EP0754255B1 - Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede - Google Patents
Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede Download PDFInfo
- Publication number
- EP0754255B1 EP0754255B1 EP95943283A EP95943283A EP0754255B1 EP 0754255 B1 EP0754255 B1 EP 0754255B1 EP 95943283 A EP95943283 A EP 95943283A EP 95943283 A EP95943283 A EP 95943283A EP 0754255 B1 EP0754255 B1 EP 0754255B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- porous support
- drum
- water
- web
- compressed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims abstract description 62
- 238000000034 method Methods 0.000 title claims description 18
- 239000004745 nonwoven fabric Substances 0.000 title 1
- 239000000835 fiber Substances 0.000 claims abstract description 27
- 239000004744 fabric Substances 0.000 claims abstract description 17
- 239000004753 textile Substances 0.000 claims abstract description 6
- 238000009434 installation Methods 0.000 claims description 14
- 238000009736 wetting Methods 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 3
- 239000010959 steel Substances 0.000 claims description 3
- 230000000149 penetrating effect Effects 0.000 claims 1
- 241001417494 Sciaenidae Species 0.000 description 10
- 230000009471 action Effects 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 5
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000000717 retained effect Effects 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 2
- 230000002209 hydrophobic effect Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/04—Needling machines with water jets
Definitions
- the invention relates to an improved process for the manufacture of a light, non-woven textile sheet, by the technique known under the name of "water jets" under pressure; the invention also relates to an installation for implementing this method.
- this technique consists first of all in making a base ply formed of elementary, natural, synthetic fibers, or formed of a mixture of these fibers, in particular with carding or lapping to obtain a highly aerated ply. several centimeters, even ten centimeters thick, and weighing only a few tens of grams per square meter, for example one hundred grams per 80 mm thick.
- the elementary fibers of this sheet are then entangled by means of a ramp of contiguous jets of water under high pressure (50 to 200 bars) to bring the aerated base sheet to a thickness of the order of one to several millimeters.
- the invention overcomes these drawbacks.
- the invention consists, continuously, first of all in positively advancing the base ply on an endless porous support, then in compressing the ply when it is in place on this porous support by a perforated drum advancing at the same speed as the porous support, and finally wetting the compressed sheet by a curtain of water under slight pressure acting through the assembly: porous support, compressed sheet, rotary drum, so that the sheet wet tablet obtained adheres to the periphery of the perforated rotary drum, before undergoing on this drum which rotates the intermingling action of at least one ramp of contiguous jets of water under high pressure.
- the dry sheet leaving the card or lapper is compressed between a porous support fabric and a perforated rotary cylindrical drum, then after having been previously wetted, is subjected to tangling by hydraulic means in the compressed state. wet, on the same drum.
- the vacuum inside the perforated rotary drum is between one hundred and one thousand millimeters of water column; indeed, it has been observed that if this partial vacuum is less than 100 mm of water, the sheet is too wet to be effectively tangled; Similarly, if it is a partial vacuum greater than 1000 mm of water, no proportional improvement is observed and energy is spent unnecessarily.
- the endless porous support in motion supporting the aerated base ply, is supported on a sector of the rotary drum to compress the ply just before wetting. It follows a slight entanglement of the elementary fibers, favorable for giving a handling cohesion to the compressed tablecloth wetted before the action of the jets of water under high pressure, which cause the main entanglement.
- the endless porous support is a canvas made of synthetic monofilament, in particular polyester, having a porosity of between 30 and 60%, that is to say a ratio between the solid surfaces and the empty surfaces of between 30 and 60%, preferably close to 50%. It is therefore important that the support is strongly perforated to let the dampening water pass under slight pressure and allow the curtain of water not only to wet the compressed sheet, but to carry out a first light intermingling, favorable for the immediate continuation of the process.
- the first ramp of water jets intended to form the continuous curtain of water under slight pressure, is arranged opposite the porous support fabric at a distance of between 10 and 100 mm from said porous support.
- the pressure of the water from these jets is between 3 and 15 bars, preferably around 5 to 8 bars. Below 3 bars, the curtain disperses too quickly, and beyond 15 bars, the additional cost is no longer justified. It is important that the curtain of water coming from this first ramp perpendicularly hits the moving base sheet which advances and compresses, so as to wet it under optimal conditions.
- the perforated rotary drum intended to come into contact with the moving fabric is advantageously covered with a fabric made of steel or plastic monofilaments, having a porosity of between 10 and 20%, so as to allow the evacuation of the while remaining compatible with the tangle of hydraulic entanglement.
- the rotary drum has a diameter of between 300 and 1000 mm, so as not to unnecessarily increase the investment cost.
- the perforated rotary cylindrical drum surrounds a second hollow fixed coaxial cylindrical drum, connected to a source of partial vacuum to form a suction box.
- This fixed hollow drum has a vacuum of one hundred to a thousand millimeters of water column, so as to properly evacuate the water not retained by the sheet, coming either from the pre-wetting ramp or from the entangling injectors.
- the first slot arranged on the generator of the fixed internal drum facing the water ramp, has a width of between 10 and 20 mm, in order to recover all the excess water coming from the ramp and not retained by the water table. compressed.
- This mooring ramp is formed of contiguous conventional injectors arranged at predetermined distances to ensure the formation of a continuous and thin curtain.
- the aerated base sheet is held positively and that the dampening water curtain exerts its action orthogonally on a compressed sheet and through a porous support, and that the pre-wetting water passes completely through the sheet to not only cause a first slight tangling, but above all to be eliminated entirely by the partial vacuum of the suction box, it follows that not only are surface defects due to the action of the first jets at low pressure eliminated, but also it facilitates the transfer of the web from the porous supply support to the periphery of the perforated rotary drum, before the action of the jets of intermingling water under high pressure.
- the compression carried out between two porous surfaces minimises the elimination of air from the aerated base sheet without disturbing the organization of the elementary fibers. Furthermore, the slight partial vacuum of the fixed drum forming a suction box ensures good retention of the wet sheet against the periphery of the rotary drum and thereby ensures the transfer to the jets of water under high entanglement pressure.
- hydrophobic fibers such as polyester or polypropylene fibers
- the base sheet is compressed before being wetted. It follows that in practice the point of impact of the dampening curtain must be placed immediately after the point of compression tangency of the perforated rotary drum with the porous support in motion. Thus, the pre-wetting characteristic of the invention is carried out on a compressed and firmly maintained sheet.
- the compressed wet sheet which advances on the rotary drum is then tangled in a conventional manner by one or more parallel ramps of jets of water under high pressure, alternated or not, according to the desired results.
- Each ramp arranged in the vicinity of the rotary drum is parallel to the pre-wetting ramp and is also arranged opposite a slot made for this purpose on a generator of the fixed drum forming a suction box.
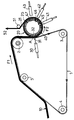
- the single attached figure is a schematic representation of an installation according to the invention.
- the installation according to the invention comprises an endless porous conveyor (1), formed by a canvas of polyester monofilaments having a porosity close to 50%, that is to say having a ratio between the solid surfaces and the empty surfaces close to half.
- This endless fabric (1) is driven in movement by a driving roller (2), actuated for example by an asynchro motor, and passes over guide rollers (3,4,5) for return.
- the tensioning of the fabric (1) is carried out by a tension cylinder not shown.
- a base ply referenced (10) from a card or a conventional tabler not shown is deposited.
- This sheet (10) which advances in the direction indicated by the arrow (F1), for example made of polyester fibers 60 mm in length, has at this stage an average thickness of eight centimeters, for an average weight of one hundred grams at square meter.
- the installation comprises a perforated rotary cylindrical drum (20) disposed in the immediate vicinity and in contact with the fabric (1) on the descending portion, disposed between the driving roller (2) and the guide roller (3).
- This perforated rotary drum (20) is rotated by an asynchronous motor not shown, at the same linear peripheral speed as the speed of movement of the fabric (1).
- This rotary drum (20) is covered with a steel monofilament fabric which has a porosity of 15%.
- the perforated rotary drum (20) is in contact with the fabric (1) which passes over a portion of a bow.
- this rotary perforated cylindrical drum (20) has inside a second fixed hollow coaxial cylindrical drum (25) connected to a vacuum source not shown, so as to form a suction box.
- the installation comprises a first ramp (30) of water jets, arranged to the left of the fabric (1) relative to the area (A), so as to form a curtain d water (31) directed orthogonally to (A).
- the water comes out of the ramp (30) under a pressure of 5 bars.
- the fixed hollow drum (25) forming a suction box, present in alignment with the water curtain (31), a window (32) fifteen millimeters in width disposed over the entire generator of the cylinder (25), so as to draw excess water from the water curtain (31).
- the sheet (10) which advances on the porous support (1) is progressively compressed by pinching between the porous support (1) and the rotary perforated drum (20), which both advance at the same linear speed, then is wetted by the curtain of water (31) and the excess water not retained by the compressed base ply, is sucked into the central box (25).
- the obtained wet compressed web (40) is held on the periphery of the perforated rotary roller (20) due to the vacuum in (25).
- This ply (40) which advances in the direction of arrow F2 is then subjected to the action of three injector ramps, respectively (41,42,43), directing on this ply (40) a plurality of jets of contiguous water at a pressure of 100 bars.
- the hollow fixed central cylinder (25) has slots (45,46,47) similar to (32) and also arranged on generators, for suctioning and remove the intermingling water.
- the tangled spunlace sheet obtained (50) is detached from the rotary cylinder (20) by passing over a detour roller (51), then from there is conveyed at (52) to the rest of the usual interlacing installation.
- a spunlace sheet (50) of polyester fibers having a density of 0.14 g / cm 3 is thus obtained.
- the method and the installation according to the invention make it possible to successfully treat hydrophobic fibers or mixtures of these fibers with other hydrophilic fibers or even sheets entirely of natural fibers.
Description
- L'invention concerne un procédé perfectionné pour la fabrication d'une nappe textile non tissée, légère, par la technique connue sous le nom de "jets d'eau" sous pression ; l'invention concerne également une installation pour la mise en oeuvre de ce procédé.
- Dans les documents US-A-3 214 819, 3 485 706, 3 508 308 et 4 190 695, on a décrit un procédé pour la fabrication de nappes textiles non tissées dans lequel la cohésion et l'entrelacement des fibres élémentaires entre elles est obtenue. non plus par voie mécanique, mais par une pluralité de jets d'eau sous haute pression traversant un voile ou une nappe en déplacement.
- A l'instar des aiguilles, les jets d'eau à une pression habituelle d'au moins 30 bars, parfois 100 bars et plus, provoquent l'entremêlement des fibres élémentaires entre elles, ce qui donne la cohésion à la nappe non tissée obtenue. Ces nappes non tissées sont connues dans la littérature sous le terme américain "nappe spunlace" ou de "spunlace". Il n'est donc pas utile de décrire ici en détail cette technique d'entrelacement hydraulique.
- Pour l'essentiel, cette technique consiste à réaliser tout d'abord une nappe de base formée de fibres élémentaires, naturelles, synthétiques, ou formée d'un mélange de ces fibres, notamment à la carde ou au nappeur pour obtenir une nappe fortement aérée de plusieurs centimètres, voire dix centimètres d'épaisseur, et pesant seulement quelques dizaines de grammes au mètre carré, par exemple cent grammes pour 80 mm d'épaisseur.
- On emmêle ensuite les fibres élémentaires de cette nappe au moyen d'une rampe de jets contigus d'eau sous haute pression (50 à 200 bars) pour amener la nappe aérée de base à une épaisseur de l'ordre de un à plusieurs millimètres.
- Pour palier cet inconvénient, on a alors proposé de faire passer la nappe aérée de base en mouvement sur une rampe de mouillage ou dans un bac de trempage. Toutefois, avant de soumettre la nappe aérée aux jets d'eau sous haute pression, il importe de la comprimer pour en réduire le volume. On a ainsi suggéré de comprimer la nappe en la passant entre deux rouleaux. Malheureusement, ce moyen est peu efficace, notamment du fait de l'élasticité de la nappe qui a alors tendance à revenir en partie à son volume initial.
- L'invention pallie ces inconvénients.
- Elle vise un procédé perfectionné du type en question pour la fabrication d'une nappe textile non tissée par jets d'eau, dans lequel :
- . on fait avancer une nappe aérée de base formée de fibres élémentaires ;
- . on comprime cette nappe de base ;
- . on entremêle les fibres au moyen d'au moins une rampe de jets contigus d'eau sous haute pression agissant sur la nappe de base ;
- . et on réceptionne la nappe fibreuse entremêlée mouillée obtenue.
- Selon l'invention, ce procédé se caractérise en ce que, en continu :
- on fait avancer positivement la nappe de base sur un support poreux sans fin ;
- on amène cette nappe de base sur le support poreux en mouvement au voisinage d'un tambour cylindrique rotatif perfore, à l'intérieur duquel on applique un vide partiel ;
- on comprime mécaniquement la nappe de base entre le support poreux et le tambour rotatif qui avancent tous deux sensiblement à la même vitesse ;
- puis, lorsque la nappe de base est comprimée, on dirige sur celle-ci un rideau d'eau traversant successivement le support poreux, la nappe comprimée, le tambour perforé, de manière à aspirer l'eau en excès par le vide partiel ;
- et enfin, on entremêle les fibres élémentaires en dirigeant sur la nappe comprimée mouillée obtenue, la rampe de jets d'eau sous haute pression.
- En d'autres termes, l'invention consiste, en continu, tout d'abord à faire avancer positivement la nappe de base sur un support poreux sans fin, puis à comprimer la nappe lorsqu'elle est en place sur ce support poreux par un tambour perforé avançant à la même vitesse que le support poreux, et enfin à mouiller la nappe comprimée par un rideau d'eau sous légère pression agissant au travers de l'ensemble : support poreux, nappe comprimée, tambour rotatif, de sorte que la nappe comprimée mouillée obtenue adhère à la périphérie du tambour rotatif perforé, avant de subir sur ce tambour qui tourne l'action d'entremêlement d'au moins une rampe de jets d'eau contigus sous haute pression.
- En d'autres termes, la nappe sèche en sortie de carde ou de nappeur est comprimée entre une toile support poreuse et un tambour cylindrique rotatif perforé, puis après avoir été préalablement mouillée, est soumise à un emmêlement par voie hydraulique à l'état comprimé mouillé, sur le même tambour.
- En pratique, le vide à l'intérieur du tambour rotatif perforé est comprise entre cent et mille millimètres de colonne d'eau ; en effet, on a observé que si ce vide partiel est inférieur à 100 mm d'eau, la nappe est trop mouillée pour être efficacement emmêlé ; de même, s'il s'agit d'un vide partiel supérieur à 1000 mm d'eau, on n'observe aucune amélioration proportionnelle et on dépense inutilement de l'énergie.
- Avantageusement, le support poreux sans fin en mouvement, supportant la nappe aérée de base, prend appui sur un secteur du tambour rotatif pour comprimer la nappe juste avant le mouillage. Il s'ensuit un léger entremêlement des fibres élémentaires, favorable pour donner une cohésion de manipulation à la nappe comprimée mouillée avant l'action des jets d'eau sous haute pression, qui provoquent l'entremêlement principal.
- Comme déjà dit, l'invention concerne également une installation pour la mise en oeuvre de ce procédé. Cette installation se caractérise en ce qu'elle comprend :
- un convoyeur support poreux sans fin, destiné à recevoir une nappe fibreuse aérée de base formée de fibres élémentaires ;
- des moyens d'entraînement de ce support poreux ;
- un tambour cylindrique rotatif perforé, comprenant des moyens d'entraînement, en synchronisme avec la vitesse d'avancée du support poreux, disposé tangentiellement par une de ses génératrices au support poreux ;
- un tambour cylindrique fixe creux coaxial au tambour cylindrique rotatif, relié à une source à vide et présentant sur l'une de ses génératrices une première fente destinée à être positionnée au voisinage du point de tangence du tambour rotatif avec le support poreux ;
- une première rampe de jets d'eau disposée de l'autre côté du support poreux par rapport au tambour rotatif et en alignement avec la première fente ;
- au moins une seconde rampe de jets d'eau sous haute pression disposée au voisinage du tambour rotatif, en regard d'une seconde fente disposée sur une génératrice du tambour fixe, pour entremêler les fibres élémentaires ;
- et des moyens de réception de la nappe comprimée mouillée entremêlée obtenue.
- En pratique, le support poreux sans fin est une toile en monofilament synthétique, notamment en polyester, présentant une porosité comprise entre 30 et 60 %, c'est-à-dire un rapport entre les surfaces pleines et les surfaces vides compris entre 30 et 60 %, de préférence voisine de 50 %. Il importe donc que le support soit fortement ajouré pour bien laisser passer l'eau de mouillage sous légère pression et permettre au rideau d'eau non seulement de mouiller la nappe comprimée, mais de procéder à un premier entremêlement léger, favorable pour la suite immédiate du processus.
- On a observé que si la porosité de la toile est inférieure à 30 %, on perd en efficacité de mouillage, car l'eau issue de la rampe rencontre trop fréquemment les monofilaments. Si cette porosité est supérieure à 60 %, il devient difficile de comprimer efficacement la nappe aérée de base, car les fibres élémentaires ont tendance à vouloir passer au travers du réseau de la toile.
- La première rampe de jets d'eau, destinée à former le rideau d'eau continu sous légère pression, est disposée en regard de la toile poreuse support à une distance comprise entre 10 et 100 mm dudit support poreux. La pression de l'eau issue de ces jets est comprise entre 3 et 15 bars, de préférence voisin de 5 à 8 bars. En deça de 3 bars, le rideau se disperse trop rapidement, et au-delà de 15 bars, le surcoût n'est plus justifié. Il importe que le rideau d'eau issu de cette première rampe frappe perpendiculairement la nappe de base en mouvement qui avance et se comprime, de manière à la mouiller dans des conditions optimales.
- Le tambour rotatif perforé destiné à venir au contact de la toile en mouvement est avantageusement recouvert d'une toile en monofilaments d'acier ou de matière plastique, présentant une porosité comprise entre 10 et 20 %, de façon à permettre l'évacuation de l'eau, tout en restant compatible avec le liage emmêlement hydraulique.
- En pratique, le tambour rotatif a un diamètre compris entre 300 et 1000 mm, pour ne pas augmenter inutilement le coût d'investissement.
- Selon une autre caractéristique de l'invention, le tambour cylindrique rotatif perforé entoure un second tambour cylindrique coaxial fixe creux, relié à une source de vide partiel pour former caisse aspirante. Ce tambour creux fixe présente un vide de cent à mille millimètres de colonne d'eau, de manière à bien évacuer l'eau non retenue par la nappe, issue soit de la rampe de prémouillage, soit des injecteurs d'emmêlage.
- La première fente, disposée sur la génératrice du tambour interne fixe en regard de la rampe d'eau, a une largeur comprise entre 10 et 20 mm, pour bien récupérer toute l'eau en excès issue de la rampe et non retenue par la nappe comprimée.
- Cette rampe de mouillage est formée d'injecteurs classiques contigus disposés à des distances prédéterminées pour assurer la formation d'un rideau continu et fin.
- Comme déjà dit, il importe que les vitesses linéaires du support poreux et du tambour rotatif soient sensiblement égales pour éviter les cisaillements et glissements des fibres élémentaires dans la nappe.
- Comme pendant tout le processus, la nappe aérée de base est tenue positivement et que le rideau d'eau de mouillage exerce son action orthogonalement sur une nappe comprimée et au travers d'un support poreux, et que l'eau de prémouillage traverse intégralement la nappe pour non seulement provoquer un premier léger emmêlement, mais surtout être éliminée en totalité par le vide partiel de la caisse aspirante, il s'ensuit que non seulement on élimine les défauts de surface dus à l'action des premiers jets à basse pression, mais également on facilite le transfert de la nappe depuis le support poreux d'amenée jusque sur la périphérie du tambour rotatif perforé, avant l'action des jets d'eau d'entremêlage sous haute pression.
- Grâce à la compression effectuée entre deux surfaces poreuses, on facilite l'élimination de l'air de la nappe aérée de base sans perturber l'organisation des fibres élémentaires. Par ailleurs, le léger vide partiel du tambour fixe formant caisse aspirante assure un bon maintien de la nappe mouillée contre la périphérie du tambour rotatif et par là assure le transfert vers les jets d'eau sous haute pression d'emmêlement.
- De même, le mouillage effectué sous légère pression traversante, permet de mouiller et de traiter avec succès des fibres hydrophobes, telles que les fibres de polyester ou de polypropylène, qui présentent des difficultés notables de mise en oeuvre par les techniques de l'art antérieur.
- Il importe que la nappe de base soit comprimée avant d'être mouillée. Il s'ensuit qu'en pratique le point d'impact du rideau de mouillage doit être disposé de suite après le point de tangence de compression du tambour rotatif perforé avec le support poreux en mouvement. Ainsi, le pré-mouillage caractéristique de l'invention est effectué sur une nappe comprimée et fermement maintenue.
- La nappe comprimée mouillée qui avance sur le tambour rotatif est ensuite emmêlé de manière classique par un ou plusieurs rampes parallèles de jets d'eau sous haute pression, alternées ou non, selon les résultats recherchés. Chaque rampe disposée au voisinage du tambour rotatif est parallèle à la rampe de prémouillage et est également disposée en regard d'une fente ménagée à cet effet sur une génératrice du tambour fixe formant caisse aspirante.
- La manière dont l'invention peut être réalisée et les avantages qui en découlent ressortiront mieux de l'exemple de réalisation qui suit, à l'appui de la figure unique annexée.
- La figure unique annexée est une représentation schématique d'une installation conforme à l'invention.
- L'installation conforme à l'invention comprend un convoyeur (1) poreux sans fin, formé par une toile en monofilaments de polyester présentant une porosité voisine de 50 %, c'est-à-dire ayant un rapport entre les surfaces pleines et les surfaces vides voisin de la moitié. Cette toile (1) sans fin est entraînée en mouvement par un rouleau entraîneur (2), actionné par exemple par un moteur asynchro, et passe sur des rouleaux guides (3,4,5) de renvoi. De manière classique, la mise sous tension de la toile (1) est effectuée par un vérin tendeur non représenté.
- Sur cette toile (1) en mouvement, on dépose une nappe de base référencée (10) issue d'une carde ou d'un nappeur classiques non représenté. Cette nappe (10), qui avance dans le sens indiqué par la flèche (F1), par exemple en fibres de polyester de 60 mm de longueur, présente à ce stade une épaisseur moyenne de huit centimètres, pour un poids moyen de cent grammes au mètre carré.
- Selon une caractéristique de l'invention, l'installation comprend un tambour cylindrique rotatif perforé (20) disposé au voisinage immédiat et au contact de la toile (1) sur la portion descendante, disposée entre le rouleau entraîneur (2) et le rouleau guide (3). Ce tambour rotatif perforé (20) est entraîné en rotation par un moteur asynchrone non représenté, à la même vitesse périphérique linéaire que la vitesse de déplacement de la toile (1). Ce tambour (20) rotatif est recouvert d'une toile en monofilaments d'acier qui présente une porosité de 15 %.
- Comme on le voit sur la figure, le tambour rotatif perforé (20) est au contact de la toile (1) qui défile sur une portion d'arc de cerde. En d'autres termes, il y a un contact étroit entre le tambour rotatif perforé (20) et le support poreux (1) sur une portion d'arc de cercle désignée par la référence (A) de 10 à 20° par exemple. Ce contact étroit assure une compression progressive de la nappe (10).
- Selon une autre caractéristique de l'invention, ce tambour cylindrique perforé rotatif (20) présente à l'intérieur un second tambour cylindrique fixe creux coaxial (25) relié à une source à vide non représentée, de manière à former caisse aspirante.
- Selon une autre caractéristique de l'invention, l'installation comprend une première rampe (30) de jets d'eau, disposée à gauche de la toile (1) par rapport à la zone (A), de manière à former un rideau d'eau (31) dirigé orthogonalement à (A). L'eau sort de la rampe (30) sous une pression de 5 bars.
- Selon une autre caractéristique de l'invention, le tambour creux fixe (25) formant caisse aspirante, présente dans l'alignement du rideau d'eau (31), une fenêtre (32) de quinze millimètres de largeur disposée sur toute la génératrice du cylindre (25), de manière à aspirer l'eau en excès issue du rideau d'eau (31).
- Il s'ensuit que la nappe (10) qui avance sur le support poreux (1) est progressivement comprimé par pincement entre le support (1) poreux et le tambour perforé rotatif (20), qui avancent tous deux à la même vitesse linéaire, puis est mouillé par le rideau d'eau (31) et l'excès d'eau non retenu par la nappe de base comprimée, est aspiré dans le caisson central (25). La nappe comprimée mouillée obtenue (40) est maintenue sur la périphérie du rouleau rotatif perforé (20) grâce à la dépression dans (25). Cette nappe (40) qui avance dans le sens de la flèche F2 est ensuite soumise à l'action de trois rampes d'injecteurs, respectivement (41,42,43), dirigeant sur cette nappe (40) une pluralité de jets d'eau contigus à une pression de 100 bars. En regard de chacune des rampes de jets haute pression (41,42,43), le cylindre central fixe creux (25) présente des fentes (45,46,47) analogues à (32) et disposées également sur des génératrices, pour aspirer et éliminer l'eau d'entremêlage.
- La nappe emmêlée spunlace obtenue (50) est détachée du cylindre rotatif (20) en passant sur un rouleau de détour (51), puis de là est acheminée en (52) vers la suite de l'installation usuelle d'entrelacement.
- On obtient de la sorte une nappe spunlace (50) en fibres de polyester ayant une densité de 0,14 g/cm3.
- Le procédé et l'installation selon l'invention permettent de traiter avec succès des fibres hydrophobes ou des mélanges de ces fibres avec d'autres fibres hydrophiles ou même des nappes entièrement en fibres naturelles.
Claims (8)
- Procédé perfectionné pour la fabrication d'une nappe textile non tissée par jets d'eau sous pression, dans lequel :. on fait avancer une nappe aérée de base formée de fibres élémentaires ;. on comprime cette nappe de base ;. on entremêle les fibres au moyen d'au moins une rampe de jets contigus d'eau sous haute pression agissant sur la nappe de base ;. et on réceptionne la nappe fibreuse entremêlée mouillée obtenue,caractérisé en ce que :- on fait avancer positivement la nappe de base (10) sur un support poreux sans fin (1) ;- on amène cette nappe de base (10) sur le support poreux (1) en mouvement au voisinage d'un tambour cylindrique rotatif perforé (20), à l'intérieur duquel on applique un vide partiel ;- on comprime mécaniquement la nappe de base (10) entre le support poreux (1) et le tambour rotatif (20) qui avancent tous deux sensiblement à la même vitesse ;- puis, lorsque la nappe de base est comprimée, on dirige sur celle-ci un rideau d'eau (31) traversant successivement le support poreux (1), la nappe de base comprimée (10), le tambour perforé (20), de manière à aspirer l'eau en excès par le vide partiel ;- et enfin, on entremêle les fibres élémentaires en dirigeant sur la nappe comprimée mouillée obtenue (40), la rampe de jets d'eau (42,43,44) sous haute pression.
- Procédé perfectionné selon la revendication 1, caractérisé en ce que la pression de vide à l'intérieur du tambour (20) est comprise entre cent et mille millimètres de colonne d'eau.
- Procédé perfectionné selon la revendication 1, caractérisé en ce que le support poreux sans fin (1) en mouvement prend appui sur un secteur (A) du tambour rotatif (20) pour comprimer la nappe (10) juste en avant du mouillage.
- Installation pour la fabrication d'une nappe textile non tissée par jets d'eau, caractérisée en ce qu'elle comprend :- un convoyeur-support poreux sans fin (1), destiné à recevoir une nappe fibreuse aérée de base (10) formée de fibres élémentaires ;- des moyens d'entraînement (2) de ce support poreux poreux (1) ;- un tambour cylindrique rotatif perforé (20), comprenant des moyens d'entraînement en synchronisme avec la vitesse d'avancée du support poreux (10) disposé tangentiellement par une des ses génératrices au support poreux (1) ;- un tambour cylindrique fixe (25) creux coaxial au tambour cylindrique (20) rotatif, relié à une source à vide et présentant sur l'une de ses génératrices une première fente (32) destinée à être positionnée au voisinage du point de tangence (A) du tambour rotatif (20) avec le support poreux (1) ;- une première rampe (30) de jets d'eau disposée de l'autre côté du support poreux (1) par rapport au tambour rotatif (2) et en alignement avec la fente (32), de manière à former un rideau d'eau (31) de mouillage ;- au moins une seconde rampe de jets d'eau (41,42,43) sous pression disposée au voisinage du tambour rotatif (20), en regard d'une seconde fente (45,46,47) disposée sur une génératrice du tambour fixe pour entremêler les fibres élémentaires ;- et des moyens de réception (52) de la nappe comprimée mouillée entremêlée obtenue.
- Installation selon la revendication 4, caractérisé en ce que le support poreux (1) sans fin est une toile en monofilaments synthétiques et présente une porosité comprise entre 30 et 60 %.
- Installation selon la revendication 4, caractérisée en ce que le tambour rotatif perforé (20) est recouvert d'une toile (21) en monofilaments d'acier, présentant une porosité comprise entre 10 et 20 %.
- Installation selon l'une des revendications 5 et 6, caractérisée en ce que le tambour rotatif (20) a un diamètre compris entre 300 et 1000 mm.
- Installation selon l'une des revendications 5 à 7, caractérisée en ce que la première fente (32) a une largeur comprise entre 10 et 20 mm, en ce que la première rampe (30) de jets d'eau est disposée en regard à une distance comprise entre 10 et 100 mm du support poreux (1), et en ce que la pression de l'eau (31) issue de cette rampe (30) est comprise entre 5 et 10 bars.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29521570U DE29521570U1 (de) | 1995-02-03 | 1995-12-27 | Vorrichtung zum Herstellen eines nicht-gewebten textilen Tuches mittels Druckwasserstrahlen |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9501473 | 1995-02-03 | ||
| FR9501473A FR2730246B1 (fr) | 1995-02-03 | 1995-02-03 | Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede |
| PCT/FR1995/001741 WO1996023921A1 (fr) | 1995-02-03 | 1995-12-27 | Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0754255A1 EP0754255A1 (fr) | 1997-01-22 |
| EP0754255B1 true EP0754255B1 (fr) | 1997-10-01 |
Family
ID=9475965
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95943283A Expired - Lifetime EP0754255B1 (fr) | 1995-02-03 | 1995-12-27 | Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US5718022A (fr) |
| EP (1) | EP0754255B1 (fr) |
| JP (1) | JPH09511288A (fr) |
| AT (1) | ATE158826T1 (fr) |
| DE (2) | DE29521570U1 (fr) |
| ES (1) | ES2109106T3 (fr) |
| FR (1) | FR2730246B1 (fr) |
| WO (1) | WO1996023921A1 (fr) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0859076B1 (fr) * | 1997-02-12 | 2002-08-28 | Fleissner GmbH & Co. Maschinenfabrik | Dispositif d'hydro-enchevêtrement de fibres d'une nappe fibreuse |
| FR2781818B1 (fr) | 1998-07-31 | 2000-09-01 | Icbt Perfojet Sa | Procede pour la realisation d'un materiau non-tisse complexe et nouveau type de materiau ainsi obtenu |
| EP1131206A4 (fr) | 1999-06-25 | 2007-01-10 | Milliken & Co | Tissu laine et procede |
| FR2799214B1 (fr) * | 1999-10-05 | 2001-11-16 | Icbt Perfojet Sa | Procede pour la realisation de nappes non tissees dont la cohesion est obtenue par l'action de jets de fluide |
| DE10006763A1 (de) * | 2000-02-15 | 2001-08-16 | Fleissner Gerold | Vorrichtung zum hydrodynamischen Beaufschlagen der Fasern einer Faserbahn mit einem Fluid |
| DE10018920A1 (de) * | 2000-04-17 | 2001-10-18 | Fleissner Gerold | Absaugeinrichtung an einer Textilmaschine wie insbesondere Wasservernadelungseinrichtung |
| SE516427C2 (sv) * | 2000-05-08 | 2002-01-15 | Sca Hygiene Prod Ab | Förfarande och anordning för framställning av nonwovenmaterial samt användning av ett nät vid förfarandet |
| AU2001297587B2 (en) * | 2000-11-08 | 2005-09-15 | Milliken & Company | Hydraulic napping of fancy weave fabrics |
| US6668435B2 (en) | 2001-01-09 | 2003-12-30 | Milliken & Company | Loop pile fabrics and methods for making same |
| FR2821866B1 (fr) * | 2001-03-06 | 2003-05-16 | Rieter Perfojet | Dispositif et procede de compactage d'une nappe de fibres a reglage de la pression applique a la nappe |
| US20070154678A1 (en) * | 2002-07-15 | 2007-07-05 | Emery Nathan B | Napped fabric and process |
| FR2845697B1 (fr) * | 2002-10-11 | 2005-05-27 | Rieter Perfojet | Procede et machine de production d'un non-tisse a reduction de la vitesse de deplacement de la nappe compactee |
| DE50201372D1 (de) * | 2002-12-19 | 2004-11-25 | Reifenhaeuser Masch | Vorrichtung für die Ablage und Förderung einer Vliesbahn aus Kunststofffäden |
| FR2861750B1 (fr) * | 2003-10-31 | 2006-02-24 | Rieter Perfojet | Machine de production d'un nontisse fini. |
| DE102004030413A1 (de) * | 2004-06-23 | 2006-02-23 | Fleissner Gmbh | Vorrichtung zum hydrodynamischen Verschlingen der Fasern einer Faserbahn |
| DE102005033070A1 (de) * | 2005-07-15 | 2007-01-25 | Fleissner Gmbh | Vorrichtung zum Verfestigen einer Faserbahn mit Druckwasserstrahlen |
| WO2007033158A2 (fr) * | 2005-09-12 | 2007-03-22 | Sellars Absorbent Materials, Inc. | Procédé et dispositif pour fabriquer une serviette, un mouchoir et des raclettes sur un cardage à l'air ou une ligne de flux d'air utilisant des liaisons d'hydrogène |
| IL177788A (en) * | 2006-08-30 | 2011-03-31 | N R Spuntech Ind Ltd | Cylindrical suction box assembly |
| WO2009112008A1 (fr) * | 2008-03-12 | 2009-09-17 | Fleissner Gmbh | Procédé et dispositif pour la présolidification d'un non-tissé |
| MX2011002621A (es) | 2008-09-11 | 2011-05-25 | Albany Int Corp | Tela industrial y metodo para fabricar la misma. |
| EP3321405A1 (fr) | 2008-09-11 | 2018-05-16 | Albany International Corp. | Bande perméable pour la fabrication de mouchoirs, serviettes ou non-tissés |
| US8728280B2 (en) | 2008-12-12 | 2014-05-20 | Albany International Corp. | Industrial fabric including spirally wound material strips with reinforcement |
| CN102317525A (zh) | 2008-12-12 | 2012-01-11 | 阿尔巴尼国际公司 | 包括螺旋缠绕材料条带的工业织物 |
| US8764943B2 (en) | 2008-12-12 | 2014-07-01 | Albany International Corp. | Industrial fabric including spirally wound material strips with reinforcement |
| CA2750821A1 (fr) | 2009-01-28 | 2010-08-05 | Albany International Corp. | Etoffe industrielle pour production de non tisses et procede pour sa fabrication |
| WO2013170042A1 (fr) | 2012-05-11 | 2013-11-14 | Albany International Corp. | Tissu industriel comportant des bandes de matériau enroulées en spirale avec renfort |
| DE102013101431B4 (de) * | 2013-02-13 | 2016-06-23 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung und Verfahren zum hydrodynamischen Verfestigen von Vliesen, Geweben und Gewirken |
| BR112018073511A2 (pt) | 2016-05-16 | 2019-03-26 | Intarcia Therapeutics, Inc. | polipeptídeos seletivos do receptor de glucagon e métodos de uso dos mesmos |
| DE202018107163U1 (de) | 2018-12-14 | 2020-03-13 | Autefa Solutions Germany Gmbh | Strahlsaugkasten |
| DE102021107902A1 (de) * | 2021-03-29 | 2022-09-29 | Andritz Küsters Gmbh | Anlage zur Verfestigung mindestens einer nass- oder trockengelegten Faserlage zu einer Vliesbahn, mit einem Förderer, der ein umlaufendes Band mit einem oberen Trum umfasst, auf welches die mindestens eine Faserlage ablegbar und in einer Produktionsrichtung verlagerbar ist |
| DE102021111469A1 (de) | 2021-05-04 | 2022-11-10 | Andritz Küsters Gmbh | Anlage und Verfahren zur Herstellung einer fluidstrahlvernadelten Faserstoffbahn aus mindestens einer Faserstoffsuspension |
| CN113293520B (zh) * | 2021-06-01 | 2022-05-13 | 山西鑫隆植物纤维科技有限公司 | 一种蜂窝板生产设备及制造工艺 |
| CN115058828B (zh) * | 2022-06-17 | 2023-12-29 | 江西美润环保制品有限公司 | 一种湿法水刺无纺布加工装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3214819A (en) * | 1961-01-10 | 1965-11-02 | Method of forming hydrauligally loomed fibrous material | |
| US3508308A (en) * | 1962-07-06 | 1970-04-28 | Du Pont | Jet-treatment process for producing nonpatterned and line-entangled nonwoven fabrics |
| US3485706A (en) * | 1968-01-18 | 1969-12-23 | Du Pont | Textile-like patterned nonwoven fabrics and their production |
| US3917785A (en) * | 1971-01-27 | 1975-11-04 | Johnson & Johnson | Method for producing nonwoven fabric |
| US4190695A (en) * | 1978-11-30 | 1980-02-26 | E. I. Du Pont De Nemours And Company | Hydraulically needling fabric of continuous filament textile and staple fibers |
| JPH0663165B2 (ja) * | 1985-11-20 | 1994-08-17 | ユニ・チヤ−ム株式会社 | 不織布の製造方法および装置 |
| DE3685277D1 (de) * | 1985-09-20 | 1992-06-17 | Uni Charm Corp | Vorrichtung und verfahren zur herstellung von durchbrochenen vliesstoffen. |
| US5136761A (en) * | 1987-04-23 | 1992-08-11 | International Paper Company | Apparatus and method for hydroenhancing fabric |
| US5098764A (en) * | 1990-03-12 | 1992-03-24 | Chicopee | Non-woven fabric and method and apparatus for making the same |
| US5142752A (en) * | 1990-03-16 | 1992-09-01 | International Paper Company | Method for producing textured nonwoven fabric |
| CA2065120C (fr) * | 1992-04-03 | 1997-08-05 | Roger Boulanger | Methode et appareil de conjection de tissu non tisse porteur de marque imprimee |
-
1995
- 1995-02-03 FR FR9501473A patent/FR2730246B1/fr not_active Expired - Lifetime
- 1995-12-27 EP EP95943283A patent/EP0754255B1/fr not_active Expired - Lifetime
- 1995-12-27 US US08/718,376 patent/US5718022A/en not_active Expired - Lifetime
- 1995-12-27 WO PCT/FR1995/001741 patent/WO1996023921A1/fr active IP Right Grant
- 1995-12-27 JP JP8523296A patent/JPH09511288A/ja not_active Ceased
- 1995-12-27 ES ES95943283T patent/ES2109106T3/es not_active Expired - Lifetime
- 1995-12-27 AT AT95943283T patent/ATE158826T1/de not_active IP Right Cessation
- 1995-12-27 DE DE29521570U patent/DE29521570U1/de not_active Expired - Lifetime
- 1995-12-27 DE DE69500811T patent/DE69500811T2/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| WO1996023921A1 (fr) | 1996-08-08 |
| EP0754255A1 (fr) | 1997-01-22 |
| DE69500811D1 (de) | 1997-11-06 |
| ES2109106T3 (es) | 1998-01-01 |
| DE29521570U1 (de) | 1997-08-28 |
| ATE158826T1 (de) | 1997-10-15 |
| JPH09511288A (ja) | 1997-11-11 |
| FR2730246A1 (fr) | 1996-08-09 |
| FR2730246B1 (fr) | 1997-03-21 |
| US5718022A (en) | 1998-02-17 |
| DE69500811T2 (de) | 1998-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0754255B1 (fr) | Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede | |
| EP0776391B1 (fr) | Procede pour la fabrication d'une nappe textile non tissee sans motif par jets d'eau sous pression, et installation pour la mise en uvre de ce procede | |
| EP1226297B1 (fr) | Procede pour la realisation de nappes non tissees dont la cohesion est obtenue par l'action de jets de fluide | |
| EP0772705B1 (fr) | Installation pour la realisation de nappes non tissees dont la cohesion est obtenue par l'action de jets de fluide | |
| EP1192306B1 (fr) | Procede pour la realisation d'un materiau non tisse, installation pour sa mise en oeuvre et non tisse ainsi obtenu | |
| EP1327712A1 (fr) | Machine de production d'un produit textile à motifs et produit non tissé ainsi obtenu | |
| US20080066274A1 (en) | Drum for a production unit for a non-woven material, method for production of a non-woven material and non-woven material obtained thus | |
| FR2601970A1 (fr) | Dispositif pour fabriquer des etoffes non tissees possedant des caracteristiques de resistance elevees. | |
| WO1993000465A1 (fr) | Procede pour realiser un non-tisse, non-tisse obtenu notamment par ce procede et installation pour la fabrication de ce non-tisse | |
| FR2905956A1 (fr) | Procede et installation pour fabriquer un textile comportant des intercouches, et dispositif s'y rapportant. | |
| EP1589132B1 (fr) | Carde comportant un organe de transfert rotatif aspirant | |
| WO2006084987A1 (fr) | Carde et machine de production d'un non-tissé | |
| FR2830263A1 (fr) | Procede et installation pour la production d'un non-tisse condense, et dispositif de condensation d'un non-tisse | |
| FR2806426A1 (fr) | Installation pour la realisation de nappes non tissees dont la cohesion est obtenue par l'action de jets de fluide | |
| WO1984003309A1 (fr) | Procede pour raccourcir des fibres textiles, notamment des dechets de coton blanchi, fibres obtenues par ce procede et application de celles-ci en tant que matelas absorbant | |
| EP0517635B1 (fr) | Carde dite "laine" | |
| EP3908687B1 (fr) | Installation et procede de production de non-tisses | |
| FR3091541A1 (fr) | Installation de production de non-tissés | |
| FR3099495A1 (fr) | Installation de production de non-tissés | |
| BE455603A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19960916 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES GB IT LI NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19970516 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES GB IT LI NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971001 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19971001 |
|
| REF | Corresponds to: |
Ref document number: 158826 Country of ref document: AT Date of ref document: 19971015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19971003 |
|
| REF | Corresponds to: |
Ref document number: 69500811 Country of ref document: DE Date of ref document: 19971106 |
|
| ITF | It: translation for a ep patent filed |
Owner name: SOCIETA' ITALIANA BREVETTI S.P.A. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971231 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2109106 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980102 |
|
| BERE | Be: lapsed |
Owner name: ICBT PERFOJET Effective date: 19971231 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20051214 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061228 |
|
| EUG | Se: european patent has lapsed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20131219 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20131219 Year of fee payment: 19 Ref country code: IT Payment date: 20131217 Year of fee payment: 19 Ref country code: ES Payment date: 20131226 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20141211 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20150701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20141227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141227 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69500811 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141227 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141228 |