EP0945919A1 - Method for establishing a permanent electric contact to the web of rails and the corresponding contact - Google Patents
Method for establishing a permanent electric contact to the web of rails and the corresponding contact Download PDFInfo
- Publication number
- EP0945919A1 EP0945919A1 EP98105145A EP98105145A EP0945919A1 EP 0945919 A1 EP0945919 A1 EP 0945919A1 EP 98105145 A EP98105145 A EP 98105145A EP 98105145 A EP98105145 A EP 98105145A EP 0945919 A1 EP0945919 A1 EP 0945919A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cylindrical sleeve
- recess
- electrical contact
- cover
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/28—Clamped connections, spring connections
- H01R4/50—Clamped connections, spring connections utilising a cam, wedge, cone or ball also combined with a screw
- H01R4/5016—Clamped connections, spring connections utilising a cam, wedge, cone or ball also combined with a screw using a cone
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/58—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation characterised by the form or material of the contacting members
- H01R4/64—Connections between or with conductive parts having primarily a non-electric function, e.g. frame, casing, rail
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/28—Clamped connections, spring connections
- H01R4/30—Clamped connections, spring connections utilising a screw or nut clamping member
Definitions
- the above invention relates to a method for Production of a permanent, electrical contact on the bridge a railway track, under the provision of a Through hole in the bar of the rail and inserting a Sleeve of electrically conductive material with a Through hole.
- the invention further relates to a permanent, electrical Contact made with the method and from a a through-hole having sleeve, the on one end has a collar and made of electrically conductive Material exists.
- the displaced in a known manner material thus forms none Surface used for making an electrical contact would be suitable because this displaced during the drawing process Material is deposited irregularly at the web of the rail.
- the object of the above invention is to provide the abovementioned To avoid disadvantages of the prior art and a To propose method as well as a device that it allows for a permanent, electrical contact for electrical connections on both Sides of the bridge of a rail body is usable and at the same time excellent and constant, electric and having mechanical features.
- This object is achieved with a method for producing a permanent, electrical contact on the bridge of a Rail body achieved in that in the web of the Rail body is inserted through a through hole and in this through hole a cylindrical, with a Through hole provided sleeve, which is inserted one end has a contact flange, with one side the web of the rail body is in communication, the Method characterized in that on the Investment flange opposite side of the rail web, on free end of the cylindrical sleeve, a lid arranged which, on its side facing the sleeve, becomes one Has recess that the through hole of the cylindrical sleeve an expansion-pulling operation is subjected to and a displacement of a part of the Through hole limiting material takes place and the during the drawing process displaced material in the Recess of the lid is introduced and this Material accumulation on the walls of the recess to the plant is brought.
- the lid has an opening which is larger than the maximum diameter of the Drawing tool.
- the inner recess of the lid a undercut, by 10 ° with respect to the longitudinal axis of the lid inclined peripheral wall on.
- this is Lid made of a copper alloy, the very good electrical conductivity and increased mechanical Resistant.
- the lid and the cylindrical sleeve made of materials that the have the same coefficient of thermal expansion.
- cylindrical sleeve and the lid with a Coated tin layer.
- the bridge of the rail body is not excessive weakened and can be used safely take up.
- the different amounts of during the drawing process displaced and out of the through hole of the cylindrical Sleeve can absorb escaping material.
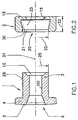
- Figures 1 and 2 is a cylindrical sleeve as well a lid attached to the free end of the sleeve is shown.
- the cylindrical sleeve 1 has a cylindrical piece 3.
- the cylindrical sleeve 1 has a molded flange 4 on, as a contact flange and as electrical contact is formed.
- the cylindrical sleeve 1 is in the axial direction of a Drilled hole 102.
- the flange 4 On the outside, the flange 4 has a slight crown trained area 5 on.
- the flange 4 of the cylindrical sleeve 1 has a Recess 6, which is suitable, the head of a To take drawing tool 7, with the pulling of the cylindrical sleeve 3 of the component 1 takes place ( Figure 4).
- the free end of the cylindrical sleeve 3 also has its front end a recess 10, the is suitable, the resulting during the drawing process Material wall record.
- the recess 10 has in an advantageous manner frustoconical shape.
- the end cover 2 has on one side a flat surface 15 on to create an electrical contact surface.
- the bore 16 of the lid 2 has a diameter which greater than the maximum cross section of the pulling head 7 is.
- the Lid 2 also has an internal recess 20.
- the inner recess 20 conical and is formed by a circumferential wall limited, which forms an undercut.
- the inlet 21 of the recess 26 has a diameter 22 on slightly larger than the 25th diameter cylindrical sleeve 3 is.
- the dimensions 22 of the entrance 21 of the inner recess 20 coincident with the Diameter 27 of the bore 28 is selected.
- these holes 28 is the cylindrical sleeve 3 of the part 1 for the Production of a permanent, electrical contact on the bridge used a rail track.
- the inner recess 20 has a peripheral wall 30 which inclined by about 10 ° relative to the axis 31 of the cover is.
- the inner recess 20 has a depth 32, the is sufficient to a chamber 33 inside the lid 2 limit.
- the chamber is designed so that they have a the largest possible amount of material during the drawing process the cylindrical sleeve 1 is displaced, can accommodate.
- the cylindrical sleeve 1 consists of electrically conductive Material, e.g. made of electrolytic copper.
- the lid 2 is made of an electrically conductive material manufactured having mechanical features that are sufficient to the pressure forces occurring during to record the drawing process.
- the lid 2 in an advantageous manner a copper alloy, e.g. Copper that with Beryllium, strontium, zirconium, nickel-silicon alloyed has been.
- a copper alloy e.g. Copper that with Beryllium, strontium, zirconium, nickel-silicon alloyed has been.
- cylindrical sleeve 1 and the lid 2 made using a material that has the same thermal expansion coefficient.
- cylindrical sleeve 1 and the cover of the second be coated with a tin layer.
- the providence of a tin layer prevents one unwanted oxidation process on parts of the electrical Contact.
- the first step in the process is to daS the web 40 of the rail body with a continuous Bore is provided. It is envisaged that the Diameter of the drilling tool slightly larger than the Dimensions 25 of the circumferential shell 26 of the cylindrical Sleeve 3 is.
- This caliber has a decent design and is together with the mounting device, not shown delivered.
- the calibrated head 7 of the drawing tool is in the Through hole 102 of the cylindrical sleeve 1 of the Side of the abutment flange 4 used.
- An extension of the calibrated head of the drawing tool 7 occurs after insertion into the through bore 102 of the sleeve 1 on the side opposite the bottle 4 side of the sleeve this one off.
- the inner recess 20 of the lid 2 is on the web 40 of the rail body directed (arrow 42).
- the cover 2 is in abutment with the web 40 of the Rail body held.
- the conical section 43 of Pulling head 7 brings during the expansion pulling the Sleeve 1 derenn outer jacket 26 in non-positive Connection with the wall of the bore 28, creating a excellent, lasting, electrical contact created becomes.
- the figure 6 can be seen that in an advantageous Way, using an electrical contact, one Arrangement on webs of rail bodies with different Thickness 100, 101 is possible.
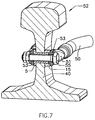
- the figure 7 and 8 can be taken as two electrical Ladder 50 with its connection shoes 51 on both sides of the Rail body 52 footbridge 40, using a single sleeve 1, to be mounted.
- both cable lugs are under Use a single screw 55 mounted and fixed braced.
Landscapes
- Insulating Bodies (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Train Traffic Observation, Control, And Security (AREA)
- Insulators (AREA)
- Near-Field Transmission Systems (AREA)
Abstract
Description
Die vorstehende Erfindung betrifft ein Verfahren zur Herstellung eines dauerhaften, elektrischen Kontaktes am Steg einer Eisenbahnschiene, unter Vorsehung einer Durchgangsbohrung im Steg der Schiene und Einführen einer Hülse aus elektrisch leitendem Material mit einer Durchgangsbohrung.The above invention relates to a method for Production of a permanent, electrical contact on the bridge a railway track, under the provision of a Through hole in the bar of the rail and inserting a Sleeve of electrically conductive material with a Through hole.
Die Erfindung betrifft ferner einen permanenten, elektrischen Kontakt, der mit dem Verfahren hergestellt ist und aus einer, eine Durchgangsbohrung aufweisenden Hülse besteht, die an einem Ende einen Bund aufweist und aus elektrisch leitendem Material besteht.The invention further relates to a permanent, electrical Contact made with the method and from a a through-hole having sleeve, the on one end has a collar and made of electrically conductive Material exists.
Es ist bekannt, daß vom Stand der Technik her bekannte Kontakte dieser Art keine Möglichkeit eröffnen, equipotenzielle Verbindungen, z.B. für das elektrische Verbinden der Schienen einer Weiche, zu schaffen.It is known that known from the prior art ago Opening contacts of this kind no way equipotential compounds, e.g. for the electrical Connecting the rails of a switch to create.
Zur Herstellung von equipotenziellen, elektrischen Verbindungen zwischen den Schienen ist es notwendig, elektrische Leiter auf beiden Seiten der Schiene zu befestigen.For the production of equipotential, electrical Connections between the rails it is necessary electrical conductors on both sides of the rail too Fasten.
Im Gegensatz zu bekannten, elektrischen Kontakten dieser Art, die z.B. über einen Ziehvorgang eines hülsenförmigen Körpers hergestellt werden, wird nur eine einzige Kontaktfläche für die Montage elektrischer Bauteile geschaffen.In contrast to known, electrical contacts of this type, the e.g. about a pulling process of a sleeve-shaped body are produced, only a single contact surface for created the assembly of electrical components.
Bei den bekannten Kontakten bewirkt der Ziehvorgang, dem die Bohrung der bekannten Hülse ausgesetzt wird, daS auf der dem Bund der Hülse gegenüberliegenden Seite das während des Ziehvorganges verdrängte Material in regelmäßiger Form austritt.In the known contacts causes the drawing process, which the Bore of the known sleeve is exposed, that on the Collar the sleeve opposite side during the Drawing process displaced material in regular form exit.
Das auf bekannte Weise verdrängte Material legt sich in diesen Fällen wulstartig auf der gegenüberliegenden Seite des Schienensteges an.The material displaced in a known manner settles in these cases beaded on the opposite side of the Rail bridge on.
Das auf bekannte Weise verdrängte Material bildet also keine Fläche, die für die Herstellung eines elektrischen Kontaktes geeignet wäre, da das während des Ziehvorganges verdrängte Material unregelmäßig am Steg der Schiene abgelagert wird.The displaced in a known manner material thus forms none Surface used for making an electrical contact would be suitable because this displaced during the drawing process Material is deposited irregularly at the web of the rail.
Mit den bisher bekanntgewordenen, permanenten, elektrischen Kontakten der beschriebenen Art ist es also nicht möglich, eine elektrische Kontaktfläche auf beiden Seiten eines Schienensteges herzustellen. With the previously known, permanent, electrical Contacts of the type described it is therefore not possible an electrical contact surface on both sides of a Rail bridge produce.
Mit den bekannten, elektrischen Kontakten der beschriebenen Art war es bisher nur möglich, zwei unterschiedliche und nebeneinander angeordnete Kontakte vorzusehen, über die lediglich eine annähernd equipotenzielle, elektrische Verbindung mit ungefähr gleichen, elektrischen Merkmale erzielbar waren.With the known, electrical contacts of the described Art was only possible so far, two different and provide juxtaposed contacts over the only an approximately equipotential, electrical Connection with approximately the same electrical characteristics were achievable.
Bisher waren stets zwei getrennte, elektrische, permanente Kontakte erforderlich, um einen Leiter auf der eine Seite des Steges eines Schienenkörpers auszuschließen, und auf der anderen Seite des Steges war ein zweiter Kontakt anzuordnen, um einen zweiten Leiter für eine equipotenzielle Verbindung zu einem zweiten Schienenkörper herzustellen.So far, always two separate, electrical, permanent Contacts needed to have a ladder on one side of the To exclude the bridge of a rail body, and on the on the other side of the bridge a second contact had to be arranged, around a second conductor for an equipotential connection to produce a second rail body.
Da bei der bisher bekanntgewordenen Ausführungsform stets zwei nebeneinander angeordnete Bohrungen vorzusehen waren, wurde der Steg des Schienenkörpers mechanisch geschwächt. Aus diesem Grunde war es in verschiedenen Fällen gar nicht erlaubt, angenäherte und nebeneinanderliegende Bohrungen in den Steg des Schienenkörpers einzubringen.As always in the hitherto known embodiment two holes arranged next to each other were to be provided, the web of the rail body was mechanically weakened. Out For this reason it was not at all in different cases allowed, approximated and adjacent holes in to introduce the bridge of the rail body.
Ferner war es bekannt, daß bei besonderen Anwendungsfällen, z.B. in der Nähe eines Kreuzungspunktes von zwei Schienen, nicht genügend Platz für die Vorsehung und Montage von mehreren nebeneinander liegenden, permanenten, elektrischen Kontakten möglich war.Furthermore, it has been known that in special applications, e.g. near a crossing point of two rails, not enough space for the providence and assembly of several adjacent, permanent, electrical Contacts was possible.
Ein weiterer Nachteil einer bekannten Ausführungsform eines permanenten, elektrischen Kontaktes war darin zu sehen, daß bei Vorsehung von mehreren, nebeneinanderliegenden Kontakten die Bearbeitungszeit für die Herstellung der Durchgangsbohrung und die spätere Montage der verwendeten Bauteile des Kontaktes erheblicher war.Another disadvantage of a known embodiment of a permanent, electrical contact was to be seen in that in the providence of several, adjacent contacts the processing time for the production of Through hole and the subsequent assembly of the used Components of the contact was more significant.
Aufgabe der vorstehenden Erfindung ist es, die genannten Nachteile des Standes der Technik zu vermeiden und ein Verfahren sowie eine Vorrichtung vorzuschlagen, die es ermöglicht, einen permanenten, elektrischen Kontakt herzustellen, der für elektrische Anschlüsse auf beiden Seiten des Steges eines Schienenkörpers verwendbar ist und gleichzeitig hervorragende und konstante, elektrische und mechanische Merkmale aufweist.The object of the above invention is to provide the abovementioned To avoid disadvantages of the prior art and a To propose method as well as a device that it allows for a permanent, electrical contact for electrical connections on both Sides of the bridge of a rail body is usable and at the same time excellent and constant, electric and having mechanical features.
Diese Aufgabe wird mit einem Verfahren zur Herstellung eines permanenten, elektrischen Kontaktes am Steg eines Schienenkörpers dadurch erreicht, daß in den Steg des Schienenkörpers eine Durchgangsbohrung eingebracht wird und in diese Durchgangsbohrung eine zylindrische, mit einer Durchgangsbohrung versehene Hülse, eingesetzt wird, die an einem Ende einen Anlageflansch aufweist, der mit einer Seite des Steges des Schienenkörpers in Verbindung steht, wobei das Verfahren dadurch gekennzeichnet ist, dass auf der dem Anlageflansch gegenüberliegenden Seite des Schienensteges, am freien Ende der zylinderförmigen Hülse, ein Deckel angeordnet wird, der auf seiner, zur Hülse gerichteten Seite, eine Ausnehmung aufweist, daß die Durchgangsbohrung der zylinderförmigen Hülse einem Expansions-Ziehvorgang unterzogen wird und eine Verdrängung eines Teiles des die Durchgangsbohrung begrenzenden Materiales erfolgt und das während des Ziehvorganges verdrängte Material in die Ausnehmung des Deckels eingebracht wird und diese Materialanhäufung an den Wänden der Ausnehmung zur Anlage gebracht wird.This object is achieved with a method for producing a permanent, electrical contact on the bridge of a Rail body achieved in that in the web of the Rail body is inserted through a through hole and in this through hole a cylindrical, with a Through hole provided sleeve, which is inserted one end has a contact flange, with one side the web of the rail body is in communication, the Method characterized in that on the Investment flange opposite side of the rail web, on free end of the cylindrical sleeve, a lid arranged which, on its side facing the sleeve, becomes one Has recess that the through hole of the cylindrical sleeve an expansion-pulling operation is subjected to and a displacement of a part of the Through hole limiting material takes place and the during the drawing process displaced material in the Recess of the lid is introduced and this Material accumulation on the walls of the recess to the plant is brought.
Um eine feste und formschlüssige Verbindung zwischen dem freien Ende der Hülse und dem aufgesetzten Deckel zu schaffen, wird das während des Ziehvorganges verdrängte Material in einer Ausnehmung des Deckels abgelagert, wobei die Ausnehmung konische Form aufweist.To establish a firm and positive connection between the free end of the sleeve and the attached lid to create, this is displaced during the drawing process Material deposited in a recess of the lid, wherein the recess has a conical shape.
Die Anhäufung des verdrängten Materials wird an den Wänden der hinterschnittenen, konischen Ausnehmung zur Anlage gebracht.The accumulation of extruded material will be on the walls the undercut, conical recess to the plant brought.
Mit dem vorgeschlagenen Verfahren ist es möglich, einen dauerhaften, elektrischen Kontankt herzustellen, der aus einer zylinderförmigen Hülse besteht, die eine Durchgangsbohrung aufweist und an einem Ende einen Anlageflansch trägt und dadurch gekennzeichnet ist, daß am freien Ende der zylinderförmigen Hülse ein Deckel angeordnet ist, der eine flache Anlageebene aufweist und der Deckel auf der der flachen Anlageebene gegenüberliegenden Seite eine nach innen gerichtete Ausnehmung aufweist, die das frei Ende der zylinderförmigen Hülse umgibt und, daß die innenliegende Ausnehmung des Deckels formschlüssig und kraftschlüssig eine Materialanhäufung aufnimmt, die während des Ziehvorganges der Hülse verdrängt wurde.With the proposed method it is possible to have a make permanent, electric Kontankt out of a cylindrical sleeve which is a Through hole has and at one end a Bearing flange carries and is characterized in that on free end of the cylindrical sleeve arranged a lid is, which has a flat bearing plane and the lid on the side of the flat plane opposite one having inwardly directed recess which the free end surrounds the cylindrical sleeve and that the internal Recess of the lid positively and non-positively a Accumulation of material during the drawing process of the Sleeve was displaced.
Um eine sichere, formschlüssige Verbindung zwischen dem Deckel und der dem Ziehvorgang unterzogenen Hülse zu schaffen, ist die innenliegende Umfangswand des Deckels konisch ausgebildet.To create a secure, positive connection between the Cover and the sleeve undergoing the drawing process create, is the inner peripheral wall of the lid conical.
Um eine kraftschlüssige Verbindung und einen hervorragenden elektrischen Kontakt zwischen dem während des Ziehvorganges aus dem hülsenförmigen Körper verdrängten Materials und dem Deckel zu erreichen, wird das aus der zylinderförmigen Hülse verdrängte Material an der hinterschnittenen Umfangswand der konischen Ausnehmung zur Anlage gebracht.To make a strong connection and an excellent electrical contact between during the drawing process from the sleeve-shaped body displaced material and the To reach the lid, that is from the cylindrical sleeve displaced material at the undercut peripheral wall of conical recess brought to the plant.
Um ein gleichmäßiges und in einer Ebene fortschreitendes Verdrängen des gezogenen Materiales, das in die Ausnehmung des Deckels eingebracht wird, zu erreichen, weist das frei Ende der Hülse in Umfangsrichtung eine kegelstumpfförmig ausgebildete Nute auf.To be consistent and progressing in one plane Displacing the drawn material into the recess The cover is exposed, the free End of the sleeve in the circumferential direction a frustoconical trained groove on.
Um dem kalibrierten Ziehwerkzeug der Hülse zu ermöglichen, aus dem das Hülsenende umgebenden Deckel nach Durchführung des Ziehvorganges auszutreten, weist der Deckel eine Öffnung auf, die größer bemessen ist als der maximale Durchmesser des Ziehwerkzeuges.To allow the calibrated pulling tool of the sleeve, from the cover surrounding the sleeve end after execution to exit the drawing process, the lid has an opening which is larger than the maximum diameter of the Drawing tool.
Um scharfwinklige Formänderungen des plastisch verformten Hülsematerials zu vermeiden, welches formschlüssig mit der Ausnehmung des Deckels in Verbindung tritt, weist die Eintrittsöffnung in der Ausnehmung des Deckels Ahmessungen auf, die mit dem Durchmesser der Bohrung, in welche die zylinderförmige Hülse eingesetzt ist, übereinstimmen.To sharp-angled deformations of the plastically deformed To avoid sleeve material, which form-fitting with the Recess of the lid comes into contact, has the Inlet opening in the recess of the lid Ahmessungen on, with the diameter of the hole, in which the cylindrical sleeve is inserted, match.
In einer vorteilhaften Ausführungsform der Erfindung weist die innenliegende Ausnehmung des Deckels eine hinterschnittene, um 10° gegenüber der Längsachse des Deckels geneigte Umfangswandung auf.In an advantageous embodiment of the invention the inner recess of the lid a undercut, by 10 ° with respect to the longitudinal axis of the lid inclined peripheral wall on.
Dadurch wird das während des Ziehvorganges verdrängte Material der zylinderförmigen Hülse, das während des Ziehvorganges aus der Bohrung der Hülse austritt, keiner starken Formänderungen während der plastischen Verformung ausgesetzt, und es besteht die Möglichkeit, die Ausnehmung im Inneren des Deckels mit dem verdrängten Material zu füllen, und dieses Material in engen Kontakt mit der hinterschnittenen Wand zu bringen.This will displace it during the drawing process Material of the cylindrical sleeve, which during the Pulling process from the bore of the sleeve exits, none strong shape changes during plastic deformation suspended, and there is the possibility of the recess in the Fill the inside of the lid with the displaced material, and this material in close contact with the to bring undercut wall.
Um zu vermeiden, daß die während des Ziehvorganges auftretenden Belastungen die ebene Fläche für die Schaffung des elektrischen Kontaktes am Deckel verformen, wird dieser Deckel aus einer Kupferlegierung hergestellt, die sehr gute elektrische Leitfähigkeit sowie eine erhöhte mechanische Widerstandsfähigkeit aufweist.To avoid that during the drawing process occurring loads the plane surface for creation deform the electrical contact on the lid, this is Lid made of a copper alloy, the very good electrical conductivity and increased mechanical Resistant.
Um zu vermeiden, daß unterschiedliche Wärmedehnungen ein Ablösen zwischen zylinderförmiger Hülse und dem aufgesetzten Deckel eintritt, ist vorgesehen, daß der Deckel und die zylinderförmige Hülse aus Materialien bestehen, die den gleichen Wärmeausdehnungskoeffizienten aufweisen.To avoid that different thermal expansions Detachment between the cylindrical sleeve and the patch Cover enters, it is provided that the lid and the cylindrical sleeve made of materials that the have the same coefficient of thermal expansion.
Um einen unerwünschten Elektroelyseeffekt zwischen der zylinderförmigen Hülse sowie dem aufgesetzten Deckel, und dem aus Stahl bestehenden Steg des Schienenkörpers zu vermeiden, wird die zylinderförmige Hülse sowie der Deckel mit einer Zinnschicht ummantelt.To avoid an unwanted electro lyse effect between the cylindrical sleeve and the attached lid, and the to avoid steel rail of the rail body, is the cylindrical sleeve and the lid with a Coated tin layer.
Um elektrische Leiter an dem permanenten, elektrischen Kontakt anzuschliessen, nimmt die zylinderförmige Hülse, die mit Steg der Schiene und dem abschließenden Deckel in Verbindung steht, eine Schraube auf, und diese Schraube nimmt die Anschlußschuhe der elektrischen Leiter an der Flanschfläche der zylinderförmigen Hülse sowie an der ebenen Fläche des aufgesetzten Deckels auf.To electrical conductors to the permanent, electrical To connect contact, takes the cylindrical sleeve, the with bar of the rail and the final cover in Connection stands, one screw, and this screw takes the connecting shoes of the electrical conductors to the Flange surface of the cylindrical sleeve and at the level Surface of the attached lid on.
Die wesentlichen Vorteile der Erfindung sind darin zu sehen, daß mit einer einzigen Bohrung, die in den Steg des Schienenkörpers eingebracht wird, ein elektrischer Kontakt herstellbar ist, der die Möglichkeit eröffnet, zwei elektrische Leiter, die auf beiden Seiten des Steges des Schienenkörpers angeordnet sind, anzuschließen.The main advantages of the invention can be seen therein that with a single hole in the bridge of the Rail body is introduced, an electrical contact can be produced, which opens up the possibility of two electrical conductors on both sides of the bridge of the Rail body are arranged to connect.
Da nur eine Bohrung für den Einbau des Kontaktes vorgesehen ist, wird der Steg des Schienenkörpers nicht übermässig geschwächt und kann die auftretenden Belastungen gefahrlos aufnehmen.Since only one hole provided for the installation of the contact is, the bridge of the rail body is not excessive weakened and can be used safely take up.
Es ist ferner vorteilhaft, daß der permanente, elektrische Kontakt mit einem Verfahren und Werkzeugen herstellbar ist, die auf einfache Weise eingesetzt werden können.It is also advantageous that the permanent, electrical Contact with a process and tools can be produced, which can be used in a simple way.
In vorteilhafter Weise wird durch die innenliegende Ausnehmung des Abschlußdeckels eine Kammer gebildet, die unterschiedliche Mengen des während des Ziehvorganges verdrängten und aus der Durchgangsbohrung der zylindrischen Hülse austretenden Materials aufnehmen kann.Advantageously, by the internal Recess of the end cover a chamber formed, the different amounts of during the drawing process displaced and out of the through hole of the cylindrical Sleeve can absorb escaping material.
Somit ist es möglich, eine beschränkte Anzahl von zylinderförmigen Hülsen und Deckeln mit vorbestimmten Anfangsabmessungen für Schienenkörper einzusetzen, deren Stege unterschiedliche Dicken sowie Durchgangsbohrungen mit unterschiedlichem Durchmesser aufweisen.Thus, it is possible to have a limited number of cylindrical sleeves and lids with predetermined Use initial dimensions for rail body whose Webs with different thicknesses and through holes with have different diameter.
Mit dem vorgeschlagenen elektrischen, permanenten Kontakt werden die gewünschten Merkmale hinsichtlich einer hervorragenden, elektrischen Leitfähigkeit durch die schlüssige Verbindung Zwischen der Deckel und dem plastisch verformten Material, das aus der zylinderförmigen Hülse verdrängt wird, erreicht.With the proposed electrical, permanent contact be the desired features in terms of a excellent, electrical conductivity through the conclusive connection Between the lid and the plastic deformed material coming from the cylindrical sleeve is displaced.
Die Merkmale einer guten elektrischen Leitfähigkeit werden ferner durch eine schlüssige Verbindung zwischen dem Aussenmantel der zylinderförmigen Hülse, die expansionsartig während des Ziehvorganges verformt wird, und der Begrenzungsfläche der Bohrung, die in den Steg des Schienenkörpers eingebracht wurde, erzielt.The characteristics of a good electrical conductivity are Furthermore, by a coherent connection between the Outer jacket of the cylindrical sleeve, the expansion-like is deformed during the drawing process, and the Boundary surface of the hole that enters the web of Rail body was introduced achieved.
Die Merkmale einer guten elektrischen Leitfähigkeit bleiben unverändert erhalten, auch wenn Vorrichtungen und Arbeitsverfahren sowie Montagevorgänge eingesetzt werden, deren Einsatz in der Praxis mit erheblichen Tolleranzen durchführbar ist.The characteristics of good electrical conductivity remain unchanged, even if devices and Working procedures and assembly operations are used, their use in practice with considerable tolerances is feasible.
Es konnte festgestellt werden, daß sich das Material der zylinderförmigen Hülse während der plastischen Verformung an unterschiedliche Formen oder Abmessungen der in den Schienensteg eingebrachten Bohrung und an Ungenauigkeiten in der Verbindung mit dem Deckel anpaßt.It could be stated that the material of the cylindrical sleeve during the plastic deformation different shapes or dimensions in the Rail web introduced bore and inaccuracies in the connection with the lid adapts.
Der Erfindungsgegenstand wird nun genauer beschrieben und
anhand eines Ausführungsbeispieles in den beigefügten
Zeichnungen dargestellt. Es zeigen:
In den Figuren 1 und 2 ist eine zylinderförmige Hülse sowie ein am freien Ende der Hülse angebrachter Deckel dargestellt. In Figures 1 and 2 is a cylindrical sleeve as well a lid attached to the free end of the sleeve is shown.
Diese Teile sind gesamthaft mit 1 und 2 gekennzeichnet.These parts are labeled 1 and 2 in their entirety.
Die zylinderförmige Hülse 1 weist ein Zylinderstück 3 auf.The
An einem Ende weist die zylinderförmige Hülse 1 einen
angeformten Flansch 4 auf, der als Anlageflansch und als
elektrischer Kontakt ausgebildet ist.At one end, the
Die zylinderförmige Hülse 1 wird in Axialrichtung von einer
Bohrung 102 durchdrungen.The
An der Außenseite weist der Flansch 4 eine leicht ballig
ausgebildete Fläche 5 auf.On the outside, the
Der Flansch 4 der zylinderförmigen Hülse 1 weist eine
Ausnehmung 6 auf, die geeignet ist, den Kopf eines
Ziehwerkzeuges 7 aufzunehmen, mit dem der Ziehvorgang der
zylinderförmigen Hülse 3 des Bauteiles 1 erfolgt (Figur 4).The
Das freie Ende der zylinderförmigen Hülse 3 weist ferner an
seinem stirnseitigen Ende eine Ausnehmung 10 auf, die
geeignet ist, dem während des Ziehvorganges entstehenden
Materialwall aufzunehmen.The free end of the
Die Ausnehmung 10 hat in vorteilhafter Weise
kegelstumpfartige Form.The
Der Abschlußdeckel 2 weist auf einer Seite eine ebene Fläche
15 auf, um eine elektrische Kontaktfläche zu schaffen.The
Die Bohrung 16 der Deckels 2 weist einen Durchmesser auf, der
größer als der maximale Querschnitt des Ziehkopfes 7 ist. Der
Deckel 2 weist ferner eine innenliegende Ausnehmung 20 auf.The
In vorteilhafter Weise ist die innenliegende Ausnehmung 20
konisch ausgebildet und wird von einer umlaufenden Wand
begrenzt, die eine Hinterschneidung bildet.Advantageously, the
Der Eintritt 21 der Ausnehmung 26 weist einen Durchmesser 22
auf, der etwas größer als der Durchmesser 25 der
zylinderförmigen Hülse 3 ist.The
In vorteilhafter Weise sind die Abmessungen 22 des Eintrittes
21 der innenliegenden Ausnehmung 20 übereinstimmend mit dem
Durchmesser 27 der Bohrung 28 gewählt. In diese Bohrungen 28
wird die zylinderförmige Hülse 3 des Teiles 1 für die
Herstellung eines permanenten, elektrischen Kontaktes am Steg
eines Schienenstranges eingesetzt.Advantageously, the
In einer besonderen Ausführungsform der Erfindung weist die
innenliegende Ausnehmung 20 eine umlaufende Wand 30 auf, die
um ungefähr 10° gegenüber der Achse 31 der Deckel 2 geneigt
ist.In a particular embodiment of the invention, the
Die innere Ausnehmung 20 weist eine Tiefe 32 auf, die
ausreichend ist, um im Inneren der Deckel 2 eine Kammer 33 zu
begrenzen. Die Kammer ist derartig ausgelegt, daß sie eine
größtmögliche Materialmenge, die während des Ziehvorganges
der zylinderförmigen Hülse 1 verdrängt wird, aufnehmen kann.
Die zylinderförmige Hülse 1 besteht aus elektrisch leitendem
Material, z.B. aus elektrolytischem Kupfer.The
Die Deckel 2 ist aus einem elektrisch leitendem Material
hergestellt, daß mechanische Merkmale aufweist, die
ausreichend sind, um die auftretenden Druckkräften während
des Ziehvorganges aufzunehmen.The
Aus diesem Grunde ist die Deckel 2 in vorteilhafter Weise aus
einer Kupferlegierung hergestellt, z.B. Kupfer, das mit
Beryllium, Strontium, Zirkonium, Nickel-Silizium legiert
wurde.For this reason, the
In vorteilhafter Weise ist die Zylinderförmige Hülse 1 und
die Deckel 2 unter Einsatz eines Materials hergestellt, das
gleiche Wärmeausdehnungskoeffizienten aufweist.Advantageously, the
Auf diese Weise wird die zylinderförmige Hülse und die
aufgesetzte Deckel aufgrund thermischer Veränderungen
gleichmässig verformt werden, wodurch ein Ablösen zwischen
der zylinderförmigen Hülse 1 und der Deckel 2 vermieden wird,
und somit Verschlechterung des elektrischen Kontaktes sowie
kein gegenseitiges Trennen der Bauteile eintritt.In this way, the cylindrical sleeve and the
attached lid due to thermal changes
be deformed uniformly, causing a detachment between
the
In einer weiteren Ausführungsform der Erfindung ist
vorgesehen, daß die zylinderförmige Hülse 1 und die Deckel 2
mit einer Zinnschicht ummantelt werden.In a further embodiment of the invention
provided that the
Die Vorsehung einer Zinnschicht verhindert einen unerwünschten Oxidationsvorgang an Teilen des elektrischen Kontaktes.The providence of a tin layer prevents one unwanted oxidation process on parts of the electrical Contact.
Ferner wird durch die Vorsehung einer Zinnschicht eine mögliche Elektrolyse zwischen dem Kupfermaterial der zylinderförmigen Hülse sowie dem aufgesetzten Deckel und dem aus Stahl bestehenden Schienenkörper vermieden. Dies aufgrund der Tatsache, daß Zinn elektrolytisch in einer Zwischenposition zwischen diesen beiden Metallen liegt.Further, by the provision of a tin layer, a possible electrolysis between the copper material of cylindrical sleeve and the attached lid and the Made of steel rail body avoided. This is due to the fact that tin is electrolytic in one Intermediate position between these two metals.
Den Figuren 3, 4 und 5 können die wesentlichen
Verfahrensschritte zur Herstellung eines doppelten,
elektrischen, permanenten Kontaktes, der am Steg 40 eines
Schienenkörpers 52 anzubringen ist, entnommen werden.Figures 3, 4 and 5, the essential
Process steps for producing a double,
electrical, permanent contact, the
Der erste durchzuführende Verfahrensschritt besteht darin,
daS der Steg 40 des Schienenkörpers mit einer durchgehenden
Bohrung versehen wird. Dabei ist vorgesehen, daß der
Durchmesser des Bohrwerkzeuges geringfügig größer als die
Abmessungen 25 des Umfangsmantels 26 der zylinderförmigen
Hülse 3 ist.The first step in the process is to
daS the
Auf diese Weise kann die Bohrung 28 des Steges 40 des
Schienenkörpers die zylinderförmige Hülse 3 frei aufnehmen.In this way, the
Um überprüfen zu können, ob die Bohrung 28 mit dem
gewünschten Durchmesser 27 erstellt wurde, eröffnet sich die
Möglichkeit, in die Bohrung 28 ein Mess- und Kontrollkaliber
einzusetzen.To check whether the
Dieses Kaliber weist geeigte Formgestaltung auf und wird zusammen mit der nicht dargestellten Montageeinrichtung geliefert.This caliber has a decent design and is together with the mounting device, not shown delivered.
Für den Fall, daß die Durchgangsbohrung 28 bereits zu einem
früheren Zeitpunkt hergestellt wurde, ist es notwendig zu
gewährleisten, daß die Wandfläche der Bohrung 28 frei von
Schmutzablagerungen ist, welche die Qualität des
herzustellenden elektrischen Kontaktes beeinflussen könnten. In the event that the through
Aus diesem Grunde ist es erforderlich, die Fläche einer
bereits bestehenden Bohrung 28 einer Nachbearbeitung zu
unterziehen.For this reason, it is necessary to have the area of a
already existing
Ist die Bohrung 28 im Steg 40 des Schienenkörpers
fertiggestellt, wird es möglich sein, in Richtung des Pfeiles
41 eine zylindrische Hülse 1 in die Bohrung einzusetzen,
wobei der Flansch 4 mit der Seitenfläche des Steges 40 des
Schienenkörpers in Anlage gebracht wird.Is the
Anschließend ist es möglich, in die Durchgangsbohrung 102 der
zylinderförmigen Hülse das kalibrierte Kopfstück 7 des
Ziehwerkzeuges einzusetzen.Subsequently, it is possible in the through
Das kalibrierte Kopfstück 7 des Ziehwerkzeuges wird in die
Durchgangsbohrung 102 der zylinderförmigen Hülse 1 von der
Seite des Anlageflansches 4 eingesetzt.The calibrated
Dabei wird das kegelstumpfförmig ausgebildete Teil 43 des
kalibrierten Ziehkopfes 7 (in Richtung des Pfeiles 44) in die
innere Ausnehmung 6 der zylinderförmigen Hülse 1 eingesetzt.In this case, the frustoconically shaped
In vorteilhafter Weise wurde in die Ausnehmung 6 vor
Einbringen des Ziehwerkzeuges ein Gleitmittel eingebracht.Advantageously, in the
Eine Verlängerung des kalibrierten Kopfes des Ziehwerkzeuges
7 tritt nach Einsetzen in die Durchgangsbohrung 102 der Hülse
1 auf der dem Flasch 4 gegenüberliegenden Seite der Hülse aus
dieser aus.An extension of the calibrated head of the
Anschließend erfolgt ein Aufsetzen der Deckel 2 in
Übereinstimmung mit dem freien Ende der zylinderförmigen
Hülse 3, das aus der Bohrung 28 des Steges 40 des
Schienenkörpers 52 austritt.Subsequently, placing the
Die innenliegende Ausnehmung 20 der Deckel 2 ist dabei auf
den Steg 40 des Schienenkörpers gerichtet (Pfeil 42).The
Auf diese Weise erfolgt ein Zentrieren der Deckel 2 gegenüber
der Bohrung 28 im Steg 40 des Schienenkörpers und somit
gegenüber dem Schaft 3 der zylinderförmigen Hülse 1.In this way, a centering of the
Es ist nun möglich, das freie Ende des Schaftes des
kalibrierten Ziehkopfes 7, der aus der Deckel 2 herausragt,
mit einer Ziehvorrichtung (nicht dargestellt) zu verbinden.It is now possible, the free end of the shaft of the
calibrated pulling
Bei Durchführung des Ziehvorganges (in Richtung des Pfeiles
45) wird durch den kalibrierten Ziehkopf 7 ein Ziehvorgang in
Richtung der Deckel 2 vorgenommen, und es tritt eine
Materialverdrängung ein, die zu einem Verschieben des
Materials führt, das die Durchgangsbohrung 102 begrenzt.When carrying out the drawing process (in the direction of the arrow
45) is by the calibrated pulling
Dem Ziehvorgang wird in geeigneter Weise über die
Ziehvorrichtung entgegengewirkt, da diese die auftretenden
Kräfte auf die ebene Fläche 15 der Deckel 2 überträgt (Pfeil
46).The drawing process is suitably over the
Pulling counteracted, since these occur
Forces on the
Die Deckel 2 wird in Anlage mit dem Steg 40 des
Schienenkörpers gehalten. Das konische Teilstück 43 des
Ziehkopfes 7 bringt während des Expansionsziehvorganges der
Hülse 1 derenn äußeren Mantel 26 in kraftschlüssige
Verbindung mit der Wandung der Bohrung 28, wodurch ein
hervorrangender, dauerhafter, elektrischer Kontakt geschaffen
wird.The
Die durch den Kopf 43 des Ziehwerkzeuges hervorgerufene
Krafteinwirkung verformt die anfangs ballig ausgebildete
Oberfläche 5 des Flansches 4 der zylinderförmigen Hülse 1 in
eine ebene Fläche (Pfeil 47).The caused by the
Das verdrängte Material der zylinderförmigen Hülse 3 häuft
sich wallartig während des Ziehvorganges an und wird in der
Kammer 33, die von der Ausnehmung 20 der Deckel 2 gebildet
ist, (Pfeil 48) aufgenommen.The displaced material of the
Beim Durchlauf des kalibrierten Ziehkopfes 7 durch die Hülse
3 strömt das angehäufte Material zur Wand 30 der Deckel 2 und
erzeugt somit den gewünschten elektrischen Kontakt zwischen
Hülse 1 der Deckel 2 und bildet gleichzeitig eine
kraftschlüssige und auch formschlüssige Verbindung zwischen
Deckel 2 und dem Ende der Hülse 1.When passing the calibrated pulling
Während des Ziehvorganges wird das freie Ende des Schaftes 3,
dank der Vorsehung einer kegelförmig ausgebildeten Ausnehmung
10, derartig verformt, daß der kopfseitige Rand eben bleibt.During the drawing process, the free end of the
Auf diese Weise wird vermieden, daß das verdrängte Material,
das aus der Bohrung 28 austritt, über die Bohrung 16 aus der
Deckel austritt und ein Hindernis für die einwandfreie
Montage eines Kabelschuhes an der Fläche 15 der Deckel 2
bilden könnteIn this way it is avoided that the displaced material,
which emerges from the
Der Figur 6 kann entnommen werden, daß in vorteilhafter
Weise, unter Verwendung eines elektrischen Kontaktes, eine
Anordnung an Stegen von Schienenkörpern mit unterschiedlicher
Dicke 100, 101 möglich wird.The figure 6 can be seen that in an advantageous
Way, using an electrical contact, one
Arrangement on webs of rail bodies with
Besonders der Figur 6 kann entnommen werden, daß dank des
vorgesehenen Volumens der Kammmer 33, die durch die innere
Ausnehmung 20 festgelegt wird, die Möglichkeit besteht,
unterschiedliche Materialmengen des verdrängten Materials
während des Ziehvorganges, in Abhängigkeit von
unterschiedlichen Längen 100, 101 der Bohrung 28, im Steg 40
des Schienenkörpers 52 aufzunehmen.Especially the figure 6 can be seen that thanks to the
provided volume of
Der Figur 7 und 8 kann entnommen werden, wie zwei elektrische
Leiter 50 mit ihren Anschlußschuhen 51 zu beiden Seiten des
Steges 40 des Schienenkörpers 52, unter Verwendung einer
einzigen Hülse 1, montiert werden.The figure 7 and 8 can be taken as two
Sobald der Kabelschuh 53 des Kabelendes 51 an der ebenen
Fläche 15 des elektrischen Kontaktes auf der Seite der Deckel
2 sowie auf der Fläche 4 des Flansches 4 der zylinderförmigen
Hülse 1 angeordnet sind, werden beide Kabelschuhe unter
Verwendung einer einzigen Schraube 55 montiert und fest
verspannt.Once the
Claims (15)
die Ausnehmung (20) zur Aufnahme des verdrängten Materials konische Form aufweist.Method according to claim 1, characterized in that
the recess (20) for receiving the displaced material has a conical shape.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES98105145T ES2256901T3 (en) | 1998-03-22 | 1998-03-22 | PROCEDURE FOR ESTABLISHING A PERMANENT ELECTRICAL CONTACT IN THE SOUL OF A RAIL RAIL AND PERMANENT ELECTRICAL CONTACT OBTAINED WITH SUCH PROCEDURE. |
| AT98105145T ATE315838T1 (en) | 1998-03-22 | 1998-03-22 | METHOD FOR PRODUCING A PERMANENT ELECTRICAL CONTACT ON THE WEB OF A RAILWAY RAIL AND PERMANENT ELECTRICAL CONTACT PRODUCED USING THE METHOD |
| EP98105145A EP0945919B1 (en) | 1998-03-22 | 1998-03-22 | Method for establishing a permanent electric contact to the web of rails and the corresponding contact |
| DE59813339T DE59813339D1 (en) | 1998-03-22 | 1998-03-22 | Method for producing a permanent electrical contact on the web of a railroad track and an electrical permanent contact produced by the method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98105145A EP0945919B1 (en) | 1998-03-22 | 1998-03-22 | Method for establishing a permanent electric contact to the web of rails and the corresponding contact |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0945919A1 true EP0945919A1 (en) | 1999-09-29 |
| EP0945919B1 EP0945919B1 (en) | 2006-01-11 |
Family
ID=8231632
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98105145A Expired - Lifetime EP0945919B1 (en) | 1998-03-22 | 1998-03-22 | Method for establishing a permanent electric contact to the web of rails and the corresponding contact |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0945919B1 (en) |
| AT (1) | ATE315838T1 (en) |
| DE (1) | DE59813339D1 (en) |
| ES (1) | ES2256901T3 (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1166951A1 (en) * | 2000-06-26 | 2002-01-02 | Fatigue Technology, Inc. | Double flanged bushings and installation methods. |
| WO2006057592A1 (en) * | 2004-11-26 | 2006-06-01 | Safetrack Infrasystems Sisab Ab | Method and device for connecting an electrical conductor to a metal bar. and tool for fastening a bushing in a hole in a metal bar |
| EP1779964A1 (en) * | 2005-10-28 | 2007-05-02 | Fatigue Technology, Inc. | Radially displaceable bushing for retaining a member relative to a structural workpiece |
| WO2007127399A2 (en) | 2006-04-27 | 2007-11-08 | Fatigue Technology, Inc. | Wave relieving geometric features in structural members that are radially expandable into workpieces |
| FR2922370A1 (en) * | 2007-10-15 | 2009-04-17 | Eldre Soc Par Actions Simplifi | ELECTRICAL CONNECTION TERMINAL. |
| WO2011072752A1 (en) * | 2009-12-18 | 2011-06-23 | Cembre Ltd | Method and kit for the application of a permanent electrical contact to the web of rails and the like |
| ITMI20100329A1 (en) * | 2010-02-26 | 2011-08-27 | Cembre Spa | SHOOTING DEVICE TO PULL A PUNCH THROUGH A CONTACT COMPASS |
| WO2013086333A1 (en) | 2011-12-07 | 2013-06-13 | Eldre Corporation | Bus bar releasable bushing apparatus |
| ITMI20120406A1 (en) * | 2012-03-15 | 2013-09-16 | Cembre Spa | PERMANENT ELECTRICAL CONTACT THAT CAN BE APPLIED ON THE SOUND OF RAILS AND THE LIKE |
| US10010983B2 (en) | 2008-03-07 | 2018-07-03 | Fatigue Technology, Inc. | Expandable member with wave inhibitor and methods of using the same |
| CN109131438A (en) * | 2018-08-27 | 2019-01-04 | 深圳市森博尔电力设备科技有限公司 | A kind of railroad track return-flow system |
| CN109722950A (en) * | 2019-01-14 | 2019-05-07 | 上海国爱电气有限公司 | A kind of dedicated 35 ° of corner terminals of the equal return cable of stray electrical current |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7448652B2 (en) | 2003-07-31 | 2008-11-11 | Fatigue Technology Inc. | Tubular metal fitting expandable in a wall opening and method of installation |
| EP3199292B1 (en) | 2005-12-28 | 2020-03-11 | Fatigue Technology, Inc. | Mandrel assembly and method of using the same |
| US8568034B2 (en) | 2006-01-11 | 2013-10-29 | Fatigue Technology, Inc. | Bushing kits, bearings, and methods of installation |
| US7617712B2 (en) | 2006-04-27 | 2009-11-17 | Fatigue Technology, Inc. | Alignment device and methods of using the same |
| US7958766B2 (en) | 2006-06-29 | 2011-06-14 | Fatigue Technology, Inc. | Self-aligning tools and a mandrel with retention sleeve |
| EP2061626B1 (en) | 2006-08-28 | 2013-04-03 | Fatigue Technology, Inc. | Apparatus to process a structural workpiece and method of expanding an expandable member |
| EP2210001B1 (en) | 2007-10-16 | 2017-08-02 | Fatigue Technology, Inc. | Expandable fastener assembly with deformed collar |
| EP2318726B1 (en) | 2008-07-18 | 2015-09-02 | Fatigue Technology, Inc. | Nut plate assembly and methods of using the same |
| US8636455B2 (en) | 2009-04-10 | 2014-01-28 | Fatigue Technoloy, Inc. | Installable assembly having an expandable outer member and a fastener with a mandrel |
| US8647035B2 (en) | 2009-12-16 | 2014-02-11 | Fatigue Technology, Inc. | Modular nut plate assemblies and methods of using the same |
| WO2012167136A2 (en) | 2011-06-03 | 2012-12-06 | Fatigue Technology, Inc. | Expandable crack inhibitors and methods of using the same |
| EP2721311B1 (en) | 2011-06-15 | 2018-03-14 | Fatigue Technology, Inc. | Modular nut plates with closed nut assemblies |
| US8938886B2 (en) | 2012-01-30 | 2015-01-27 | Fatigue Technology, Inc. | Smart installation/processing systems, components, and methods of operating the same |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0328946A2 (en) * | 1988-02-18 | 1989-08-23 | CEMBRE S.p.A. | Permanent electric contact applicable to the web of rails and the like |
| DE29712206U1 (en) * | 1997-07-11 | 1997-08-28 | Kabelkonfektionstechnik KKT GmbH, 96515 Sonneberg | Device for connecting an electrical line to a railroad track or the like. |
-
1998
- 1998-03-22 EP EP98105145A patent/EP0945919B1/en not_active Expired - Lifetime
- 1998-03-22 ES ES98105145T patent/ES2256901T3/en not_active Expired - Lifetime
- 1998-03-22 DE DE59813339T patent/DE59813339D1/en not_active Expired - Lifetime
- 1998-03-22 AT AT98105145T patent/ATE315838T1/en active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0328946A2 (en) * | 1988-02-18 | 1989-08-23 | CEMBRE S.p.A. | Permanent electric contact applicable to the web of rails and the like |
| DE29712206U1 (en) * | 1997-07-11 | 1997-08-28 | Kabelkonfektionstechnik KKT GmbH, 96515 Sonneberg | Device for connecting an electrical line to a railroad track or the like. |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7375277B1 (en) | 2000-06-26 | 2008-05-20 | Fatigue Technology, Inc. | Double flanged bushings and installation methods |
| US7100264B2 (en) | 2000-06-26 | 2006-09-05 | Fatigue Technology, Inc. | Method of installing double flanged bushings |
| EP1743732A2 (en) * | 2000-06-26 | 2007-01-17 | Fatigue Technology, Inc. | Double flanged bushings and installation methods |
| EP1743732A3 (en) * | 2000-06-26 | 2007-03-28 | Fatigue Technology, Inc. | Double flanged bushings and installation methods |
| EP1166951A1 (en) * | 2000-06-26 | 2002-01-02 | Fatigue Technology, Inc. | Double flanged bushings and installation methods. |
| WO2006057592A1 (en) * | 2004-11-26 | 2006-06-01 | Safetrack Infrasystems Sisab Ab | Method and device for connecting an electrical conductor to a metal bar. and tool for fastening a bushing in a hole in a metal bar |
| US7290334B2 (en) | 2004-11-26 | 2007-11-06 | Safetrack Infrasystems Sisab Ab | Method and device for connecting an electric conductor to a metal rail and a tool for attaching a bushing in an opening in a metal rail |
| EP1779964A1 (en) * | 2005-10-28 | 2007-05-02 | Fatigue Technology, Inc. | Radially displaceable bushing for retaining a member relative to a structural workpiece |
| WO2007127399A3 (en) * | 2006-04-27 | 2007-12-21 | Fatigue Technology Inc | Wave relieving geometric features in structural members that are radially expandable into workpieces |
| WO2007127399A2 (en) | 2006-04-27 | 2007-11-08 | Fatigue Technology, Inc. | Wave relieving geometric features in structural members that are radially expandable into workpieces |
| US8526195B2 (en) * | 2007-10-15 | 2013-09-03 | Eldre | Electrical connection terminal |
| FR2922370A1 (en) * | 2007-10-15 | 2009-04-17 | Eldre Soc Par Actions Simplifi | ELECTRICAL CONNECTION TERMINAL. |
| WO2009050170A1 (en) * | 2007-10-15 | 2009-04-23 | Eldre | Electrical connection terminal |
| US20100243322A1 (en) * | 2007-10-15 | 2010-09-30 | Eldre | Electrical connection terminal |
| JP2011501354A (en) * | 2007-10-15 | 2011-01-06 | エルドール | Electrical connection terminal |
| US10010983B2 (en) | 2008-03-07 | 2018-07-03 | Fatigue Technology, Inc. | Expandable member with wave inhibitor and methods of using the same |
| WO2011072752A1 (en) * | 2009-12-18 | 2011-06-23 | Cembre Ltd | Method and kit for the application of a permanent electrical contact to the web of rails and the like |
| US8851395B2 (en) | 2009-12-18 | 2014-10-07 | Cembre Ltd. | Method for the application of a permanent electrical contact to the web of rails |
| ITMI20100329A1 (en) * | 2010-02-26 | 2011-08-27 | Cembre Spa | SHOOTING DEVICE TO PULL A PUNCH THROUGH A CONTACT COMPASS |
| WO2013086333A1 (en) | 2011-12-07 | 2013-06-13 | Eldre Corporation | Bus bar releasable bushing apparatus |
| EP2789053A4 (en) * | 2011-12-07 | 2015-08-12 | Eldre Corp | Bus bar releasable bushing apparatus |
| US9209531B2 (en) | 2011-12-07 | 2015-12-08 | Eldre Corporation | Bus bar releasable bushing apparatus |
| ITMI20120406A1 (en) * | 2012-03-15 | 2013-09-16 | Cembre Spa | PERMANENT ELECTRICAL CONTACT THAT CAN BE APPLIED ON THE SOUND OF RAILS AND THE LIKE |
| CN103311677A (en) * | 2012-03-15 | 2013-09-18 | 塞母布雷有限公司 | Permanent electrical contact applicable to the web of rails and the manufacturing method |
| EP2638981A1 (en) * | 2012-03-15 | 2013-09-18 | CEMBRE S.p.A. | Permanent electrical contact applicable to the web of rails and the like |
| US9142894B2 (en) | 2012-03-15 | 2015-09-22 | Cembre S.P.A. | Permanent electrical contact applicable to the web of rails and the like |
| CN103311677B (en) * | 2012-03-15 | 2017-06-09 | 塞母布雷有限公司 | The permanent electric contact and its manufacture method of the web suitable for guide rail etc. |
| CN109131438A (en) * | 2018-08-27 | 2019-01-04 | 深圳市森博尔电力设备科技有限公司 | A kind of railroad track return-flow system |
| CN109722950A (en) * | 2019-01-14 | 2019-05-07 | 上海国爱电气有限公司 | A kind of dedicated 35 ° of corner terminals of the equal return cable of stray electrical current |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE315838T1 (en) | 2006-02-15 |
| EP0945919B1 (en) | 2006-01-11 |
| DE59813339D1 (en) | 2006-04-06 |
| ES2256901T3 (en) | 2006-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0945919A1 (en) | Method for establishing a permanent electric contact to the web of rails and the corresponding contact | |
| EP3189561B1 (en) | Crimp contact | |
| DE19957518C2 (en) | Method and device for contacting an outer conductor of a coaxial cable | |
| DE102016105768B3 (en) | Electric conductor with a friction welding sleeve | |
| DE102020106415B4 (en) | FRICTION WELDING CONNECTOR AND METHOD FOR MANUFACTURING THEREOF | |
| EP0921328B1 (en) | Bearing bush with central collar, use and method of manufacture thereof | |
| DE102017123864B3 (en) | Electric line arrangement with direct contacting and method for its production | |
| DE19704505A1 (en) | Pipe coupling bolt mfg method | |
| DE2137990A1 (en) | Protective device for electrical systems | |
| DE19735638A1 (en) | Method for producing a ball pin, and ball pin for a ball joint | |
| DE4340411A1 (en) | Cable connector | |
| DE19520680A1 (en) | Hydraulic unit | |
| DE10215735A1 (en) | Fiber optic connector cable assembly | |
| EP2833007A1 (en) | Rotatable connection | |
| EP0924442B1 (en) | Bearing bush and method of its production | |
| DE2404121A1 (en) | PROCESS FOR MANUFACTURING BALL JOINTS | |
| DE2726107A1 (en) | PROCESS FOR MANUFACTURING A COMPRESSED PRODUCT FROM AT LEAST TWO METAL PARTS | |
| DE102012221466A1 (en) | Component assembly between two parts of the current-carrying components and method for producing a composite component | |
| DE202007016578U1 (en) | Connector bridge with plug hollow pin | |
| WO2018162629A1 (en) | Method for connecting a sandwich component | |
| DE202011110628U1 (en) | pin | |
| DE2820665A1 (en) | ELECTRICAL CONNECTION POINT FOR CIRCUIT BOARDS | |
| DE102018115122B4 (en) | Contact pin sealing with thermoplastic elastomer | |
| DE1936422B2 (en) | ELECTRIC CONTINUOUS LADDER FOR A CIRCUIT PANEL | |
| DE2940008C2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR ESTABLISHING A PERMANENT ELECTRIC CONTACT TO THE WEB OF RAILS AND THE CORRESPONDING CONTACT |
|
| 17P | Request for examination filed |
Effective date: 19991115 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE DK ES FR GB IT LI NL PT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL PT SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59813339 Country of ref document: DE Date of ref document: 20060406 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060411 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FREI PATENTANWALTSBUERO |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060612 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2256901 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20061012 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20170323 Year of fee payment: 20 Ref country code: FR Payment date: 20170323 Year of fee payment: 20 Ref country code: CH Payment date: 20170323 Year of fee payment: 20 Ref country code: NL Payment date: 20170323 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20170220 Year of fee payment: 20 Ref country code: AT Payment date: 20170330 Year of fee payment: 20 Ref country code: GB Payment date: 20170323 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170130 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170403 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20170328 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20180321 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59813339 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20180322 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20180321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180321 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 315838 Country of ref document: AT Kind code of ref document: T Effective date: 20180322 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180323 |