EP0958871B1 - Kokille zum Stranggiessen von im wesentlichen polygonalen Metallsträngen. - Google Patents
Kokille zum Stranggiessen von im wesentlichen polygonalen Metallsträngen. Download PDFInfo
- Publication number
- EP0958871B1 EP0958871B1 EP99108933A EP99108933A EP0958871B1 EP 0958871 B1 EP0958871 B1 EP 0958871B1 EP 99108933 A EP99108933 A EP 99108933A EP 99108933 A EP99108933 A EP 99108933A EP 0958871 B1 EP0958871 B1 EP 0958871B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- corner areas
- cross
- mould according
- mold cavity
- cone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000009749 continuous casting Methods 0.000 title claims description 10
- 238000005266 casting Methods 0.000 claims description 48
- 230000007423 decrease Effects 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000008859 change Effects 0.000 description 7
- 230000008602 contraction Effects 0.000 description 5
- 238000001816 cooling Methods 0.000 description 4
- 238000004088 simulation Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000017525 heat dissipation Effects 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 238000005457 optimization Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 102000001690 Factor VIII Human genes 0.000 description 1
- 108010054218 Factor VIII Proteins 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000005094 computer simulation Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0406—Moulds with special profile
Definitions
- the invention relates essentially to a mold for continuous casting polygonal strands, according to the preamble of claim 1.
- Continuous casting is continuous a molten metal through a pouring opening into a mold cavity poured into a mold by cooling the melt on the walls of the Mold cavity formed a strand shell and continuously increasing thickness continuously pulled a strand from an outlet opening of the mold cavity, which usually has a still liquid core and is complete Solidification must be subjected to post-cooling.
- the continuous caster is the shape of the mold cavity walls. The Interaction of the strand shell that forms with the mold cavity walls determines the heat transfer between the strand shell and the mold cavity walls and consequently the growth of the strand shell.
- the interaction the strand shell with the mold cavity walls also has an influence to the magnitude of the frictional forces that arise when pulling a strand from the Mold cavity must be overcome and because of the limited mechanical Stability of the strand shell, depending on the chemical composition the melt, do not exceed a certain critical value may, if undesirable, reduce the productivity of the continuous caster Strand breaks or strand breaks should be avoided.
- the Mold cavity walls should be shaped so that they are as uniform as possible Strand shell growth is realized.
- Various constructive measures are known to optimize strand shell growth.
- the mold cavity is designed in the form of a casting cone that the thermal contraction of the strand should take into account.
- the optimal shaping of the pouring cone is a general problem because of the Variety of parameters known to increase strand shell growth have an influence. For example, the chemical composition play of the molten metal, the shape and size of the cross section of the mold cavity and the casting speed matter.
- the mechanisms that promote strand shell growth determine a special one in the corner areas of the strand Attention.
- the Strand shell in the corners of the mold cavity with an excessively large one Pressing force is pressed against the mold cavity walls and thus a jamming of the Strand is caused in the mold cavity or, in another extreme case, due to the thermal contraction of the strand shell in at least one of the Corners of the mold cavity forming a gap between the strand shell and the mold cavity walls and because of the gap formation the heat dissipation is locally reduced.
- US Pat. No. 4,207,941 describes a mold used for continuous casting of essentially square strands is provided.
- the mold cavity of this mold is formed by a tube that is conical over its entire length, the three adjacent, in terms of size and location longitudinal sections which can be distinguished by the conicity include: an entrance section, located in the foundry above the pouring level; a middle section, at the upper end of which in the casting operation the pouring mirror is positioned and in which the initial solidification of the strand takes place; and an end section that supports the strand shell at the outlet opening.
- the entrance section has four curved corner areas, each through planar intermediate areas are connected, two of each of the intermediate areas abut one another at a right angle at one of the corner areas.
- the taper is constant in the area of the entrance section, i.e. the light
- the width of the mold cavity increases linearly with the distance from the pouring opening from.
- the taper of the mold cavity depends both on Distance from the pouring opening as well as from the position in one plane across to the direction of the strand.
- the middle section is composed of curved Corner areas, each by one of three levels, in one obtuse angles between facets forming an intermediate area are connected. The taper is greatest in the corner areas of the central section and here regardless of the position in the strand running direction.
- Two of the three facets each forming one of the intermediate areas are adjacent one of the corner areas and have the shape of triangles, which are in Line direction linear as a function of the distance from the pouring opening broaden.
- Two of the triangular areas meet at each of the corner areas Facets of neighboring intermediate areas at an angle of approx. 92 ° to each other.
- the intermediate areas of the middle section is the Taper constant on each of the facets, with taper on the triangular, to one of the facets bordering approximately rectangular corners is greatest. At the boundaries between the facets there are cracks Conicity.
- the mold cavity In the area of the end section, the mold cavity has the same twelve-sided shape Shape like at the border between the end section and the middle section.
- the taper in the entire end section is constant and smaller than that Taper in the area of the various facets that cover the central section of the Form the mold tube.
- One disadvantage of this mold is that cannot be prevented in the twelve-sided areas of the mold cavity may cause the strand shell to detach itself locally from the mold cavity walls and assumes a shape which, during the extrusion of the shape of the Mold cavity walls do not follow perfectly and their geometry can only be controlled with imprecision is.
- the result is, on the one hand, the formation of gaps between the Strand shell and the mold cavity walls, combined with a local reduction the heat dissipation.
- local increases in the contact pressure occur between the strand shell and the mold cavity walls, so that the frictional forces are not reduced to a minimum.
- EP-B-0 498 296, which forms the preamble of claim 1 is a mold for continuous casting of essentially polygonal strands.
- the mold has a mold cavity with a pouring opening and a strand outlet opening.
- the mold cavity is Provide at least in the area of a partial length of the mold with pouring conicity that runs along of the mold cavity circumference in the corner areas and in the intermediate areas between the Corner areas are different. It is suggested in the corner areas that the taper is low, to perform zero or even negative. Towards the middle of the intermediate area along a curved curve the taper increase to shrinkage gap in the intermediate areas between the strand surface and the mold wall.
- the mold according to the invention has a mold cavity with at least three corner areas and three intermediate areas between the corner areas and with a pouring cone.
- the taper varies at least in the partial length range of the casting cone along a circumferential line in a cross-sectional area in one or more of the intermediate areas such that the taper to the center of the respective intermediate area decreases.
- This design of the pouring cone takes into account the tendency of a strand shell forming in the mold cavity, due to their mechanical stability under the influence of the Strand shell of the impressed temperature profile and the ferrostatic pressure during cooling when pulling out the strand in the corner areas shrink than in the middle of the intermediate areas.
- the circumferential line between the corner areas is a smooth curve, i.e. a curve, whose tangent does not change its direction discontinuously along the curve, forms.
- a smooth curve i.e. a curve, whose tangent does not change its direction discontinuously along the curve, forms.
- the mold according to the invention is the casting cone formed in a portion of the mold cavity.
- the taper with the distance from the pouring side The end of the pouring cone varies.
- the mold according to the invention is the taper in the middle of the intermediate areas in the area of the partial length regardless of the distance from the end on the pouring side the pouring cone, i.e. the clear width of the mold cavity changes in relation to the middle of the intermediate areas, linear with the distance from the pouring side End of the pouring cone.
- the Taper in and / or at the corner areas is generally larger than in the middle of the intermediate areas, but takes at least piecewise non-linear and / or linear and / or parabolic with the distance from the pour end of the pouring cone.
- the taper can be in and / or at the corner areas may be the same or even smaller than that Taper in the middle of the intermediate areas.
- mold can be achieved with a taper that is in the middle of the intermediate areas, averaged over the entire length of the casting cone, 0 - 0.7% / m, is preferably 0.2-0.6% / m, and averaged in and / or at the corner areas over the entire length of the casting cone, a value in the range 0.7 - 1.5 % / m, preferably 0.8 - 1.3% / m.
- the mold according to the invention is the circumferential line in a cross-sectional plane of the mold cavity in the area the partial length is at least piece-like arched and / or rectilinear.
- the intermediate area takes place between one of the adjacent corner areas and the center of the intermediate area is reversed in curvature.
- a Circumference with a continuous course of curvature therefore points between the middle of the intermediate area and the adjacent corner areas a turning point.
- each section of the circumferential line in a cross-sectional area of the mold cavity between the corner regions a universal curve can be represented that - normalizes with regard to its extreme values - is independent of the distance from the pour-side end of the pouring cone.
- This specification of a universal curve has several advantages. manufacturing technology there is the advantage that the pouring cone has only a few Parameter can be characterized. For example, it is sufficient to specify the universal function, which has a location coordinate as a variable, and the Course of the taper at the corner areas and in the middle of the intermediate area as a function of the distance from the pour-side end of the pouring cone.
- a particularly simple parameterization of the circumferential line results in a Representation as a fourth-order parabola. Furthermore, an analysis of the Contact forces between the strand shell and the mold cavity walls that this form of the circumferential line results in particularly low contact forces.
- a prerequisite for the lowest possible contact pressure is a slight curvature the circumference. This requirement is met, for example by a circumference with an inflection point between the center of one of the Intermediate areas and one of the adjacent corner areas.
- a particularly even strand shell growth can be achieved if two the portions of the circumferential line that abut one of the corner regions Form an angle in the area of the partial length regardless of the distance from the pouring side Is the end of the pouring cone.
- An embodiment of the invention Chill mold has a mold cavity whose cross-sectional area on pouring end of the pouring cone corner areas with a corner angle of each 90 ° and its intermediate areas along the entire length of the The pouring cone meet at a right angle.
- This design concept is based on the fact that a strand which is a has rectangular cross-sectional area during cooling in the mold while the strand pull-out tends to shrink in such a way that in the immediate vicinity the corners of the sides of the strand meet at a right angle.
- This conservation of angles during the course of the shrinking process is a result of the interaction of the mechanical properties of the Strand shell with the temperature profile and formed in the strand shell the ferrostatic pressure acting on the strand shell.
- the mold cavity of the mold according to the invention can be in the corner areas Fillets with a radius of 2 - 8% of the clear width of the outlet opening exhibit.
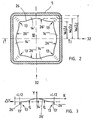
- FIGS. 1 and 2 represent a longitudinal and a cross section through the same Embodiment of a mold according to the invention.
- the mold has Chill tube 5, which has a mold cavity 10 with a casting cone 10 ', one Pouring opening 11 and an outlet opening 12 forms.
- FIGS. 1 and 2 concentrate the representations in FIGS. 1 and 2 - the present problem accordingly - on the mold tube 5, in particular the geometry of the pouring cone 10 '. Additional components, one in the foundry Make usable mold are omitted in Figures 1 and 2.
- the casting cone 10 ' is in a longitudinal section 15' of the mold cavity 10 between a cross-sectional area 24 in the vicinity of the inlet opening 11 and the Exit opening 12 formed.
- the pouring cone 10 'in FIGS. 1 and 2 is in the direction of the outlet opening 12 increasing narrowing of the mold cavity 10 is drawn in excessively large.
- 2 shows a plan view of a longitudinal section of the mold tube 5, which is delimited on one side by the cross-sectional area 24 and on the other hand by a cross-sectional area 25 between the cross-sectional area 24 and the outlet opening 12.
- FIG. 1 again illustrates 2 shows a longitudinal section along the line I - I in FIG. 2.
- the mold cavity 10 has four corner areas 13 in the form of fillets.
- the corner areas 13 are defined by intermediate areas 14 ', 14 ", 14' '', 14" "in the form of curved surfaces connected.
- Fig. 1 the course of the corner areas 13 is in each case indicated by a line 13, which is the cutting line of the mold cavity delimiting surface and the diagonal surfaces of the mold cavity 10 result.
- the sections are the circumferential line of the mold cavity 10, which each connect two corner regions 13 in the cross-sectional area 24, straight lines.
- the corresponding sections 26 ', 26 ", 26" “, 26” “of the The circumferential line 26 of the mold cavity 10 in the cross-sectional area 25 is in pieces arcuate lines. Two of the sections 26 ', 26 ", 26"', 26 “” butt each at one of the corner areas 13 at a right angle, determined as Intersection angle of the tangents of the respective sections on the relevant one Corner area 13, together.
- the inside width of the mold cavity increases 10 in the middle 32 in the direction of the outlet opening 12 linear with the distance Z from the one-sided end of the casting cone 10 '.
- In and / or at the corner areas 13 takes the inside width of the mold cavity 10 at the end on the pouring side 24 of the casting cone 10 'initially much stronger with the distance from end 24 of the pouring cone 10 ′ on the pouring side than in the middle 32 of the intermediate regions 14 ', 14 ", 14"', 14 "”.
- the relative change in the inside width of the mold cavity 10 is determined in and / or at one of the corner areas 13, as a function of the distance Z and reaches values of the same order of magnitude as the relative change the clear width, determined in the middle 32 of the intermediate areas 14 ', 14 ", 14 '' ', 14 "".
- the casting cone 10 ' can be characterized quantitatively by specifying the conicity K, which is defined in this context as the quotient of the magnitude of the gradient of the inside width of the mold cavity 10 and the inside width, in each case determined for a specific location in the corner areas 13 or the intermediate areas 14 ', 14 ", 14''', 14 '''' in units of% / m.
- the indices "M" or "E” refer to the center 32 or the corner regions 13, the sizes W M or W E according to FIG. 2 half the clear width of the mold cavity 10 in the center 32 of the intermediate regions 14 ' , 14 ", 14"'and 14 “” or in and / or at one of the corner regions 13 and Z 2 denotes the distance of the cross-sectional area 25 from the pour-side end 24 of the casting cone 10'.
- the other sections 26 ′′, 26 ′′ ′′ and 26 ′′ ′′ can be treated analogously.
- right angles 13 ′ are drawn, which each mark the angle that section 26 ′ has with one of the adjacent sections 26 ′′. or 26 "" in the corner areas 13, each defined by the tangents shown as dashed, horizontal or vertical lines.
- Arrows P W in FIG. 3 indicate turning points on the section 26 ′ of the circumferential line 26, which mark a reversal of the sign of the curvature along the circumferential line 26.
- FIGS. 4-6 Quantitative results of the simulations are shown in FIGS. 4-6 for a mold tube 5 optimized according to the above criteria.
- the two curves are standardized with respect to K M (Z).
- Z is specified in units of the length L K of the section 15 ', ie the longitudinal extent of the casting cone 10' in the casting direction. 4, the taper K M (Z) is constant.
- the taper K E (Z) at the pouring end 24 of the pouring cone 10 ' is approximately a factor 8 greater than K M (Z) and decreases at least in parts non-linearly and / or parabolically and / or linearly as the distance Z increases.
- the course of K M (Z) is compatible with K E (Z) ⁇ K M (Z) for Z> 0.6 L K.
- the simulation thus suggests that the taper K varies at least in the region of a partial length 15 of the casting cone 10 '(see FIG. 1) along a circumferential line of any cross-sectional area, for example the cross-sectional area 25, such that the taper K to the center of the intermediate regions 14 ', 14 ", 14"' and 14 "" decreases.
- this normalized form as shown in FIG.
- ⁇ Y max is in the range ⁇ Y max ⁇ 1 mm.
- FIGS. 4-6 can be modified to a certain extent without significantly influencing the properties of the mold according to the invention.
- the requirement suggested by FIG. 5 could be waived that the shape of the intermediate areas 14 ', 14 ", 14"' and 14 "” by a single, suitably standardized function of a variable and the specification of the conicity K E (Z) and K M (Z) is represented.
- waiving this requirement leads to tolerable changes that can be compensated for by a corresponding change in the courses of K E (Z) and K M (Z).
- the circumference of a cross-sectional area of the mold cavity 10 in the area of the casting cone 10 'between the corner areas 13 should be a smooth curve. Studies have shown that selective abrupt changes in the direction of the tangent when passing through a Point between the corner areas 13, the formation of columns between the Convey the cavity wall and the strand shell in the vicinity of this point and disrupt the growth of the strand shell locally, even if the direction the tangent abruptly changes by only 2 ° when passing through this point changes.
- the dashed line in FIG. 6 describes a section of a circumferential line of the mold cavity of a mold, the pouring cone of which follows the "natural shrinkage" of the strand shell.
- the intermediate regions are curved in an S-shape, with a circumferential line in a cross-sectional area of the mold cavity 10 in the region of the S-shaped sections of the intermediate regions 14 ', 14 "
- the position of the turning points and the width of the S-shaped curved sections of the intermediate areas 14 ', 14 ", 14"",14”" depends heavily on Distance Z 2 from the pour-side end 24 of the casting cone 10 ′, in particular for small Z 2 .
- the optimized mold represented by the parameters in FIGS. 4 and 5 or the solid line in FIG.
- the concept of natural shrinkage leads to shapes of the intermediate regions which are in one cross-sectional area of the mold cavity 10 at the corner regions 13 in one the region widening as the distance Z 2 widens significantly more and consequently also have a greater relative change in the taper K along the circumferential line of a cross-sectional area, based on the width of the S-shaped sections.
- a mold represented by the parameters in FIGS. 4 and 5 is therefore suitable for higher pull-out speeds.
- results discussed above are for straight and curved mold cavities applicable.
- the results mentioned are not only applicable to molds for Continuous casting of essentially square strands. they are transferable to molds for the casting of essentially polygonal ones Strands with at least three corner areas and three intermediate areas. at such molds, it is advantageous if two of those adjacent to one of the corner areas Intermediate areas form a corner angle that is independent of the distance from the pour end of the pouring cone.
- the shape of the Intermediate areas are those discussed in connection with FIGS. 4, 5 and 6 Statements applicable.
- the aforementioned embodiment of the mold according to the invention relates on a pouring cone, the circumferential lines between the corner areas are formed from straight lines at the pouring end of the casting cone 10 ' and that with increasing distance from the pouring end 24 of the pouring cone 10 'have an increasingly convex curvature.
- the perimeter lines of the mold cavity at the outlet opening 12 between the corner areas 13 straight and concave at the pouring end 24 of the casting cone are.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Conductive Materials (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
- Fig. 1
- einen Längsschnitt durch eine erfindungsgemässe Kokille mit einem einen Formhohlraum bildenden Kokillenrohr,
- Fig. 2
- einen Querschnitt durch einen Längsabschnitt der erfindungsgemässen Kokille längs der Ebene II - II in Fig. 1,
- Fig. 3
- eine schematische funktionelle Darstellung eines Abschnitts einer Umfangslinie eines Querschnitts durch den Formhohlraum der Kokille in Fig. 1 längs der Ebene 25,
- Fig. 4
- die Ortsabhängigkeit der Konizität der Kokille gemäss Fig. 1 in Längsrichtung der Kokille längs verschiedener Wege,
- Fig. 5
- eine normierte Darstellung eines Abschnitts der Umfangslinien verschiedener Querschnitte durch den Formhohlraum der Kokille in Fig. 1 und
- Fig. 6
- einen Vergleich einer Umfangslinie gemäss Fig. 5 mit einer entsprechenden Umfangslinie eines quadratischen Stranges nach einer vorgegebenen thermischen Kontraktion.
Claims (14)
- Kokille zum Stranggiessen von im wesentlichen polygonalen Metallsträngen, mit einem Formhohlraum (10), wobei der Formhohlraum (10) eine Eingiessöffnung (11), eine Austrittsöffnung (12), einen Giesskonus (10') und, entlang seines Umfangs, mindestens drei Eckbereiche (13) und drei Zwischenbereiche (14', 14", 14''', 14"") mit unterschiedlicher Konizität (K) aufweist und die Konizität (K) wenigstens im Bereich einer Teillänge (15) des Formhohlraums (10) entlang einer Umfangslinie (26) in einer Querschnittsfläche (25) derart variiert, dass jeder Abschnitt (26', 26", 26''', 26"") der Umfangslinie (26) zwischen den Eckbereichen (13) eine glatte Kurve bildet, dadurch gekennzeichnet, dass die Konizität (K) in einem oder mehreren der Zwischenbereiche (14', 14", 14"', 14"") der Umfangslinie (26) von den an den jeweiligen Zwischenbereich (14', 14'', 14''', 14"") angrenzenden Eckbereichen (13) zur Mitte (32) des Zwischenbereiches (14', 14", 14''', 14"") hin abnimmt.
- Kokille nach Anspruch 1, dadurch gekennzeichnet, dass der Giesskonus (10') in einem Teilabschnitt (15') des Formhohlraums (10) ausgebildet ist.
- Kokille nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Konizität (K) mit dem Abstand (Z2-Z1) der Querschnittsfläche (25) vom eingiessseitigen Ende (24) des Giesskonus (10') variiert.
- Kokille nach einem der Ansprüche 1 - 3, dadurch gekennzeichnet, dass die Konizität (K) in der Mitte (32) der Zwischenbereiche (14', 14", 14''', 14"") im Bereich der Teillänge (15) unabhängig vom Abstand (Z2-Z1) der Querschnittsfläche (25) vom eingiessseitigen Ende (24) des Giesskonus (10') ist.
- Kokille nach einem der Ansprüche 3 oder 4, dadurch gekennzeichnet, dass die Konizität (K) in und/oder an den Eckbereichen (13) mindestens stückweise nichtlinear und/oder linear und/oder parabolisch mit dem Abstand (Z2-Z1) der Querschnittsfläche (25) vom eingiessseitigen Ende (24) des Giesskonus (10') abnimmt.
- Kokille nach einem der Ansprüche 1 - 5, dadurch gekennzeichnet, dass die Konizität (K) in der Mitte (32) der Zwischenbereiche (14', 14", 14"', 14''''), gemittelt über die gesamte Länge (15') des Giesskonus (10'), 0 - 0.7 %/m, vorzugsweise 0.2 - 0.6 %/m, beträgt.
- Kokille nach einem der Ansprüche 1 - 6, dadurch gekennzeichnet, dass die Konizität (K) in und/oder an den Eckbereichen (13), gemittelt über die gesamte Länge (15') des Giesskonus (10'), 0.7 - 1.5 %/m, vorzugsweise 0.8 - 1,3 %/m, beträgt.
- Kokille nach einem der Ansprüche 1 - 7, dadurch gekennzeichnet, dass der Abschnitt (26', 26", 26''', 26"") der Umfangslinie (26) mindestens stückweise bogenförmig und/oder geradlinig bogenförmig ist.
- Kokille nach einem der Ansprüche 1 - 8, dadurch gekennzeichnet, dass der Abschnitt (26', 26", 26''', 26"") der Umfangslinie (26) zwischen einem der Eckbereiche (13) und der Mitte (32) einen Wendepunkt (Pw) aufweist.
- Kokille nach einem der Ansprüche 1 - 9, dadurch gekennzeichnet, dass jeder Abschnitt (26', 26", 26"', 26"") der Umfangslinie (26) in der Querschnittsfläche (25) zwischen den Eckbereichen (13) durch eine Kurve (Y(X)) repräsentiert ist, die - normiert bezüglich ihrer Extremwerte (±L/2, ΔY max) - unabhängig ist vom Abstand (Z2-Z1) der Querschnittsfläche (25) vom eingiessseitigen Ende (24) des Giesskonus (10').
- Kokille nach Anspruch 10, dadurch gekennzeichnet, dass die Kurve eine Parabel vierter Ordnung ist.
- Kokille nach einem der Ansprüche 1 - 11, dadurch gekennzeichnet, dass zwei der an einem der Eckbereiche (13) anstossende Abschnitte (26', 26", 26"', 26"") der Umfangslinie (26) einen Winkel (13') bilden, der im Bereich - der Teillänge (15) unabhängig vom Abstand (Z2-Z1) der Querschnittsfläche (25) vom eingiessseitigen Ende (24) des Giesskonus (10') ist.
- Kokille nach Anspruch 12, dadurch gekennzeichnet, dass die Zahl der Eckbereiche (13) vier beträgt und der Winkel (13') ein rechter Winkel ist.
- Kokille nach einem der Ansprüche 1 - 13, dadurch gekennzeichnet, dass der Formhohlraum (10) in den Eckbereichen (13) Hohlkehlen mit einem Radius von 2 - 8 % der lichten Weite (L) der Austrittsöffnung (12) aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH01094/98A CH693130A5 (de) | 1998-05-18 | 1998-05-18 | Kokille zum Stranggiessen von im wesentlichen polygonalen Strängen. |
| CH109498 | 1998-05-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0958871A1 EP0958871A1 (de) | 1999-11-24 |
| EP0958871B1 true EP0958871B1 (de) | 2004-03-17 |
Family
ID=4202337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99108933A Expired - Lifetime EP0958871B1 (de) | 1998-05-18 | 1999-05-05 | Kokille zum Stranggiessen von im wesentlichen polygonalen Metallsträngen. |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0958871B1 (de) |
| AT (1) | ATE261787T1 (de) |
| CH (1) | CH693130A5 (de) |
| DE (1) | DE59908842D1 (de) |
| ES (1) | ES2218901T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012207786A1 (de) | 2012-05-10 | 2013-11-14 | Sms Siemag Ag | Stranggießkokille |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10218957B4 (de) * | 2002-04-27 | 2004-09-30 | Sms Demag Ag | Stranggießkokille für flüssige Metalle, insbesondere für flüssigen Stahl |
| DE102005057580A1 (de) * | 2005-11-30 | 2007-06-06 | Km Europa Metal Ag | Kokille zum Stranggießen von Metall |
| EP2292350A1 (de) * | 2009-08-04 | 2011-03-09 | Siemens VAI Metals Technologies S.r.l. | Form für den Strangguss von langen oder flachen Produkten, Kühlmantel, der zur Zusammenwirkung mit einer solchen Form ausgelegt sind, und Einheit, die eine solche Form und einen solchen Kühlmantel umfasst |
| AT508822B1 (de) * | 2009-09-29 | 2013-11-15 | Siemens Vai Metals Tech Gmbh | Kokille zum vergiessen von metallischer schmelze zu einem metallstrang mit kreisförmigem oder polygonalem querschnitt in einer stranggiessmaschine |
| CZ2011442A3 (cs) * | 2011-07-21 | 2012-12-05 | Trinecké železárny, a. s. | Kokila pro odlévání ingotu |
| TR201903458T4 (tr) | 2012-04-19 | 2019-04-22 | Kme Germany Gmbh & Co Kg | Metallerin kesintisiz dökümü için kalıp. |
| ITBS20120118A1 (it) * | 2012-07-25 | 2014-01-26 | Sama S R L | Lingottiera di un impianto per colata continua |
| CN109513889B (zh) * | 2019-01-03 | 2024-12-31 | 山东莱钢永锋钢铁有限公司 | 一种有效降低脱方的小方坯管式结晶器 |
| CN110744020B (zh) * | 2019-11-29 | 2024-09-20 | 济南东方结晶器有限公司 | 一种结晶器铜管曲线锥度结构 |
| CN119772123A (zh) * | 2025-01-02 | 2025-04-08 | 广东中南钢铁股份有限公司 | 低碳易切削钢用保护渣和低碳易切削钢小方坯的生产方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1554717A (en) * | 1975-06-16 | 1979-10-24 | Shrum L R | Moulds for the continuous casting of steel |
| US4207941A (en) * | 1975-06-16 | 1980-06-17 | Shrum Lorne R | Method of continuous casting of metal in a tapered mold and mold per se |
| ATE105750T1 (de) * | 1991-02-06 | 1994-06-15 | Concast Standard Ag | Kokille zum stranggiessen von metallen, insbesondere von stahl. |
| AU659287B2 (en) * | 1992-03-05 | 1995-05-11 | Concast Standard A.G. | Process for the continuous casting of metal, in particular steel for producing billets and blooms |
| AT404235B (de) * | 1995-04-18 | 1998-09-25 | Voest Alpine Ind Anlagen | Stranggiesskokille |
| SE516076C2 (sv) * | 1995-05-09 | 2001-11-12 | Sandvik Ab | Kokill för stränggjutning |
| SE9501708L (sv) * | 1995-05-09 | 1996-11-10 | Metallforskning Inst | Kokill |
-
1998
- 1998-05-18 CH CH01094/98A patent/CH693130A5/de not_active IP Right Cessation
-
1999
- 1999-05-05 AT AT99108933T patent/ATE261787T1/de active
- 1999-05-05 DE DE59908842T patent/DE59908842D1/de not_active Expired - Lifetime
- 1999-05-05 ES ES99108933T patent/ES2218901T3/es not_active Expired - Lifetime
- 1999-05-05 EP EP99108933A patent/EP0958871B1/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012207786A1 (de) | 2012-05-10 | 2013-11-14 | Sms Siemag Ag | Stranggießkokille |
| DE102012207786B4 (de) | 2012-05-10 | 2025-01-02 | Sms Group Gmbh | Stranggießkokille |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2218901T3 (es) | 2004-11-16 |
| ATE261787T1 (de) | 2004-04-15 |
| DE59908842D1 (de) | 2004-04-22 |
| CH693130A5 (de) | 2003-03-14 |
| EP0958871A1 (de) | 1999-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0498296B1 (de) | Kokille zum Stranggiessen von Metallen, insbesondere von Stahl | |
| DE3501422C2 (de) | ||
| EP0958871B1 (de) | Kokille zum Stranggiessen von im wesentlichen polygonalen Metallsträngen. | |
| DE1596390A1 (de) | Verfahren und Geraet zum Herstellen von Tafelglas | |
| DE3855653T2 (de) | Vorrichtung und Verfahren zum direkten Giessen von Metallband | |
| DE69803196T2 (de) | Stranggiesskokille für stahlbrammen | |
| DE2606370A1 (de) | Giessverfahren und giessform zu seiner durchfuehrung | |
| DE69813535T2 (de) | Schmelzezufuhrvorrichtung für formen von stranggiessmaschinen | |
| DE112009000614B4 (de) | Obere Düse | |
| DE2814600A1 (de) | Verfahren und vorrichtung zum stahlstranggiessen | |
| EP0627968B1 (de) | Verfahren zum stranggiessen von metal, insbesondere von stahl in knüppel- und vorblockquerschnitte | |
| DE69717134T2 (de) | Stranggiesskokille | |
| DE3601501C3 (de) | Kokille zum Stranggießen von Stahlband | |
| DE60000858T2 (de) | Verfahren und vorrichtung zum stranggiessen mit hoher geschwindigkeit | |
| DE3204339C2 (de) | Stranggießkokille zum Gießen von Trägerrohlingen | |
| DE69213160T2 (de) | Gebogene Kokille zum Bogenstranggiessen von dünnen Brammen | |
| EP0297258B1 (de) | Kokille zum Stranggiessen von Vorprofilen zur Trägerwalzung | |
| DE2132294A1 (de) | Verfahren und Vorrichtung zum Giessen von Metallschmelze | |
| CH664915A5 (de) | Durchlaufkokille zum stranggiessen von stahlstraengen mit polygonalem querschnitt. | |
| EP0865849A1 (de) | Oszillierende Kokille zum Stranggiessen von Brammen | |
| DE4116723C1 (en) | Immersion tundish outlet giving quiescent melt flow into mould - includes channel with nozzle shape at inlet to receive stopper, with narrowest section at transition to channel | |
| EP3130414B1 (de) | Schmelzmetallurgische anlage, umfassend eine kokille | |
| DE19741131A1 (de) | Verfahren und Vorrichtung zur Herstellung von Brammen verschiedener Formate | |
| DE1028300B (de) | Kokille zum kontinuierlichen Giessen | |
| DE1912182A1 (de) | Stranggiessform |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES GB IT LI LU SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000329 |
|
| AKX | Designation fees paid |
Free format text: AT CH DE ES GB IT LI LU SE |
|
| 17Q | First examination report despatched |
Effective date: 20030110 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RTI1 | Title (correction) |
Free format text: MOULD FOR CONTINUOUS CASTING OF SUBSTANTIALLY POLYGONAL METALLIC STRANDS |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RTI1 | Title (correction) |
Free format text: MOULD FOR CONTINUOUS CASTING OF SUBSTANTIALLY POLYGONAL METALLIC STRANDS |
|
| RTI1 | Title (correction) |
Free format text: MOULD FOR CONTINUOUS CASTING OF SUBSTANTIALLY POLYGONAL METALLIC STRANDS |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES GB IT LI LU SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20040317 |
|
| REF | Corresponds to: |
Ref document number: 59908842 Country of ref document: DE Date of ref document: 20040422 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2218901 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20041220 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: CONCAST AG Free format text: CONCAST STANDARD AG#TOEDISTRASSE 9#8027 ZUERICH (CH) -TRANSFER TO- CONCAST AG#TOEDISTRASSE 9#8027 ZUERICH (CH) Ref country code: CH Ref legal event code: NV Representative=s name: LUCHS & PARTNER PATENTANWAELTE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20110513 Year of fee payment: 13 Ref country code: LU Payment date: 20110603 Year of fee payment: 13 Ref country code: ES Payment date: 20110516 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110520 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120505 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120505 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140527 Year of fee payment: 16 Ref country code: CH Payment date: 20140530 Year of fee payment: 16 Ref country code: DE Payment date: 20140521 Year of fee payment: 16 Ref country code: AT Payment date: 20140513 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59908842 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 261787 Country of ref document: AT Kind code of ref document: T Effective date: 20150505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150531 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151201 |