EP1020237A1 - Walzwerk zum walzen von bändern oder blechen - Google Patents
Walzwerk zum walzen von bändern oder blechen Download PDFInfo
- Publication number
- EP1020237A1 EP1020237A1 EP97938744A EP97938744A EP1020237A1 EP 1020237 A1 EP1020237 A1 EP 1020237A1 EP 97938744 A EP97938744 A EP 97938744A EP 97938744 A EP97938744 A EP 97938744A EP 1020237 A1 EP1020237 A1 EP 1020237A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- rolling mill
- supporting
- set forth
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/02—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories with axes of rolls arranged horizontally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/147—Cluster mills, e.g. Sendzimir mills, Rohn mills, i.e. each work roll being supported by two rolls only arranged symmetrically with respect to the plane passing through the working rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/02—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories with axes of rolls arranged horizontally
- B21B2013/025—Quarto, four-high stands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/07—Adaptation of roll neck bearings
Definitions
- the invention relates to a rolling mill for producing plate or strip, and more particularly relates to a rolling mill in which a roll is supported by a central support for controlling the flexure of the roll, thereby the rolled plate or strip has a high thickness precision in their cross sections.
- rolling mills for rolling plate or strip.
- the most commonly used rolling mills are two-high rolling mills, four-high rolling mills and HC mills. These conventional rolling mills have some drawbacks.
- a rolled piece passes the mill stand, a larger flexural deformation on the rolls is resulted since the necks of the rolls are subjected to tremendous rolling force.
- the deformations of the rolls will result in the thickness error in the cross section of the rolled piece (rolled plate or strip), thus seriously affecting the quality of the rolled piece.
- the four-high rolling mills and HC mills it has been suggested to increase the diameter of the supporting rolls.
- the object of the invention is to provide a high precision rolling mill for rolling plate or strip, wherein the flexural deformation of the rolls is reduced significantly, thereby the dimension accuracy of the rolled piece is highly increased.
- the object of the present invention is achieved by providing a rolling mill for rolling plate or strip comprising a mill stand, an upper crossbeam and a lower crossbeam, a pressing device, roll seats, upper roll system, and lower roll system, wherein said upper and lower crossbeam are mounted on the upper and lower end of the mill stand respectively, said pressing device being mounted on the mill stand corresponding to the two ends of the crossbeam and being capable of moving at least one of the upper and lower crossbeams for adjusting the magnitude of the clearance between the two rolls, the upper and the lower roll system and at least one of the roll seats being disposed between the upper and lower crossbeams, supporting pads being disposed between the roll seats and the upper and the lower crossbeams, bearings being disposed between the roll systems and the roll seats, and said supporting pads and said bearings being positioned to align to the central portion of the roll systems within the range of the rolls' length.
- a rolling mill for rolling plate or strip comprising a mill stand, an upper crossbeam and a lower crossbeam, a pressing device, roll seats, an upper roll system and a lower roll system, wherein said upper and lower crossbeam are secured on an upper end and a lower end of the mill stand respectively, at least one roll seat and upper and lower roll system are provided between the upper and the lower crossbeam, and said pressing device is provided on the central portion of the at least one of said upper and lower crossbeams, the pressing device is capable of moving the roll seats, which is in contact with the pressing device, up and down for adjusting the clearance between two rolls, bearings are provided between the roll seats and the upper and the lower roll systems, and said bearings are located to align to the central portion of the roll systems within the range of rolls' length.
- the supports is provided to align to the central portion of the rolls rather than on the roll's two end necks of the prior art to the center portion. Namely, by means of arranging the supporting devices such as bearings, supporting pads or pressing devices etc. in the region corresponding to the central portion of the roll body axis of the working roll, the flexural deformation of the rolls would reduce significantly during the rolling operation. As a result, the thickness error in the cross section of the rolled piece will reduce and the dimension accuracy will increase.
- Figs. 9 and 10 are schematic views showing the conventional four-high rolling mills.
- the two ends of the rolls (working rolls or supporting rolls) are supported on the frame of the mill so that the necks of the roll is subjected to enormous rolling force.
- the flexural deformation of the roll will occur inevitably due to rolling force such that the rolled plate or strip will be of uneven thickness in its width direction.
- the thickness of the rolled piece xviii fail to meet the accuracy requirement and will significantly affect the quality of the rolled piece.
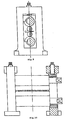
- Figs. 1 and 2 show the first embodiment of rolling mill with central support of the present invention.
- the rolling mill includes a mill stand 4 composed of a right piece and a left piece.
- An upper crossbeam 8 and a lower crossbeam 8' are mounted adjacent to the upper and lower end portions of the mill stand 4.
- working rolls 12 and 12' In a window of the mill stand between the upper and lower crossbeams, there are provided with working rolls 12 and 12', bearings 14 and 14', roll seats 16 and 16', and central supporting pads 18 and 18'.
- the rolled work piece is gripped between the two working rolls 12 and 12'.
- the roll body of the upper working roll 12 is supported on the upper roll seat 16 by means of the upper bearing 14.
- the bearing 14 is an arc or semi-circular sliding bearing.
- the supporting pad 18 is provided between the upper roll seat 16 and the upper crossbeam 8.
- the supporting pad 18 and the sliding bearing 14 are located at the central region of the axis of the working roll body. They should not be located at the neck portion on two ends of the working roll and they should be within the range of working roll's length.
- the supporting pad may comprise one piece or several pieces. In the embodiment of Figs. 1 and 2, the supporting pad comprises two pieces and the two pieces are symmetrically arranged.
- a pressing device 6 is disposed at the two ends of the upper crossbeam 8 on the mill stand 4. The pressing device 6 is in contact with the two ends of the upper crossbeam 8 so as to receive the rolling force.
- the up and down movement of the pressing device 6 makes the upper crossbeam 8 move up and down inside the window of the mill stand 4 to adjust the clearance between the two rolls.
- the pressing device is a screwdown device, however, it is obvious to those skilled in the art that the pressing device could be a hydraulic cylinder.
- the roll body of the lower working roll 12' is supported on the lower roll seat 16' through a lower bearing 14'.
- the bearing 14' is also an arc or semi-circular sliding bearing.
- the supporting pads 18' are disposed between the lower roll seat 16' and lower crossbeam 8'.
- the supporting pad 18' and the sliding bearing 14' are located at the central region of the axis of the working roll body and within the range of the roll body's length.
- the two ends of the lower crossbeam 8' are supported on the mill stand 4. It is obvious that the clearance of the two rolls (rolling line) can be adjusted by selecting different thickness of the central supporting pad 18'.
- the adjustment of the clearance of the two rolls (rolling line) can also be realized by means of a hydraulic device or a screwdown device instead of the central supporting pad.
- the adjustment of the clearance of the two rolls (rolling line) can also be realized by disposing pads between the lower crossbeam 8' and mill stand 4 or by means of a hydraulic device or a screwdown device.
- the flexures of the rolls are effectively reduced.
- the rolling mill of the present invention includes the supporting pad members on a region corresponding to the central region of the axis of the working roll body and within the range of the body's length. Therefore, the rolling mill of the present invention can guarantee the proper generating line's profile, i.e. the linearity of the generating line.
- the flexural deformation of the working roll basically does not vary with the rolling force. Therefore, the roll's flexural deformation will be significantly reduced so as to reduce the error in thickness of the rolled plate or strip.
- the rolling mill of the embodiment can be placed upside down, namely, the pressing device may change its acting force to upward while the device may have the same effects.
- Figs. 3 and 4 show the second embodiment of the rolling mill of the present invention.
- this embodiment is an example of four-high rolling mill according to the present invention.
- the rolling mill has a mill stand 4, a pressing device 6, an upper crossbeam 8 and a lower crossbeam 8'.
- working rolls 22 and 22' In a window of the mill stand located between the upper and lower crossbeams, there are provided with working rolls 22 and 22', supporting rolls 23 and 23', bearings 24 and 24', roll seats 26 and 26' and central supporting pads 28 and 28'.
- the differences between the second embodiment and the first embodiment is in that an additional supporting roll is disposed between the working roll and roll seat while the other structures and the operation mechanism are the same. It is advantageous to dispose an additional middle extracting roll between the working roll and supporting roll, i.e. applying the present invention in an HC mill.
- Figs. 5 and 6 show the third embodiment of the present invention.
- this embodiment is an example of the tower-like roll system mill.
- the rolling mill includes a mill stand 4, a pressing device 6, an upper crossbeam 8, and a lower crossbeam 8'.
- a window of the mill stand located between the upper and the lower crossbeam, there are provided with working rolls 32 and 32', two upper supporting rolls 33, two lower supporting rolls 33', bearings 34 and 34', roll seats 36 and 36', and central supporting pads 38 and 38'.
- the invention is not limited to six rolls tower-like roll system mill as shown in the drawings, it is also applicable for use in the system with other numbers of rolls or other structures.
- the bearings may be sliding bearings as used in the first embodiment. It is also possible to use rolling bearings instead of the sliding bearings.
- the rolling bearings can be made by the supporting rolls themselves, forming back-bushing bearing consisting of inner race and outer ring.
- Figs. 7 and 8 show the fourth embodiment of the rolling mill of the present invention.
- the rolling mill includes a mill stand 4, a pressing device 6, an upper crossbeam 8, and a lower crossbeam 8'.
- a mill stand 4 In the window of the mill stand located between the upper and lower crossbeam, there are provided with upper and lower working rolls 42 and 42', bearings 44 and 44', upper and lower roll seats 46 and 46', and central supporting pads 48' which are located between the lower roll seat 46' and the lower crossbeam 8'.
- the upper crossbeam 8 of the rolling mill in this embodiment is secured to the mill stand 4.
- the pressing device 6 is disposed on the upper crossbeam 8 corresponding to the central region of the axis of the working roll body instead of on the mill stand 4 corresponding to the two ends of the upper crossbeam.
- the upper supporting pads 18 are omitted in this embodiment.
- the pressing device 6 contact to the upper roll seats directly. It is thus obvious that, the present embodiment transfers the downward action of the pressing device from two ends of the crossbeam to its central portion, which makes the devices have the functions of both the pressing device and the upper supporting pads.
- the present embodiment can also apply the roll systems and the roll seats described in the second and the third embodiments which will not be repeatedly described herein.
- the upper and lower crossbeam 8 and 8' may splice, weld or cast with mill stand 4 and form an integral to achieve the same technical effects.
- the screwdowns used in the second, the third, and the fourth embodiments can also be replaced by hydraulic cylinders.
- the rolling mill of the present invention has the following advantages:
- the central supports or pressing devices of the rolling mill of the present invention are disposed on a region corresponding to the central region of the axis of the working roll body, which provide central supporting system onto the working rolls within the range of the working roll body's length. Therefore, the rolling mill of present invention can guarantee the proper generating line's profile, as a result, the flexural deformation of the working roll basically does not vary with the rolling force fluctuation so as to result in the reduction of the error in thickness of the rolled plate or strip.
- the rolling mill of the present invention can simplify the design of the original roll shape (cambering) and the control of the roll shape during rolling. Since the flexural deformation of the working roll of the rolling mill of the present invention basically does not vary with the rolling force fluctuation, in the course of original roll shape (cambering) design, among the various factors such as the roll's flexural deformation, flattening deformation, heat expansion and wear etc., the most important one, i.e., flexural deformation, can be left out of consideration and the heat expansion and wear are slowly changing factors, so that the design of the roll shape and the control of the roll shape during rolling can be greatly simplified.
- the "roll pass” formed by the flexural deformation of the two working rolls in a conventional rolling mill is eliminated, thus facilitating the reasonable transverse flow of the metal and being advantageous to roll high-precision plates and strips with wedge-shaped blanks.
- the phenomenon of the "edge attenuation" of plates and strips is significantly improved.
- the upper and lower roll assemblies including the roll seats and the roll systems in the first to the fourth embodiments can be combined to each other.
- the roll assemblies can also be combined to the roll assemblies in the prior art so as to achieve the object of the invention.
- the rolling mill of the present invention is particularly applicable for use in the reforming of the existing two-high rolling mill, four-high rolling mill and HC mill, which can be done by replacing the roll systems in the former rolling mills.
- the invention is not limited to cold rolling mill, but to hot rolling mills for producing hot rolled plates and strips.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Metal Rolling (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/CN1997/000092 WO1999011396A1 (fr) | 1997-09-04 | 1997-09-04 | Laminoir pour feuillards ou produits plats |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1020237A1 true EP1020237A1 (de) | 2000-07-19 |
| EP1020237A4 EP1020237A4 (de) | 2003-04-16 |
| EP1020237B1 EP1020237B1 (de) | 2004-11-17 |
Family
ID=4574984
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97938744A Expired - Lifetime EP1020237B1 (de) | 1997-09-04 | 1997-09-04 | Walzwerk zum walzen von bändern oder blechen |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1020237B1 (de) |
| KR (1) | KR100504356B1 (de) |
| AT (1) | ATE282485T1 (de) |
| AU (1) | AU750839B2 (de) |
| CA (1) | CA2302424C (de) |
| DE (2) | DE29780450U1 (de) |
| RU (1) | RU2198750C2 (de) |
| WO (1) | WO1999011396A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100393435C (zh) * | 2006-07-14 | 2008-06-11 | 武汉科技大学 | 一种用于轧机的辊型稳定垫块 |
| CN109277411A (zh) * | 2018-11-13 | 2019-01-29 | 郑红专 | 一种具有分体式机架的轧机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6360004A (ja) * | 1986-09-01 | 1988-03-16 | Hitachi Ltd | 作業ロ−ルの撓み防止装置を有する圧延機 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1910148A (en) * | 1928-03-28 | 1933-05-23 | Timken Roller Bearing Co | Rolling mill |
| BE384983A (de) * | 1930-12-20 | |||
| US2181173A (en) * | 1936-09-11 | 1939-11-28 | Catulle Gene | Backed roll mill |
| US2279350A (en) * | 1940-04-27 | 1942-04-14 | Simons Aaron | Method and apparatus for drawing metal |
| US3762202A (en) * | 1971-10-18 | 1973-10-02 | W Sherwood | Rolling mill for flat-rolled products |
| US4248073A (en) * | 1979-01-26 | 1981-02-03 | T. Sendzimir, Inc. | Cluster type cold rolling mill |
| CN2084397U (zh) * | 1990-10-16 | 1991-09-11 | 青岛建筑工程学院 | 轧辊整体静压支承整体压下冷轧机机座 |
-
1997
- 1997-09-04 AU AU41103/97A patent/AU750839B2/en not_active Ceased
- 1997-09-04 CA CA002302424A patent/CA2302424C/en not_active Expired - Fee Related
- 1997-09-04 WO PCT/CN1997/000092 patent/WO1999011396A1/zh active IP Right Grant
- 1997-09-04 AT AT97938744T patent/ATE282485T1/de not_active IP Right Cessation
- 1997-09-04 KR KR10-2000-7002302A patent/KR100504356B1/ko not_active IP Right Cessation
- 1997-09-04 DE DE29780450U patent/DE29780450U1/de not_active Expired - Lifetime
- 1997-09-04 RU RU2000107849/02A patent/RU2198750C2/ru not_active IP Right Cessation
- 1997-09-04 EP EP97938744A patent/EP1020237B1/de not_active Expired - Lifetime
- 1997-09-04 DE DE69731671T patent/DE69731671T2/de not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6360004A (ja) * | 1986-09-01 | 1988-03-16 | Hitachi Ltd | 作業ロ−ルの撓み防止装置を有する圧延機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO9911396A1 * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100504356B1 (ko) | 2005-07-28 |
| AU4110397A (en) | 1999-03-22 |
| DE69731671D1 (de) | 2004-12-23 |
| CA2302424A1 (en) | 1999-03-11 |
| DE69731671T2 (de) | 2005-12-01 |
| RU2198750C2 (ru) | 2003-02-20 |
| EP1020237A4 (de) | 2003-04-16 |
| ATE282485T1 (de) | 2004-12-15 |
| AU750839B2 (en) | 2002-08-01 |
| WO1999011396A1 (fr) | 1999-03-11 |
| EP1020237B1 (de) | 2004-11-17 |
| KR20010023650A (ko) | 2001-03-26 |
| DE29780450U1 (de) | 2000-05-04 |
| CA2302424C (en) | 2006-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4369646A (en) | Rolling mill and method for rolling a sheet material | |
| US4615202A (en) | Six-high rolling stand | |
| US20070089470A1 (en) | Roll stand with axially displaceable rolls | |
| CA2364069C (en) | A rolling mill with roll deflection bi-dimensionally controlled | |
| US4248073A (en) | Cluster type cold rolling mill | |
| EP1020237B1 (de) | Walzwerk zum walzen von bändern oder blechen | |
| AU750382B2 (en) | A rolling mill with roll deflection bi-dimensionally controlled | |
| JPS587363B2 (ja) | 形状制御機構を有する圧延機 | |
| CN1163315C (zh) | 轧制板带材的轧机 | |
| JPS5853311A (ja) | 多段クラスタ圧延機 | |
| JPS61126903A (ja) | 板材の圧延方法および圧延機 | |
| JPS5982105A (ja) | 圧延機 | |
| JPS642443B2 (de) | ||
| JP3065767B2 (ja) | 4段圧延機並びに熱間仕上圧延方法及び設備 | |
| JPH0112562B2 (de) | ||
| CN1268078A (zh) | 二维控制挠曲度的高精度轧机 | |
| JPS5853308A (ja) | 多段クラスタ圧延機 | |
| JPS6011568B2 (ja) | 圧延機 | |
| JPS5853312A (ja) | 多段クラスタ圧延機 | |
| JPH0593603U (ja) | 圧延機のバックアップロール装置 | |
| JPH065704U (ja) | 圧延機のバックアップロール装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000323 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB IT LU |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20030304 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 21B 13/14 B Ipc: 7B 21B 31/07 B Ipc: 7B 21B 13/02 A |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT LU |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69731671 Country of ref document: DE Date of ref document: 20041223 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050818 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070830 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20070919 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20070912 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070829 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20070926 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070914 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080904 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080904 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090401 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080904 |