EP1040013B1 - Druckprodukt - Google Patents
Druckprodukt Download PDFInfo
- Publication number
- EP1040013B1 EP1040013B1 EP98966552A EP98966552A EP1040013B1 EP 1040013 B1 EP1040013 B1 EP 1040013B1 EP 98966552 A EP98966552 A EP 98966552A EP 98966552 A EP98966552 A EP 98966552A EP 1040013 B1 EP1040013 B1 EP 1040013B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- webs
- perforations
- web
- newspaper
- bounded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D1/00—Books or other bound products
- B42D1/003—Books or other bound products characterised by shape or material of the sheets
- B42D1/004—Perforated or punched sheets
- B42D1/005—Perforated or punched sheets having plural perforation lines, e.g. for detaching parts of the sheets
Definitions
- the invention relates to a method for manufacturing a newspaper according to the preamble of claim 1.
- the US 46 85 699 A describes a with perforations provided sheet for insertion in a newspaper.
- the invention is based on the object To create printed product.
- a free newspaper with private classified ads can whole pages or parts of pages z. B. individual columns with specific content e.g. B. the Stock values, the soccer score tables, the Television program or the classified ads of certain Headings e.g. B. the section "children's toys” or "BMW" in a very simple form from the overall product be taken out.
- the invention now provides the information blocks d. H. content related parts in the newspaper or newspaper-like product each with a perforation to frame so, d. H. to limit that this easily without additional aids such. B. scissors can be removed from the overall product. Due to the column-by-column information structure these products support this possibility.
- a content related Information block e.g. B. an ad, a group of Ads, a group of ads in the form of a rubric or whole or parts of columns with longitudinal perforations 2; 3; 4; 6 and / or transverse perforations 7, 8, 9, 11 too surrounded and separated from the printed product.
- the longitudinal perforation device on a Arrange at several or all lanes or web strands are combined. This is enough a longitudinal perforation device 1 with several transversely adjustable in width to the web Perforating knives (Fig. 1; Fig. 2).
- the transverse perforation can be done by everyone Sides of the product. In this case only one cross perforation device is necessary. All sides have only one cross perforation like this a cross perforation knife is sufficient.
- the Cross perforation device with several Cross perforation knives.
- the cross perforation knives are arranged so that they in number as well as in circumferential position and thus the distances between the perforation lines can be varied can.
- each side has several from side to side different cross perforation line over the full page width or over part of the page e.g. B. can go a longitudinally perforated column.
- the per required number of cross perforations across the width of the web and per required number Cross perforations over that of a cylinder circumference or length of a half cylinder circumference goods web each contains a transverse perforation knife.
- the knife holder must be designed so that the respective Knife position varies in the transverse and circumferential directions can be using different perforation knives different widths can be used and the number of knives and their circumferential positions can be changed to each other.
- this perforation device facilitated the synchronization of perforation and rotation and a perforation with exact register.
- z. B. in a double width rotation for the products of Newspapers or newspaper-like products next to one whole, a half and a quarter wide web at the same time, a train is used, the one has any variable width. This allows the Total area of the product changed continuously variable without the original external dimensions of the Product such as B. in a general Change of web width of all webs is changed.
- the additional web strip of any width can be used for all products realizable in newspaper rotation like e.g. B. broadsheet product, tabloid product, magazine product etc. applied and with the in the Newspaper rotation usual web guiding elements such as Turning bars, mixing devices, funnel groups etc. processed and with the help of almost any Place in the product. Furthermore, it is possible these wide variable lanes that too Partial side strips are processed in the Complete product with all known auxiliary devices e.g. B. to fix stapling or gluing devices etc. It is also possible to have multiple lanes with variable Use and process web width at the same time.
Description
Es zeigen:
- Fig. 1
- eine schematische Darstellung einer Längsperforiereinrichtung;
- Fig. 2
- eine Einzelheit nach Fig. 1;
- Fig. 3
- eine schematische Darstellung einer Zeitungsseite;
- Fig. 4
- eine schematische Darstellung einer vier broadsheetseitenbreiten Warenbahn;
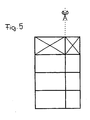
- Fig. 5
- eine schematische Darstellung einer Warenbahn mit variabler Breite.
- 1
- Längsperforiereinrichtung
- 2
- Längsperforation
- 3
- Längsperforation
- 4
- Längsperforation
- 5
- -
- 6
- Längsperforation
- 7
- Querperforation
- 8
- Querperforation
- 9
- Querperforation
- 10
- -
- 11
- Querperforation
Claims (18)
- Verfahren zur Herstellung einer Zeitung, wobei in einer Rollenrotationsdruckmaschine eine Mehrzahl von Warenbahnen oder Teilwarenbahnen übereinander geführt werden, dadurch gekennzeichnet, daß vor dem Querschneiden einer Teilwarenbahn in die Teilwarenbahn Perforationen (2 bis 4; 6 bis 9; 11) eingebracht werden, so daß mindestens ein inhaltlich verbundener Teil, d. h. ein Informationsblock, mittels Perforationen (2 bis 4; 6 bis 9; 11) und mindestens eine Spalte von einer über die gesamte Höhe einer Seite durchgehenden Perforation (2; 3; 4; 6) begrenzt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß mindestens eine Anzeige von Perforationen (2 bis 4; 6 bis 9; 11) begrenzt ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß mehrere Anzeigen von Perforationen (2 bis 4; 6 bis 9; 11) begrenzt sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß jede Anzeigen einzeln von Perforationen (2 bis 4; 6 bis 9; 11) begrenzt ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß mindestens eine Anzeige aufweisende Rubrik von Perforationen (2 bis 4; 6 bis 9; 11) begrenzt ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Perforationen (2 bis 4; 6 bis 9; 11) vor dem Falzen in die Teilwarenbahn eingebracht werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Perforationen (2 bis 4; 6 bis 9; 11) als Längs- und Querperforationen (2 bis 4; 6 bis 9; 11) ausgebildet sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß eine Mehrzahl von unterschiedlich beabstandeten Längs- und/oder Querperforationen (2 bis 4; 6 bis 9; 11) vorgesehen ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß zumindest eine Außenkante einer Teilwarenbahn nicht deckungsgleich mit den Außenkanten oder einer Falzlinie ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Zeitung auf einer Zeitungs-Rollenrotationsdruckmaschine hergestellt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Teilwarenbahnen mit Perforationen versehen und anschließend zu Signaturen quergeschnitten werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß mit den Warenbahnen konstanter Breite eine oder mehrere Teilwarenbahnen einer vorwählbaren, zumindest etwas schmaleren Breite kombiniert und so zusammengeführt werden, daß ein Rand der variierbar schmaleren Teilwarenbahnen deckungsgleich oder parallel zu einem Rand der konstant breiten Warenbahn oder Teilwarenbahn verläuft.
- Verfahren nach Anspruch 12, dadurch gekennzeichnet, daß die quergeschnittenen, abgestuft schmaleren Teilwarenbahnen seitenkantenparallel mit den Warenbahnen oder Teilwarenbahnen kombinierbar zwischen Warenbahnen oder Teilwarenbahnen einlegbar oder an Warenbahnen oder Teilwarenbahnen fixierbar sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Zeitung als Broadsheet-, Tabloid- oder Magazinprodukt ausgebildet ist.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, daß die Zeitungen in Vierseiten-, Achtseiten- oder 16-Seiten-Zeitungs-Rollenrotationsdruckmaschinen herstellbar sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß zumindest in einige der Warenbahnen und/oder Teilwarenbahnen kreisförmige oder andere beliebige geometrische Formen aufweisende oder zur Warenbahntransportrichtung schräg verlaufende Perforationen eingebracht werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß mit einer Längsperforationseinrichtung mehrere übereinanderliegende Bahnen perforiert werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß mit einer Längsperforationseinrichtung alle übereinanderliegenden Bahnen perforiert werden.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19755692 | 1997-12-16 | ||
| DE19755692 | 1997-12-16 | ||
| PCT/DE1998/003698 WO1999030909A1 (de) | 1997-12-16 | 1998-12-16 | Druckprodukt |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1040013A1 EP1040013A1 (de) | 2000-10-04 |
| EP1040013B1 true EP1040013B1 (de) | 2001-10-04 |
Family
ID=7851969
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98966552A Expired - Lifetime EP1040013B1 (de) | 1997-12-16 | 1998-12-16 | Druckprodukt |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6435092B1 (de) |
| EP (1) | EP1040013B1 (de) |
| DE (1) | DE59801669D1 (de) |
| WO (1) | WO1999030909A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010108839A2 (de) | 2009-03-24 | 2010-09-30 | Koenig & Bauer Aktiengesellschaft | Druckprodukt und ein verfahren zur herstellung eines druckprodukts |
| DE102012201099A1 (de) | 2012-01-26 | 2013-08-01 | Koenig & Bauer Aktiengesellschaft | Vorrichtung und Verfahren zur Herstellung eines Druckproduktes |
| DE102014205938A1 (de) | 2014-03-31 | 2015-10-01 | Koenig & Bauer Ag | Verfahren und Vorrichtung zur Herstellung eines Druckproduktes sowie zum Aus- oder nachrüsten einer Druckmaschine und Druckprodukt |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1384579A3 (de) * | 2001-04-09 | 2007-05-30 | Koenig & Bauer Aktiengesellschaft | Druckwerk einer Druckmaschine mit einem verschwenkbaren Übertragungszylinder |
| US20050261961A1 (en) * | 2004-05-19 | 2005-11-24 | Jay G. Bernhardt And William Gates | Linear newspaper methodology |
| DE102004058493B4 (de) * | 2004-08-13 | 2015-03-26 | Koenig & Bauer Aktiengesellschaft | Verfahren zur Produktion eines Druckerzeugnisses mit mehreren Büchern |
| DE102007019864B4 (de) | 2007-04-23 | 2011-06-22 | KOENIG & BAUER Aktiengesellschaft, 97080 | Längsperforationsvorrichtungen für eine Rollenrotationsdruckmaschine mit mindestens einem Perforiermesser |
| DE102008000850B4 (de) | 2008-03-27 | 2010-08-19 | Koenig & Bauer Aktiengesellschaft | Vorrichtung zur Ausführung eines Schnittes oder einer Perforation |
| US20110025039A1 (en) * | 2009-08-03 | 2011-02-03 | Manugraph DGM, Inc. | method and apparatus for making a sectioned tab product |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3819172A (en) * | 1971-08-20 | 1974-06-25 | Goodway Inc | Method and apparatus for forming a plurality of booklets |
| US3807771A (en) * | 1972-05-30 | 1974-04-30 | Graphos Techni Services Inc | Advertising insert |
| US3930700A (en) * | 1974-09-30 | 1976-01-06 | Figueres Maurice C | Information storage system |
| US3995555A (en) * | 1975-06-04 | 1976-12-07 | Stewart Frank E | Removable redeemable coupon for newspaper advertisements and method and apparatus for producing same |
| US4011985A (en) * | 1975-08-21 | 1977-03-15 | Simson Walter A | Combined advertising insert and mailing envelope |
| US4195864A (en) * | 1978-10-10 | 1980-04-01 | Promotional Marketing Corporation | Multi-product coupon |
| US4305605A (en) * | 1980-04-07 | 1981-12-15 | Joseph Vine | Soft cover for book and method for making same |
| US4279409A (en) * | 1980-06-18 | 1981-07-21 | Pemberton Bernard E | Process of making signatures from preprinted webs for the manufacture of magazines or the like |
| DE3237504C2 (de) * | 1982-10-09 | 1985-07-11 | Koenig & Bauer AG, 8700 Würzburg | Papierbahnführung in Rollenrotationsdruckmaschinen |
| US4754959A (en) * | 1985-08-02 | 1988-07-05 | M.A.N. Roland Druckmaschinen Aktiengesellschaft | Folding apparatus for transverse folding and transporting of two types of printed substrates |
| SE450224B (sv) * | 1985-10-21 | 1987-06-15 | Roy Soderqvist Mekaniska Verks | Skeranordning |
| US4685699A (en) * | 1986-01-22 | 1987-08-11 | Hirasawa Ronald T | Promotional article |
| US5911442A (en) * | 1986-12-11 | 1999-06-15 | Olson; Craig William | Publication reference-aid system apparatus therefor |
| DE8702826U1 (de) | 1987-02-25 | 1987-04-09 | Feichtinger, Kurt, 8221 Palling, De | |
| US4842303A (en) * | 1987-07-23 | 1989-06-27 | Minnesota Mining And Manufacturing Company | Repositionable advertising insert |
| US5087805A (en) * | 1990-07-06 | 1992-02-11 | Webcraft Technologies, Inc. | Printed and encoded mass distributable response piece and method of making the same |
| US5333909A (en) * | 1989-07-06 | 1994-08-02 | Hedge Jr J Richard | Promotional advertising brochure including reusable envelope device |
| US5137409A (en) * | 1989-07-21 | 1992-08-11 | Ferag Ag | Joining together of printed partial products |
| US5004270A (en) * | 1989-08-17 | 1991-04-02 | James Broderick | Buying guide |
| US5871828A (en) * | 1990-01-10 | 1999-02-16 | Papermaster, Inc. | Pop-up promotional items |
| US5769457A (en) * | 1990-12-01 | 1998-06-23 | Vanguard Identification Systems, Inc. | Printed sheet mailers and methods of making |
| US5340017A (en) * | 1991-04-29 | 1994-08-23 | Tighe John F | Return mailing unit |
| US5230501A (en) * | 1992-01-16 | 1993-07-27 | Quad/Tech, Inc. | Apparatus and method for integrating an insert assembly on a printing press |
| US5320334A (en) * | 1992-06-23 | 1994-06-14 | Deangelis Andrew V | Method of printing a book having pages of newsprint and pages of coated enamel pages |
| US5868498A (en) * | 1992-07-20 | 1999-02-09 | Crane Productions, Inc. | Magnetic pocket card |
| US6068903A (en) * | 1992-12-30 | 2000-05-30 | Papermasters, Inc. | Pop-up promotional items |
| JP2718612B2 (ja) * | 1993-01-12 | 1998-02-25 | 日東電工株式会社 | 印字装置 |
| US5338282A (en) * | 1993-03-23 | 1994-08-16 | Ferrone Rock A | Automatic trimming machine |
| US5367934A (en) * | 1993-04-29 | 1994-11-29 | Calcomp Inc. | Media cutter mechanism |
| DE9315431U1 (de) | 1993-10-13 | 1993-12-23 | Roland Man Druckmasch | Vorrichtung zur abfallosen Druckperforation von Bedruckstoffen in Rotationsdruckmaschinen |
| JPH08262977A (ja) * | 1995-03-24 | 1996-10-11 | Daigo Koogiyoo Kk | 広告方法 |
| US5713606A (en) * | 1995-06-12 | 1998-02-03 | Waverly, Inc. | Bookmark and page combination for a book, magazine, trade journal, professional journal, catalog, and like publication |
| US6268032B1 (en) * | 1997-10-03 | 2001-07-31 | 3M Innovative Properties Company | Repositionable note sheets and method of formation thereof |
| US6129346A (en) * | 1998-05-08 | 2000-10-10 | Morre U.S.A., Inc. | Method for forming a brochure attached to a periodical |
-
1998
- 1998-12-16 EP EP98966552A patent/EP1040013B1/de not_active Expired - Lifetime
- 1998-12-16 WO PCT/DE1998/003698 patent/WO1999030909A1/de active IP Right Grant
- 1998-12-16 US US09/581,164 patent/US6435092B1/en not_active Expired - Fee Related
- 1998-12-16 DE DE59801669T patent/DE59801669D1/de not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010108839A2 (de) | 2009-03-24 | 2010-09-30 | Koenig & Bauer Aktiengesellschaft | Druckprodukt und ein verfahren zur herstellung eines druckprodukts |
| DE102009001767A1 (de) | 2009-03-24 | 2010-10-21 | Koenig & Bauer Aktiengesellschaft | Druckprodukt, ein Verfahren zur Herstellung eines Druckprodukts und eine Vorrichtung für eine Druckmaschine |
| DE102009001767B4 (de) * | 2009-03-24 | 2014-03-27 | Koenig & Bauer Aktiengesellschaft | Druckprodukt |
| DE102012201099A1 (de) | 2012-01-26 | 2013-08-01 | Koenig & Bauer Aktiengesellschaft | Vorrichtung und Verfahren zur Herstellung eines Druckproduktes |
| DE102014205938A1 (de) | 2014-03-31 | 2015-10-01 | Koenig & Bauer Ag | Verfahren und Vorrichtung zur Herstellung eines Druckproduktes sowie zum Aus- oder nachrüsten einer Druckmaschine und Druckprodukt |
| DE102014205938B4 (de) * | 2014-03-31 | 2020-12-03 | Koenig & Bauer Ag | Verfahren zur Herstellung eines Druckproduktes in einer Druckmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1999030909A1 (de) | 1999-06-24 |
| WO1999030909B1 (de) | 1999-08-26 |
| DE59801669D1 (de) | 2001-11-08 |
| US6435092B1 (en) | 2002-08-20 |
| EP1040013A1 (de) | 2000-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1037749B1 (de) | Druckprodukt und verfahren zur herstellung eines druckproduktes | |
| EP1849602B2 (de) | Rollenrotationsdruckmaschine | |
| EP1867479B1 (de) | Rollenrotationsdruckmaschine mit einem einen Druckwerkszylinder aufweisenden Druckwerk und ein Verfahren zur Erzeugung eines Druckproduktes | |
| EP1733988A1 (de) | Verfahren und Vorrichtung zur Herstellung von Zeitungen | |
| DE102005053652A1 (de) | Druckmaschine und Verfahren zum Herstellen von Zeitungen | |
| EP2177465B1 (de) | Falzapparat und Falzverfahren | |
| EP1634832B1 (de) | Druckmaschine mit wenigstens einem Druckwerk, einem Falzapparat mit einem Falztrichter und wenigstens einer Wende- und Mischstufe | |
| EP1040013B1 (de) | Druckprodukt | |
| EP1802466A2 (de) | Produktion eines druckerzeugnisses mit mehreren gefalzten büchern | |
| EP0685335A1 (de) | Doppeltrichterfalzapparat | |
| DE102014205939B4 (de) | Verfahren und Vorrichtung zur Herstellung eines Druckproduktes | |
| DE102014205938B4 (de) | Verfahren zur Herstellung eines Druckproduktes in einer Druckmaschine | |
| DE10311636B4 (de) | Wendeturm | |
| DE102014201546B4 (de) | Druckprodukt | |
| WO2007062535A1 (de) | Verfahren und einrichtung zur herstellung von druckprodukten | |
| DE102015111286B4 (de) | Druckmaschine | |
| DE102016216429B4 (de) | Druckprodukt, Verfahren und Rollendruckmaschine zur Herstellung eines Druckproduktes | |
| DE102012203102B4 (de) | Rollendruckmaschine sowie Verfahren zum Betrieb einer Rollendruckmaschine | |
| DE102014207835C5 (de) | Verfahren und Druckmaschine zur Herstellung von Druckprodukten | |
| DE102018131726A1 (de) | Druckprodukt und Verfahren zur Herstellung eines Druckproduktes | |
| DE202007005909U1 (de) | Blatt eines Druckproduktes mit mehreren in verschiedenen Druckspalten angeordneten Informationsfeldern | |
| DE102009000354A1 (de) | Rollendruckmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000708 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR IT LI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20010302 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59801669 Country of ref document: DE Date of ref document: 20011108 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20121224 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20121217 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20130117 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 59801669 Country of ref document: DE Owner name: KOENIG & BAUER AG, DE Free format text: FORMER OWNER: KOENIG & BAUER AKTIENGESELLSCHAFT, 97080 WUERZBURG, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131216 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20171204 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59801669 Country of ref document: DE |