EP0739066A2 - Vorrichtung zum Entfernen von Wellen aus elektrischen Drähten und Verfahren zur Verwendung derselben - Google Patents
Vorrichtung zum Entfernen von Wellen aus elektrischen Drähten und Verfahren zur Verwendung derselben Download PDFInfo
- Publication number
- EP0739066A2 EP0739066A2 EP96106110A EP96106110A EP0739066A2 EP 0739066 A2 EP0739066 A2 EP 0739066A2 EP 96106110 A EP96106110 A EP 96106110A EP 96106110 A EP96106110 A EP 96106110A EP 0739066 A2 EP0739066 A2 EP 0739066A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rollers
- wires
- wire
- subassembly
- entrance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/28—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for wire processing before connecting to contact members, not provided for in groups H01R43/02 - H01R43/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F1/00—Bending wire other than coiling; Straightening wire
- B21F1/02—Straightening
Definitions
- the present invention generally relates to an apparatus for reshaping the configuration of electrical wires, and more particularly to removing curls from electrical wires after they have been unwound from supply spools.
- the wires When electrical wires are connected to electrical connectors, such as what occurs in the manufacture of wire harnesses, the wires are typically unrolled from supply spools of wire. These wires are measured as they are unrolled and often acquire a "curl" from being stored in a wound condition of the supply spool as well as during the measuring process, thus resulting in a significant amount of residual curl.
- Wire decurling apparatuses which use two sets of opposing rollers in which wires are arranged to travel between them, such as that shown in Japanese Utility Model application No. 6-9087. These decurling apparatuses are often referred to as wire straighteners or wire reshapers.
- the rollers of one set are shifted to lie between the rollers of the other set such that the rollers of the one group extend between two rollers of the other group in adjacent steps so that the rollers of these two opposing groups overlap each other vertically. This overlapping decreases in the direction of travel of the wires.
- One object of the present invention is to provide a decurling apparatus and method for decurling wires in which the registering of wires in the apparatus is facilitated.
- Another object of the present invention is to provide a wire decurling apparatus which facilitates the registration of wires, and which does not require a large amount of space for installation.
- a still further object of the present invention is to provide a decurling apparatus having two interengaging decurling roller assemblies which apply displacements in both the longitudinal and lateral directions to wires entering the apparatus.
- a method of decurling wires by causing the curled wires to zigzag between two groups of opposing wire rollers arranged so as to form a plurality of force-application points is improved according to the present invention in that it comprises the steps of: interposing a first set of spaced-apart wire rollers between a individual wire rollers of a second adjacent set of wire rollers that the opposing rollers of the two sets vertically overlap each other and displacing one group of rollers transversely or horizontally with respect to the other group of rollers.
- the horizontal, transverse displacement and the overlapping vertical displacement of the rollers is arranged to decrease from the entrance to the exit of the apparatus in the direction in which the wires travel through the apparatus.
- a plurality of electric wires which pass through the apparatus encounter a corresponding plurality of wire rollers arranged at each application point, thereby uncurling such a plurality of electric wires simultaneously.
- a single wire decurling apparatus which permits the simultaneous bending of wires in two directions in a reduced space.
- the registering of the wires is made simpler by raising the moveable frame assembly apart from the stationary frame assembly, thus opening the apparatus wide enough to facilitate the registering of the wires in place therein.
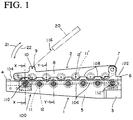
- FIGS. 1 and 2 illustrate an embodiment of a wire decurling apparatus 100 constructed in accordance with the principles of the present invention. It can be seen from these drawings that the apparatus 100 includes a lower wire-straightening frame assembly 1 and an upper wire-straightening frame assembly 2 which is pivoted to the lower frame 1 at a pair of brackets 6 which are located near the exit 102 of the apparatus 100.
- the lower frame assembly 1 is generally rectangular in shape and includes a base plate 3, a pair of brackets 6 fixed to the base plate 3 near the exit 102 of the lower frame assembly 1 and a pair of opposing side members 5 extending therefrom.
- the upper frame assembly 2 of the apparatus 100 is journaled for rotation in the brackets 6 by way of a pivot pin 7 extending between the brackets 6.
- the upper frame assembly 2 also includes a pair of opposing side members 8 which receive the lower member pivot pin 7 therebetween and which are further connected together by way of a lifting rod 10 which extends between two forward lugs 9 of the upper frame assembly 2 located near the entrance 104 of the apparatus 100.
- the upper frame assembly 2 is capable of rotation about the pivot pin 7 to rise away from and close upon the underlying lower frame assembly 1.
- a plurality of wire rolls, or rollers, 11, 11' are provided within the lower assembly frame 1 and the upper assembly frame 2, respectively.
- the lower frame 1 assembly is illustrated as having seven lower axles 12 fixed at regular intervals between its opposing side members 5.
- Each such axle 12 includes a plurality of rollers 11 rotatably mounted thereon by way associated bearings 13. (FIG. 5.)
- These axles 12 are spaced apart in a horizontal spacing so that an intervening space 106 is formed between adjacent rollers 11.
- the axles 12 are further mounted at equal elevations so that a generally level bed, or first set, of rollers 11 is defined in the lower frame assembly 1.
- the upper frame assembly 2 has seven similar upper axles 12' fixed at regular intervals between its opposing side members 8 and each axle 12' includes a plurality of wire-rollers 11' rotatably mounted thereon by way associated bearings 13'. These rollers 11' are also spaced apart from each other with intervening spaces 108 to define a bed, or second set, of wire rollers 11' in the upper frame assembly 2.
- each roller 11, 11' of the upper frame assembly 2 have a spacing which is equal to that of rollers 11 of lower frame assembly 1 but offset from the lower frame assembly 1 in that the upper rollers 11' are shifted longitudinally one half the distance between rollers 11 so that they are interposed between the rollers 11 of the lower frame assembly 1.
- each roller 11, 11' preferably has a circumferential groove 14 formed therein, which permits a wire to be inserted and held therein in order to decurl it. As shown in FIG. 5, the groove 14 is deep enough so as to provide significant lateral support to the wires in order to retain the wires within the rollers.
- an actuating member 15 extends lengthwise along one side of the lower frame 1 and is connected to another piston-cylinder type of drive unit 18.
- the actuating member 15 is mounted by way of a pin 17 at the base plate 3 of the lower frame 1 so that it is capable of pivotal movement in the direction indicated by arrow 19.
- This actuating member 15 is operatively connected to all of the axles 12 of the wire rollers of the lower frame assembly 1 except the axle adjacent base plate 3 by way of pins 16. This connection is shown best in FIG. 4.
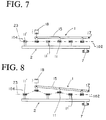
- FIG. 7 schematically illustrates the apparatus in a condition prior to this lateral displacement
- FIG. 8 schematically illustrates the apparatus after the lateral displacement has taken place. This displacement is divergent along the length of the apparatus and the amount of this transverse, or lateral displacement, is greatest near the entrance 104 of the apparatus 100 and gradually decreases toward the exit 102.
- the upper frame assembly 2 has a drive unit 20 associated therewith, which includes, as illustrated in FIG. 1, a piston-cylinder assembly 116 which engages the front lifting rod 10, thereby pivoting the upper frame assembly 2 about pivot pin 7 in the directions as indicated by arrows 21 and 22. Specifically, when the upper frame assembly 2 pivots upwardly about pivot pin 7 in the direction as indicated by arrow 21, it rises away from the underlying lower frame assembly 1 so that its rollers 11' move away from the rollers 11 of the lower frame assembly 1.
- wires 23 are decurled or straightened by utilization of the apparatus 100 in these drawings.
- the wires 23 are shown in phantom and are representative of wires which are fed off of wire supply spools for assembly and termination into wire harnesses or other components.
- the wires 23 enter the entrance 104 of the apparatus at a wire retainer 4 (FIG. 1) and exit from the apparatus at the exit 102 adjacent stationary plate 3.
- These wires 23 may be initially fed into the apparatus 100 through the wire retainer 4 when the upper frame assembly 2 is pivoted upwardly to the position indicated by arrow 21 to expose the rollers 11 of the lower frame 1.
- the wires 23 are then fed into the grooves 14 of the lower frame rollers 11 along the length of the apparatus 100 from the entrance 104 at the wire holder 4 to the exit 102 at plate 3.
- the lateral actuating rod 15 is initially positioned at its retracted position as shown in FIG. 7, wherein it extends parallel to and along the longitudinal side 8 of the lower frame assembly 1 in order to facilitate the feeding of the wires 23 through apparatus 100. In this initial position, rollers 11, 11' are in linear alignment.
- the upper frame assembly 2 After feeding the wires 23 through the lower frame assembly 1, the upper frame assembly 2 is pivoted downwardly, as indicated by arrow 22, until it rests on the underlying lower frame 1 with the rollers 11, 11' of each frame assembly overlapping each other vertically and with the wires 23 extending through rollers 11, 11'.
- the actuating rod 15 is then laterally displaced from the longitudinal side of the stationary frame 1 by pivoting the actuating rod 15 around its pivot pin with the aid of the piston-and-cylinder drive unit 18.
- the wires 23 can then be driven through the apparatus 100 from the entrance 104 to the exit 102 thereof in the ordinary course of manufacturing harnesses in order to decurl or straighten the wires.
- the wires 23 are simultaneously subjected to both vertical alternating displacement or bending (illustrated in phantom in FIG. 6) and lateral or horizontal alternating displacement or bending (illustrated in phantom in FIG. 8) as the wires 23 pass through the apparatus 100.
- the amount of vertical and lateral displacement decreases gradually in the direction of wire travel, namely from the entrance 104 to the exit 102 of the apparatus 100. This causes the wires 23 to be subjected to bending such that the curl of the wires 23 is gradually reduced little by little until a complete decurling is attained at the exit 102 of the wire straightening apparatus 100.
- the number of the bending increments depends on the number of axles 12, 12' which may be varied to meet the amount of decurling necessary. Therefore, the particular number of axles in the embodiment described above should not be considered as limiting.
- the number of the rollers 11, 11' at each axle will generally correspond to the number of circuits of the electrical connectors to which wires are to be connected.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Electric Cable Installation (AREA)
- Wire Processing (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11911195A JP2932158B2 (ja) | 1995-04-20 | 1995-04-20 | 電線の癖取り方法およひ装置 |
| JP119111/95 | 1995-04-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0739066A2 true EP0739066A2 (de) | 1996-10-23 |
| EP0739066A3 EP0739066A3 (de) | 1997-07-23 |
Family
ID=14753195
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96106110A Withdrawn EP0739066A3 (de) | 1995-04-20 | 1996-04-18 | Vorrichtung zum Entfernen von Wellen aus elektrischen Drähten und Verfahren zur Verwendung derselben |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0739066A3 (de) |
| JP (1) | JP2932158B2 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1559487A1 (de) * | 2004-02-02 | 2005-08-03 | UNIMAC S.r.l. | Verfahren und Vorrichtung zum Richten eines oder mehrerer Drähte |
| EP2399856A1 (de) | 2010-06-23 | 2011-12-28 | Komax Holding AG | Richtvorrichtung zum Richten von Kabeln und entsprechendes Verfahren |
| CN106654807A (zh) * | 2016-12-30 | 2017-05-10 | 国网山东省电力公司高密市供电公司 | 电缆线芯理线装置 |
| WO2020089677A1 (de) * | 2018-10-31 | 2020-05-07 | Schleuniger Holding Ag | Richtvorrichtung für eine kabelverarbeitungsmaschine und verfahren zum betreiben eines richtwerks |
| WO2024076546A1 (en) * | 2022-10-02 | 2024-04-11 | Ppc Broadband, Inc. | Handheld tool for straightening a fiber cable that is structurally configured to enhance placement of the fiber cable in a straightening path of the tool |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5853578B2 (ja) * | 2011-10-20 | 2016-02-09 | 住友電装株式会社 | 電線矯正装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE529198C (de) * | 1928-06-27 | 1931-07-09 | Adam Kirvel | Gradrichter fuer Draehte, Rohrdraehte u. dgl. |
| US1914975A (en) * | 1931-11-27 | 1933-06-20 | Sleeper & Hartley Inc | Wire straightening device |
| FR2138615A1 (de) * | 1971-05-27 | 1973-01-05 | Kieserling & Albrecht | |
| US3979937A (en) * | 1975-04-07 | 1976-09-14 | Jury Lukich Semenenko | Paired-roll straightening machine |
| US4949567A (en) * | 1988-11-04 | 1990-08-21 | Corbin Edward W | Apparatus and method for control of wire cast and helix |
-
1995
- 1995-04-20 JP JP11911195A patent/JP2932158B2/ja not_active Expired - Lifetime
-
1996
- 1996-04-18 EP EP96106110A patent/EP0739066A3/de not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE529198C (de) * | 1928-06-27 | 1931-07-09 | Adam Kirvel | Gradrichter fuer Draehte, Rohrdraehte u. dgl. |
| US1914975A (en) * | 1931-11-27 | 1933-06-20 | Sleeper & Hartley Inc | Wire straightening device |
| FR2138615A1 (de) * | 1971-05-27 | 1973-01-05 | Kieserling & Albrecht | |
| US3979937A (en) * | 1975-04-07 | 1976-09-14 | Jury Lukich Semenenko | Paired-roll straightening machine |
| US4949567A (en) * | 1988-11-04 | 1990-08-21 | Corbin Edward W | Apparatus and method for control of wire cast and helix |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1559487A1 (de) * | 2004-02-02 | 2005-08-03 | UNIMAC S.r.l. | Verfahren und Vorrichtung zum Richten eines oder mehrerer Drähte |
| EP2399856A1 (de) | 2010-06-23 | 2011-12-28 | Komax Holding AG | Richtvorrichtung zum Richten von Kabeln und entsprechendes Verfahren |
| CN102366803A (zh) * | 2010-06-23 | 2012-03-07 | 科马斯控股股份公司 | 用于矫直线缆的矫直装置以及相应的方法 |
| US8978435B2 (en) | 2010-06-23 | 2015-03-17 | Komax Holding Ag | Wire straightening apparatus |
| CN102366803B (zh) * | 2010-06-23 | 2015-09-02 | 科马斯控股股份公司 | 用于矫直线缆的矫直装置以及相应的方法 |
| CN106654807A (zh) * | 2016-12-30 | 2017-05-10 | 国网山东省电力公司高密市供电公司 | 电缆线芯理线装置 |
| CN106654807B (zh) * | 2016-12-30 | 2022-07-29 | 国网山东省电力公司高密市供电公司 | 电缆线芯理线装置 |
| WO2020089677A1 (de) * | 2018-10-31 | 2020-05-07 | Schleuniger Holding Ag | Richtvorrichtung für eine kabelverarbeitungsmaschine und verfahren zum betreiben eines richtwerks |
| CN112912187A (zh) * | 2018-10-31 | 2021-06-04 | 施洛伊尼格股份公司 | 电缆加工机的矫直装置和用于操作矫直机构的方法 |
| WO2024076546A1 (en) * | 2022-10-02 | 2024-04-11 | Ppc Broadband, Inc. | Handheld tool for straightening a fiber cable that is structurally configured to enhance placement of the fiber cable in a straightening path of the tool |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2932158B2 (ja) | 1999-08-09 |
| EP0739066A3 (de) | 1997-07-23 |
| JPH08294210A (ja) | 1996-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5230147A (en) | Electrical hardness termination apparatus and method | |
| US5142105A (en) | Electrical cable and method for manufacturing the same | |
| EP0739066A2 (de) | Vorrichtung zum Entfernen von Wellen aus elektrischen Drähten und Verfahren zur Verwendung derselben | |
| US3996783A (en) | Method and apparatus for reforming round ducts into rectangular ducts | |
| US4976294A (en) | Method and apparatus for making specified-length wires for wire harness | |
| WO2020089677A1 (de) | Richtvorrichtung für eine kabelverarbeitungsmaschine und verfahren zum betreiben eines richtwerks | |
| EP0181780A2 (de) | Drahtvorbereitungssystem | |
| US5732457A (en) | Electrical wire harness binding apparatus | |
| US4204417A (en) | Apparatus and method for winding electrical coils | |
| JPH05304747A (ja) | 帯状線材の連続巻線装置及びその制御方法 | |
| JP3166067B2 (ja) | ハーネスの製造方法および電線圧接装置 | |
| JPS6135665B2 (de) | ||
| JPH0680113U (ja) | 電線のカールが防止される電線の測長装置 | |
| DE10136082C5 (de) | Verfahren zum Vercrimpen und Anschlussklemmencrimpvorrichtung | |
| US2793672A (en) | Method of close coiling sheathed spring wire | |
| US6260267B1 (en) | Manufacture of a wire harness | |
| US5673475A (en) | Wire-length measuring apparatus | |
| CA2412678C (en) | Assembly line method for and method of producing armature coils | |
| AU691685B2 (en) | Methods and apparatus for manufacturing helical products | |
| WO2020126259A1 (de) | Verfahren und vorrichtung zur herstellung eines elektrischen leiters | |
| JP3341610B2 (ja) | 異形断面条の矯正方法 | |
| JPH0261334B2 (de) | ||
| US4578978A (en) | Roll forming apparatus | |
| JPH0366790B2 (de) | ||
| JPH01313870A (ja) | 電線と端子の連続圧着方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19980107 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19991103 |