EP0857635A2 - Drehgestell eines Schienenfahrzeuges und Verfahren zu dessen Herstellung - Google Patents
Drehgestell eines Schienenfahrzeuges und Verfahren zu dessen Herstellung Download PDFInfo
- Publication number
- EP0857635A2 EP0857635A2 EP98890025A EP98890025A EP0857635A2 EP 0857635 A2 EP0857635 A2 EP 0857635A2 EP 98890025 A EP98890025 A EP 98890025A EP 98890025 A EP98890025 A EP 98890025A EP 0857635 A2 EP0857635 A2 EP 0857635A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- welded
- cross member
- pipe sections
- bogie
- members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61F—RAIL VEHICLE SUSPENSIONS, e.g. UNDERFRAMES, BOGIES OR ARRANGEMENTS OF WHEEL AXLES; RAIL VEHICLES FOR USE ON TRACKS OF DIFFERENT WIDTH; PREVENTING DERAILING OF RAIL VEHICLES; WHEEL GUARDS, OBSTRUCTION REMOVERS OR THE LIKE FOR RAIL VEHICLES
- B61F5/00—Constructional details of bogies; Connections between bogies and vehicle underframes; Arrangements or devices for adjusting or allowing self-adjustment of wheel axles or bogies when rounding curves
- B61F5/50—Other details
- B61F5/52—Bogie frames
Definitions
- the invention relates to a bogie of a rail vehicle, whose frame consists of two cranked side members in box construction and consists of two tubular cross members and where the side members each consist of top flange, bottom flange, inner and outer web plate.
- Bogies with such frames can be found both on trailers as well as towing vehicles - being an engine and a mostly carry axle-riding gear - use. You are too suitable for bogies with tilting technology. For all applications are small dimensions, low weight and highest Rigidity and long life required.
- connection zone is the side member and crossbeam, which usually coincides with a crank, particularly vulnerable.
- the frame of a bogie to improve so that it meets all these requirements, with the lowest possible manufacturing costs.
- this is achieved by connecting the Cross member to the longitudinal member of the tubular cross member an intersection with both web plates and the top flange forms what the web plates the outer diameter of the cross member corresponding cutouts starting from the upper edge and the upper chord has an interruption.
- the tubular Cross member made of two outer pipe sections and a middle one axially offset pipe section, the outer pipe sections and the cut the middle pipe section one after the other (Claim 2).
- the cross section can be connected to the top flange of the side member of the tubes forming the cross member enlarged and thus the rigidity can be further increased without room for the additional Losing assemblies. Even more: their accommodation is facilitated by the offset. So can a wheel disc brake and possibly the drive motor on the middle one Pipe piece are better supported.
- the transmission of force and moment is also longitudinal secured between the offset pipe sections.
- step a) first welded the inner web plate a counter weld is possible. It’s like that accounted for the fact that the cross member into the inner Web plate enters a greater torque than in the outer. Because the top chord is interrupted by the cross member and is welded on first, the weld is also from accessible inside.
- step a) only the outer pipe sections welded to a side member and only after completion of the side members the middle pipe section are connected (claim 6). That simplifies the manipulation when welding and results in a higher Accuracy of the finished frame.
- the longitudinal beam 1 consists ( Figure 6) of several, a box forming sheets: an upper flange 8 in the middle part 5 a continuation 9 in the ascending part 6, a vertical inner web plate 10, a vertical outer web plate 11 and a lower flange 12.
- a reinforcing plate 13 (FIG. 4) can also be provided be.
- the cross member 3 connects the two longitudinal members 1, 2. It exists from a middle pipe section 16 and on both sides of it subsequent outer pipe sections 15.
- the pipe sections 15, 16 are offset from each other and penetrate each other lengthways Generative 17.
- the horizontal and vertical axis offset is designated with 21 and such that the center distance 23 of the middle pipe sections 16 of the cross member 3.4 is larger than that Center distance 22 of the outer pipe sections 15.
- the pipe sections 15, 16 along the generatrix 17 is one or the other cut out another piece of pipe along the generatrix and along the generatrix 17 from the outside and possibly also welded to the other from the inside. Doing so will improve the beveled End of the middle pipe section 16 the accessibility.
- the ends of the pipe sections 15, 16 in the area of this connection can be hermetically sealed by means of welded-on cover pieces 18, 19 be closed.
- the outer tube piece 15 forms one at its outer end Pipe head 20 which is welded to the side member 1.
- To penetrates the tube head 20 both web plates 10, 11 and Upper chord 8.9, which is interrupted at the point of penetration is. The penetration is thus in the pressure zone as the bending beam shifted to longitudinal beams.
- Both to the The longitudinal beams 1, 2 and the cross beams 3, 4 are a large number welded by ears, consoles and other connecting parts. These are not identified in detail.
- the upper chord plates 8.9 are welded on. Because the circular Cutout 30 to the upper edge 31 is open, the Top flange cut from tube head 20. This intersection the upper chord 8 closes on the one hand and the continuation on the other of the top chord 9.
- the weld seams 36, 37 (FIG. 6) are placed. Then the connection of the upper chord plates 8.9 to the pipe head 20 welded, inside and outside. This results in that in FIG. 4 visible weld seams 38, 39 which run along the generatrix of the Pipe head 20 run. Since the lower flange 12 has not yet been installed , the internal weld beads 38 can also be placed will. This creates a particularly rigid three-dimensional Connection between side member 1 and cross member 3. Finally the lower flange 12 is welded on. Since the lower flange 12 the web plates 10.11 protrude laterally, are the two Weld seams 41.42 can be welded easily from the outside.
- the two longitudinal beams 1, 2 can be used independently welded together from each other with the outer tube pieces of the cross member 3 be manipulation relatively easy is. Only then are the two longitudinal beams 1, 2 together connected by the middle pipe section 16 to the two outer Pipe pieces 15, which are already welded to their side members are in turn welded. This happens by connection along the generatrix 17 and then by Welding the cover pieces 18, 19. This way, overall a very stiff and light frame made that then suitable for different types of bogies is.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Body Structure For Vehicles (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Intermediate Stations On Conveyors (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Handcart (AREA)
Abstract
Description
- Fig.1:
- Eine Draufsicht auf den Rahmen des erfindungsgemäßen Drehgestelles,
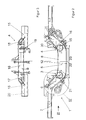
- Fig.2:
- Eine Seitenansicht desselben Rahmens,
- Fig.3:
- Eine Ansicht desselben Rahmens nach III in Fig.2, wobei die Längsträger weggelassen sind,
- Fig.4:
- Detail IV der Figur 2 im Mittenschnitt, vergrößert,
- Fig.5:
- Schnitt nach V-V in Fig.4, und
- Fig.6:
- Schnitt nach VI-VI in Fig.4.
Claims (7)
- Drehgestell eines Schienenfahrzeuges, dessen Rahmen aus zwei gekröpften Längsträgern (1,2) in Kastenbauweise und aus zwei rohrförmigen Querträgern (3,4) besteht, wobei die Längsträger jeweils aus Obergurt (8), Untergurt (12), innerem und äusserem Stegblech (10,11) bestehen, dadurch gekennzeichnet, daß zum Anschluß der Querträger (3,4) an die Längsträger (1,2) jeweils ein rohrförmiger Teil (20) des Querträgers (3,4,) mit beiden Stegblechen (10,11) und dem Obergurt (8,9) eine Verschneidung bildet, wozu die Stegbleche (10,11) dem Aussendurchmesser des rohrförmigen Teiles (20) entsprechende von der Oberkante (31) ausgehende Ausschnitte (30) und der Obergurt (8,9) eine Unterbrechung aufweist.
- Drehgestell nach Anspruch 1, dadurch gekennzeichnet, daß der rohrförmige Querträger (3,4) aus zwei äusseren Rohrstücken (15) und einem mittleren achsversetzten Rohrstück (16) besteht, wobei die äusseren Rohrstücke (15) und das mittlere Rohrstück (16) entlang Erzeugenden (17) verschnitten sind.
- Drehgestell nach Anspruch 3, dadurch gekennzeichnet, daß der Achsversatz (21) des mittleren Rohrstückes (16) gegenüber den äusseren Rohrstücken (15) aufwärts vorwärts bzw rückwärts ist, sodaß die Abstände (23) der mittleren Rohrstücke (16) in Fahrtrichtung größer als die Abstände (22) der äusseren Rohrstücke (15) sind.
- Drehgestell nach Anspruch 3, dadurch gekennzeichnet, daß die Enden des mittleren Rohrstückes (16) durch Deckelstücke (18) verschlossen sind.
- Verfahren zum Verschweissen der rohrförmigen Querträger (3,4) eines Drehgestelles mit den kastenförmigen Längsträgern (1,2), gekennzeichnet durch die Aufeinanderfolge der Arbeitsschritte:a) Das innere Stegblech (10) wird auf den Querträger (3;20) aufgeschoben und sodann innen und aussen mit diesem verschweißt (32,33),b) Das äussere Stegblech (11) wird auf den Querträger (3;20) aufgeschoben und sodann innen und aussen mit diesem verschweißt (34,35),c) Die beiden an den Querträger (3) anschließenden Teile des Obergurtes (8,9) werden angelegt und mit den Stegblechen (10,11) und dem Querträger (3;20) verschweißt,d) Der Untergurt (12) wird mit den Stegblechen (10,11) verschweißt.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, daß in Schritt a) nur die äusseren Rohrstücke (15) mit einem Längsträger (1,2) verschweißt werden und erst nach Fertigstellung der Längsträger diese über das mittlere Rohrstück (16) verbunden werden.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, daß die Verschweissungen von innerem Stegblech (10) und Querträger (3;20) und von Obergurt (8,9) und Querträger (3;20) von innen und aussen vorgenommen werden (32,33,38,39 ).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT98890025T ATE238936T1 (de) | 1997-02-11 | 1998-02-02 | Drehgestell eines schienenfahrzeuges und verfahren zu dessen herstellung |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0021397A AT405391B (de) | 1997-02-11 | 1997-02-11 | Drehgestell eines schienenfahrzeuges und verfahren zu dessen herstellung |
| AT213/97 | 1997-02-11 | ||
| AT21397 | 1997-02-11 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0857635A2 true EP0857635A2 (de) | 1998-08-12 |
| EP0857635A3 EP0857635A3 (de) | 1999-07-28 |
| EP0857635B1 EP0857635B1 (de) | 2003-05-02 |
Family
ID=3484511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98890025A Expired - Lifetime EP0857635B1 (de) | 1997-02-11 | 1998-02-02 | Drehgestell eines Schienenfahrzeuges und Verfahren zu dessen Herstellung |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0857635B1 (de) |
| AT (2) | AT405391B (de) |
| DE (1) | DE59808108D1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006082505A1 (en) * | 2005-02-04 | 2006-08-10 | Ansaldobreda S.P.A. | Reinforcing assembly for a tubular cross member of a rail and tram car bogie |
| WO2012041072A1 (zh) * | 2010-09-28 | 2012-04-05 | 长春轨道客车股份有限公司 | 转向架构架侧横梁连接接头全对接结构及组焊工艺方法 |
| EP1894807B2 (de) † | 2006-09-01 | 2013-11-20 | ALSTOM Transport Technologies | Drehgestell mit verbessertem Bauraumangebot |
| EP2669138A1 (de) * | 2012-05-30 | 2013-12-04 | Bombardier Transportation GmbH | Fahrgestellrahmen für ein Schienenfahrzeug |
| CN106740963A (zh) * | 2017-01-23 | 2017-05-31 | 中车长江车辆有限公司 | 铁路快运货车转向架用构架 |
| CN110641553A (zh) * | 2019-10-31 | 2020-01-03 | 眉山中车物流装备有限公司 | 一种吊装式驮背运输半挂车 |
| WO2022129189A1 (de) | 2020-12-16 | 2022-06-23 | Crrc Qingdao Sifang Co., Ltd. | Querträger für ein drehgestell und verfahren zu dessen herstellung |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0189382A2 (de) | 1985-01-18 | 1986-07-30 | FIAT FERROVIARIA SAVIGLIANO S.p.A. | Hochgeschwindigkeits-Eisenbahnfahrzeug mit neigbarem Oberbau |
| EP0287161A1 (de) | 1987-04-16 | 1988-10-19 | Werkspoor Services B.V. | Schienenfahrzeug mit entsprechendem Drehgestell |
| EP0387744A2 (de) | 1989-03-15 | 1990-09-19 | Gec Alsthom Sa | Eisenbahndrehgestell mit einem Rahmen und zwei Lenkachsen |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2632918B1 (fr) * | 1988-06-17 | 1996-01-19 | Alsthom Creusot Rail | Chassis pour bogie de vehicule ferroviaire |
| DE9321032U1 (de) * | 1992-04-03 | 1995-09-28 | Fiat Ferroviaria S.P.A., Turin/Torino | Drehgestell-Rahmen für Schienenfahrzeuge |
| FR2720362B1 (fr) * | 1994-05-30 | 1996-07-05 | Gec Alsthom Transport Sa | Chassis de bogie. |
-
1997
- 1997-02-11 AT AT0021397A patent/AT405391B/de not_active IP Right Cessation
-
1998
- 1998-02-02 AT AT98890025T patent/ATE238936T1/de active
- 1998-02-02 DE DE59808108T patent/DE59808108D1/de not_active Expired - Lifetime
- 1998-02-02 EP EP98890025A patent/EP0857635B1/de not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0189382A2 (de) | 1985-01-18 | 1986-07-30 | FIAT FERROVIARIA SAVIGLIANO S.p.A. | Hochgeschwindigkeits-Eisenbahnfahrzeug mit neigbarem Oberbau |
| EP0287161A1 (de) | 1987-04-16 | 1988-10-19 | Werkspoor Services B.V. | Schienenfahrzeug mit entsprechendem Drehgestell |
| EP0387744A2 (de) | 1989-03-15 | 1990-09-19 | Gec Alsthom Sa | Eisenbahndrehgestell mit einem Rahmen und zwei Lenkachsen |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006082505A1 (en) * | 2005-02-04 | 2006-08-10 | Ansaldobreda S.P.A. | Reinforcing assembly for a tubular cross member of a rail and tram car bogie |
| EP1894807B2 (de) † | 2006-09-01 | 2013-11-20 | ALSTOM Transport Technologies | Drehgestell mit verbessertem Bauraumangebot |
| WO2012041072A1 (zh) * | 2010-09-28 | 2012-04-05 | 长春轨道客车股份有限公司 | 转向架构架侧横梁连接接头全对接结构及组焊工艺方法 |
| EP2669138A1 (de) * | 2012-05-30 | 2013-12-04 | Bombardier Transportation GmbH | Fahrgestellrahmen für ein Schienenfahrzeug |
| WO2013178717A1 (en) * | 2012-05-30 | 2013-12-05 | Bombardier Transportation Gmbh | Running gear frame for a rail vehicle |
| US20150144025A1 (en) * | 2012-05-30 | 2015-05-28 | Bombardier Transportation Gmbh | Running Gear Frame for a Rail Vehicle |
| AU2013269633B2 (en) * | 2012-05-30 | 2016-08-11 | Bombardier Transportation Gmbh | Running gear frame for a rail vehicle |
| US9919719B2 (en) * | 2012-05-30 | 2018-03-20 | Bombardier Transportation Gmbh | Running gear frame for a rail vehicle |
| CN106740963A (zh) * | 2017-01-23 | 2017-05-31 | 中车长江车辆有限公司 | 铁路快运货车转向架用构架 |
| CN110641553A (zh) * | 2019-10-31 | 2020-01-03 | 眉山中车物流装备有限公司 | 一种吊装式驮背运输半挂车 |
| WO2022129189A1 (de) | 2020-12-16 | 2022-06-23 | Crrc Qingdao Sifang Co., Ltd. | Querträger für ein drehgestell und verfahren zu dessen herstellung |
| DE102020133693B3 (de) | 2020-12-16 | 2022-06-23 | CG Rail - Chinesisch-Deutsches Forschungs- und Entwicklungszentrum für Bahn- und Verkehrstechnik Dresden GmbH | Querträger für ein Drehgestell und Verfahren zu dessen Herstellung |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE238936T1 (de) | 2003-05-15 |
| EP0857635A3 (de) | 1999-07-28 |
| DE59808108D1 (de) | 2003-06-05 |
| EP0857635B1 (de) | 2003-05-02 |
| AT405391B (de) | 1999-07-26 |
| ATA21397A (de) | 1998-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60203496T2 (de) | Eisenbahnwagen | |
| DE69421043T2 (de) | Stossdämpfende Vorrichtungen und Methode, Gerippe und Fahrzeug die diese stossdämpfende Vorrichtungen aufweisen | |
| DE10151211B4 (de) | Fahrzeug-Karosseriestruktur | |
| DE102006051991B4 (de) | Fahrzeugkörperstruktur, welche gegen einen Seitenstoß verstärkt ist | |
| EP0823364B1 (de) | Bodengruppe für Kraftfahrzeuge, insbesondere Personenkraftwagen | |
| DE102018119735B4 (de) | Stoßfängerquerträger für ein Kraftfahrzeug | |
| DE102007042292A1 (de) | Plastisch verformbare Doppelzellenverbindung für die Front von Automobilen | |
| DE68923737T2 (de) | Aufbau für Schienenfahrzeuge und Herstellungsverfahren. | |
| EP1690779A1 (de) | Hilfsrahmen für Kraftfahrzeuge | |
| EP1744935B1 (de) | Anbindung einer crashbox an den querträger | |
| DE19703951A1 (de) | Vorderteilkonstruktion einer Fahrzeugkarosserie | |
| DE102006041092A1 (de) | Knautschzone einer Karosserie eines Kraftwagens | |
| DE19955755A1 (de) | Kraftfahrzeug mit einer Verstärkungsstruktur eines Seitenlängsträgerteils | |
| DE112007000726T5 (de) | Rahmen mit geschlossenen Querschnitten | |
| DE112015003508T5 (de) | EXTRUDIERTE ALUMINIUMSTOßSTANGE MIT GERINGEM GEWICHT | |
| DE2918562A1 (de) | Aufhaengungsteil fuer ein fahrzeug | |
| DE4224965C1 (en) | Square section air spring axle for trailer - uses spring clamps to hold axle in right angle formed in spring carrier arm. | |
| DE10108279A1 (de) | Aufprallabsorbierende Struktur eines Fahrzeuges | |
| DE19847389C2 (de) | Frontmodul eines Fahrzeugs | |
| AT405391B (de) | Drehgestell eines schienenfahrzeuges und verfahren zu dessen herstellung | |
| DE102005050165A1 (de) | Vorderer Längsträgeraufbau | |
| DE3730338C2 (de) | ||
| EP2674309B1 (de) | Verbundlenkerachse mit Verstärkungsblech | |
| DE4135361A1 (de) | Hilfsrahmen fuer kraftfahrzeuge | |
| DE4335029C2 (de) | A-Säulenverbindungsteil und Verfahren zu seiner Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990914 |
|
| AKX | Designation fees paid |
Free format text: AT CH DE ES FR GB IT LI SE |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: JEGEL, FRANZ PETER Inventor name: ERLEBACH, FRIEDRICH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SIEMENS SCHWEIZ AG Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030502 |
|
| REF | Corresponds to: |
Ref document number: 59808108 Country of ref document: DE Date of ref document: 20030605 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030813 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040203 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: SIEMENS SCHWEIZ AG;INTELLECTUAL PROPERTY FREILAGERSTRASSE 40;8047 ZUERICH (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100202 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160225 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160208 Year of fee payment: 19 Ref country code: AT Payment date: 20160114 Year of fee payment: 19 Ref country code: FR Payment date: 20160212 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160420 Year of fee payment: 19 Ref country code: CH Payment date: 20160502 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59808108 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 238936 Country of ref document: AT Kind code of ref document: T Effective date: 20170202 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170202 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170202 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170202 |