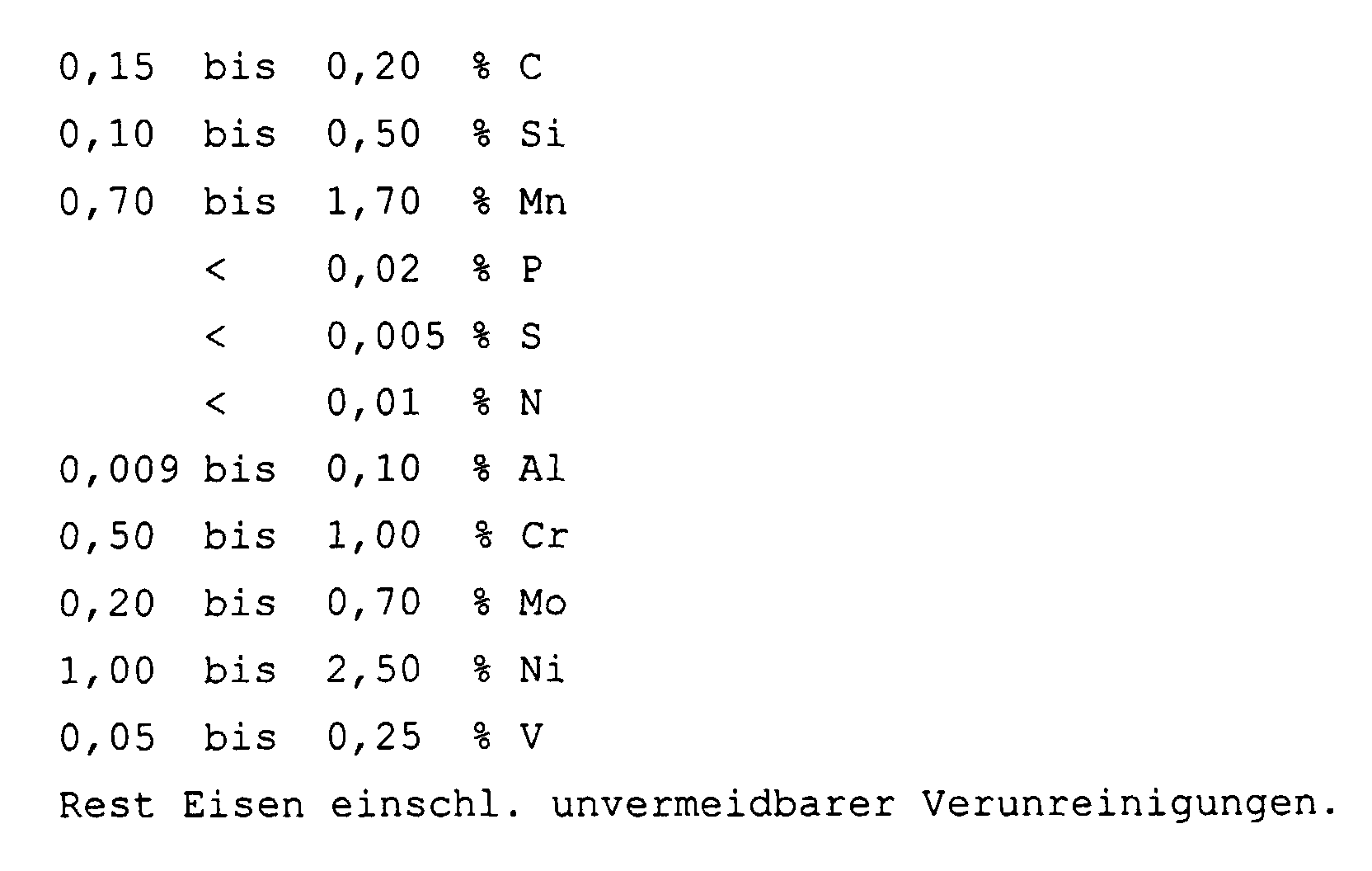
- a hot-rolled and tempered armor plate made of a steel alloy which has the following chemical composition (in% by mass):
- the steel alloy can additionally contain up to 0.005% boron contain.
- the nitrogen content of the steel alloy should preferably limited to 0.004 to 0.008%.
- the new steel alloy stands out from the Known steel alloy explained at the beginning on the one hand through a lower carbon content and secondly by the carbonitride former vanadium as precipitation-hardening element. Surprisingly achieved one from the steel alloy according to the invention produced armored sheet in the tempered condition despite the lower carbon content compared to known Armor plates have a significantly higher yield strength and Strength, but also a higher toughness and one higher elongation at break.
- the yield strength of the armor plate according to the invention is over 1100 N / mm 2 compared to only 950 N / mm 2 of the known armor plate.
- the minimum tensile strength is 1200 N / mm 2 , in particular 1250 N / mm 2 , and is consequently significantly higher than the minimum tensile strength of 1150 N / mm 2 achieved in the prior art.
- the toughness of armor sheets according to the invention measured on an ISO-V transverse sample at -40 ° C., is A v ⁇ 27 joules. Their elongation at break is more than 10%.
- Armor plate according to the invention preferably has a predominantly martenistic structure with a fine Grit. Result in particularly good material properties itself when the proportion of the martensitic structure is at least 98%.
- room temperature i.e. to a well below the martensite start temperature fine-grained martensitic structure.
- Whose Fine grain can be further improved in that the quench to room temperature after the second Austenitization in the temperature range of 800 - 500 ° C with one related to the sheet metal core Cooling rate of at least 5 K / s takes place, whereby preferably for the rapid cooling Pressurized water is used.
- a melt of the composition shown in Table 1 was poured into a 260 mm thick slab.
- the slab was based on a furnace temperature of 1250 ° C, with a piercing temperature of about 1100 ° C at a final rolling temperature of 950 ° C to a final thickness of 10, 40 and 50 mm hot rolled. Then the Compensation treatment.
- sheets 1, 3 and 4 in Table 2 consisted of austenitizing (940 ° C / water) with subsequent tempering 320 ° C / air. Sheet 2 was austenitized twice, quenched and tempered.
- the samples of the like Properties obtained from armored sheet metal are in Table 2 compiled.
- the yield strength and tensile strength are well above the aforementioned minimum limits.
- the elongation values are approx. 11 to 12% is extraordinarily good, and the notched impact strength values are also significantly above the aforementioned minimum limit of 27 J.
- the hardness values are all above 400 HB.
- the double austenitized sheet 2 again achieved increased values of the mechanical properties.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Laminated Bodies (AREA)
- Securing Of Glass Panes Or The Like (AREA)
Abstract
Description



| C | Si | Mn | P | S | Al | Cr | Mo | Ni | V |
| 0,16 | 0,29 | 0,98 | 0,012 | 0,003 | 0,025 | 0,66 | 0,51 | 1,93 | 0,07 |
| Blech Nr. | Dicke (mm) | Re (N/mm2) | Rm (N/mm2) | A (%) | ISO-V-quer -40°C | Härte HB10/3000 |
| 1 | 10 | 1125 | 1339 | 10,9 | 35,32,28 | 415 |
| 2 | 10 | 1166 | 1386 | 12,0 | 39,39,39 | 420 |
| 3 | 40 | 1124 | 1345 | 11,0 | 28,35,29 | 412 |
| 4 | 50 | 1120 | 1317 | 11,7 | 42,38,34 | 408 |
Claims (10)
- Warmgewalztes Panzerblech mit Vergütungsgefüge und einer Streckgrenze > 1100 N/mm2 und einer Härte > 400 HB aus einer Stahllegierung mit (in Masse-%)
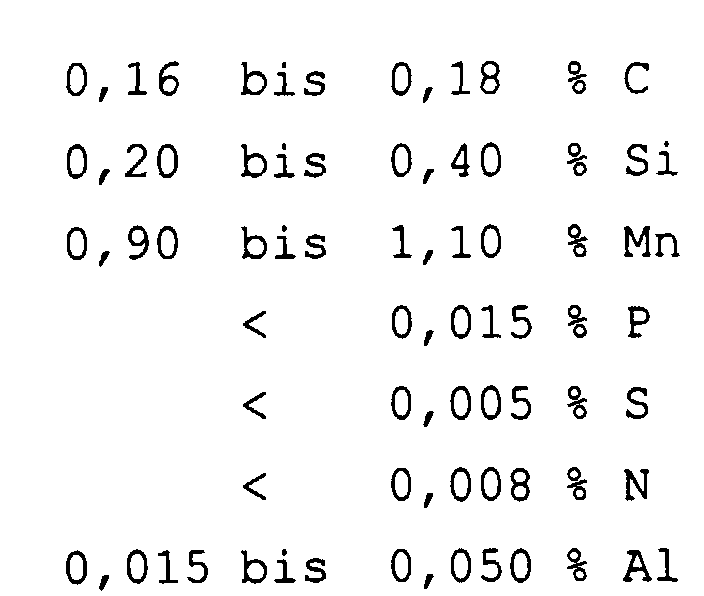
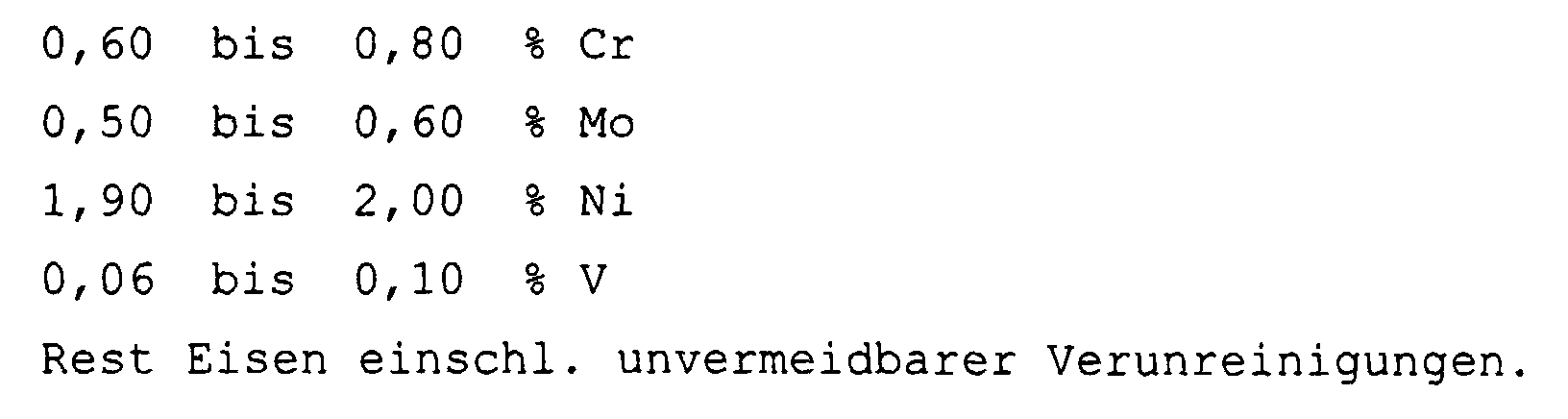
- Panzerblech nach Anspruch 1 aus einer Stahllegierung mit (in Masse-%)
- Panzerblech nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Stahllegierung zusätzlich bis 0,0050 % B enthält.
- Panzerblech nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Stickstoffgehalt der Stahllegierung auf 0,0040 bis 0,0080 % begrenzt ist.
- Panzerblech nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß es ein überwiegend martensitisches Gefüge besitzt.
- Panzerblech nach Anspruch 5, dadurch gekennzeichnet, daß der Martensitanteil des Gefüges mindestens 98 % beträgt.
- Verfahren zur Herstellung eines Panzerblechs bei dem aus einer Stahllegierung gemäß einem der Ansprüche 1 bis 6 ein Vormaterial erzeugt wird, welches anschließend warmgewalzt wird, dadurch gekennzeichnet, daß nach dem Warmwalzen ein zweifaches Austenitisieren bei 880 bis 980 °C, anschließend ein Abschrecken und abschließend ein Anlassen im Bereich von 150 bis 550 °C erfolgt.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß der Stahl im Zuge des nach dem zweiten Austenitisieren erfolgenden Abschreckens auf Raumtemperatur abgekühlt wird.
- Verfahren nach Anspruch 7 oder 8, dadurch gekennzeichnet, daß die auf den Blechkern bezogene Abkühlgeschwindigkeit während des Abschreckens im Temperaturbereich von 800 bis 500 °C mindestens 5 K/s beträgt.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, daß die Abschreckung mittels druckbeaufschlagtem Wasser erfolgt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK00109687T DK1052296T3 (da) | 1999-05-08 | 2000-05-08 | Anvendelse af et stål til fremstilling af panserplader |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19921327 | 1999-05-08 | ||
| DE19921327 | 1999-05-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1052296A2 true EP1052296A2 (de) | 2000-11-15 |
| EP1052296A3 EP1052296A3 (de) | 2002-06-26 |
| EP1052296B1 EP1052296B1 (de) | 2004-12-15 |
Family
ID=7907466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00109687A Expired - Lifetime EP1052296B1 (de) | 1999-05-08 | 2000-05-08 | Verwendung eines Stahls zur Herstellung von Panzerblech |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1052296B1 (de) |
| AT (1) | ATE284977T1 (de) |
| DE (1) | DE50008938D1 (de) |
| DK (1) | DK1052296T3 (de) |
| ES (1) | ES2234476T3 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1321535A2 (de) * | 2001-12-19 | 2003-06-25 | Böhler Bleche GmbH | Wekstoff mit hoher ballistischer Schutzwirkung |
| EP1386978A2 (de) * | 2002-08-01 | 2004-02-04 | K.B.P. Kettenwerk Becker-Prünte GmbH | Stahl mit hoher Festigkeit und gleichzeitig guter Zähigkeit |
| EP1705257A1 (de) * | 2005-03-24 | 2006-09-27 | Benteler Automobiltechnik GmbH | Panzerung für ein Fahrzeug |
| DE102008010168A1 (de) * | 2008-02-20 | 2009-08-27 | Benteler Automobiltechnik Gmbh | Panzerung für ein Fahrzeug |
| DE102008014914A1 (de) * | 2007-08-23 | 2009-09-24 | Edag Gmbh & Co. Kgaa | Strukturteil für eine Fahrzeug-Panzerung |
| DE102008054078A1 (de) | 2008-10-31 | 2010-05-06 | Daimler Ag | Kraftfahrzeugkarosserie aus verschiedenen Stählen |
| DE102012109693B4 (de) * | 2012-10-11 | 2018-06-28 | Benteler Defense Gmbh & Co. Kg | Verwendung einer Stahllegierung zur Herstellung eines Panzerbauteils und Panzerbauteil |
| CN109750228A (zh) * | 2019-03-04 | 2019-05-14 | 内蒙金属材料研究所 | 一种稀土抗冲击钢板及其制备方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007039998B4 (de) | 2007-08-23 | 2014-05-22 | Benteler Defense Gmbh & Co. Kg | Panzerung für ein Fahrzeug |
| EP3195334B1 (de) | 2014-09-17 | 2018-07-25 | Siemens Aktiengesellschaft | Beschussbeständige elektrische anlage |
| CN111996437B (zh) * | 2020-07-11 | 2022-05-31 | 江阴兴澄特种钢铁有限公司 | 一种大厚度高韧性屈服强度1100MPa级超高强钢板的生产方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4814141A (en) * | 1984-11-28 | 1989-03-21 | Japan As Represented By Director General, Technical Research And Development Institute, Japan Defense Agency | High toughness, ultra-high strength steel having an excellent stress corrosion cracking resistance with a yield stress of not less than 110 kgf/mm2 |
| JPH0277521A (ja) * | 1988-09-13 | 1990-03-16 | Kawasaki Steel Corp | 板厚方向の均質性に優れた溶接用超高張力鋼板の製造方法 |
| DE4223895C1 (de) * | 1992-07-21 | 1994-03-17 | Thyssen Stahl Ag | Verfahren zur Herstellung von dicken Panzerblechen |
| JPH07126739A (ja) * | 1993-11-09 | 1995-05-16 | Kobe Steel Ltd | 引張強さが980N/mm2級以上の残留応力の低い高靱性高張力鋼板の製造方法 |
| WO1999009232A1 (de) * | 1997-08-19 | 1999-02-25 | Sms Demag Ag | Metallurgisches gefäss |
-
2000
- 2000-05-08 ES ES00109687T patent/ES2234476T3/es not_active Expired - Lifetime
- 2000-05-08 DE DE50008938T patent/DE50008938D1/de not_active Expired - Lifetime
- 2000-05-08 DK DK00109687T patent/DK1052296T3/da active
- 2000-05-08 AT AT00109687T patent/ATE284977T1/de active
- 2000-05-08 EP EP00109687A patent/EP1052296B1/de not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4814141A (en) * | 1984-11-28 | 1989-03-21 | Japan As Represented By Director General, Technical Research And Development Institute, Japan Defense Agency | High toughness, ultra-high strength steel having an excellent stress corrosion cracking resistance with a yield stress of not less than 110 kgf/mm2 |
| JPH0277521A (ja) * | 1988-09-13 | 1990-03-16 | Kawasaki Steel Corp | 板厚方向の均質性に優れた溶接用超高張力鋼板の製造方法 |
| DE4223895C1 (de) * | 1992-07-21 | 1994-03-17 | Thyssen Stahl Ag | Verfahren zur Herstellung von dicken Panzerblechen |
| JPH07126739A (ja) * | 1993-11-09 | 1995-05-16 | Kobe Steel Ltd | 引張強さが980N/mm2級以上の残留応力の低い高靱性高張力鋼板の製造方法 |
| WO1999009232A1 (de) * | 1997-08-19 | 1999-02-25 | Sms Demag Ag | Metallurgisches gefäss |
Non-Patent Citations (3)
| Title |
|---|
| MUESGEN ET AL: "High strength fine-grained steels, that have been heat treated using water, with minimum yield points up to 90kg/mm2" DECHEMA MONOGRAPHIEN, VERLAG CHEMIE, WEINHEIM,, DE, Bd. 76, 1974, Seiten 151-162, XP002089185 ISSN: 0070-315X * |
| PATENT ABSTRACTS OF JAPAN vol. 014, no. 265 (C-0726), 8. Juni 1990 (1990-06-08) & JP 02 077521 A (KAWASAKI STEEL CORP), 16. März 1990 (1990-03-16) * |
| PATENT ABSTRACTS OF JAPAN vol. 1995, no. 08, 29. September 1995 (1995-09-29) -& JP 07 126739 A (KOBE STEEL LTD), 16. Mai 1995 (1995-05-16) * |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1321535A3 (de) * | 2001-12-19 | 2003-08-13 | Böhler Bleche GmbH | Wekstoff mit hoher ballistischer Schutzwirkung |
| EP1321535A2 (de) * | 2001-12-19 | 2003-06-25 | Böhler Bleche GmbH | Wekstoff mit hoher ballistischer Schutzwirkung |
| EP1386978A2 (de) * | 2002-08-01 | 2004-02-04 | K.B.P. Kettenwerk Becker-Prünte GmbH | Stahl mit hoher Festigkeit und gleichzeitig guter Zähigkeit |
| EP1386978A3 (de) * | 2002-08-01 | 2005-03-02 | K.B.P. Kettenwerk Becker-Prünte GmbH | Stahl mit hoher Festigkeit und gleichzeitig guter Zähigkeit |
| EP1705257A1 (de) * | 2005-03-24 | 2006-09-27 | Benteler Automobiltechnik GmbH | Panzerung für ein Fahrzeug |
| US7357060B2 (en) | 2005-03-24 | 2008-04-15 | Benteler Automobiltechnik Gmbh | Vehicle armor |
| DE102008014914B4 (de) * | 2007-08-23 | 2013-07-04 | Vps Vehicle Protection Systems Gmbh | Strukturteil für eine Fahrzeug-Panzerung |
| DE102008014914A1 (de) * | 2007-08-23 | 2009-09-24 | Edag Gmbh & Co. Kgaa | Strukturteil für eine Fahrzeug-Panzerung |
| DE102008010168A1 (de) * | 2008-02-20 | 2009-08-27 | Benteler Automobiltechnik Gmbh | Panzerung für ein Fahrzeug |
| DE102008010168B4 (de) * | 2008-02-20 | 2010-04-22 | Benteler Automobiltechnik Gmbh | Panzerung für ein Fahrzeug |
| DE102008054078A1 (de) | 2008-10-31 | 2010-05-06 | Daimler Ag | Kraftfahrzeugkarosserie aus verschiedenen Stählen |
| DE102012109693B4 (de) * | 2012-10-11 | 2018-06-28 | Benteler Defense Gmbh & Co. Kg | Verwendung einer Stahllegierung zur Herstellung eines Panzerbauteils und Panzerbauteil |
| CN109750228A (zh) * | 2019-03-04 | 2019-05-14 | 内蒙金属材料研究所 | 一种稀土抗冲击钢板及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1052296B1 (de) | 2004-12-15 |
| EP1052296A3 (de) | 2002-06-26 |
| DE50008938D1 (de) | 2005-01-20 |
| ATE284977T1 (de) | 2005-01-15 |
| DK1052296T3 (da) | 2005-04-11 |
| ES2234476T3 (es) | 2005-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3340031C2 (de) | Panzerblech und Verfahren zu seiner Herstellung | |
| EP2855717B1 (de) | Stahlflachprodukt und verfahren zur herstellung eines stahlflachprodukts | |
| EP0580062B1 (de) | Verfahren zur Herstellung von dicken Panzerblechen | |
| EP3504349B1 (de) | Verfahren zur herstellung eines höchstfesten stahlbandes mit verbesserten eigenschaften bei der weiterverarbeitung und ein derartiges stahlband | |
| EP3535431B1 (de) | Mittelmanganstahlprodukt zum tieftemperatureinsatz und verfahren zu seiner herstellung | |
| EP2383353A2 (de) | Höherfester, Mn-haltiger Stahl, Stahlflachprodukt aus einem solchen Stahl und Verfahren zu dessen Herstellung | |
| DE102010034161A1 (de) | Verfahren zur Herstellung von Werkstücken aus Leichtbaustahl mit über die Wanddicke einstellbaren Werkstoffeigenschaften | |
| EP2690184B1 (de) | Kaltgewalztes Stahlflachprodukt und Verfahren zu seiner Herstellung | |
| DE60300561T3 (de) | Verfahren zur Herstellung eines warmgewalzten Stahlbandes | |
| EP3325678B1 (de) | Umformbarer leichtbaustahl mit verbesserten mechanischen eigenschaften und verfahren zur herstellung von halbzeug aus diesem stahl | |
| DE3142782A1 (de) | Verfahren zum herstellen von stahl mit hoher festigkeit und hoher zaehigkeit | |
| WO2018210574A1 (de) | DREILAGIGER VERSCHLEIßSTAHL ODER SICHERHEITSSTAHL, VERFAHREN ZUR HERSTELLUNG EINER KOMPONENTE UND VERWENDUNG | |
| EP3927862A1 (de) | Stahlprodukt aus manganhaltigem leichtbaustahl und verfahren zu seiner herstellung | |
| EP1052296B1 (de) | Verwendung eines Stahls zur Herstellung von Panzerblech | |
| WO2018050683A1 (de) | Verfahren zur herstellung eines stahlflachprodukts aus einem manganhaltigen stahl und ein derartiges stahlflachprodukt | |
| DE19724051C1 (de) | Grobbleche einer Dicke bis 50 mm aus feuerresistenten nickelfreien Stählen für den Stahlbau und Verfahren zur Herstellung von Grobblech daraus | |
| WO2020038883A1 (de) | Warmgewalztes unvergütetes und warmgewalztes vergütetes stahlflachprodukt sowie verfahren zu deren herstellung | |
| DE102016115618A1 (de) | Verfahren zur Herstellung eines höchstfesten Stahlbandes mit verbesserten Eigenschaften bei der Weiterverarbeitung und ein derartiges Stahlband | |
| EP3469108A1 (de) | Verfahren zur herstellung eines kaltgewalzten stahlbandes mit trip-eigenschften aus einem hochfesten, manganhaltigen stahl | |
| DE4033700C1 (de) | ||
| EP3783120B1 (de) | Federdraht, daraus geformte spannklemme und verfahren zum herstellen eines solchen federdrahts | |
| DE1807992B2 (de) | Wärmebehandlungsverfahren zur Erzielung eines bainitischen Gefüges in einem hochfesten Stahl | |
| WO2017157793A1 (de) | Federnde bauteile aus einer stahllegierung und herstellungsverfahren | |
| AT401359B (de) | Verfahren zur herstellung eines herzstückes | |
| DE2201855B1 (de) | Verfahren zur Herstellung von hochfesten,gut schweissbaren und kaltverformbaren Grob- und Mittelblechen und deren Verwendung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THYSSEN KRUPP STAHL AG |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THYSSENKRUPP STAHL AG |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20020831 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20030509 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041215 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| RTI1 | Title (correction) |
Free format text: USE OF A STEEL FOR THE MANUFACTURE OF AMOUR PLATES |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50008938 Country of ref document: DE Date of ref document: 20050120 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20050400847 Country of ref document: GR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050508 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2234476 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050916 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050515 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20110517 Year of fee payment: 12 Ref country code: ES Payment date: 20110519 Year of fee payment: 12 Ref country code: FR Payment date: 20110530 Year of fee payment: 12 Ref country code: GR Payment date: 20110429 Year of fee payment: 12 Ref country code: CH Payment date: 20110518 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20110523 Year of fee payment: 12 Ref country code: NL Payment date: 20110524 Year of fee payment: 12 Ref country code: FI Payment date: 20110523 Year of fee payment: 12 Ref country code: AT Payment date: 20110523 Year of fee payment: 12 Ref country code: GB Payment date: 20110517 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110517 Year of fee payment: 12 Ref country code: IT Payment date: 20110520 Year of fee payment: 12 Ref country code: BE Payment date: 20110601 Year of fee payment: 12 |
|
| BERE | Be: lapsed |
Owner name: *THYSSENKRUPP STAHL A.G. Effective date: 20120531 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20121201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 284977 Country of ref document: AT Kind code of ref document: T Effective date: 20120508 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120508 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120508 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20050400847 Country of ref document: GR Effective date: 20121204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120508 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120509 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121204 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130131 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50008938 Country of ref document: DE Effective date: 20121201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120508 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120509 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131031 |