La présente invention concerne des pinces pour l'assemblage de
produits métallurgiques plats selon des procédés connus, comme par
exemple l'assemblage par fluage à froid, couramment dénommé
clinchage, l'assemblage par rivetage au moyen de rivets auto-poinçonneurs,
de rivets pleins ou creux, l'assemblage par soudure, ou
une combinaison de ces différents moyens.
Ces procédés d'assemblage provoquent, à l'exception de
l'assemblage par soudure, la formation d'une protubérance sur au moins
l'une des faces des produits assemblés, après déformation des produits
et/ou rivets.
La présence de cette protubérance entraíne, au niveau des pinces
ou des dispositifs supports desdites pinces, la nécessité de prévoir des
aménagements particuliers qui peuvent présenter certains inconvénients
et apporter aussi une certaine complexité lors de la manipulation des
pinces, voire des produits métallurgiques assemblés.
La présente invention propose des pinces pour mettre en oeuvre un
procédé d'assemblage, qui permettent d'éviter les inconvénients majeurs
des dispositifs antérieurs.
Ces pinces d'assemblage ont une structure ou bâti qui est fixé
rigidement sur un support fixe servant de référence et qui est constitué
d'une machine ou d'un robot par exemple; elles comprennent une
mâchoire équipée d'un outil en creux constitué par exemple d'une matrice
ou d'une bouterolle, ou équipée d'une électrode de soudage, et elles
comprennent aussi, en vis-à-vis, une mâchoire équipée d'un outil de
compression constitué par exemple d'un poinçon ou d'un tas de
compression, ou équipée d'une électrode de soudage également.
Conformément à l'invention, ces pinces comportent, en outre, des moyens
qui sont mis en oeuvre par le mouvement de la mâchoire mobile équipée
de l'outil de compression par exemple pour, d'une part, mettre l'autre outil,
en creux par exemple, en position stationnaire dans le plan d'assemblage
pendant la phase de compression et/ou de déformation desdits produits,
et, d'autre part, pour l'écarter et le maintenir écarté par rapport audit plan
d'assemblage, en-dehors de ladite phase d'assemblage, en vue,
notamment, de dégager la protubérance ainsi formée. Ces moyens
particuliers permettent d'éviter d'avoir à déplacer soit les produits
assemblés, soit la structure et le vérin de manoeuvre de la mâchoire
mobile ou le support de référence desdites pinces c'est-à-dire toute la
machine ou le robot correspondant.
Ces moyens procurent également aux pinces une grande précision et une
grande fiabilité de positionnement par rapport au plan d'assemblage, du
fait de la rigidité de leur bâti qui est solidaire d'un support de référence.
Selon une première disposition de l'invention, la mâchoire équipée
de l'outil en creux se présente sous la forme d'un culbuteur dont la partie
centrale est montée oscillante sur un axe solidaire du bâti et parallèle au
plan d'assemblage. L'une des extrémités dudit culbuteur est aménagée
pour porter l'outil en creux ou autre; l'autre extrémité est aménagée pour
être en contact avec une came qui est associée à la mâchoire mobile qui
porte l'outil de compression ou autre, laquelle came comprend un profil
qui procure soit un basculement du culbuteur de façon à déplacer ledit
outil en creux par rapport audit plan d'assemblage, soit un maintien en
position stationnaire dudit culbuteur au moins pendant la phase de
compression et/ou de déformation, en plaçant ledit outil dans le plan
d'assemblage, laquelle autre extrémité est maintenue en contact avec
ladite came au moyen d'un organe élastique dont la force est choisie de
façon à réaliser le cas échéant, le dévêtissage de la protubérance qui se
forme dans l'outil en creux, sous l'effet de l'outil de compression.
Selon un premier mode de réalisation, les pinces sont du type en C
et la mâchoire mobile, dont le mouvement est pivotant entre la position
inactive et la position active, comporte un aménagement en forme de
came au niveau de son axe d'articulation sur le bâti; cette came
comprend une portion circulaire, centrée sur ledit axe de pivotement, qui
permet de maintenir la mâchoire culbuteur en position stationnaire avec
l'outil en creux disposé dans le plan d'assemblage, et une portion en
pente qui permet de faire basculer rapidement ladite mâchoire culbuteur
en position stationnaire avec l'outil en creux disposé dans le plan
d'assemblage, et une portion en pente qui permet de faire basculer
rapidement ladite mâchoire culbuteur pour déplacer l'outil en creux d'une
position dans laquelle il est écarté dudit plan d'assemblage, à une position
qui correspond à ladite position stationnaire et inversement.
Selon un second mode de réalisation de l'invention, les pinces sont
du type en J et la mâchoire mobile, dont le mouvement est rectiligne et
perpendiculaire au plan d'assemblage, entre la position inactive et la
position acte, comporte, sur sa périphérie, une came longitudinale qui
comprend une portion rectiligne parallèle au mouvement de ladite
mâchoire mobile, pour maintenir la mâchoire culbuteur en position
stationnaire avec l'outil en creux dans le plan d'assemblage, et une
portion en pente par rapport à la précédente portion, pour faire basculer
rapidement ladite mâchoire culbuteur et déplacer l'outil en creux d'une
position dans laquelle il est écarté dudit plan d'assemblage, à une position
qui correspond à ladite position stationnaire et inversement.
Selon un autre mode de réalisation de l'invention, les pinces
d'assemblage sont du type en C avec un outil en creux associé à une
mâchoire fixe faisant corps avec le bâti. Ledit outil en creux est disposé
sur un support qui est guidé dans ladite mâchoire pour passer d'une
position écartée par rapport au plan d'assemblage, à une position active
dans ledit plan, sous l'effet d'une came manoeuvrée au moyen d'un vérin ;
cette came, guidée dans ladite mâchoire fixe et dont le mouvement est
rectiligne et perpendiculaire à celui dudit outil, comporte deux méplats
séparés par une rampe pour déplacer ledit outil d'une position à l'autre
rapidement, et le support dudit outil est soumis à un organe de rappel, par
des moyens élastiques puissants du genre rondelle Belleville.
Toujours selon l'invention, et d'une manière générale, la mâchoire
mobile des pinces, quel que soit le type de pince, est actionnée au moyen
d'un vérin hydraulique, pneumatique ou électrique, lequel vérin est
solidaire de la structure ou du bâti desdites pinces.
Toujours selon l'invention, dans le cas de pinces comportant un
vérin actionneur pour déplacer l'outil en creux, ce vérin actionneur est
alimenté par un distributeur approprié servant à l'alimentation du vérin
principal qui manoeuvre la mâchoire mobile.
Selon une autre disposition de l'invention, les pinces peuvent
comporter, en lieu et place des outils d'assemblage associés aux
mâchoires, des mors de bridage qui permettent d'effectuer des opérations
de serrage et de bridage.
L'invention sera encore détaillée à l'aide de la description suivante
et des dessins annexés, donnés à titre indicatif, et dans lesquels :
- les figures 1 à 5 illustrent différents modes d'assemblage de produits
métallurgiques plats ;
- la figure 6 représente schématiquement, une opération d'assemblage du
type clinchage, au moyen des pinces selon l'invention ;
- la figure 7 représente des pinces du type en C en configuration active
d'assemblage ;
- la figure 8 représente les mâchoires des pinces de la figure 7 en position
inactive ;
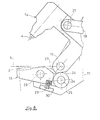
- la figure 9 représente des pinces du type en J en position active
d'assemblage ;
- la figure 10 représente les mâchoires des pinces de la figure 9, en
position inactive ;
- la figure 11 représente un autre mode de réalisation des pinces du type
en C, en position active.
Les figures 1 et 2 représentent deux types d'assemblage de feuilles
métalliques 1 de même épaisseur par exemple, par la technique
dénommée clinchage.
Cette technique consiste en une compression et/ou déformation des
matériaux entre un poinçon et une matrice sous un effort important. Le
point d'assemblage se présente sous la forme d'une protubérance 2 qui
s'étend sous le plan d'assemblage. L'aspect de cette protubérance
dépend de la forme de la matrice et de celle du poinçon.
La figure 3 représente un autre mode d'assemblage de feuilles
métalliques 1 utilisant un rivet R du type rivet auto-poinçonneur, avec
déformation des produits à assembler.
La figure 4 représente un assemblage de feuilles au moyen d'un
rivet R' qui est façonné au moyen d'outils classiques, rivoir et tas.
La figure 5 représente un autre type de rivet R" qui est façonné au
moyen d'outils appropriés, rivoir et bouterolle.
D'autres formes d'assemblage sont réalisables au moyen des
pinces décrites ci-après, comme par exemple l'assemblage par soudure
par points.
La figure 6 représente, de façon schématique, une opération de
clinchage au moyen des pinces décrites plus loin en relation avec les
figures 7 à 11.
Ces opérations de clinchage, d'une manière générale, sont
notamment décrites dans le document EP-A-0 215 449.
Cette opération de clinchage permet d'assembler deux feuilles 1 ou
feuillards métalliques, en réalisant une déformation locale avec création
d'une protubérance 2, au moyen d'une matrice 3 et d'un poinçon 4. Les
deux feuilles 1 sont positionnées dans un plan d'assemblage 5 qui
correspond par exemple à la surface inférieure de la feuille inférieure 1,
lequel plan d'assemblage correspond à la partie supérieure 6 de la
matrice 3.
Au départ de l'opération d'assemblage, comme représenté sur la
partie gauche de la figure 6, phase A, la matrice 3 est écartée par rapport
au plan d'assemblage 5 d'une hauteur qui correspond au moins à celle de
la protubérance 2 qui apparaítra après ladite opération.
Dans une opération normale de clinchage, c'est le poinçon 4 qui se
déplace vers les produits à assembler.
Les pinces selon l'invention comportent des moyens qui permettent
d'écarter la matrice 3 par rapport au plan d'assemblage 5, et de l'amener
au niveau dudit plan dès que commence l'opération de clinchage, c'est-à-dire
dès que le poinçon 4 est manoeuvré pour s'approcher des produits à
assembler.
Cette phase correspond à la phase repérée B sur la figure 6. La
matrice 3 est positionnée dans le plan d'assemblage 5 sous les feuilles à
assembler, formant une sorte d'enclume. Le poinçon 4 se rapproche
desdites feuilles à une vitesse appropriée jusqu'au moment où, à la phase
F, il entraíne localement la matière des feuilles 1 dans la cavité 7 de la
matrice 3. En fin de course, phase G, le poinçon 4 a formé la
protubérance 2 dans la cavité 7 de la matrice 3 et amorce son mouvement
de dévêtissage jusqu'à sa position repos A où la matrice 3 a également
été écartée du plan d'assemblage 5 pour dévêtir la protubérance 2.
Les figures 7 à 11 montrent plusieurs modes de réalisation de
pinces permettant de mener une opération de clinchage selon le cycle
représenté figure 6.
Les pinces représentées figure 7, du type en C, comportent une
structure, ou bâti 11 porté par une machine ou un robot manipulateur 12.
Ces pinces comportent une mâchoire 13 équipée de la matrice 3 et une
mâchoire 14 équipée du poinçon 4.
La mâchoire 14 comporte à l'une de ses extrémités, le poinçon 4
qui est positionné perpendiculairement au plan d'assemblage 5, et elle
comporte à son autre extrémité, un axe d'articulation 15 disposé par
exemple dans ledit plan 5, lequel axe d'articulation 15 est porté par le bâti
11. La mâchoire 14 est manoeuvrée au moyen d'un vérin 16 monté sur le
bâti 11, et dont l'axe 17 est parallèle au plan d'assemblage 5. Une
biellette 18 assure la liaison entre l'axe 19 disposé à l'extrémité de la tige
20 du vérin 16 et un axe 21 disposé sur le dos de la mâchoire 14.
La mâchoire 13 se présente sous la forme d'un culbuteur; elle est
articulée et oscille sur un axe 23 qui est solidaire du bâti 11. Cet axe 23
est parallèle à l'axe 15 et il se situe entre le poinçon 4 et ledit axe 15.
Cette mâchoire 13 comporte à l'une de ses extrémités la matrice 3
et à son autre extrémité, sous l'axe 15, par exemple, un galet 24 qui est
monté sur un axe 25 solidaire de ladite mâchoire. Ce galet 24 est en
contact externe avec le contour de la mâchoire 14, lequel contour, qui
enveloppe l'axe 15 de pivotement, est aménagé en forme de came avec
un profil qui permet d'écarter la matrice 3 du plan 5 ou de la maintenir
dans ledit plan.
Le mouvement de la mâchoire 13 est combiné ou synchronisé avec
le mouvement de la mâchoire 14. En fait, c'est le mouvement de la
mâchoire 14 qui commande le mouvement et la position de la mâchoire
13.
La came aménagée sur la mâchoire 14, autour de l'axe 15, figure
8, comporte un secteur 26 qui est par exemple constitué d'une surface
plane ou en creux. Ce secteur forme en quelque sorte une pente qui
permet de provoquer un mouvement du galet 24 et par voie de
conséquence de la mâchoire 13 et de sa matrice 3 par rapport au plan
d'assemblage 5, lorsque la mâchoire 14 et son poinçon 4 sont ramenés
en position inactive comme représenté en traits mixtes fins sur la figure 7.
La forme de ce secteur 26 peut être concave ou autre ; ce secteur permet
en fait de déclencher un mouvement rapide de la mâchoire-culbuteur 13
en fin de course retour de la mâchoire mobile 14, en la faisant basculer
autour de son axe 23.
Cette came aménagée directement sur la mâchoire mobile 14,
comporte une seconde portion 27 en forme d'arc cylindrique, centré sur
l'axe 15, qui permet de maintenir la mâchoire 13 et sa matrice 3 dans une
position fixe stationnaire, pendant la course de la mâchoire 14 et du
poinçon 4 et notamment, pendant l'opération proprement dite de
compression et de déformation des métaux.
La mâchoire 13 est maintenue en contact avec la came de la
mâchoire 14 et bascule au moyen d'un organe élastique constitué d'un
ressort hélicoïdal 29 qui prend appui sur une traverse 30 solidaire du bâti,
disposée sous ladite mâchoire, entre l'axe 23 et le galet 24.
Ce ressort 29 permet également d'écarter la mâchoire 13 et sa
matrice 3 du plan d'assemblage 5 afin de dévêtir la protubérance
façonnée par le poinçon 4 dans la matrice 3. Sa raideur est choisie en
fonction de l'effort nécessaire au dévêtissage.
Le système de mâchoires 13, 14 s'apparente à un système de
détente pour la mâchoire 14 et de gâchette pour la mâchoire 13. La
mâchoire 13 s'écarte brusquement du plan d'assemblage 5 en fin de
course retour de la mâchoire 14 et elle reprend tout aussi rapidement sa
position stationnaire dans le plan d'assemblage 5 dès l'amorce du
mouvement aller de la mâchoire 14.
La mâchoire 13 est maintenue stationnaire par le profil 27 de la
came aménagée sur la mâchoire 14, pendant pratiquement toute la
course aller et retour de la mâchoire 14.
Ce même mouvement se retrouve dans le second mode de
réalisation représenté figure 9 où les repères ont été conservés pour la
majeure partie des éléments.
Alors que dans le cas de la figure 7, le plan d'assemblage 5 est
parallèle à l'axe 17 de déplacement du vérin 16, dans le cas de la figure 9,
ledit plan d'assemblage est perpendiculaire à cet axe 17. Ce plan
d'assemblage passe par exemple par l'axe 15 de la mâchoire 14, figure 7,
alors qu'il passe par l'axe 23 de la mâchoire 33, figure 9.
Dans la variante de réalisation de la figure 9, les pinces sont du
type dit en J. La mâchoire 33 comporte la matrice 3, laquelle matrice est
positionnée et centrée sur l'axe 17 du vérin 16.
La mâchoire 34 qui porte le poinçon 4 est disposée dans le
prolongement de la tige 20 du vérin 16. La mâchoire 34 est guidée
longitudinalement dans un fourreau 35 qui fait partie de la structure ou
bâti 11 des pinces. La mâchoire 34, en forme de piston, est également
aménagée sous forme de came ou de détente pour piloter le mouvement
de la mâchoire 33 qui se comporte comme une gâchette.
La mâchoire 33 se présente aussi sous la forme d'un culbuteur
articulé sur l'axe 23 qui est porté par le bâti 11. Un ressort 29 assure
comme précédemment, le rappel de la mâchoire-culbuteur 33 et permet le
dévêtissage de la protubérance selon le type d'assemblage.
Figures 9 et 10, la mâchoire 34 comporte un évidement 36, en
creux par exemple, dans lequel vient se loger le galet 24 de la mâchoire
33 lorsque ladite mâchoire 34 est en position rétractée, inactive. Elle
comporte également une portion rectiligne 37 qui permet de maintenir la
mâchoire 33 en position fixe, stationnaire, avec la matrice 3 positionnée
dans le plan d'assemblage 5, lorsque le poinçon 4 est poussé vers ledit
plan d'assemblage 5, contre ladite matrice 3.
L'évidement 36 et la portion rectiligne 37 sont en fait aménagés
sur le corps 38 de la mâchoire 34, lequel corps est guidé dans le fourreau
35 du bâti 11, par l'intermédiaire de douilles de guidage 39.
La figure 10 représente les mâchoires en position inactive après le
recul de la tige 20 du vérin 16. Le corps 38 de la mâchoire est associé à
l'extrémité de la tige du vérin par un assemblage 40 du type en Té par
exemple. Ce corps 38 est de section carrée ou cylindrique avec un méplat
pour former la portion rectiligne 37, et un évidement concave 36 pour
permettre le basculement de la mâchoire 33.
Dans cette position inactive, le galet 24 de la mâchoire-culbuteur
33 est situé dans l'évidement 36, pressé dans cet évidement grâce au
ressort 29 qui est interposé entre la traverse 30 du bâti 11 et la branche
de la mâchoire 33 qui porte ledit galet 24. Ce ressort 29 assure également
le dégagement de la matrice 3 par rapport à la protubérance, et son
écartement du plan d'assemblage 5.
La figure 11 représente une autre variante de réalisation pour un
modèle de pinces en C.
Ce mode de réalisation s'apparente à celui de la figure 7. La
variante porte essentiellement sur le fait que la mâchoire 43 est fixe,
faisant partie de la structure ou bâti 11 des pinces. C'est le support 42 de
la matrice 3 qui est mobile, guidé dans la mâchoire 43 selon un axe 44
perpendiculaire au plan d'assemblage 5.
La matrice 3 est mobile par l'intermédiaire de son support 42 sous
l'effet d'une came 45 du type à déplacement rectiligne,
perpendiculairement à l'axe 44. Cette came est guidée dans la mâchoire
43, sous la matrice 3 et elle comporte une première surface 46 qui permet
au support 42 de ladite matrice 3 de s'écarter du plan d'assemblage 5 et
une surface 47 qui permet de positionner ce même support 42 dans le
plan d'assemblage 5. Les deux surfaces ou méplats 46, 47 sont séparés
par une rampe 48 dont la pente est de l'ordre de 30°.
La came 45 correspond en fait à la tige d'un vérin 50 aménagé par
exemple directement dans la mâchoire 43. Le piston 51 du vérin 50 est
solidaire de la came 45. Ce piston 51 est d'un côté soumis à l'action du
fluide actionneur et, de l'autre côté, soumis à l'action d'un organe
élastique du genre ressort hélicoïdal 52 qui tend à le ramener en position
inactive, laquelle position inactive correspond à la position retrait de la
matrice 3 c'est-à-dire à une position où cette matrice 3 est écartée du plan
d'assemblage 5.
Le ressort 52 est interposé entre le piston 51 et un appui aménagé
dans la mâchoire 43.
La matrice 3 s'écarte automatiquement du plan d'assemblage sous
l'effet d'organes élastiques en forme de rondelles Belleville 53 qui sont
interposées entre un appui aménagé dans la mâchoire 43 et une tête
aménagée à l'extrémité du support 42 de ladite matrice 3. Ces organes
élastiques 53 permettent aussi de réaliser le dévêtissage de la
protubérance 2.
La mâchoire mobile 14 est actionnée au moyen du vérin 16. Le
dispositif de commande de ce vérin 16 comporte des moyens qui
permettent d'actionner dans un premier temps, le vérin 50 et sa tige sous
forme de came 45, pour placer la matrice 3 en position stationnaire au
moins pendant le temps de façonnage et de réalisation de l'assemblage.
Les outils d'assemblage peuvent également être remplacés selon
les nécessités par des mors qui permettent de réaliser des opérations de
bridage de pièces.