EP0867245A1 - Procédé de régulation de la vitesse de rotation des cylindres lors d'une opération de coulée continue entre cylindres - Google Patents
Procédé de régulation de la vitesse de rotation des cylindres lors d'une opération de coulée continue entre cylindres Download PDFInfo
- Publication number
- EP0867245A1 EP0867245A1 EP98470003A EP98470003A EP0867245A1 EP 0867245 A1 EP0867245 A1 EP 0867245A1 EP 98470003 A EP98470003 A EP 98470003A EP 98470003 A EP98470003 A EP 98470003A EP 0867245 A1 EP0867245 A1 EP 0867245A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cylinder
- neck
- cylinders
- speed
- difference
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 24
- 230000002093 peripheral effect Effects 0.000 claims abstract description 12
- 238000009749 continuous casting Methods 0.000 claims abstract description 10
- 238000009434 installation Methods 0.000 claims abstract description 10
- 230000001105 regulatory effect Effects 0.000 claims abstract description 4
- 238000005259 measurement Methods 0.000 claims description 31
- 238000005266 casting Methods 0.000 claims description 22
- 238000012937 correction Methods 0.000 claims description 8
- 239000002184 metal Substances 0.000 abstract description 11
- 210000003739 neck Anatomy 0.000 description 41
- 239000000047 product Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000005355 Hall effect Effects 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002513 implantation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0622—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two casting wheels
Definitions
- the present invention relates to continuous casting between cylinders of thin metal products, such as steel strips. It relates more particularly a method of regulating the speed of rotation of cylinders.
- the continuous casting process between cylinders consists in pouring a molten metal into a casting space, defined between two axis cylinders parallel and rotated in opposite directions.
- the metal solidifies on contact with the cooled walls of cylinders, thus forming solidified metal skins which are driven by the cylinders and meet at the level of the neck between the cylinders, located in the plane of the cylinder axes, to form a metal strip which is continuously pulled down.
- the cylinders are driven in rotation with respective rotational speeds substantially equal and the band comes out below the neck perpendicular to the plane of the axes of the cylinders.
- Such a process essentially aims to avoid longitudinal variations in the thickness of the strip.
- the tape is kept in contact with a first cylinder after passing through neck, over a certain arc length, in order to increase the duration of cooling of the strip in contact with the cold wall of the cylinder.
- He is then known, as the describes document JP-A-2 290 651, to train the second cylinder (the one in contact with which the strip does not not stay) at a higher speed than the first cylinder, to take into account the curvature of the band below the neck and the thickness of the band casting.
- the bending of the strip on the first cylinder causes a variation in the length of the faces of the strip so that the face of the strip located on the side of the second cylinder, called upper surface, has a length greater than that of the face located on the side of the first cylinder.
- the aforementioned document further proposes to regulate the speed of the second cylinder according to thickness variations of the tape so that the linear velocity of the upper surface of the strip, which is determined by the speed second cylinder peripheral, always such that the two skins have the same angular speed.
- the object of the present invention is to resolve these problems. It aims in particular to regulate the speed of rotation of the cylinders so that their speeds tangentials at the neck are exactly equal permanently, despite the geometric deformations of cylinders, that these deformations are original thermal or mechanical. It also aims to avoid the appearance of shear stresses in the band, which could be generated by velocities different tangentials on each cylinder at level neck, and to avoid deterioration of the surface finish cylinders, following a sliding of the skin of band on the cylinders, detrimental to the quality of the final product.
- the object of the invention is a method of regulating the speed of rotation of cylinders, during a casting operation in a continuous casting installation between cylinders, the so-called installation comprising two cylinders with parallel axes defining between them a neck located in the plane of the axes cylinders, this process being characterized in that the speed of rotation of each cylinder is controlled a parameter representative of its tangential speed at neck, so that the tangential velocities at the neck of two cylinders are equal.
- the invention therefore makes it possible to ensure an exact equality of tangential speeds at the neck of the two cylinders, and therefore equal drive speeds for both sides of the casting strip. Because these tangential velocities at the neck cannot be practically directly measured, the invention uses to determine these speeds a parameter which is representative.
- the parameter representative of the difference of the tangential speeds at the neck of each cylinder is developed from the measurement of a torque difference between the value of the respective drive couples of each cylinder. More specifically, we then use a parameter representing the difference between the drive torques of the two cylinders.
- each cylinder being generally driven in rotation by a specific electric motor, a measurement of the intensity I 1 and I 2 of the electric current of each motor will preferably be used, variations in the difference of the values of the intensities of the two motors being representative of variations in the difference between the drive pairs of the two cylinders.
- the two cylinders are normally driven at rotational speeds respective such as their linear speeds devices are equal. It may be that couples are not equal, due to example of the specific characteristics of the chain drive kinematics of each cylinder. By example, inertia or friction characteristics different for the two cylinders can make that engine torques are different to obtain equal speeds.
- the speed tangential to the neck of a cylinder determines the speed of the skin of the band solidified in contact with this cylinder. If the tangential speeds at the neck of the two cylinders are equal, any one of the cylinders does not influence on the other, from the point of view of speed and of the rotating drive torque.
- the first cylinder exerts a band drive effort which is transmitted to the other cylinder by the material of the strip which is at least partially solidified at the level of the collar.
- the second cylinder is then in some so driven by friction by the first cylinder, via the casting strip. This results in a decrease in proper torque necessary for the rotational drive of the second cylinder, correlatively with an increase of the engine torque of the first cylinder.
- the method according to the invention exploits the gap between the couples thus created, i.e. the variation in the share of each torque compared to the sum of the driving torques of the two cylinders, as a parameter representative of a difference between the tangential velocities at the col des two cylinders.
- the continuous casting system shown Figure 1 has a frame 3 supporting a cylinder 1 which rotates in bearings linked to the chassis 3.
- the cylinder 1 is rotated by a motor electric drive 10.
- the cylinder 2 is also rotated by a electric drive motor 11. Cylinders, which do not are not shown and which are linked to the mobile support 4, make it possible to provide a contrary reaction force to the thrust generated by the product poured on each cylinder.
- the molten metal 7 is poured between cylinders 1 and 2 and solidifies at contact of the cooled walls of each cylinder.
- skins 5 and 6 of solidified metal are formed and join at level 8, located in the plane of axes of cylinders 1 and 2.
- the metal strip 9 thus formed is then continuously extracted downwards, driven by the rotation of cylinders 1 and 2.
- this representative parameter is a peripheral speed Vt 1 , Vt 2 which is measured on each cylinder at a measurement point A, B, distant from the neck.
- the peripheral speeds Vt 1 and Vt 2 could be measured by laser beam measuring devices 21, 22.
- Vtc-Vt ⁇ * (r vs -r t ) , where ⁇ is the speed of rotation of the cylinder, r c is the radius at the neck and r t is the radius at the chosen measurement point.
- the difference in radii (r c -r t ) is determined by calculating the deformation of the cylinder wall, based on experimental measurement results and modeling of the cylinder deformation.
- peripheral speed measurement can be carried out at any point accessible during the course casting, for example at 135 ° from the neck as shown Figures 1 and 2, or 180 ° from the neck.
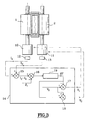
- Figure 3 shows another embodiment in which the representative parameter is a difference tangential speeds at the neck of each cylinder, developed from the measurement of a torque difference between the value of the torques of the drive motors 10 and 11 of each cylinder.
- the continuous casting installation includes measuring means 12 and 13, such as Hall effect current sensors, which measure the intensities I 1 and I 2 of the respective currents of the drive motors 10 and 11.
- the measured values of the currents I 1 and I 2 are images of the values of the torques supplied by each engine 10, 11 and therefore of the drive torques of the cylinders.
- the measured values of the currents I 1 and I 2 are introduced into a regulation circuit 14 which makes it possible to apply, to each cylinder, a correction to predetermined speed setpoints.
- This regulation circuit includes a subtractor 15 making it possible to obtain I 1 -I 2 . Then, a subtractor 16 subtracts at the output of the subtractor 15 a predetermined setting value ⁇ i. The determination of such a setting value ⁇ i is necessary to take into account the fact that, even in ideal conditions where the speeds at the neck would be equal and where the driving force of the two solidified skins would also be equal, a difference between the intensities I 1 and I 2 may exist, because the characteristics of the kinematic chains of the two cylinders cannot be practically absolutely identical.
- the setting value ⁇ i is for example determined before casting, by a no-load measurement, that is to say excluding casting, of the intensities I 1 and I 2 of each motor, under conditions such that the speeds tangential to the necks are equal. .
- a no-load measurement that is to say excluding casting
- the output of the subtractor 16 is connected to a regulator 19 which supplies a correction signal ⁇ V to two comparators 17, 18. These comparators also receive a speed reference signal V 0 , corresponding to the desired average speed V of the strip.
- Comparator 17 is a subtractor which determines the speed of rotation V 1 of the first cylinder by subtracting the speed correction ⁇ V from the set point V 0 .
- Comparator 18 is an adder which determines the speed of rotation V 2 of the second cylinder by adding the speed correction ⁇ V to the set point V 0 .
- the speed correction acts on the two cylinders in opposite directions, without modifying the desired average speed.
- an initial ⁇ i can also be determined by measurements of the intensities I 1 and I 2 made at the start of casting, during the first turns of the cylinders, while then considering that the tangential speeds at the neck are equal. Subsequently, during casting, the value of ⁇ i can be corrected and optimized taking into account the measurements of I 1 , I 2 and their changes, by processing these data statistically.
- the setting value ⁇ i can also be corrected manually or automatically, depending on the possible detection of cracks or other faults appearing on the tape.
- the regulation circuit 14 thus calculates two corrected values V 1 and V 2 of the speed of rotation, taking account of a difference between ⁇ i and I 1 -I 2 .
- the invention is not limited to the mode of achievement which has been described above only as a example.
- the value of couples of each cylinder could be determined by means other than measurement sensors motor currents, for example by sensors of torque placed directly on the trees of drive cylinders.
- peripheral speed measurement in the case of the first embodiment of the invention, may be carried out by means other than laser beam sensor but however sensors of contactless measurement.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Control Of Velocity Or Acceleration (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Paper (AREA)
Abstract
Description
- on mesure l'intensité I1 et I2 des courants qui alimentent respectivement les moteurs d'entraínement des deux cylindres,
- on calcule la différence des courants I1-I2,
- on compare la différence des courants I1-I2 à une valeur de réglage δi, et si la différence n'est pas nulle, on applique aux vitesses de rotation des deux cylindres une correction déterminée à partir de l'écart entre I1-I2 et δi.
- on mesure l'intensité I1 et I2 des courants qui alimentent respectivement les moteurs d'entraínement des deux cylindres,
- on calcule la somme I1+I2,
- on calcule les ratios I1/(I1+I2) et I2/(I1+I2),
- on compare les deux ratios à une valeur de réglage pour caractériser l'importance de la dérive de chaque courant I1 et I2, en conséquence de quoi, on ajuste la vitesse de rotation de chaque cylindre 1 et 2.
- la figure 1 est une vue schématique en perspective d'une installation de coulée continue entre cylindres de bandes minces en acier, de type connu en soi, montrant une implantation possible des capteurs de mesure de la vitesse tangentielle des cylindres, pour la mise en oeuvre du premier mode de réalisation ;
- la figure 2 est une vue schématique en coupe de la zone de l'espace de coulée, illustrant la formation des peaux solidifiées et leur jonction au niveau du col ;
- la figure 3 est une vue schématique de l'installation montrant un circuit de régulation utilisé pour la mise en oeuvre du deuxième mode de réalisation.
Claims (10)
- Procédé de régulation de la vitesse de rotation des cylindres, lors d'une opération de coulée dans une installation de coulée continue entre cylindres, la dite installation comportant deux cylindres (1, 2) d'axes parallèles définissant entre eux un col (8) situé dans le plan des axes des cylindres, caractérisé en ce que l'on asservit la vitesse de rotation de chaque cylindre à un paramètre représentatif de la différence des vitesses tangentielles au col (Vtc1, Vtc2)de chaque cylindre, de manière que les vitesses tangentielles au col des deux cylindres soient égales.
- Procédé selon la revendication 1 caractérisé en ce que le paramètre représentatif de la différence des vitesses tangentielles au col de chaque cylindre est une différence des vitesses périphériques mesurées (Vt), pour chaque cylindre, en un point de mesure (A, B) distant du col, la vitesse tangentielle au col (Vtc) étant fonction, pour chaque cylindre, de la vitesse périphérique mesurée (Vt) par la relation :
- Procédé selon la revendication 2 caractérisé en ce qu'il comprend les étapes suivantes:(A) - pour chaque cylindre :(a) - On mesure la vitesse périphérique (Vt1, respectivement Vt2) du cylindre (1, 2), en un point de mesure (A, B) distant du col,(b) - on calcule la déformation de la paroi du cylindre (1, 2) entre le point de mesure (A, B) et le col (8) afin de déterminer la différence de rayon (rc1-rt1, respectivement rc2-rt2),(c) - on mesure la vitesse de rotation (ω1, respectivement ω2) du cylindre,(d) - on calcule une valeur de la vitesse tangentielle au col par la relation :(B) - on compare les valeurs calculées des vitesses tangentielles au col (Vtc1, respectivement (Vtc2) et si la différence n'est pas nulle, on ajuste la vitesse de rotation d'un des deux cylindres pour obtenir l'égalité, pour chaque cylindre, des valeurs calculées des vitesses tangentielles au col (Vtc1) et (Vtc2).
- Procédé selon la revendication 2 caractérisé en ce que l'on utilise un dispositif laser (21, 22) pour mesurer la valeur du paramètre représentatif en un point de mesure distant du col.
- Procédé selon la revendication 2, caractérisé en ce pour déterminer la différence de longueur des rayons entre le point de mesure et le col, on utilise un modèle de calcul de la déformation du cylindre élaboré à partir de courbes expérimentales des déformations de la génératrice du cylindre entre le point de mesure et le col.
- Procédé selon la revendication 1 caractérisé en ce que le paramètre représentatif de la différence des vitesses tangentielles au col de chaque cylindre est élaboré à partir de la mesure d'un écart de couple entre la valeur des couples d'entraínement respectifs de chaque cylindre.
- Procédé selon la revendication 6 caractérisé en ce que la valeur des couples est déterminée à partir de la mesure de l'intensité (I1, I2) des courants respectifs de chaque moteur d'entraínement des cylindres (10) et (11).
- Procédé selon la revendication 7 caractérisé en ce qu'il comprend les étapes suivantes:on mesure l'intensité (I1) et (I2) des courants qui alimentent les moteurs d'entraínement des cylindres (1, 2),on calcule la différence des courants (I1-I2),on compare la différence des courants (I1-I2) à une valeur de réglage (δi), et si la différence n'est pas nulle, on applique aux vitesses de rotation des deux cylindres une correction déterminée à partir de l'écart entre (I1-I2) et (δi).
- Procédé selon la revendication 7 caractérisé en ce qu'il comprend les étapes suivantes:on mesure l'intensité (I1) et (I2) des courants qui alimentent les moteurs d'entraínement des cylindres (1) et (2),on calcule la somme (I1+I2),on calcule les ratios (I1/(I1+I2)) et (I2/(I1+I2)),on compare les deux ratios à une valeur de réglage pour caractériser l'importance de la dérive de chaque courant (I1) et (I2), en conséquence de quoi on ajuste la vitesse de rotation de chaque cylindre (1) et (2).
- Procédé selon l'une des revendications 8 ou 9, caractérisé en ce que la valeur de réglage est ajustable au cours du processus de coulée continue.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9700808A FR2758487B1 (fr) | 1997-01-22 | 1997-01-22 | Procede de regulation de la vitesse de rotation des cylindres lors d'une operation de coulee continue entre cylindres |
| FR9700808 | 1997-01-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0867245A1 true EP0867245A1 (fr) | 1998-09-30 |
| EP0867245B1 EP0867245B1 (fr) | 2000-04-26 |
Family
ID=9502975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98470003A Expired - Lifetime EP0867245B1 (fr) | 1997-01-22 | 1998-01-20 | Procédé de régulation de la vitesse de rotation des cylindres lors d'une opération de coulée continue entre cylindres |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0867245B1 (fr) |
| AT (1) | ATE192053T1 (fr) |
| DE (1) | DE69800125T2 (fr) |
| DK (1) | DK0867245T3 (fr) |
| ES (1) | ES2146490T3 (fr) |
| FR (1) | FR2758487B1 (fr) |
| GR (1) | GR3033782T3 (fr) |
| PT (1) | PT867245E (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006050225A1 (de) | 2006-10-12 | 2008-04-17 | Bos Gmbh & Co. Kg | Wellenanordnung |
| US7984748B2 (en) | 2008-07-03 | 2011-07-26 | Nucor Corporation | Apparatus for continuous strip casting |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0275976A2 (fr) * | 1987-01-20 | 1988-07-27 | Hunter Engineering Company, Inc. | Contrôle d'une machine de coulée |
| US4848635A (en) * | 1982-08-12 | 1989-07-18 | Louener Engineering Ag | Process and device for driving and synchronizing rolls |
| JPH02290651A (ja) * | 1989-04-27 | 1990-11-30 | Nippon Steel Corp | 薄肉鋳片の連続鋳造方法及び装置 |
-
1997
- 1997-01-22 FR FR9700808A patent/FR2758487B1/fr not_active Expired - Fee Related
-
1998
- 1998-01-20 PT PT98470003T patent/PT867245E/pt unknown
- 1998-01-20 AT AT98470003T patent/ATE192053T1/de not_active IP Right Cessation
- 1998-01-20 DE DE69800125T patent/DE69800125T2/de not_active Expired - Fee Related
- 1998-01-20 DK DK98470003T patent/DK0867245T3/da active
- 1998-01-20 ES ES98470003T patent/ES2146490T3/es not_active Expired - Lifetime
- 1998-01-20 EP EP98470003A patent/EP0867245B1/fr not_active Expired - Lifetime
-
2000
- 2000-06-27 GR GR20000401481T patent/GR3033782T3/el not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4848635A (en) * | 1982-08-12 | 1989-07-18 | Louener Engineering Ag | Process and device for driving and synchronizing rolls |
| EP0275976A2 (fr) * | 1987-01-20 | 1988-07-27 | Hunter Engineering Company, Inc. | Contrôle d'une machine de coulée |
| JPH02290651A (ja) * | 1989-04-27 | 1990-11-30 | Nippon Steel Corp | 薄肉鋳片の連続鋳造方法及び装置 |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 015, no. 061 (M - 1081) 13 February 1991 (1991-02-13) * |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2758487B1 (fr) | 1999-04-09 |
| EP0867245B1 (fr) | 2000-04-26 |
| DK0867245T3 (da) | 2000-09-25 |
| ATE192053T1 (de) | 2000-05-15 |
| PT867245E (pt) | 2000-09-29 |
| ES2146490T3 (es) | 2000-08-01 |
| DE69800125D1 (de) | 2000-05-31 |
| DE69800125T2 (de) | 2001-01-11 |
| GR3033782T3 (en) | 2000-10-31 |
| FR2758487A1 (fr) | 1998-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0719607B1 (fr) | Procédé de régulation pour la coulée continue entre cylindres | |
| EP0709152B1 (fr) | Mise en forme de produits metalliques minces entre deux cylindres | |
| CA2220887C (fr) | Procede de coulee continue entre deux cylindres | |
| EP1466675B1 (fr) | Procédé et dispositif de régulation de l'épaisseur d'un produit laminé | |
| EP0047218B1 (fr) | Procédé de contrôle et de régulation de paramètres de marche d'une machine de coulée continue de bandes entre cylindres | |
| FR2659038A1 (fr) | Procede de soudage par friction et machine de mise en óoeuvre. | |
| EP2707204B1 (fr) | Outil de pose d'une bandelette pour la realisation d'une ebauche de pneumatique et procédé de réalisation d'une ébauche de pneumatique | |
| EP1249683B1 (fr) | Procédé de détection de défauts de planéité | |
| EP0692330B1 (fr) | Procédé et dispositif de coulée continue de produits métalliques minces entre cylindres | |
| EP0867245B1 (fr) | Procédé de régulation de la vitesse de rotation des cylindres lors d'une opération de coulée continue entre cylindres | |
| EP0041025B1 (fr) | Procédé et dispositif pour le laminage sans contrainte de métaux | |
| CH615367A5 (fr) | ||
| CA2013855A1 (fr) | Procede et installation de coulee de produits metalliques minces a reduction d'epaisseur sous la lingotiere | |
| EP0000855B2 (fr) | Procédé de préréglage d'un train continu à cages tandem pour le laminage à chaud de produits métalliques | |
| FR2614651A1 (fr) | Procede et installation pour la formation d'un revetement de protection thermique d'un propulseur | |
| EP4363131A1 (fr) | Procede de prechauffage d'un cylindre de travail de laminage | |
| CA2019927A1 (fr) | Procede et dispositif de coulee continue entre cylindres de produits metalliques minces aptes au laminage a froid direct | |
| WO2014102143A1 (fr) | Methode de regulation d'un dispositif d'extrusion et dispositif d'extrusion utilisant la methode | |
| BE1027064B1 (fr) | Systeme et procede de commande de coupe de ceinture d'une machine de fabrication de pneus radiaux | |
| BE673402A (fr) | ||
| EP1805428A1 (fr) | Procede de commande d'un systeme de transmission de couple de vehicule automobile et systeme de commande correspondant | |
| BE542539A (fr) | ||
| FR2515080A1 (fr) | Procede et machine de coulee de pieces annulaires, et appareil de decriquage pour la mise en oeuvre du procede | |
| BE1001553A6 (fr) | Procede de reglage de la rugosite d'un produit plat lamine. | |
| BE899219A (fr) | Procede pour le controle des oscillations de lingotieres de coulee continue. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990323 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19990915 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SALVADO, OLIVIER, CABINET BALLOT SCHMIT Inventor name: DAMASSE, JEAN-MICHEL, CABINET BALLOT SCHMIT |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| REF | Corresponds to: |
Ref document number: 192053 Country of ref document: AT Date of ref document: 20000515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69800125 Country of ref document: DE Date of ref document: 20000531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2146490 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20000619 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20090114 Year of fee payment: 12 Ref country code: IE Payment date: 20090115 Year of fee payment: 12 Ref country code: ES Payment date: 20090218 Year of fee payment: 12 Ref country code: DK Payment date: 20090113 Year of fee payment: 12 Ref country code: AT Payment date: 20090113 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20090116 Year of fee payment: 12 Ref country code: NL Payment date: 20090104 Year of fee payment: 12 Ref country code: FI Payment date: 20090114 Year of fee payment: 12 Ref country code: DE Payment date: 20090115 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20081217 Year of fee payment: 12 Ref country code: GB Payment date: 20090114 Year of fee payment: 12 Ref country code: CH Payment date: 20090114 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20090213 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20090108 Year of fee payment: 12 Ref country code: IT Payment date: 20090128 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090113 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20100720 |
|
| BERE | Be: lapsed |
Owner name: *THYSSEN STAHL A.G. Effective date: 20100131 Owner name: *USINOR Effective date: 20100131 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100801 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100120 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100930 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100801 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100201 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100120 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100803 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100720 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100120 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100120 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100120 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100121 |