EP0798820A2 - Base, in particular screw type lamp socket base, manufacturing process of such a base and apparatus for this manufacturing process - Google Patents
Base, in particular screw type lamp socket base, manufacturing process of such a base and apparatus for this manufacturing process Download PDFInfo
- Publication number
- EP0798820A2 EP0798820A2 EP97103085A EP97103085A EP0798820A2 EP 0798820 A2 EP0798820 A2 EP 0798820A2 EP 97103085 A EP97103085 A EP 97103085A EP 97103085 A EP97103085 A EP 97103085A EP 0798820 A2 EP0798820 A2 EP 0798820A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- joining
- webs
- shells
- zones
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/18—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing bases or cases for contact members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R33/00—Coupling devices specially adapted for supporting apparatus and having one part acting as a holder providing support and electrical connection via a counterpart which is structurally associated with the apparatus, e.g. lamp holders; Separate parts thereof
- H01R33/05—Two-pole devices
- H01R33/22—Two-pole devices for screw type base, e.g. for lamp
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/502—Bases; Cases composed of different pieces
- H01R13/504—Bases; Cases composed of different pieces different pieces being moulded, cemented, welded, e.g. ultrasonic, or swaged together
Definitions
- the invention relates to a housing, in particular a socket housing for incandescent lamps with a screw base with the features from the preamble of claim 1.
- the invention further relates to a method for producing such a housing and devices for carrying out the method.
- a socket housing for a lamp with the features from the preamble of claim 1 is described in EP 0 612 122 A2.
- the invention has for its object to provide a housing in which the half-shells to be connected are designed so that ultrasonic welding is practically possible and to provide a method by which this ultrasonic welding can be carried out in a simple and permanent manner. Furthermore, devices for carrying out the method should be created.
- a method for producing the housing according to the invention is the subject of claim 23. Further developments of the method are described in claims 24 and 25.
- Semi-crystalline thermoplastics eg PBTP, PETP or PA 6.6
- PBTP, PETP or PA 6.6 Semi-crystalline thermoplastics
- PA 6.6 Semi-crystalline thermoplastics
- Such semi-crystalline thermoplastics can only be welded in the far field with restrictions.
- the basic idea of the invention is to arrange the joining surfaces on the two half-shells that compose the housing in such a way that the ultrasound energy can be supplied, which ensures welding in the near field. Furthermore, stop surfaces interacting on the two half-shells are arranged outside of the joining zones, which abut against one another when the housing is assembled before welding and ensure that the half-shells are fixed in the position in which they are to be welded to one another. A rapid and permanent ultrasonic welding of the half shells that make up the housing can thus be achieved in a simple, easily automatable process. To carry out this method, the invention provides a number of simply constructed devices.
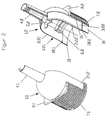
- FIG. 1 to 4 show a lamp holder housing for a lamp, as it can be used for example for pendant lamps.
- the housing which consists of a partially crystalline thermoplastic, is essentially axially symmetrical with respect to the housing axis S and is composed of two half-shells 1.1 and 1.2, which are designed such that the housing in its in Fig 1 and 2 lower section is designed as an open hollow cylinder, the base of a lamp being insertable through the open end of the hollow cylinder in the finished state of the housing.
- the two half-shells 1.1 and 1.2 are designed so that the parting plane between the half-shells, that is, the plane in which the mutually opposite edge sections of the two half-shells lie in the assembled state, is an axial longitudinal plane in which the housing axis S lies.
- the two half-shells 1.1 and 1.2 have, in a manner known per se, parts 4.1 and 4.2, which complement one another when assembled to form an insertion grommet for a supply cable, and parts 5.1 and 5.2, which complement one another for holding devices for a contact carrier 14, parts 6.1 and 6.2 which complement each other to form a lamp support thread, parts 7.1 and 7.2 which complement each other to an external thread and parts 8.1 and 8.2 which complement each other to form an outer flange with stops for a lampshade.
- Flat webs 2.11, 2.12 and 2.21, 2.22 are arranged on the edges of the half-shells which are opposite one another when the two half-shells 1.1 and 1.2 are attached. When the two half-shells are put together, these webs get into an overlapping mutual position, so that, for example, webs 2.11 and 2.12 are on the outside and webs 2.21 and 2.22 are on the inside of the housing. At least the sections of the webs lying in the cylindrical section of the housing are to be welded to one another in a predetermined length during the subsequent ultrasonic welding.
- the surfaces to be welded to one another on the webs are referred to as "joining surfaces" and the area in which the joining surfaces lie opposite one another is referred to as the "joining zone”.
- stop surfaces are arranged outside the joining zones, which run parallel to the parting plane and perpendicular to the joining surfaces and in the assembled state of the housing abut each other.
- stop faces are given in the half-shell 1.1 by the end faces 15 of the webs 2.11 and 2.12, which in the assembled state rest against stop faces which are given by the end faces 16 on the edges of the external thread section 7.2.
- the lamp support thread in the area of the overlapping parts is composed of parts 6.1 and 6.2, which are formed from parts integrally connected to the housing, projecting inwards and extending at an angle to the circumferential direction the webs 2.11, 2.12 or 2.21, 2.22 interrupted.
- parts 7.1 and 7.2, which complement the external thread, and parts 8.1 and 8.2, which complement the external flange, are interrupted in the area of the webs.
- the contact carrier 14 (see FIG.
- 1 to 4 are arranged on the inside of the projections 2.11 and 2.12 joining surfaces 3.11 and 3.12 and on the outside of the projections 2.21 and 2.22 joining surfaces 3.21 and 3.22.
- these joining surfaces run essentially perpendicular to the parting plane between the two half-shells and in their longitudinal direction parallel to the axial direction S of the housing.
- the joining zones which are each formed from the joining surface pairs 3.11 and 3.21 or 3.12 and 3.22, are arranged on the half-shells symmetrically to the housing axis S.
- the joining surfaces through which the ultrasonic energy emerges during the ultrasonic welding described below in order to enter the respectively opposite joining surface are provided in a manner known per se with energy direction sensors which are rib-like with an essentially triangular cross section.
- the energy direction indicators 9 are each located on the joining surfaces 3.11 and 3.12 (see FIGS. 3A and 4A).
- the energy direction sensors 9 run transversely to the longitudinal direction of the joining surfaces and perpendicular to the parting plane.
- the width of the webs is greater than or equal to 1/6 of the housing diameter and the thickness of the webs is less than 1/5 of their width. It is also advantageous if the dimensions of the webs are selected and the webs are designed to be elastic in such a way that the half-shells 1.1 and 1.2 are pressed together after assembly and before welding.
- the webs 2.11 and 2.12 or 2.21 and 2.22 are essentially flat, so that the mutually opposite joining surfaces and the surfaces to which sonotrodes or anvil parts are attached are flat surfaces. It has now been found that it is favorable and desirable if in a section of predetermined axial length adjoining the opening edge of the socket housing, the inner and outer side surfaces of the webs are cylindrical surface sections. With this configuration, the distance between the opening edge and a screwed-in incandescent lamp can be kept at a uniformly low value over the circumference. The distance must not exceed a predetermined value in order not to impair the protection against contact when inserting an incandescent lamp.
- this distance must not be less than another predetermined value, because otherwise there is a risk that the socket rim will damage the glass bulb of an incandescent lamp when unscrewing it.
- this is solved in such a way that the webs 2.11 and 2.12 on the half-shell 1.1 have a cylindrical surface section 17 and the webs 2.21 and 2.22 on the half-shell 1.2 have a cylindrical surface section 18, each of which begins at the housing opening and extends over a predetermined part of the Bridge length extends.
- each cylinder surface section 17 and 18 merges at a predetermined point 17.1 or 18.1 into a flat section on which the actual joining surfaces 3.11, 3.12 or 3.21, 3.22 are arranged.
- the two half-shells 1.1 and 1.2 are not welded to one another in the area of the cylindrical surface sections 17 and 18.
- the cylindrical surface sections 17 are also provided with the energy direction sensors 9 shown in FIGS. 1 and 1A and arranged on the joining surfaces 3.11 and 3.12.
- the external thread section 7.1 can be guided in the region of the cylindrical surface section 17 up to the edge of the webs 2.11 or 2.12.
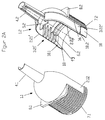
- FIGS. 1 to 4 shows a variant of the embodiment of a lamp housing according to FIGS. 1 to 4, which differs from the embodiment described above only in that in the case of a half shell 1.2 instead of the webs 2.21 or 2.22, wall sections 2.21 'or 2.22 'occur, each consisting of a web, on the outside of which the joining surface 3.21' or 3.22 'is arranged, while on the side facing away from the joining surface there are radial ribs 19 running perpendicular to the parting plane.
- the other half-shell 1.1 is formed in this embodiment, as shown in FIGS. 1 and 1A.
- the wall sections 2.21 'and 2.22' are accordingly overlapped by the webs 2.11 and 2.12 in such a way that the joining surfaces 3.11 and 3.21 'and 3.12 and 3.22' lie opposite one another. Since the embodiment according to FIG. 2A corresponds in its remaining features to the embodiment according to FIGS. 1, 1A and 2, these parts have the same reference numerals as in this embodiment and will not be described again.
- FIG. 5 to 8 show a first device with a mounting block 10, in which an insert 10.1 is inserted, which is designed to receive the supply end of a socket housing 1, which is composed in the manner already described from two half-shells in a light press fit and in The illustrated embodiment is inserted from above in the direction of arrow A1 into the mounting block 10 in such a way that the inlet grommet 4 engages in the insert 10.1 and the open end of the housing 1 is directed axially upward.
- the joining zones between the two half-shells are designated by reference number 3.
- the device also has two anvil parts 11 and 12 which are symmetrically opposite one another with respect to the direction of the housing axis S and can be moved towards one another in the radial direction. As can be seen from FIG.
- the housing 1 inserted into the mounting block 10 lies between the two anvil parts 11 and 12, which can be moved towards one another in the directions R1.
- a sonotrode 13 of an ultrasound welding device which is otherwise not shown, and which can be inserted into the interior of the housing through the open end of the housing 1 in the axial direction A2.
- the sonotrode 13 is designed such that it lies against the inside of the housing in the region of the joining zones 3, which is ensured in the exemplary embodiment shown that the sonotrode 13 in the radial directions in which the joining zones 3 of the housing 1 are arranged, has an outer diameter which is essentially corresponds to the inside diameter of the housing 1.
- the ultrasonic welding process can be initiated.
- the vibration amplitude is in the direction of US1 and the ultrasonic energy is conducted directly into the joining zones 3 in the near field.
- the mutually opposite joining zones 3 can thus be welded together at the same time.
- the device has a mounting block 20 with an insert 20.1, which is adapted to the supply side of the housing 1.
- the housing 1 in turn consists of two half-shells assembled in a light press fit as described above and is inserted in the axial direction A3 in the mounting block 20 so that the feed grommet 4 is received by the insert part 20.1.
- an anvil part 23 is then lowered from above in the axial direction A4 and, as can be seen from FIG. 11, inserted into the interior of the housing.
- This anvil part 23 lies in the radial directions in which the joining zones 3 of the housing lie, to the inside wall of the housing.
- the anvil part 23 has an outer diameter in the radial direction in which the joining zones 3 are arranged, which essentially corresponds to the inner diameter of the housing 1.
- the device furthermore has two sonotrodes 21 and 22 which are arranged symmetrically opposite one another with respect to the direction of the housing axis S and can be moved towards one another in the radial direction R2 and which, as can be seen from FIG. lay on the outside of the housing 1.
- the ultrasonic welding process is initiated.
- the vibration amplitudes are in the direction of US2 and US3.
- the ultrasonic energy arrives directly in the joining zones 3, so that near-field welding is also ensured here and the two joining zones can be welded simultaneously.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
Die Erfindung betrifft ein Gehäuse, insbesondere ein Fassungsgehäuse für Glühlampen mit Schraubsockel mit den Merkmalen aus dem Oberbegriff des Patentanspruchs 1. Die Erfindung betrifft weiterhin ein Verfahren zur Herstellung eines derartigen Gehäuses, sowie Vorrichtungen zur Durchführung des Verfahrens.The invention relates to a housing, in particular a socket housing for incandescent lamps with a screw base with the features from the preamble of
Ein Fassungsgehäuse für eine Leuchte mit den Merkmalen aus dem Oberbegriff des Patentanspruchs 1 ist in EP 0 612 122 A2 beschrieben.A socket housing for a lamp with the features from the preamble of
Bei diesem bekannten Gehäuse wird zur Verbindung der Halbschalen miteinander bereits eine Ultraschallverschweißung vorgeschlagen, ohne daß genauere Angaben darüber gemacht werden, welche Merkmale das Gehäuse und das Verfahren zu seiner Herstellung aufweisen müssen, damit eine Ultraschallverschweißung praktisch durchführbar ist.In this known housing, an ultrasonic welding is already proposed for connecting the half-shells to one another, without more precise information be made about which features the housing and the method for its production must have, so that ultrasonic welding can be carried out practically.
Der Erfindung liegt die Aufgabe zugrunde, ein Gehäuse zu schaffen, bei dem die miteinander zu verbindenden Halbschalen so ausgebildet sind, daß eine Ultraschallverschweißung praktisch möglich ist und ein Verfahren anzugeben, nach dem diese Ultraschallverschweißung in einfacher und dauerhafter Weise durchgeführt werden kann. Weiterhin sollten Vorrichtungen zur Durchführung des Verfahrens geschaffen werden.The invention has for its object to provide a housing in which the half-shells to be connected are designed so that ultrasonic welding is practically possible and to provide a method by which this ultrasonic welding can be carried out in a simple and permanent manner. Furthermore, devices for carrying out the method should be created.
Die Lösung dieser Aufgabe erfolgt im Hinblick auf das Gehäuse mit den Merkmalen aus dem kennzeichnenden Teil des Patentanspruchs 1. Vorteilhafte Weiterbildungen des Gehäuses sind in den abhängigen Ansprüchen 2 bis 22 beschrieben.This object is achieved with regard to the housing with the features from the characterizing part of
Ein Verfahren zur Herstellung des erfindungsgemäßen Gehäuses ist Gegenstand des Anspruchs 23. Weiterbildungen des Verfahrens sind in den Ansprüchen 24 und 25 beschrieben.A method for producing the housing according to the invention is the subject of
Vorrichtungen zur Durchführung des Verfahrens sind Gegenstand der Ansprüche 26 und 28, wobei Weiterbildungen dieser Vorrichtungen in den abhängigen Ansprüchen 27 sowie 29 bis 32 beschrieben werden.Devices for carrying out the method are the subject of claims 26 and 28, further developments of these devices being described in dependent claims 27 and 29 to 32.
Aus dem eingangs genannten Dokument ist es bekannt, an den Rändern der miteinander zu verbindenden Halbschalen Stege vorzusehen, die nach Art einer Nut-Federverbindung ineinander eingreifen und mittels einer Ultraschallschweißung miteinander verbunden werden sollen. Ein bei einer Ultraschallschweißung auftretendes Problem besteht darin, die Ultraschallenergie möglichst verlustfrei in die Fügezonen der miteinander zu verbindenden Bauteile, also den Bereich, in welchem einander unmittelbar gegenüberliegende Fügeflächen angeordnet sind, einzuleiten. Wenn der Aufsetzpunkt der Sonotrode relativ dicht an der Fügezone liegt, wird von einer Nahfeldverschweißung gesprochen. Aus Gründen der Haltbarkeit der Schweißstellen wird im allgemeinen eine Nahfeldverschweißung empfohlen, zumal manche Kunststoffe überhaupt nur im Nahfeld verschweißbar sind. Insbesondere für Fassungsgehäuse für Glühlampen werden üblicherweise teilkristalline Thermoplaste (z.B. PBTP, PETP oder PA 6.6) verwendet, da die meisten amorphen Thermoplaste den an Fassungsgehäusen für Glühlampen auftretenden hohen Temperaturen nicht standhalten. Derartige teilkristalline Thermoplaste sind jedoch im Fernfeld nur mit Einschränkungen schweißbar. Zur Erzielung einer hohen und gleichbleibenden Qualität der Schweißnaht bei der Verscheißung von teilkristallinen Thermoplasten ist es notwendig, die Fügeflächen derart zu gestalten, daß die Schweißnaht im Nahfeld liegt. Bei einer Ultraschallverschweißung eines aus zwei Halbschalen zusammengesetzten Gehäuses einer Schraubfassung, wie in dem eingangs zitierten Dokument beschrieben, ist es wegen des relativ geschlossenen Aufbaus des Gesamtgehäuses schwierig, eine Verschweißung im Nahfeld zu erreichen. Setzt man beispielsweise eine Sonotrode an einer Stelle an der Außenseite des Gehäuses an und ein die Ultraschallenergie aufnehmendes Amboßteil an einer anderen Stelle der Außenseite, so ist leicht zu erkennen, daß eine Verschweißung im Nahfeld nicht möglich ist.From the document mentioned at the beginning it is known Provide at the edges of the half-shells to be connected to one another, which engage in the manner of a tongue and groove connection and are to be connected to one another by means of ultrasonic welding. One problem that occurs with ultrasonic welding is to introduce the ultrasonic energy as losslessly as possible into the joining zones of the components to be connected to one another, that is to say the area in which directly opposite joining surfaces are arranged. If the contact point of the sonotrode is relatively close to the joining zone, this is referred to as near-field welding. For reasons of the durability of the welds, near-field welding is generally recommended, especially since some plastics can only be welded in the near field. Semi-crystalline thermoplastics (eg PBTP, PETP or PA 6.6) are usually used, in particular, for socket housings for incandescent lamps, since most amorphous thermoplastics cannot withstand the high temperatures which occur on socket housings for incandescent lamps. Such semi-crystalline thermoplastics can only be welded in the far field with restrictions. In order to achieve a high and constant quality of the weld seam when partially crystalline thermoplastics are being welded, it is necessary to design the joining surfaces in such a way that the weld seam lies in the near field. In the case of ultrasonic welding, one composed of two half-shells Housing of a screw socket, as described in the document cited at the outset, it is difficult to achieve welding in the near field because of the relatively closed structure of the entire housing. If, for example, a sonotrode is placed at one point on the outside of the housing and an anvil part that absorbs the ultrasound energy at another point on the outside, it is easy to see that welding in the near field is not possible.
Der Grundgedanke der Erfindung besteht darin, die Fügeflächen an den beiden das Gehäuse zusammensetzenden Halbschalen so anzuordnen, daß eine Zuführung der Ultraschallenergie möglich wird, die eine Verschweißung im Nahfeld sicherstellt. Weiterhin sind außerhalb der Fügezonen an den beiden Halbschalen zusammenwirkende Anschlagflächen angeordnet, die sich beim Zusammensetzen des Gehäuses vor der Verschweißung aneinander anlegen und eine Fixierung der Halbschalen in der Lage, in der sie miteinander verschweißt werden sollen, sicherstellen. Es kann somit in einem einfachen, leicht automatisierbaren Verfahren eine rasche und dauerhafte Ultraschallverschweißung der das Gehäuse aufbauenden Halbschalen erreicht werden. Zur Durchführung dieses Verfahrens gibt die Erfindung einige einfach aufgebaute Vorrichtungen an.The basic idea of the invention is to arrange the joining surfaces on the two half-shells that compose the housing in such a way that the ultrasound energy can be supplied, which ensures welding in the near field. Furthermore, stop surfaces interacting on the two half-shells are arranged outside of the joining zones, which abut against one another when the housing is assembled before welding and ensure that the half-shells are fixed in the position in which they are to be welded to one another. A rapid and permanent ultrasonic welding of the half shells that make up the housing can thus be achieved in a simple, easily automatable process. To carry out this method, the invention provides a number of simply constructed devices.
Im folgenden werden anhand der beigefügten Zeichnungen Ausführungsbeispiele für das erfindungsgemäße Gehäuse, das Verfahren zu seiner Herstellung und einige Vorrichtungen zur Durchführung des Verfahrens näher beschrieben.
- Fig. 1 zeigt in einer perspektivischen Explosionsdarstellung ein aus zwei Halbschalen zusammengesetztes Fassungsgehäuse für eine Leuchte;
- Fig. 1A zeigt eine der Halbschalen nach Fig. 1 aus einer anderen Perspektive;
- Fig. 2 zeigt in einer analogen Explosionsdarstellung aus einer anderen Richtung das Gehäuse nach Fig. 1;
- Fig. 2A zeigt in einer Darstellung analog Fig. 2 eine Variante der Ausführungsform nach Fig. 1 und 2;
- Fig. 3 zeigt eine Halbschale des Gehäuses nach den Fig. 1 und 2 in einer perspektivischen Darstellung aus einer anderen Richtung;
- Fig. 3A zeigt in vergrößerter Darstellung den Bereich III in Fig. 3;
- Fig. 4 zeigt die Halbschale nach Fig. 3 aus einer anderen Richtung;
- Fig. 4A zeigt in vergrößerter Darstellung den Bereich IV in Fig. 4;
- Fig. 5 zeigt im Schnitt eine erste Vorrichtung zur Ultraschallverschweißung eines Gehäuses nach den Fig. 1 bis 4 im Zustand vor dem Einsetzen des Gehäuses;
- Fig. 6 zeigt in einer Darstellung analog Fig. 5 die Vorrichtung mit eingesetztem Gehäuse im Zustand vor dem Ansetzen der Amboßteile;
- Fig. 7 zeigt in einer Darstellung analog Fig. 5 die Vorrichtung im Zustand nach dem Ansetzen der Amboßteile und vor dem Ansetzen der Sonotrode;
- Fig. 8 zeigt die Vorrichtung nach Fig. 5 im Zustand nach dem Ansetzen der Sonotrode;
- Fig. 9 zeigt in einer Darstellung analog Fig. 5 eine zweite Vorrichtung zum Ultraschallverschweißen eines Gehäuses nach den Fig. 1 bis 4 im Zustand vor dem Einsetzen des Gehäuses;
- Fig. 10 zeigt die Vorrichtung nach Fig. 9 im Zustand nach dem Einsetzen des Gehäuses und vor dem Einführen eines Amboßteiles;
- Fig. 11 zeigt die Vorrichtung nach Fig. 9 nach dem Einführen des Amboßteils und vor dem Ansetzen der Sonotroden;
- Fig. 12 zeigt die Vorrichtung nach Fig. 9 im Zustand nach dem Ansetzen der Sonotroden.
- Fig. 1 shows a perspective exploded view of a socket housing composed of two half-shells for a lamp;
- FIG. 1A shows one of the half-shells according to FIG. 1 from a different perspective;
- FIG. 2 shows the housing according to FIG. 1 in an analog exploded view from another direction;
- 2A shows in a representation analogous to FIG. 2 a variant of the embodiment according to FIGS. 1 and 2;
- Fig. 3 shows a half-shell of the housing according to Figures 1 and 2 in a perspective view from another direction.
- FIG. 3A shows the region III in FIG. 3 in an enlarged representation;
- FIG. 4 shows the half-shell according to FIG. 3 from another direction;
- FIG. 4A shows the region IV in FIG. 4 on an enlarged scale;
- 5 shows in section a first device for ultrasonic welding of a housing according to FIGS. 1 to 4 in the state before the housing is inserted;
- FIG. 6 shows a representation analogous to FIG. 5, the device with the housing inserted in the state before the anvil parts are attached;
- FIG. 7 shows in a representation analogous to FIG. 5 the device in the state after the anvil parts have been attached and before the sonotrode has been attached;
- FIG. 8 shows the device according to FIG. 5 in the state after the sonotrode has been attached;
- 9 shows, in a representation analogous to FIG. 5, a second device for ultrasonically welding a housing according to FIGS. 1 to 4 in the state before the housing is inserted;
- FIG. 10 shows the device according to FIG. 9 in the state after inserting the housing and before inserting an anvil part;
- FIG. 11 shows the device according to FIG. 9 after the anvil part has been inserted and before the sonotrodes have been attached;
- FIG. 12 shows the device according to FIG. 9 in the state after the sonotrodes have been attached.
Die Fig. 1 bis 4 zeigen ein Lampenfassungsgehäuse für eine Leuchte, wie es beispielsweise für Pendelleuchten verwendet werden kann.1 to 4 show a lamp holder housing for a lamp, as it can be used for example for pendant lamps.
Wie den Zeichnungen zu entnehmen, ist das Gehäuse, das aus einem teilkristallinen thermoplastischen Kunststoff besteht, im wesentlichen axialsymmetrisch in bezug auf die Gehäuseachse S aufgebaut und ist aus zwei Halbschalen 1.1 und 1.2 zusammengesetzt, die derart ausgebildet sind, daß das Gehäuse in seinem in Fig. 1 und 2 unteren Abschnitt als offener Hohlzylinder ausgebildet ist, wobei im fertigen Zustand des Gehäuses durch das offene Ende des Hohlzylinders der Sockel einer Lampe einführbar ist. Die beiden Halbschalen 1.1 und 1.2 sind so ausgebildet, daß die Trennebene zwischen den Halbschalen, also die Ebene, in der im wesentlichen die einander gegenüberliegenden Randabschnitte der beiden Halbschalen im zusammengesetzten Zustand liegen, eine axiale Längsebene ist, in der die Gehäuseachse S liegt.As can be seen from the drawings, the housing, which consists of a partially crystalline thermoplastic, is essentially axially symmetrical with respect to the housing axis S and is composed of two half-shells 1.1 and 1.2, which are designed such that the housing in its in Fig 1 and 2 lower section is designed as an open hollow cylinder, the base of a lamp being insertable through the open end of the hollow cylinder in the finished state of the housing. The two half-shells 1.1 and 1.2 are designed so that the parting plane between the half-shells, that is, the plane in which the mutually opposite edge sections of the two half-shells lie in the assembled state, is an axial longitudinal plane in which the housing axis S lies.
Die beiden Halbschalen 1.1 und 1.2 weisen in an sich bekannter Weise Teile 4.1 und 4.2 auf, die sich beim Zusammensetzen zu einer Einführungstülle für ein Zuleitungskabel ergänzen, sowie Teile 5.1 und 5.2, die sich zu Halterungsvorrichtungen für einen Kontaktträger 14 ergänzen, Teile 6.1 und 6.2 die sich zu einem Lampentraggewinde ergänzen, Teile 7.1 und 7.2 die sich zu einem Außengewinde ergänzen und Teile 8.1 und 8.2, die sich zu einem Außenflansch mit Anschlägen für einen Leuchtenschirm ergänzen.The two half-shells 1.1 and 1.2 have, in a manner known per se, parts 4.1 and 4.2, which complement one another when assembled to form an insertion grommet for a supply cable, and parts 5.1 and 5.2, which complement one another for holding devices for a
An den beim Ansetzen der beiden Halbschalen 1.1 und 1.2 aneinander einander gegenüberliegenden Rändern der Halbschalen sind flache Stege 2.11, 2.12 bzw. 2.21, 2.22 angeordnet. Beim Zusammensetzen der beiden Halbschalen geraten diese Stege in eine sich überlappende gegenseitige Lage, so daß beispielsweise die Stege 2.11 und 2.12 an der Außenseite und die Stege 2.21 und 2.22 an der Innenseite des Gehäuses liegen. Mindestens die im zylindrischen Abschnitt des Gehäuses liegenden Abschnitte der Stege sollen beim nachfolgenden Ultraschallschweißen auf einer vorgegebenen Länge miteinander verschweißt werden. Im folgenden werden die an den Stegen angeordneten, miteinander zu verschweißenden Flächen als "Fügeflächen" bezeichnet und der Bereich, in dem die Fügeflächen einander gegenüberliegen, als "Fügezone".Flat webs 2.11, 2.12 and 2.21, 2.22 are arranged on the edges of the half-shells which are opposite one another when the two half-shells 1.1 and 1.2 are attached. When the two half-shells are put together, these webs get into an overlapping mutual position, so that, for example, webs 2.11 and 2.12 are on the outside and webs 2.21 and 2.22 are on the inside of the housing. At least the sections of the webs lying in the cylindrical section of the housing are to be welded to one another in a predetermined length during the subsequent ultrasonic welding. In the following, the surfaces to be welded to one another on the webs are referred to as "joining surfaces" and the area in which the joining surfaces lie opposite one another is referred to as the "joining zone".
Damit nach dem Zusammensetzen der beiden Halbschalen die Stege genau in der richtigen Lage zum Verschweißen liegen, sind im Bereich der Ränder der Stege jeweils außerhalb der Fügezonen miteinander zusammenwirkende Anschlagflächen angeordnet, die parallel zur Trennebene und senkrecht zu den Fügeflächen verlaufen und im zusammengesetzten Zustand des Gehäuses aneinander anliegen. Diese Anschlagflächen sind bei der Halbschale 1.1 durch die Stirnflächen 15 der Stege 2.11 und 2.12 gegeben, die im zusammengesetzten Zustand an Anschlagflächen anliegen, welche durch die Stirnflächen 16 an den Rändern des Außengewindeabschnittes 7.2 gegeben sind.So that after the assembly of the two half-shells, the webs are exactly in the correct position for welding, in the area of the edges of the webs, mutually interacting stop surfaces are arranged outside the joining zones, which run parallel to the parting plane and perpendicular to the joining surfaces and in the assembled state of the housing abut each other. These stop faces are given in the half-shell 1.1 by the end faces 15 of the webs 2.11 and 2.12, which in the assembled state rest against stop faces which are given by the end faces 16 on the edges of the external thread section 7.2.
Wichtig bei der Konstruktion des Gehäuses ist, daß die Fügezonen im Bereich der Stege außen und innen so zugänglich bleiben, daß, wie weiter unten näher erläutert, Sonotroden und Amboßteile zum Verschweißen in das Gehäuse eingeführt bzw. von außen angesetzt werden können. Wie aus den Zeichnungen zu ersehen, ist aus diesem Grunde das sich aus den Teilen 6.1 und 6.2, die aus einstückig mit dem Gehäuse verbundenen, nach innen ragenden und unter einem Steigungswinkel zur Umlaufrichtung verlaufenden Rippen gebildet sind, zusammensetzende Lampentraggewinde im Bereich der sich übergreifenden Teile der Stege 2.11, 2.12 bzw. 2.21, 2.22 unterbrochen. Ebenso sind die sich zum Außengewinde ergänzenden Teile 7.1 und 7.2 und die sich zum Außenflansch ergänzenden Teile 8.1 und 8.2 im Bereich der Stege unterbrochen. Weiterhin ist der Kontaktträger 14 (siehe Fig. 1A) derart in das Gehäuse eingesetzt, daß der Zentralkontakt 14.1 und der Seitenkontakt 14.2 in einer axialen Ebene liegen, die gegenüber der Trennebene S um 90° verdreht ist. Auf diese Weise entsteht im Innenraum des Gehäuses ein symmetrisch zur Trennebene S liegendes Raumelement, das frei von hineinragenden Teilen ist und einem Quader entspricht, dessen Länge gleich der Länge der Fügezonen in axialer Richtung, dessen Breite gleich dem radialen Abstand der beiden, jeweils innenliegenden Stege 2.21 und 2.22 ist und dessen Dicke im wesentlichen gleich der Breite der Stege ist. In dieses Raumelement kann dann, wie weiter unten erläutert, eine Sonotrode oder ein Amboßteil eingeführt werden.It is important in the construction of the housing that the joining zones in the area of the webs remain so accessible from the outside and inside that, as explained in more detail below, sonotrodes and anvil parts for welding can be inserted into the housing or attached from the outside. For this reason, as can be seen from the drawings, the lamp support thread in the area of the overlapping parts is composed of parts 6.1 and 6.2, which are formed from parts integrally connected to the housing, projecting inwards and extending at an angle to the circumferential direction the webs 2.11, 2.12 or 2.21, 2.22 interrupted. Likewise, parts 7.1 and 7.2, which complement the external thread, and parts 8.1 and 8.2, which complement the external flange, are interrupted in the area of the webs. Furthermore, the contact carrier 14 (see FIG. 1A) is inserted into the housing in such a way that the central contact 14.1 and the side contact 14.2 lie in an axial plane which is rotated by 90 ° with respect to the separating plane S. In this way, in the interior of the housing there is a space element which is symmetrical to the parting plane S and is free of protruding parts and corresponds to a cuboid whose length is equal to the length of the joining zones in the axial direction and whose width is equal to the radial distance between the two webs located on the inside 2.21 and 2.22 and the thickness of which is substantially equal to the width of the webs. As explained further below, a sonotrode or an anvil can then be inserted into this spatial element.
Bei der Fassung nach Fig. 1 bis 4 sind an der Innenseite der Vorsprünge 2.11 und 2.12 Fügeflächen 3.11 und 3.12 und an der Außenseite der Vorsprünge 2.21 und 2.22 Fügeflächen 3.21 und 3.22 angeordnet.1 to 4 are arranged on the inside of the projections 2.11 and 2.12 joining surfaces 3.11 and 3.12 and on the outside of the projections 2.21 and 2.22 joining surfaces 3.21 and 3.22.
Wie aus den Zeichnungen abzulesen, verlaufen diese Fügeflächen im wesentlichen senkrecht zur Trennebene zwischen den beiden Halbschalen und in ihrer Längsrichtung parallel zur axialen Richtung S des Gehäuses. Weiterhin sind die Fügezonen, die jeweils aus den Fügeflächenpaaren 3.11 und 3.21 bzw. 3.12 und 3.22 gebildet werden, an den Halbschalen symmetrisch zur Gehäuseachse S angeordnet. Die Fügeflächen, durch die bei dem nachfolgend beschriebenen Ultraschallverschweißen die Ultraschallenergie austritt, um in die jeweils gegenüberliegende Fügefläche einzutreten, sind in an sich bekannter Weise mit Energierichtungsgebern versehen, die rippenartig mit im wesentlichen dreieckigem Querschnitt ausgebildet sind. Im dargestellten Ausführungsbeispiel befinden sich die Energierichtungsgeber 9 jeweils an den Fügeflächen 3.11 und 3.12 (siehe Fig. 3A und 4A). Die Energierichtungsgeber 9 verlaufen dabei quer zur Längsrichtung der Fügeflächen und senkrecht zur Trennebene.As can be seen from the drawings, these joining surfaces run essentially perpendicular to the parting plane between the two half-shells and in their longitudinal direction parallel to the axial direction S of the housing. Furthermore, the joining zones, which are each formed from the joining surface pairs 3.11 and 3.21 or 3.12 and 3.22, are arranged on the half-shells symmetrically to the housing axis S. The joining surfaces through which the ultrasonic energy emerges during the ultrasonic welding described below in order to enter the respectively opposite joining surface are provided in a manner known per se with energy direction sensors which are rib-like with an essentially triangular cross section. In the exemplary embodiment shown, the
Wichtig erscheint bei der Ausbildung der Halbschalen 1.1 und 1.2, daß die Überlappungsbereiche der Stege 2.11 und 2.12 mit den Stegen 2.21 und 2.22 so groß sind, daß relativ breite Fügeflächen entstehen, die eine haltbare Verschweißung erlauben.It appears important in the design of the half-shells 1.1 and 1.2 that the overlap areas of the webs 2.11 and 2.12 with the webs 2.21 and 2.22 are so large that relatively wide joining surfaces are created which permit durable welding.
Es hat sich herausgestellt, daß es vorteilhaft ist, wenn die Breite der Stege größer oder gleich 1/6 des Gehäusedurchmessers und die Dicke der Stege kleiner als 1/5 ihrer Breite ist. Vorteilhaft ist auch, wenn die Abmessungen der Stege so gewählt sind und die Stege derart elastisch ausgebildet sind, daß die Halbschalen 1.1 und 1.2 nach dem Zusammensetzen und vor dem Verschweißen im Preßsitz miteinander verbunden sind.It has been found that it is advantageous if the width of the webs is greater than or equal to 1/6 of the housing diameter and the thickness of the webs is less than 1/5 of their width. It is also advantageous if the dimensions of the webs are selected and the webs are designed to be elastic in such a way that the half-shells 1.1 and 1.2 are pressed together after assembly and before welding.
Bei dem dargestellten Ausführungsbeispiel sind die Stege 2.11 und 2.12 bzw. 2.21 und 2.22 im wesentlichen eben ausgebildet, so daß auch die einander gegenüberliegenden Fügeflächen sowie die Flächen, an welche Sonotroden oder Amboßteile angesetzt werden, ebene Flächen sind. Es hat sich nun herausgestellt, daß es günstig und erwünscht ist, wenn in einem sich an den Öffnungsrand des Fassungsgehäuses anschließenden Abschnitt vorgegebener axialer Länge die inneren und äußeren Seitenflächen der Stege Zylinderflächenabschnitte sind. Bei dieser Ausbildung kann der Abstand zwischen dem Öffnungsrand und einer eingeschraubten Glühlampe auf einem über den Umfang gleichmäßigen geringen Wert gehalten werden. Der Abstand darf einen vorgegebenen Wert nicht überschreiten, um den Berührungsschutz beim Einsetzen einer Glühlampe nicht zu beeinträchtigen. Andererseits darf dieser Abstand einen anderen vorgegebenen Wert nicht unterschreiten, weil sonst die Gefahr besteht, daß der Fassungsrand den Glaskolben einer Glühlampe beim Ausschrauben beschädigt. Im dargestellten Ausführungsbeispiel ist dies in der Weise gelöst, daß die Stege 2.11 bzw. 2.12 an der Halbschale 1.1 einen Zylinderflächenabschnitt 17 und die Stege 2.21 bzw. 2.22 an der Halbschale 1.2 einen Zylinderflächenabschnitt 18 aufweisen, der jeweils an der Gehäuseöffnung beginnt und sich über einen vorgegebenen Teil der Steglänge erstreckt. Wie man den Zeichnungen entnehmen kann, geht jeder Zylinderflächenabschnitt 17 und 18 an einer vorgegebenen Stelle 17.1 bzw. 18.1 in einen ebenen Abschnitt über, an dem die eigentlichen Fügeflächen 3.11, 3.12 bzw. 3.21, 3.22 angeordnet sind. Im dargestellten Ausführungsbeispiel werden also die beiden Halbschalen 1.1 und 1.2 im Bereich der Zylinderflächenabschnitte 17 und 18 nicht miteinander verschweißt.In the illustrated embodiment, the webs 2.11 and 2.12 or 2.21 and 2.22 are essentially flat, so that the mutually opposite joining surfaces and the surfaces to which sonotrodes or anvil parts are attached are flat surfaces. It has now been found that it is favorable and desirable if in a section of predetermined axial length adjoining the opening edge of the socket housing, the inner and outer side surfaces of the webs are cylindrical surface sections. With this configuration, the distance between the opening edge and a screwed-in incandescent lamp can be kept at a uniformly low value over the circumference. The distance must not exceed a predetermined value in order not to impair the protection against contact when inserting an incandescent lamp. On the other hand, this distance must not be less than another predetermined value, because otherwise there is a risk that the socket rim will damage the glass bulb of an incandescent lamp when unscrewing it. In the illustrated embodiment this is solved in such a way that the webs 2.11 and 2.12 on the half-shell 1.1 have a
Es ist aber durchaus möglich auch die Zylinderflächenabschnitte so auszubilden, daß sich die Fügezonen auch in ihren Bereich hineinerstrecken. In diesem Falle sind dann auch die Innenflächen der Zylinderflächenabschnitte 17 mit den in Fig. 1 und 1A dargestellten, an den Fügeflächen 3.11 und 3.12 angeordneten Energierichtungsgebern 9 versehen.However, it is also entirely possible to design the cylindrical surface sections in such a way that the joining zones also extend into their area. In this case, the inner surfaces of the
Um zu verhindern, daß ein Schirmträgerring beim Aufschrauben auf die ersten Gänge des Außengewindes 7.1-7.2 schief angesetzt wird, kann der Außengewindeabschnitt 7.1 im Bereich des Zylinderflächenabschnitts 17 bis an den Rand der Stege 2.11 bzw. 2.12 geführt werden.In order to prevent an umbrella carrier ring from being placed obliquely when screwing onto the first gears of the external thread 7.1-7.2, the external thread section 7.1 can be guided in the region of the
In Fig. 2A ist eine Variante der Ausführungsform eines Leuchtengehäuses nach den Fig. 1 bis 4 beschrieben, die sich von der oben beschriebenen Ausführungsform lediglich dadurch unterscheidet, daß bei der einen Halbschale 1.2 anstelle der Stege 2.21 bzw. 2.22 Wandabschnitte 2.21' bzw. 2.22' treten, die jeweils aus einem Steg bestehen, an dessen Außenseite die Fügefläche 3.21' bzw. 3.22' angeordnet ist, während an der von der Fügefläche abgewandten Seite radiale, senkrecht zur Trennebene verlaufende Rippen 19 angeordnet sind.2A shows a variant of the embodiment of a lamp housing according to FIGS. 1 to 4, which differs from the embodiment described above only in that in the case of a half shell 1.2 instead of the webs 2.21 or 2.22, wall sections 2.21 'or 2.22 'occur, each consisting of a web, on the outside of which the joining surface 3.21' or 3.22 'is arranged, while on the side facing away from the joining surface there are
Die andere Halbschale 1.1 ist dagegen bei diesem Ausführungsbeispiel ausgebildet, wie in Fig. 1 und 1A dargestellt. Die Wandabschnitte 2.21' und 2.22' werden demnach von den Stegen 2.11 und 2.12 übergriffen, derart, daß die Fügeflächen 3.11 und 3.21' sowie 3.12 und 3.22' einander gegenüberliegen. Da die Ausführungsform nach Fig. 2A in ihren übrigen Merkmalen der Ausführungsform nach den Fig. 1, 1A und 2 entspricht, tragen diese Teile die gleichen Bezugsziffern wie bei dieser Ausführungsform und werden nicht noch einmal beschrieben.The other half-shell 1.1, however, is formed in this embodiment, as shown in FIGS. 1 and 1A. The wall sections 2.21 'and 2.22' are accordingly overlapped by the webs 2.11 and 2.12 in such a way that the joining surfaces 3.11 and 3.21 'and 3.12 and 3.22' lie opposite one another. Since the embodiment according to FIG. 2A corresponds in its remaining features to the embodiment according to FIGS. 1, 1A and 2, these parts have the same reference numerals as in this embodiment and will not be described again.
Im folgenden werden anhand der Fig. 5 bis 12 zwei Möglichkeiten eines Verfahrens zur Verschweißung der beiden Halbschalen des Gehäuses nach den Fig. 1 bis 4 anhand zweier unterschiedlich aufgebauter Vorrichtungen beschrieben.In the following, two possibilities of a method for welding the two half-shells of the housing according to FIGS. 1 to 4 are described with reference to FIGS. 5 to 12 using two differently constructed devices.
Die Fig. 5 bis 8 zeigen eine erste Vorrichtung mit einem Halterungsblock 10, in den ein Einsatzstück 10.1 eingesetzt ist, das zur Aufnahme des Zuleitungsendes eines Fassungsgehäuses 1 ausgebildet ist, das in der bereits beschriebenen Weise aus zwei Halbschalen in leichtem Preßsitz zusammengesetzt ist und im dargestellten Ausführungsbeispiel von oben in Pfeilrichtung A1 in den Halterungsblock 10 eingesetzt wird derart, daß die Zuleitungstülle 4 in das Einsatzteil 10.1 eingreift und das offene Ende des Gehäuses 1 axial nach oben gerichtet ist. Die Fügezonen zwischen den beiden Halbschalen sind mit Bezugsziffer 3 bezeichnet. Die Vorrichtung besitzt weiterhin zwei in bezug auf die Richtung der Gehäuseachse S symmetrisch einander gegenüberliegende, in radialer Richtung aufeinander zubewegbare Amboßteile 11 und 12. Wie aus Fig. 6 zu ersehen, liegt das in den Halterungsblock 10 eingesetzte Gehäuse 1 zwischen den beiden Amboßteilen 11 und 12, die in den Richtungen R1 aufeinander zubewegbar sind. Wie aus Fig. 7 zu entnehmen, ist weiterhin eine Sonotrode 13 eines im übrigen nicht dargestellten Ultraschallschweißgerätes vorhanden, welche in axialer Richtung A2 durch das offene Ende des Gehäuses 1 in das Gehäuseinnere einführbar ist. Die Sonotrode 13 ist, wie aus Fig. 8 zu ersehen, so ausgebildet, daß sie sich an die Innenseite des Gehäuses im Bereich der Fügezonen 3 anlegt, was im dargestellten Ausführungsbeispiel dadurch sichergestellt ist, daß die Sonotrode 13 in den radialen Richtungen, in welchen die Fügezonen 3 des Gehäuses 1 angeordnet sind, einen Außendurchmesser besitzt, der im wesentlichen dem Innendurchmesser des Gehäuses 1 entspricht.5 to 8 show a first device with a mounting
In dem in Fig. 8 dargestellten Zustand der Vorrichtung kann der Ultraschallschweißvorgang eingeleitet werden. Die Schwingungsamplitude liegt dabei in Richtung US1 und die Ultraschallenergie wird direkt im Nahfeld in die Fügezonen 3 geleitet. Die einander gegenüberliegenden Fügezonen 3 können somit gleichzeitig miteinander verschweißt werden.In the state of the device shown in FIG. 8, the ultrasonic welding process can be initiated. The vibration amplitude is in the direction of US1 and the ultrasonic energy is conducted directly into the joining
Bei einer Ultraschallverschweißung des Gehäuses 1 mittels der in den Fig. 9 bis 12 dargestellten Vorrichtung ist die Anordnung von Sonotrode und Amboßteil gegenüber dem obigen Ausführungsbeispiel vertauscht.When the
Gemäß den Fig. 9 bis 12 besitzt die Vorrichtung einen Halterungsblock 20 mit einem Einsatzteil 20.1, das an die Zuleitungsseite des Gehäuses 1 angepaßt ist. Das Gehäuse 1 besteht wiederum aus zwei in leichtem Preßsitz zusammengesetzten Halbschalen wie oben beschrieben und wird in axialer Richtung A3 in den Halterungsblock 20 so eingesetzt, daß die Zuleitungstülle 4 vom Einsatzteil 20.1 aufgenommen wird. Wie aus Fig. 10 ersichtlich, wird dann von oben in axialer Richtung A4 ein Amboßteil 23 abgesenkt und wie aus Fig. 11 zu ersehen, in das Gehäuseinnere eingeführt. Dieses Amboßteil 23 legt sich in den radialen Richtungen, in welchen die Fügezonen 3 des Gehäuses liegen, an die Gehäuseinnenwand an. Im dargestellten Ausführungsbeispiel besitzt das Amboßteil 23 hierzu in der radialen Richtung, in welcher die Fügezonen 3 angeordnet sind, einen Außendurchmesser, der im wesentlichen dem Innendurchmesser des Gehäuses 1 entspricht. Wie aus Fig. 11 und 12 zu ersehen, besitzt die Vorrichtung weiterhin zwei in bezug auf die Richtung der Gehäuseachse S symmetrisch einander gegenüberliegend angeordnete und in radialer Richtung R2 aufeinander zubewegbare Sonotroden 21 und 22, die sich, wie aus Fig. 12 zu entnehmen, an die Außenseite des Gehäuses 1 anlegen. In dem in Fig. 12 dargestellten Zustand wird der Ultraschallschweißvorgang eingeleitet. Die Schwingungsamplituden liegen dabei in Richtung US2 und US3. Die Ultraschallenergie gelangt direkt in die Fügezonen 3, so daß auch hier eine Nahfeldverschweißung sichergestellt ist und die beiden Fügezonen gleichzeitig verschweißt werden können.9 to 12, the device has a mounting
Claims (32)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1996112279 DE19612279C2 (en) | 1996-03-28 | 1996-03-28 | Housing, in particular socket housing for incandescent lamps with a screw base, and method for producing such a housing and devices for carrying out the method |
| DE19612279 | 1996-03-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0798820A2 true EP0798820A2 (en) | 1997-10-01 |
| EP0798820A3 EP0798820A3 (en) | 1998-12-16 |
Family
ID=7789685
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97103085A Withdrawn EP0798820A3 (en) | 1996-03-28 | 1997-02-26 | Base, in particular screw type lamp socket base, manufacturing process of such a base and apparatus for this manufacturing process |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0798820A3 (en) |
| DE (1) | DE19612279C2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002013587A2 (en) * | 2000-08-09 | 2002-02-14 | Schefenacker Lighting Systems Australia Pty Limited; | 2-part housing with cable through joining surfaces |
| ITMI20111306A1 (en) * | 2011-07-14 | 2013-01-15 | Arditi Spa | LAMPHOLDER, PARTICULARLY FOR THREADED LAMPS, SIMPLY EASY TO ASSEMBLE. |
| ITMI20121779A1 (en) * | 2012-10-22 | 2014-04-23 | Arditi Spa | LAMPHOLDER, PARTICULARLY FOR THREADED LAMPS, SIMPLY EASY TO ASSEMBLE. |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19812142A1 (en) * | 1998-03-20 | 1999-09-23 | Walter Holzer | Lamp or light bulb socket with an inner thread for a lamp |
| DE19909695C2 (en) * | 1999-03-05 | 2001-04-05 | Helgo Schmidt | Two-part bulb holder |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2114410A1 (en) * | 1970-08-21 | 1972-04-06 | Sternco Ind Inc | Socket with switch for electrical devices |
| DE2259860A1 (en) * | 1971-12-09 | 1973-06-14 | Deutsher Pty Ltd | LAMP SOCKET |
| DE2819350A1 (en) * | 1977-05-03 | 1978-11-16 | Coripen Ab | LAMP SOCKET |
| DE2826116A1 (en) * | 1977-07-12 | 1979-01-25 | Kapsch Telephon Telegraph | Ultrasonically welding collapsible tube - using depressed sonotrode to hold cap and turn tube end radially inwards for good appearance |
| EP0612122A2 (en) * | 1993-02-15 | 1994-08-24 | Luca Rossignoli | System for the realisation of lampholders with built-in internal insert |
-
1996
- 1996-03-28 DE DE1996112279 patent/DE19612279C2/en not_active Expired - Fee Related
-
1997
- 1997-02-26 EP EP97103085A patent/EP0798820A3/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2114410A1 (en) * | 1970-08-21 | 1972-04-06 | Sternco Ind Inc | Socket with switch for electrical devices |
| DE2259860A1 (en) * | 1971-12-09 | 1973-06-14 | Deutsher Pty Ltd | LAMP SOCKET |
| DE2819350A1 (en) * | 1977-05-03 | 1978-11-16 | Coripen Ab | LAMP SOCKET |
| DE2826116A1 (en) * | 1977-07-12 | 1979-01-25 | Kapsch Telephon Telegraph | Ultrasonically welding collapsible tube - using depressed sonotrode to hold cap and turn tube end radially inwards for good appearance |
| EP0612122A2 (en) * | 1993-02-15 | 1994-08-24 | Luca Rossignoli | System for the realisation of lampholders with built-in internal insert |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002013587A2 (en) * | 2000-08-09 | 2002-02-14 | Schefenacker Lighting Systems Australia Pty Limited; | 2-part housing with cable through joining surfaces |
| WO2002013587A3 (en) * | 2000-08-09 | 2002-03-21 | Schefenacker Lighting Systems | 2-part housing with cable through joining surfaces |
| ITMI20111306A1 (en) * | 2011-07-14 | 2013-01-15 | Arditi Spa | LAMPHOLDER, PARTICULARLY FOR THREADED LAMPS, SIMPLY EASY TO ASSEMBLE. |
| ITMI20121779A1 (en) * | 2012-10-22 | 2014-04-23 | Arditi Spa | LAMPHOLDER, PARTICULARLY FOR THREADED LAMPS, SIMPLY EASY TO ASSEMBLE. |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19612279C2 (en) | 1998-07-09 |
| DE19612279A1 (en) | 1997-10-02 |
| EP0798820A3 (en) | 1998-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2922705C2 (en) | Optical fiber connectors | |
| EP0653025B1 (en) | Welding stud, welding device for welding a securing component and method of securing an assembly component to a weldable securing component | |
| DE3803586C2 (en) | Electrical noise absorber | |
| DE19922666C2 (en) | Grommet | |
| EP0170844A1 (en) | Shaped piercing piece consisting of weldable plastics | |
| EP1760854A1 (en) | Cable feedthrough | |
| EP2769830B1 (en) | Round sonotrode | |
| DE10012782A1 (en) | Connection method for joining a thermoplastic plastic connector onto a thermoplastic component involves welding together matching faces of a connector projection and a component shoulder | |
| EP1154875B2 (en) | Method for binding two parts of a vehicle seat | |
| DE69201061T2 (en) | Pipe shut-off device. | |
| EP0240732B1 (en) | Welding element for butt-welding plastic pipes | |
| DE102008055518A1 (en) | joint | |
| DE19612279C2 (en) | Housing, in particular socket housing for incandescent lamps with a screw base, and method for producing such a housing and devices for carrying out the method | |
| WO2015032719A1 (en) | Beam-assisted joining machine, in particular laser transmission welding device having a clamping means formed by a flexible clamping hose | |
| EP0711948B1 (en) | Welding sleeve for connecting tubular parts of plastics | |
| DE3911688A1 (en) | CABLE END LOCKING DEVICE | |
| DE102011102624B4 (en) | Holding element and holding arrangement for holding a fuse and a security system | |
| DE2730217A1 (en) | PIPE CONNECTION | |
| DE202004020093U1 (en) | Fluid line connection assembly | |
| DE69425638T2 (en) | Extension piece for a wear detection device of a brake pad | |
| DE102014106658A1 (en) | mounting aid | |
| DE102015104628B3 (en) | connector housing | |
| DE10107465C1 (en) | Plug-fit coupling, for pipe connection, has separate ring element secured to pipe section fitted into coupling socket with attached sleeve fitting over free and section of latter | |
| DE4437051C2 (en) | Knot connector for dismantling assembly of profile sections | |
| EP0612122A2 (en) | System for the realisation of lampholders with built-in internal insert |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE FR IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE DE FR IT |
|
| 17P | Request for examination filed |
Effective date: 19990610 |
|
| 17Q | First examination report despatched |
Effective date: 20001016 |
|
| RTI1 | Title (correction) |
Free format text: SCREW TYPE LAMP SOCKET BASE, MANUFACTURING PROCESS OF SUCH A BASE AND APPARATUS FOR THIS MANUFACTURING PROCESS |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20020817 |