EP0881016A1 - Dummy bar head - Google Patents
Dummy bar head Download PDFInfo
- Publication number
- EP0881016A1 EP0881016A1 EP98108784A EP98108784A EP0881016A1 EP 0881016 A1 EP0881016 A1 EP 0881016A1 EP 98108784 A EP98108784 A EP 98108784A EP 98108784 A EP98108784 A EP 98108784A EP 0881016 A1 EP0881016 A1 EP 0881016A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strand
- walls
- continuous
- extension part
- starting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/08—Accessories for starting the casting procedure
- B22D11/081—Starter bars
- B22D11/083—Starter bar head; Means for connecting or detaching starter bars and ingots
Definitions
- the invention relates to the starting head of a starting strand for a continuous caster with oscillating continuous mold, the inner walls of which form the mold cavity for the melt, with a strand guide scaffold downstream of the continuous mold and supporting the cast strand and with a deformation framework for the partially solidified cast strand, which the Is arranged upstream of the strand guide frame or arranged within the strand guide frame, and a method for initiating a continuous casting process on a Continuous caster.
- the mold cavity of the continuous mold must be its cross-section essentially corresponds to the start-up head corresponding to the mold cross-section be closed so that the melt introduced into the continuous mold on this Start head and the surrounding mold walls freeze and the beginning of the Cast strand can form.
- the start-up head hangs on a starting strand that is driven by driving rollers in the Strand guide frame is driven.
- a start-up head which, when used, also has the problems described above, is known from DE-A 195 03 911. It consists of a base plate, which in her Cross-sectional format to the cross-section of the mold cavity on the outlet side Continuous mold with little play to the bounding walls of the mold cavity is adapted and a pot-like body that protrudes from the base plate.
- the Andes Cross section of the mold cavity adapted base plate is not suitable in one of the Continuous mold downstream of the deformation framework, a problem-free reduction in thickness to enable the strand format set in the following strand guide frame, since in this area the deformation temperature necessary for a problem-free deformation is not achieved.
- the walls of the pot-like body are overflow openings through which the melt enters the space between the mold walls and the The start-up strand head intentionally penetrates, causing the melt to solidify quickly entire area of the start-up head is brought about.
- the invention aims at avoiding these disadvantages and difficulties and presents itself the task, a starting head of the type described and a method for Initiate a continuous casting process to make it possible Roller guides of the strand guide scaffold of a continuous caster without additional ones Adjustment manipulations of the roller guides also in the phase of the start of casting drive through in which the cross-sectional format of the mold cavity in the continuous mold is larger than the cross-sectional format of that deformed in the deformation framework and that subsequent strand guide scaffold passing through the casting strand.
- the starting head of one Bottom part and is formed by an extension part rising from the bottom part
- the Bottom part has a thickness which is essentially the strand thickness in the strand guide frame corresponds and the extension part closes the mold cavity of the mold on the outlet side and is designed as a deformable sprue.
- the extension part is formed by walls, of which at least two opposing walls over a portion of their Extent of height are arranged diverging.
- the continuously increasing strand thickness in this area the formation of a continuously thicker liquid is possible Kernes in the cast strand and thus conditions that the necessary deformation paths correspond.
- At least the walls are useful diverging sub-areas formed as double walls with an air chamber.
- an air chamber also provides security against melt breakthrough achieved because when the inner wall melts, the melt only enters the air chamber and not laterally past the bottom part into the deformation frame or the strand guide frame can leak.
- An optimally deformable start-up head results from the fact that the opposite walls are connected to divergent sections by walls with a crease. By this measure will compress the opposing diverging walls relieved and the deformation of the walls predetermined with a crease.
- a seal preferably a sealing cord, is arranged, the is preferably arranged on the upper edge of the extension part.
- the quiver formed by the bottom part and the extension part for the melt absorption a lining at least on the inside in a lower area Has insulation material.
- the bottom part has a releasable connecting element for coupling to the start-up line.
- Deformation framework in which the cast strand formed at the start of casting after exiting the thickness of the continuous mold is reduced in an area in which it still contains a liquid Has core is characterized in that the deformable start head in Area of effect of the deformation structure is at least partially reduced in thickness.
- One base part and one extension part rising up from this becomes advantageous having starting head in the area of the extension part to the measure of the thickness of the Base section reduced in thickness.
- a minimization of the load on the deformation framework results if the start-up head is reduced in thickness in an area in which it has liquid core, or in the between the towering walls of the Extension part a deformable displacement body is arranged.
- a continuous caster for casting a cast strand in particular a steel strand Slab or thin slab cross section as indicated in FIGS. 1 and 2 is shown, consists of an oscillating continuous mold 1, the copper or one Copper alloy existing inner walls 2, the mold cavity 3 for receiving the a molten steel 5, not shown, via a pouring tube 4 form and a strand guide 6 consisting of a castor frame 7, one Deformation frame 8, in which the thickness of the still having a liquid core 9 Cast strand 10 is reduced and the subsequent strand guide frames 11, of which only the first strand guide structure is shown.
- the castor frame 7, the Deformation stand 8 and the strand guide stands 11 are with strand guide rollers 12 populates the cast strand in the area of the castor frame 7 and the strand guide frames 11 mainly support and 8 predominantly in the area of the deformation framework deform.
- there is one Multi-stage design of the deformation framework for example formed by several Segments quite possible.
- the continuous mold 1 with the starting head 13 is one Starting strand 14 is closed on the output side and with a sealing cord 15 to the Sealed inner walls 2 of the continuous mold 1 so as to prevent the escape of molten steel 5 prevent.
- This starting position is shown in Fig. 1.
- the start head 13 is with a Detachable connecting element 16, which is formed by interlocking hooks 17 with the start line 14 releasably connected.
- the strand guide rollers 12 of the castor frame 7 are aligned with the inner walls 2 of the Continuous mold 1.
- the strand guide rollers 12 of the deformation frame 8 and Strand guide scaffold 11 can be set on the start strand 14 or the cast strand 10 or adjustable to a desired casting strand thickness 18.
- Fig. 2 the continuous caster is shown in the continuous casting operation.
- the cast strand 10 is formed with a rectangular cross section in the continuous mold 1 and has the A liquid core 9 emerges from the continuous mold and is located in the region of the Deformation frame 8 is continuously smaller.
- the cast strand 10 solidifies. After leaving the continuous mold 1 the outer contour of the cast strand 10 is maintained by the strand guide rollers 12.
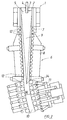
- the starting head 13 designed as a welded construction, as in a first Embodiment shown in Figs. 3 and 4, consists of a bottom part 19 which of a rigid metallic block is formed and one projecting from this base part 19 Extension part 20, which is formed by metallic, plate-shaped walls 21.
- the fat 22 of the bottom part 19 is matched to the cast strand thickness 18 with which the cast strand 10 passes through the deformation stand 8 following strand guide stand 11 and is in his Width extension matched to the casting width of the cast strand 10, to which the Mold cavity 3 of the continuous mold 1 is set.
- the extension part 20 corresponds to in its lower area the cross section of the bottom part 19 and protrudes from it in a funnel shape up on.
- quiver 27 which serves to absorb the melt, is a partial area 28 with a Liner made of insulation material 29.
- the wall 21 is with a Reinforcing rib 30 provided.
- Fig. 5 shows a start head 13 with a middle between the walls 21 of the Extension part 20 from the base part 19 projecting deformable displacement body 31, the with its soft core, the deformability of the starting head 13 is improved.
- This Displacement bodies can, for example, be made from porous refractory material.
- Fig. 6 shows a start head 13, in which the walls 21 as double walls with a Air chamber 32 are configured.
- the continuous casting process is initiated as follows:
- the start-up line 14 with the coupled start-up head 13 is brought into a position either from above through the continuous mold 1 or from below through the strand guide, in which the start-up head 13 closes the continuous mold on the output side.
- the gap between the inner walls 2 of the continuous mold 1 and the start head 13 is sealed with a sealing cord 15.
- molten steel 5 is introduced from above on the input side into the mold cavity 3 of the continuous mold.
- the molten steel begins to solidify on the inner walls 2 and on the start head 13 and forms the start of the cast strand 10.
- the start strand 14 is pulled down through the strand guide and pulls the cast strand with it.
- the part of the starting head 13 formed by the extension part 20 is first reduced in thickness to the desired cast strand thickness 18 and then the subsequent cast strand 10.
- the part of the cast strand 10 which contains the starting head 13 is cut off with a flame cutting machine.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
Description
Die Erfindung betrifft den Anfahrkopf eines Anfahrstranges für eine Stranggießanlage mit einer oszillierenden Durchlaufkokille, deren Innenwände den Formhohlraum für die Schmelze bilden, mit einem der Durchlaufkokille nachgeordneten, den Gußstrang stützenden Strangführungsgerüst und mit einem Verformungsgerüst für den teilerstarrten Gußstrang, welches dem Strangführungsgerüst vorgeordnet oder innerhalb des Strangführungsgerüstes angeordnet ist, sowie ein Verfahren zum Einleiten eines kontinuierlichen Gießprozesses an einer Stranggießanlage.The invention relates to the starting head of a starting strand for a continuous caster with oscillating continuous mold, the inner walls of which form the mold cavity for the melt, with a strand guide scaffold downstream of the continuous mold and supporting the cast strand and with a deformation framework for the partially solidified cast strand, which the Is arranged upstream of the strand guide frame or arranged within the strand guide frame, and a method for initiating a continuous casting process on a Continuous caster.
Zur Verbesserung der Qualität eines gegossenen Stranges ist es bekannt, diesen Strang
unmittelbar nach dem Austritt aus der Stranggießkokille - also in einem Bereich mit noch
flüssigem Kern - einer Dickenreduktion zu unterziehen. Zur Durchführung dieses
Dickenreduktionsverfahrens wird an der Strangführung ein keilförmiger Rollenspalt eingestellt,
mit dem ein Strang beispielsweise von einer Dicke von etwa 70 mm auf eine Dicke von etwa
60 mm reduziert wird. Der Strang, der unmittelbar unter der Stranggießkokille nur eine dünne
Strangschale aufweist, erfährt hierdurch eine sanfte Dickenreduktion, eine gemäß Fachliteratur
sogenannte ![]()
![]()
Zu Beginn des Gießvorganges muß der Formhohlraum der Durchlaufkokille mit einem in seinem Querschnitt im wesentlichen dem Kokillenquerschnitt entsprechenden Anfahrkopf verschlossen werden, damit die in die Durchlaufkokille eingebrachte Schmelze an diesem Anfahrkopf und den ihn umgebenden Kokillenwänden erstarren und den Beginn des Gußstranges bilden kann. Der Anfahrkopf hängt an einem Anfährstrang, der von Treibrollen im Strangführungsgerüst angetrieben wird.At the beginning of the casting process, the mold cavity of the continuous mold must be its cross-section essentially corresponds to the start-up head corresponding to the mold cross-section be closed so that the melt introduced into the continuous mold on this Start head and the surrounding mold walls freeze and the beginning of the Cast strand can form. The start-up head hangs on a starting strand that is driven by driving rollers in the Strand guide frame is driven.
Probleme ergeben sich beim Ausfördern des Anfahrkopfes aus einer Stranggießanlage mit
einem Verformungsgerüst zur Durchführung der
Ein Anfahrkopf, bei dessen Verwendung die zuvor beschriebenen Probleme ebenfalls auftreten, ist aus der DE-A 195 03 911 bekannt. Er besteht aus einer Bodenplatte, die in ihrem Querschnittsformat an den ausgangsseitigen Querschnitt des Formhohlraumes der Durchlaufkokille mit geringem Spiel zu den begrenzenden Wänden des Formhohlraumes angepaßt ist und einem topfartigen Körper, der von der Bodenplatte aufragt. Die an den Querschnitt des Formhohlraumes angepaßte Bodenplatte ist nicht geeignet in einem der Durchlaufkokille nachgeordneten Verformungsgerüst eine problemlose Dickenreduktion auf das im nachfolgendem Strangführungsgerüst eingestellte Strangformat zu ermöglichen, da in diesem Bereich die für eine problemlose Verformung notwendige Verformungstemperatur nicht erzielt wird. Zusätzlich sind die Wände des topfartigen Körpers von Überfließöffnungen durchbrochen, durch die die Schmelze in den Raum zwischen den Kokillenwänden und den Anfahrstrangkopf gewollt eindringt, wodurch eine schnelle Durcherstarrung der Schmelze im gesamten Bereich des Anfahrkopfes herbeigeführt wird.A start-up head which, when used, also has the problems described above, is known from DE-A 195 03 911. It consists of a base plate, which in her Cross-sectional format to the cross-section of the mold cavity on the outlet side Continuous mold with little play to the bounding walls of the mold cavity is adapted and a pot-like body that protrudes from the base plate. The Andes Cross section of the mold cavity adapted base plate is not suitable in one of the Continuous mold downstream of the deformation framework, a problem-free reduction in thickness to enable the strand format set in the following strand guide frame, since in this area the deformation temperature necessary for a problem-free deformation is not achieved. In addition, the walls of the pot-like body are overflow openings through which the melt enters the space between the mold walls and the The start-up strand head intentionally penetrates, causing the melt to solidify quickly entire area of the start-up head is brought about.
Die Erfindung bezweckt die Vermeidung dieser Nachteile und Schwierigkeiten und stellt sich die Aufgabe, einen Anfahrkopf der eingangs beschriebenen Art und ein Verfahren zum Einleiten eines kontinuierlichen Gießprozesses vorzuschlagen, mit dem es möglich die Rollenführungen des Strangführungsgerüstes einer Stranggießanlage auch ohne zusätzliche Verstellmanipulationen der Rollenführungen auch in der Phase des Gießbeginnes zu durchfahren, in welcher das Querschnittsformat des Formhohlraums in der Durchlaufkokille größer ist als das Querschnittsformat des im Verformungsgerüst verformten und das nachfolgende Strangführungsgerüst durchwandernden Gußstranges.The invention aims at avoiding these disadvantages and difficulties and presents itself the task, a starting head of the type described and a method for Initiate a continuous casting process to make it possible Roller guides of the strand guide scaffold of a continuous caster without additional ones Adjustment manipulations of the roller guides also in the phase of the start of casting drive through in which the cross-sectional format of the mold cavity in the continuous mold is larger than the cross-sectional format of that deformed in the deformation framework and that subsequent strand guide scaffold passing through the casting strand.
Diese Aufgabe wird erfindungsgemäß dadurch daß der Anfahrkopf von einem Bodenteil und von einem vom Bodenteil aufragenden Erweiterungsteil gebildet ist, wobei der Bodenteil eine Dicke aufweist, die im wesentlichen der Strangdicke im Strangführungsgerüst entspricht und der Erweiterungsteil den Formhohlraum der Kokille ausgangsseitig abschließt und als deformierbarer Angießtrichter ausgebildet ist. Dieser Anfahrkopf zeichnet sich dadurch aus, daß er durch seine Formgebung und weiche Konstruktion beim Durchlauf durch den verformenden Abschnitt der Strangführung leicht deformiert werden kann und die Verformungskräfte auf einen für die Strangführung zulässigen Bereich begrenzt werden.This object is achieved in that the starting head of one Bottom part and is formed by an extension part rising from the bottom part, the Bottom part has a thickness which is essentially the strand thickness in the strand guide frame corresponds and the extension part closes the mold cavity of the mold on the outlet side and is designed as a deformable sprue. This distinguishes this starting head from the fact that its shape and soft construction make it pass through the deforming section of the strand guide can be easily deformed and the Deformation forces are limited to a range permissible for the strand guidance.
In einer vorteilhaften Ausgestaltung ist der Erweiterungsteil von Wänden gebildet, von denen zumindest zwei einander gegenüberliegende Wände über einen Teilbereich ihrer Höhenerstreckung divergierend angeordnet sind. Die kontinuierlich zunehmende Strangdicke in diesem Bereich ermöglicht die Ausbildung eines kontinuierlich dicker werdenden flüssigen Kernes im Gußstrang und damit Verhältnisse, die den notwendigen Verformungswegen entsprechen.In an advantageous embodiment, the extension part is formed by walls, of which at least two opposing walls over a portion of their Extent of height are arranged diverging. The continuously increasing strand thickness in this area, the formation of a continuously thicker liquid is possible Kernes in the cast strand and thus conditions that the necessary deformation paths correspond.
Zweckmäßig sind zur leichten Deformierbarkeit des Anfahrkopfes zumindest die Wände mit divergierenden Teilbereichen als Doppelwände mit einer Luftkammer ausgebildet. Durch die Ausbildung einer Luftkammer wird zusätzlich Sicherheit gegen einen Schmelzendurchbruch erzielt, da bei Aufschmelzen der Innenwand die Schmelze nur in die Luftkammer eintritt und nicht seitlich am Bodenteil vorbei in das Verformungsgerüst bzw. das Strangführungsgerüst austreten kann.For easy deformability of the starting head, at least the walls are useful diverging sub-areas formed as double walls with an air chamber. Through the Forming an air chamber also provides security against melt breakthrough achieved because when the inner wall melts, the melt only enters the air chamber and not laterally past the bottom part into the deformation frame or the strand guide frame can leak.
Eine Verbesserung der konstruktiven Augestaltung ergibt sich dadurch, daß zumindest die Wände mit divergierenden Teilbereichen Verstärkungsrippen aufweisen. Durch diese Maßnahme wird die Verformungsstabilität der divergierenden Wände verbessert, die durch die Erhitzung der Bauteile reduziert wird.An improvement in the constructive eye design results from the fact that at least the Walls with diverging sections have reinforcing ribs. Through this Measure improves the deformation stability of the diverging walls caused by the Heating of the components is reduced.
Ein optimal verformbarer Anfahrkopf ergibt sich dadurch, daß die gegenüberliegenden Wände mit divergierenden Teilbereichen durch Wände mit einer Knickfalte verbunden sind. Durch diese Maßnahme wird das Zusammenpressen der gegenüberliegenden divergierenden Wände erleichtert und die Verformung der Wände mit einer Knickfalte vorgegeben.An optimally deformable start-up head results from the fact that the opposite walls are connected to divergent sections by walls with a crease. By this measure will compress the opposing diverging walls relieved and the deformation of the walls predetermined with a crease.
Ein Durchtritt von Schmelze zwischen den Kokillenwänden und dem Anfahrkopf wird dadurch verhindert, daß zwischen den Wänden des Erweiterungsteils und den Innenwänden der Durchlaufkokille eine Dichtung, vorzugsweise eine Dichtschnur, angeordnet ist, die vorzugsweise an der oberen Berandung des Erweiterungsteiles angeordnet ist.This will allow melt to pass between the mold walls and the start-up head prevents that between the walls of the extension part and the inner walls of the Continuous mold, a seal, preferably a sealing cord, is arranged, the is preferably arranged on the upper edge of the extension part.
Um ein zu rasches Abkühlen, insbesondere ein Durcherstarren der Schmelze im Kontaktbereich mit dem Anfahrkopf zu verzögern, wird nach einer weiteren Ausführungsform vorgeschlagen, daß der vom Bodenteil und dem Erweiterungsteil gebildete Köcher für die Schmelzenaufnahme an seiner Innenseite zumindest in einem unteren Bereich eine Auskleidung aus Isolationsmaterial aufweist.In order to cool down too quickly, in particular solidify the melt in the contact area decelerating with the starting head is proposed according to a further embodiment, that the quiver formed by the bottom part and the extension part for the melt absorption a lining at least on the inside in a lower area Has insulation material.
Zweckmäßigerweise ist zur Verbesserung der Verformbarkeit vorzugsweise mittig zwischen den aufragenden Wänden des Erweiterungsteils ein verformbarer Verdrängungskörper angeordnet.In order to improve the deformability, it is expedient to center between a deformable displacement body on the towering walls of the extension part arranged.
Nach einer Ausgestaltung der Erfindung weist der Bodenteil ein lösbares Verbindungselement zum Ankoppeln an den Anfahrstrang auf.According to one embodiment of the invention, the bottom part has a releasable connecting element for coupling to the start-up line.
Durch diese Maßnahme ist es möglich von Gießbeginn an einen Gußstrang mit der gewünschten Zieldicke zu produzieren. Der Trennschnitt zum Abschopfen des Anfahrkopfes kann direkt hinter diesem angesetzt werden, wodurch sich eine wesentliche Minimierung des Ausschußanteils ergibt.This measure makes it possible to start casting on a cast strand with the to produce the desired target thickness. The separating cut for tapping off the start-up head can be applied directly behind this, which significantly minimizes the Committee share results.
Ein Verfahren zum Einleiten eines kontinuierlichen Gießprozesses an einer Stranggießanlage, insbesondere an einer Stahl-Stranggießanlage, mit einer oszillierenden Durchlaufkokille, welche vor Gießbeginn ausgangsseitig von einem Anfahrstrang verschlossen wird, mit einem der Durchlaufkokille nachfolgenden Strangführungsgerüst und einem dem Strangführungsgerüst vorgeordneten oder innerhalb des Strangführungsgerüstes angeordneten Verformungsgerüst, in welchem der sich mit Gießbeginn bildende Gußstrang nach dem Austritt aus der Durchlaufkokille in einem Bereich dickenreduziert wird, in dem er noch einen flüssigen Kern aufweist, ist dadurch gekennzeichnet, daß der deformierbare Anfahrkopf im Wirkungsbereich des Verformungsgerüstes zumindest abschnittsweise dickenreduziert wird.A method for initiating a continuous casting process on a continuous caster, especially on a continuous steel caster with an oscillating continuous mold, which is closed on the output side by a start-up line with a the continuous mold following the mold and a Upstream strand guide frame or arranged within the strand guide frame Deformation framework in which the cast strand formed at the start of casting after exiting the thickness of the continuous mold is reduced in an area in which it still contains a liquid Has core, is characterized in that the deformable start head in Area of effect of the deformation structure is at least partially reduced in thickness.
Vorteilhaft wird der einen Bodenteil und einen von diesem aufragenden Erweiterungsteil aufweisende Anfahrkopf im Bereich des Erweiterungsteiles aufdas Maß der Dicke des Bodenteiles dickenreduziert. Eine Minimierung der Belastung des Verformungsgerüstes ergibt sich, wenn der Anfahrkopf in einem Bereich dickenreduziert wird, in dem er noch einen flüssigen Kern aufweist, oder in dem zwischen den aufragenden Wänden des Erweiterungsteiles ein verformbarer Verdrängungskörper angeordnet ist.One base part and one extension part rising up from this becomes advantageous having starting head in the area of the extension part to the measure of the thickness of the Base section reduced in thickness. A minimization of the load on the deformation framework results if the start-up head is reduced in thickness in an area in which it has liquid core, or in the between the towering walls of the Extension part a deformable displacement body is arranged.
Im folgenden werden nicht einschränkende Ausführungsbeispiele der Erfindung anhand von
Zeichnungen näher erläutert. Es zeigen:
Eine Stranggießanlage zum Gießen eines Gußstranges, insbesondere eines Stahlstranges mit
Brammen- oder Dünnbrammenquerschnitt, wie sie andeutungsweise in den Figuren 1 und 2
dargestellt ist, besteht aus einer oszillierenden Durchlaufkokille 1, deren aus Kupfer oder einer
Kupferlegierung bestehende Innenwände 2 den Formhohlraum 3 für die Aufnahme der von
einem nicht dargestellten Zwischengefäß über ein Gießrohr 4 zugeführten Stahlschmelze 5
bilden und eine Strangführung 6 bestehend aus einem Fußrollengerüst 7, einem
Verformungsgerüst 8, in welchem die Dicke des noch einen flüssigen Kern 9 aufweisenden
Gußstranges 10 reduziert wird und den daran anschließenden Strangführungsgerüsten 11, von
denen lediglich das erste Strangführungsgerüst dargestellt ist. Das Fußrollengerüst 7, das
Verformungsgerüst 8 und die Strangführungsgerüste 11 sind mit Strangführungsrollen 12
bestückt, die den Gußstrang im Bereich des Fußrollengerüstes 7 und der Strangführungsgerüste
11 vorwiegend stützen und im Bereich des Verformungsgerüstes 8 vorwiegend
verformen. In Abweichung vom dargestellten einstufigen Verformungsgerüst 8 ist eine
mehrstufige Ausgestaltung des Verformungsgerüstes, beispielsweise gebildet von mehreren
Segmenten durchaus möglich.A continuous caster for casting a cast strand, in particular a steel strand
Slab or thin slab cross section as indicated in FIGS. 1 and 2
is shown, consists of an oscillating
Zu Beginn des Gießvorganges ist die Durchlaufkokille 1 mit dem Anfahrkopf 13 eines
Anfahrstranges 14 ausgangsseitig verschlossen und mit einer Dichtschnur 15 zu den
Innenwänden 2 der Durchlaufkokille 1 abgedichtet, um so den Austritt von Stahlschmelze 5 zu
verhindern. Diese Startposition ist in Fig. 1 dargestellt. Der Anfahrkopf 13 ist mit einem
lösbaren Verbindungselement 16, welches von ineinandergreifenden Haken 17 gebildet ist, mit
dem Anfahrstrang 14 lösbar verbunden.At the start of the casting process, the
Die Strangführungsrollen 12 des Fußrollengerüstes 7 fluchten mit den Innenwänden 2 der
Durchlaufkokille 1. Die Strangführungsrollen 12 des Verformungsgerüstes 8 und des
Strangführungsgerüstes 11 sind an den Anfahrstrang 14 bzw. den Gußstrang 10 anstellbar bzw.
auf eine gewünschte Gießstrangdicke 18 einstellbar.The
In Fig. 2 ist die Stranggießanlage im kontinuierlichen Gießbetrieb dargestellt. Der Gußstrang
10 wird mit einem Rechteckquerschnitt in der Durchlaufkokille 1 gebildet und weist beim
Austritt aus der Durchlaufkokille einen flüssigen Kern 9 auf, der im Bereich des
Verformungsgerüstes 8 kontinuierlich kleiner wird. Im nachfolgenden Strangführungsgerüst 11
erfolgt die Durcherstarrung des Gußstranges 10. Nach dem Austritt aus der Durchlaufkokille 1
wird die Außenkontur des Gußstranges 10 von den Strangführungsrollen 12 aufrechterhalten.In Fig. 2 the continuous caster is shown in the continuous casting operation. The
Der als Schweißkonstruktion ausgebildete Anfahrkopf 13, wie er in einer ersten
Ausführungsform in den Fig. 3 und 4 dargestellt ist, besteht aus einem Bodenteil 19, der von
einem starren metallischen Block gebildet ist und einem von diesem Bodenteil 19 aufragenden
Erweiterungsteil 20, der von metallischen, plattenförmigen Wänden 21 gebildet ist. Die Dicke
22 des Bodenteils 19 ist auf die Gußstrangdicke 18 abgestimmt, mit der der Gußstrang 10 das
dem Verformungsgerüst 8 folgende Strangführungsgerüst 11 durchläuft und ist in seiner
Breitenerstreckung auf die Gießbreite des Gußstranges 10 abgestimmt, auf die der
Formhohlraum 3 der Durchlaufkokille 1 eingestellt ist. Der Erweiterungsteil 20 entspricht in
seinem unteren Bereich dem Querschnitt des Bodenteils 19 und ragt von diesem trichterförmig
nach oben auf. Er ist von zwei einander gegenüberliegenden plattenförmigen Wänden 21
gebildet, die über einen Teilbereich 23 ihrer Höhenerstreckung 24 divergieren und in der
Durchlaufkokille 1 bis zu deren Innenwände 2 ragen. Zwischen den Wänden 21 sind Wände 25
eingeschweißt, die eine Knickfalte 26 aufweisen. Die Wände 21, 25 sind unter Einwirkung der
Strangführungsrollen 12 des Verformungsgerüstes 8 plastisch verformbar und aus Blechen mit
geringer Wandstärke hergestellt, wobei die Wandstärke so abgestimmt ist, daß ein
Durchschmelzen der Wände 25 sicher verhindert wird.The starting
In dem durch die Oberseite des Bodenteils 19 und den Wänden 21, 25 des Erweiterungsteiles
20 gebildeten Köcher 27, der zur Schmelzenaufnahme dient, ist ein Teilbereich 28 mit einer
Auskleidung aus Isolationsmaterial 29 ausgekleidet. Die Wand 21 ist mit einer
Verstärkungsrippe 30 versehen.In the through the top of the
Fig. 5 zeigt einen Anfahrkopf 13 mit einem mittig zwischen den Wänden 21 des
Erweiterungsteils 20 vom Bodenteil 19 aufragenden verformbaren Verdrängungskörper 31, der
mit seinem weichen Kern die Verformbarkeit des Anfahrkopfes 13 verbessert. Dieser
Verdrängungskörper kann beispielsweise aus porösem Feuerfestmaterial hergestellt werden.Fig. 5 shows a
Fig. 6 zeigt einen Anfahrkopf 13, bei dem die Wände 21 als Doppelwände mit einer
Luftkammer 32 ausgestaltet sind.Fig. 6 shows a
Das Einleiten des kontinuierlichen Gießprozesses erfolgt folgendermaßen:
Der Anfahrstrang 14 mit dem angekoppelten Anfahrkopf 13 wird entweder von oben durch die
Durchlaufkokille 1 oder von unten durch die Strangführung in eine Position gebracht, bei der
der Anfahrkopf 13 die Durchlaufkokille ausgangsseitig verschließt. Der Spalt zwischen den
Innenwänden 2 der Durchlaufkokille 1 und dem Anfahrkopf 13 wird mit einer Dichtschnur 15
abgedichtet. Durch das Gießrohr 4 wird Stahlschmelze 5 von oben eingangsseitig in den
Formhohlraum 3 der Durchlaufkokille eingebracht. Die Stahlschmelze beginnt an den
Innenwänden 2 und am Anfahrkopf 13 zu erstarren und bildet den Beginn des Gußstranges 10.
Wenn die Durchlaufkokille ausreichend mit Stahlschmelze 5 gefüllt ist, wird der Anfahrstrang
14 nach unten durch die Strangführung abgezogen und zieht den Gußstrang mit. Im Bereich
des Verformungsgerüstes 8 wird zuerst der vom Erweiterungsteil 20 gebildete Teil des
Anfahrkopfes 13 auf das Maß der gewünschten Gußstrangdicke 18 dickenreduziert und im
weiteren der nachfolgende Gußstrang 10. Der Durcherstarrungspunkt 34 des Gußstranges wird
regelungstechnisch über die Kühlintensität beeinflußt. Im Auslaufbereich der Stranggießanlage
wird der Teil des Gußstranges 10, der den Anfahrkopf 13 enthält mit einer
Brennschneidemaschine abgetrennt.The continuous casting process is initiated as follows:
The start-up
Es liegt selbstverständlich im Schutzumfang der Erfindung, verschiedene verbessernde Maßnahmen, die bei den einzelnen Ausführungsformen der Erfindung erwähnt sind, miteinander in anderer Art zu kombinieren. Beispielsweise ist es möglich, die Ausführungsform mit Doppelwänden zusätzlich mit einer Auskleidung aus Isoliermaterial zu versehen. Auch ist es möglich, die von den Doppelwänden gebildete Luftkammer teilweise oder zur Gänze mit Isoliermaterial oder einem verformbaren Verdrängungskörper zu füllen.It is of course within the scope of the invention to provide various improvements Measures mentioned in the individual embodiments of the invention to combine with each other in a different way. For example, it is possible to use the embodiment with double walls to be additionally provided with a lining made of insulating material. Is too it is possible to partially or entirely with the air chamber formed by the double walls Fill insulation material or a deformable displacement body.
Claims (13)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT889/97 | 1997-05-26 | ||
| AT88997A AT405032B (en) | 1997-05-26 | 1997-05-26 | ACCESS HEAD |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0881016A1 true EP0881016A1 (en) | 1998-12-02 |
Family
ID=3502172
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98108784A Withdrawn EP0881016A1 (en) | 1997-05-26 | 1998-05-14 | Dummy bar head |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0881016A1 (en) |
| AT (1) | AT405032B (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112916813A (en) * | 2019-12-05 | 2021-06-08 | 上海梅山钢铁股份有限公司 | Method for accurately selecting scrap iron material for continuous casting safety seal dummy ingot |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1935413A1 (en) * | 1968-07-17 | 1970-01-22 | Fives Lille Cail | Starting strand head for the continuous casting of metal |
| DE2811157A1 (en) * | 1977-03-25 | 1978-10-05 | Voest Ag | SEALING BETWEEN THE WALLS OF A COOLED THROUGH COOLING AND THE HEAD OF A DRIVE LINE |
| DE2923110A1 (en) * | 1978-06-14 | 1979-12-20 | Voest Alpine Ag | PROCEDURE FOR STARTING UP A CONTINUOUS CASTING PLANT |
| DE2903245A1 (en) * | 1979-01-29 | 1980-08-07 | Sumitomo Metal Ind | Altering the width of slabs during continuous casting - where chill frame possessing the new width required is placed in mould, so narrow mould walls can be adjusted to new width |
| JPH06277809A (en) * | 1993-03-30 | 1994-10-04 | Nippon Steel Corp | Dummy bar for continuous casting and method for executing rolling reduction to cast slab in continuous caster |
| DE4436328A1 (en) * | 1993-10-14 | 1995-04-20 | Voest Alpine Ind Anlagen | Method and installation for continuous casting |
| DE19503911A1 (en) * | 1994-02-18 | 1995-08-24 | Concast Standard Ag | Continuous casting starter bar head |
-
1997
- 1997-05-26 AT AT88997A patent/AT405032B/en not_active IP Right Cessation
-
1998
- 1998-05-14 EP EP98108784A patent/EP0881016A1/en not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1935413A1 (en) * | 1968-07-17 | 1970-01-22 | Fives Lille Cail | Starting strand head for the continuous casting of metal |
| DE2811157A1 (en) * | 1977-03-25 | 1978-10-05 | Voest Ag | SEALING BETWEEN THE WALLS OF A COOLED THROUGH COOLING AND THE HEAD OF A DRIVE LINE |
| DE2923110A1 (en) * | 1978-06-14 | 1979-12-20 | Voest Alpine Ag | PROCEDURE FOR STARTING UP A CONTINUOUS CASTING PLANT |
| DE2903245A1 (en) * | 1979-01-29 | 1980-08-07 | Sumitomo Metal Ind | Altering the width of slabs during continuous casting - where chill frame possessing the new width required is placed in mould, so narrow mould walls can be adjusted to new width |
| JPH06277809A (en) * | 1993-03-30 | 1994-10-04 | Nippon Steel Corp | Dummy bar for continuous casting and method for executing rolling reduction to cast slab in continuous caster |
| DE4436328A1 (en) * | 1993-10-14 | 1995-04-20 | Voest Alpine Ind Anlagen | Method and installation for continuous casting |
| DE19503911A1 (en) * | 1994-02-18 | 1995-08-24 | Concast Standard Ag | Continuous casting starter bar head |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 095, no. 001 28 February 1995 (1995-02-28) * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112916813A (en) * | 2019-12-05 | 2021-06-08 | 上海梅山钢铁股份有限公司 | Method for accurately selecting scrap iron material for continuous casting safety seal dummy ingot |
| CN112916813B (en) * | 2019-12-05 | 2022-09-09 | 上海梅山钢铁股份有限公司 | Method for accurately selecting scrap iron material for continuous casting safety seal dummy ingot |
Also Published As
| Publication number | Publication date |
|---|---|
| ATA88997A (en) | 1998-09-15 |
| AT405032B (en) | 1999-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69429900T2 (en) | Process for continuous casting and process for continuous casting / rolling of steel | |
| CH639297A5 (en) | CONTINUOUS CHOCOLATE SUITABLE FOR SETTING TO DIFFERENT STRAND CROSS SECTION FORMATS. | |
| EP0107068A1 (en) | Method for the horizontal continuous casting of metals, in particular of steel | |
| EP2025432B1 (en) | Method for creating steel long products through strand casting and rolling | |
| DD293283A5 (en) | METHOD AND DEVICE FOR THE CONTINUOUS CASTING OF DUENNE METALLIC OBJECTS WITH THICK REDUCTION UNDER THE COAL | |
| DE1508809A1 (en) | Process and continuous mold for continuous casting of metals, in particular in the form of slabs, plates or sheets | |
| AT405032B (en) | ACCESS HEAD | |
| DE2702894A1 (en) | DRIVE ROLLER FRAMEWORK FOR A MULTI-LINE CASTING PLANT | |
| AT397478B (en) | METHOD AND DEVICE FOR CONTINUOUSLY CASTING A THIN STRIP OR A THIN SLAM | |
| DE2903245A1 (en) | Altering the width of slabs during continuous casting - where chill frame possessing the new width required is placed in mould, so narrow mould walls can be adjusted to new width | |
| EP1307305B1 (en) | Method and strand guide for supporting, guiding and cooling casting strands made of steel, especially preliminary sections for girders | |
| DE4406012C2 (en) | Device for casting a continuous caster | |
| DE1483596A1 (en) | Method and device for the continuous casting of metals | |
| DE2034762A1 (en) | Thin strip continuous casting - with thick length wise extending sections | |
| EP0745444B1 (en) | Method and installation for producing thin slabs or sheets of steel | |
| DE102006004310A1 (en) | Installation for producing a thin slab comprises a reducing roller drive device for driving the rollers of the reducing roller pair and advancinga thin slab | |
| DE3004463C2 (en) | Continuous casting mold with a support frame accommodating a casting frame | |
| DE2735421A1 (en) | METHOD AND DEVICE FOR CONTINUOUS CASTING OF A STEEL STRAND | |
| DE2024747C3 (en) | Process for semicontinuous continuous casting, in particular of steel, and device for carrying out the process * | |
| AT401027B (en) | CONTINUOUS CASTING MACHINE FOR CONTINUOUS HORIZONTAL CONTINUOUS CASTING OF METALS | |
| EP0033311A2 (en) | Method for changing the cross-sectional format of a strand in continuous casting and arrangement for carrying out same | |
| EP0151802B1 (en) | Device for the introduction of metal melt, especially of steel melt in a continuous casting chill | |
| DE69318531T2 (en) | Start-up procedure for continuous slab casting | |
| DE2063545B2 (en) | Square continuous casting mold | |
| EP0423233B1 (en) | Process and device for continuous casting of metal strips |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990506 |
|
| AKX | Designation fees paid |
Free format text: AT BE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17Q | First examination report despatched |
Effective date: 20000330 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20021203 |