EP0725009A1 - Method for making a metallic package having a general prismatic form and package made by this method - Google Patents
Method for making a metallic package having a general prismatic form and package made by this method Download PDFInfo
- Publication number
- EP0725009A1 EP0725009A1 EP96400221A EP96400221A EP0725009A1 EP 0725009 A1 EP0725009 A1 EP 0725009A1 EP 96400221 A EP96400221 A EP 96400221A EP 96400221 A EP96400221 A EP 96400221A EP 0725009 A1 EP0725009 A1 EP 0725009A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- beads
- package
- packaging
- metallic
- crimped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 9
- 239000002184 metal Substances 0.000 claims abstract description 30
- 238000004806 packaging method and process Methods 0.000 claims abstract description 19
- 239000011324 bead Substances 0.000 claims description 27
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000007493 shaping process Methods 0.000 abstract 1
- 208000031968 Cadaver Diseases 0.000 description 15
- 230000006735 deficit Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 238000002788 crimping Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 241000219504 Caryophyllales Species 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D7/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal
- B65D7/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by shape
- B65D7/06—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by shape of polygonal cross-section, e.g. tins, boxes
Definitions
- the present invention relates on the one hand to a method of manufacturing a metallic package of generally prismatic shape and on the other hand to a metallic package obtained by this method.
- the rounded parts of the fallen edge thus formed have a metal deficit compared to the straight parts of the fallen edge.
- a dropped edge formed on a neck formed on the end of a tubular body of substantially polygonal cross section has a very irregular contour unsuitable for crimping a face attached to the fallen edge.
- the object of the invention is to remedy the defects which arise during the formation of an edge which has fallen onto a constriction formed on a tubular body of substantially polygonal cross section.
- a subject of the invention is also a metallic packaging of generally prismatic shape, of the type comprising a tubular metallic body of substantially polygonal cross section delimiting lateral faces of the packaging connected together by rounded corners, and a face forming a top or bottom of the packaging crimped onto one end of the body, characterized in that the surface forming the top or bottom is crimped onto a neck formed at the corresponding end of the body.
- a tubular metallic body 10 as first shown in FIG. 1 is manufactured.
- the body 10 has a substantially rectangular cross section and is intended to delimit lateral faces 12 of the metal packaging.
- the lateral faces 12 are interconnected by rounded corners 14.
- the tubular body 10 is manufactured in a manner known per se from a sheet of metal sheet, which is rolled, then welded so as to form a ferrule and finally expanded so as to obtain a substantially rectangular cross section.
- the lower end of the body 10 is closed by forming a lower fallen edge 16 on this lower end, then by crimping on this edge 16 an attached metal face (not shown in the figures) forming the bottom of the packaging. .
- the bottom is crimped on the lower dropped edge either immediately after this fallen edge is formed or later.
- FIGS. 3 to 5 there is formed, near the upper end of the body 10 and on each of the corners 14 of this body, a bead 18 projecting radially outward from the body, with respect to the longitudinal direction of this body.
- the beads 18 may extend radially inward of the body.
- the beads 18 are all substantially the same distance from the upper end of the body and have the diametrical planes of the body 10 as their plane of symmetry.
- the beads 18 are formed using known means so as to extend parallel to a transverse plane of the body 10 substantially along the same angular sector as the corresponding rounded corners.
- a constriction 20 and an upper fallen edge 22 extending this constriction are formed on the upper end of the body 10, using known means, as shown in FIG. 6.
- the neck 20 is connected to the rest of the body 10 by an inclined connecting part 20L.
- This part 20L is spaced axially from the beads 18 by a distance D preferably between 0 and 3 mm.
- the distance D is non-zero, while in the variant shown in FIG. 7, the distance D is zero so that the inclined connecting part 20L directly extends the beads 18.
- the axial depressions E create metal deficits making it possible to subsequently compensate for the excess of metal appearing at the rounded corners of the body 10 when the constriction 20 is formed before forming the upper fallen edge 22.
- the dimension of the beads can be easily determined according to the excess metal to be compensated during the formation of the necking followed by the upper fallen edge.
- the contour of the fallen edge 22 thus obtained is regular, that is to say that its dimension in a radial direction relative to the body 10 is substantially identical both in the rounded parts and in the straight parts of the fallen edge.
- the contour of the upper dropped edge 22 is regular, the top to be crimped can be easily positioned on the fallen edge and the setting obtained thereafter is of very good quality.
- the metal packages obtained according to the method of the invention described above are easily stackable on top of each other. Indeed, the lower end of a package is nestable on the narrowed upper end of another similar package.
- the invention is not limited to the exemplary embodiments described above.
- tubular body can have any substantially polygonal cross section, other than rectangular.
- constriction can be formed either on the upper or lower end of the packaging.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Packages (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
Description
La présente invention concerne d'une part un procédé de fabrication d'un emballage métallique de forme générale prismatique et d'autre part un emballage métallique obtenu par ce procédé.The present invention relates on the one hand to a method of manufacturing a metallic package of generally prismatic shape and on the other hand to a metallic package obtained by this method.
On connaît déjà dans l'état de la technique un procédé de fabrication d'un emballage métallique de forme générale prismatique, du type dans lequel on forme un corps métallique tubulaire de section transversale sensiblement polygonale délimitant des faces latérales de l'emballage reliées entre elles par des coins arrondis.There is already known in the prior art a method of manufacturing a metallic package of generally prismatic shape, of the type in which a tubular metallic body of substantially polygonal cross section is defined delimiting lateral faces of the package connected to each other. by rounded corners.
Un tel corps tubulaire est obtenu de façon connue en soi, par exemple :
- en cisaillant un flan de tôle,
- en roulant ce flan de manière à former un cylindre,
- en soudant les bords de jonction longitudinaux du cylindre, notamment à l'aide de moyens de soudage électriques, de manière à obtenir une virole métallique, et
- en imprimant à cette virole une section transversale sensiblement polygonale, (à coins arrondis), par exemple rectangulaire, à l'aide de moyens d'expansion.
- by shearing a sheet metal blank,
- by rolling this blank so as to form a cylinder,
- by welding the longitudinal joining edges of the cylinder, in particular using electric welding means, so as to obtain a metallic ferrule, and
- by printing on this ferrule a substantially polygonal cross section (with rounded corners), for example rectangular, using expansion means.
Il est également connu de former sur une extrémité du corps tubulaire un bord tombé de manière à pouvoir sertir sur ce bord une face métallique rapportée formant un dessus ou un fond de l'emballage.It is also known to form a fallen edge on one end of the tubular body so as to be able to crimp on this edge an attached metal face forming a top or bottom of the packaging.
Cependant, les parties arrondies du bord tombé ainsi formé, correspondant aux coins arrondis du corps, présentent un déficit de métal par rapport aux parties rectilignes du bord tombé.However, the rounded parts of the fallen edge thus formed, corresponding to the rounded corners of the body, have a metal deficit compared to the straight parts of the fallen edge.
Malgré ce déficit de métal, la face rapportée peut être sertie sur le bord tombé de façon relativement satisfaisante.Despite this metal deficit, the added face can be crimped on the fallen edge relatively satisfactorily.
Il n'en serait pas de même, si l'on souhaitait sertir la face rapportée sur un rétreint ménagé sur l'extrémité du corps tubulaire polygonal. En effet, dans ce cas, les parties arrondies du rétreint, correspondant aux coins arrondis du corps, présentent un excès de métal par rapport aux parties rectilignes de ce rétreint.It would not be the same, if one wished to crimp the added face on a necking formed on the end of the polygonal tubular body. Indeed, in this case, the rounded parts of the neck, corresponding to the rounded corners of the body, have an excess of metal with respect to the straight parts of this neck.
La formation d'un bord tombé prolongeant le rétreint provoque le cumul des défauts liés au rétreint (excès de métal dans les coins arrondis) et au bord tombé (déficit de métal dans les coins arrondis).The formation of a fallen edge extending the neck causes the accumulation of defects related to the neck (excess of metal in the rounded corners) and the fallen edge (deficit of metal in the rounded corners).
Les deux types de défauts ne se compensent pas entre eux étant donné que l'excès de métal dû au rétreint est proportionnellement beaucoup plus important que le déficit de métal dû au bord tombé.The two types of defects do not compensate for each other since the excess of metal due to shrinking is proportionally much greater than the deficit of metal due to the fallen edge.
Par conséquent, un bord tombé formé sur un rétreint ménagé sur l'extrémité d'un corps tubulaire de section transversale sensiblement polygonale présente un contour très irrégulier inadapté au sertissage d'une face rapportée sur le bord tombé.Consequently, a dropped edge formed on a neck formed on the end of a tubular body of substantially polygonal cross section has a very irregular contour unsuitable for crimping a face attached to the fallen edge.
L'invention a pour but de remédier aux défauts qui se présentent lors de la formation d'un bord tombé sur un rétreint ménagé sur un corps tubulaire de section transversale sensiblement polygonale.The object of the invention is to remedy the defects which arise during the formation of an edge which has fallen onto a constriction formed on a tubular body of substantially polygonal cross section.
A cet effet, l'invention a pour objet un procédé de fabrication d'un emballage métallique, du type précité, caractérisé en ce que :
- on forme, à proximité d'une première extrémité du corps et sur chacun des coins de ce corps, un bourrelet d'expansion du métal faisant saillie radialement, les bourrelets étant tous sensiblement à la même distance de cette première extrémité,
- on forme sur la première extrémité du corps un rétreint et un bord tombé prolongeant ce rétreint, et
- on sertit sur le bord tombé une face métallique rapportée formant un fond ou un dessus de l'emballage.
- there is formed, near a first end of the body and on each of the corners of this body, a metal expansion bead projecting radially, the beads being all substantially the same distance from this first end,
- a constriction and a fallen edge extending this constriction are formed on the first end of the body, and
- an added metal face is crimped onto the fallen edge forming a bottom or top of the package.
Suivant d'autres caractéristiques de ce procédé:
- les bourrelets sont formés de manière à s'étendre radialement vers l'extérieur du corps ;
- le rétreint est formé de manière à être relié au reste du corps par une partie de liaison inclinée espacée axialement des bourrelets d'une distance comprise entre 0 et 3 mm ;
- on forme sur la seconde extrémité du corps, opposée à la première extrémité, un bord tombé et on sertit sur ce bord tombé une autre face métallique rapportée formant un dessus ou un fond de l'emballage.
- the beads are formed so as to extend radially outward from the body;
- the constriction is formed so as to be connected to the rest of the body by an inclined connecting part axially spaced from the beads of a distance between 0 and 3 mm;
- a dropped edge is formed on the second end of the body, opposite the first end, and another added metal face is crimped onto this fallen edge forming a top or a bottom of the packaging.
L'invention a également pour objet un emballage métallique de forme générale prismatique, du type comportant un corps métallique tubulaire de section transversale sensiblement polygonale délimitant des faces latérales de l'emballage reliées entre elles par des coins arrondis, et une face formant dessus ou fond de l'emballage sertie sur une extrémité du corps, caractérisé en ce que la face formant dessus ou fond est sertie sur un rétreint ménagé à l'extrémité correspondante du corps.A subject of the invention is also a metallic packaging of generally prismatic shape, of the type comprising a tubular metallic body of substantially polygonal cross section delimiting lateral faces of the packaging connected together by rounded corners, and a face forming a top or bottom of the packaging crimped onto one end of the body, characterized in that the surface forming the top or bottom is crimped onto a neck formed at the corresponding end of the body.
Suivant d'autres caractéristiques de cet emballage:
- il comporte de plus un bourrelet d'expansion du métal faisant saillie radialement, ménagé sur chacun des coins du corps, les bourrelets étant tous sensiblement à la même distance du rétreint ;
- les bourrelets s'étendent radialement vers l'extérieur du corps ;
- le rétreint est relié au reste du corps par une partie de liaison inclinée espacée axialement des bourrelets d'une distance comprise entre 0 et 3 mm.
- it further comprises a metal expansion bead protruding radially, formed on each of the corners of the body, the beads all being substantially at the same distance from the constriction;
- the beads extend radially outward from the body;
- the constriction is connected to the rest of the body by an inclined connecting part axially spaced from the beads of a distance between 0 and 3 mm.
L'invention sera mieux comprise à la lecture de la description qui va suivre donnée uniquement à titre d'exemple pour la compréhension de laquelle on se référera aux dessins annexés dans lesquels :
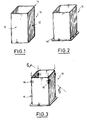
- la figure 1 est une vue en perspective d'un corps métallique tubulaire de section transversale sensiblement rectangulaire destiné à la fabrication selon l'invention d'un emballage métallique de forme générale prismatique ;
- la figure 2 est une vue similaire à la figure 1, dans laquelle le corps tubulaire comporte de plus un bord tombé inférieur ;
- la figure 3 est une vue similaire à la figure 1, dans laquelle le corps tubulaire comporte de plus des bourrelets d'expansion du métal disposés aux quatre coins du corps ;
- la figure 4 est une vue de détail en coupe suivant un plan diamétral du corps représentant un bourrelet d'expansion ;
- la figure 5 est une vue de dessus de la figure 4 ;
- la figure 6 est une vue partielle en coupe suivant la ligne 6-6 de la figure 3 ;
- la figure 7 est une vue similaire à la figure 6 montrant une variante de réalisation du corps tubulaire;
- la figure 8 est une vue en perspective d'un emballage selon l'invention.
- Figure 1 is a perspective view of a tubular metal body of substantially rectangular cross section intended for the manufacture according to the invention of a metal package of generally prismatic shape;
- Figure 2 is a view similar to Figure 1, in which the tubular body further comprises a lower fallen edge;
- Figure 3 is a view similar to Figure 1, wherein the tubular body further comprises metal expansion beads disposed at the four corners of the body;
- Figure 4 is a detail view in section along a diametrical plane of the body showing an expansion bead;
- Figure 5 is a top view of Figure 4;
- Figure 6 is a partial sectional view along line 6-6 of Figure 3;
- Figure 7 is a view similar to Figure 6 showing an alternative embodiment of the tubular body;
- Figure 8 is a perspective view of a package according to the invention.
Pour fabriquer un emballage métallique de forme générale prismatique selon l'invention, on fabrique tout d'abord un corps métallique tubulaire 10 tel que représenté sur la figure 1.To manufacture a metallic package of generally prismatic shape according to the invention, a tubular
Le corps 10 a une section transversale sensiblement rectangulaire et est destiné à délimiter des faces latérales 12 de l'emballage métallique. Les faces latérales 12 sont reliées entre elles par des coins arrondis 14.The
Le corps tubulaire 10 est fabriqué de façon connue en soi à partir d'un flan de tôle métallique, qui est roulé, puis soudé de manière à former une virole et enfin expansé de façon à obtenir une section transversale sensiblement rectangulaire.The
De façon classique, l'extrémité inférieure du corps 10 est fermée en formant un bord tombé inférieur 16 sur cette extrémité inférieure, puis en sertissant sur ce bord 16 une face métallique rapportée (non représentée sur les figures) formant le fond de l'emballage.Conventionally, the lower end of the
Le fond est serti sur le bord tombé inférieur soit juste après formation de ce bord tombé soit ultérieurement.The bottom is crimped on the lower dropped edge either immediately after this fallen edge is formed or later.
Par ailleurs, comme cela est représenté sur les figures 3 à 5, on forme, à proximité de l'extrémité supérieure du corps 10 et sur chacun des coins 14 de ce corps, un bourrelet 18 faisant saillie radialement vers l'extérieur du corps, par rapport à la direction longitudinale de ce corps.Furthermore, as shown in FIGS. 3 to 5, there is formed, near the upper end of the
En variante, les bourrelets 18 peuvent s'étendre radialement vers l'intérieur du corps.Alternatively, the
On notera que les bourrelets 18 sont tous sensiblement à la même distance de l'extrémité supérieure du corps et ont pour plan de symétrie les plans diamétraux du corps 10.It will be noted that the
Les bourrelets 18 sont formés à l'aide de moyens connus de manière à s'étendre parallèlement à un plan transversal du corps 10 sensiblement suivant un même secteur angulaire que les coins arrondis correspondants.The
Du fait de l'expansion du métal résultant de la formation des bourrelets 18, le contour de l'extrémité supérieure du corps 10 présente, à cette étape de fabrication de l'emballage, des enfoncements axiaux au niveau des coins 14. Ces enfoncements sont indiqués par des flèches verticales sur la figure 3. Un enfoncement axial E est représenté plus en détail sur la figure 4.Due to the expansion of the metal resulting from the formation of the
Après avoir formé les bourrelets 18, on forme sur l'extrémité supérieure du corps 10 un rétreint 20 et un bord tombé supérieur 22 prolongeant ce rétreint, à l'aide de moyens connus, comme cela est représenté sur la figure 6.After having formed the
Le rétreint 20 est relié au reste du corps 10 par une partie de liaison 20L inclinée. Cette partie 20L est espacée axialement des bourrelets 18 d'une distance D comprise, de préférence, entre 0 et 3 mm.The
Dans l'exemple représenté à la figure 6, la distance D est non nulle, tandis que dans la variante représentée à la figure 7, la distance D est nulle si bien que la partie de liaison inclinée 20L prolonge directement les bourrelets 18.In the example shown in FIG. 6, the distance D is non-zero, while in the variant shown in FIG. 7, the distance D is zero so that the inclined connecting
Les enfoncements axiaux E créent des déficits de métal permettant de compenser ultérieurement l'excès de métal apparaissant au niveau des coins arrondis du corps 10 lorsque l'on forme le rétreint 20 avant de former le bord tombé supérieur 22. La dimension des bourrelets peut être facilement déterminée en fonction de l'excès de métal devant être compensé lors de la formation du rétreint suivi du bord tombé supérieur.The axial depressions E create metal deficits making it possible to subsequently compensate for the excess of metal appearing at the rounded corners of the
Le contour du bord tombé 22 ainsi obtenu est régulier, c'est-à-dire que sa dimension suivant une direction radiale par rapport au corps 10 est sensiblement identique aussi bien dans les parties arrondies que dans les parties rectilignes du bord tombé.The contour of the fallen
Enfin, afin de fermer l'extrémité supérieure du corps 10, on sertit de façon connue en soi sur le bord tombé supérieur 22 une face métallique rapportée 24 destinée à former le dessus de l'emballage. On obtient ainsi un emballage 26 tel que représenté sur la figure 8.Finally, in order to close the upper end of the
Le contour du bord tombé supérieur 22 étant régulier, le dessus à sertir peut être positionné aisément sur le bord tombé et le serti obtenu par la suite est de très bonne qualité.The contour of the upper dropped
Les emballages métalliques obtenus selon le procédé de l'invention décrit ci-dessus sont facilement empilables les uns sur les autres. En effet, l'extrémité inférieure d'un emballage est emboîtable sur l'extrémité supérieure rétreinte d'un autre emballage similaire.The metal packages obtained according to the method of the invention described above are easily stackable on top of each other. Indeed, the lower end of a package is nestable on the narrowed upper end of another similar package.
L'invention ne se limite pas aux exemples de réalisation décrits ci-dessus.The invention is not limited to the exemplary embodiments described above.
En particulier, le corps tubulaire peut avoir une section transversale sensiblement polygonale quelconque, autre que rectangulaire.In particular, the tubular body can have any substantially polygonal cross section, other than rectangular.
Par ailleurs, le rétreint peut être formé indifféremment sur l'extrémité supérieure ou inférieure de l'emballage.Furthermore, the constriction can be formed either on the upper or lower end of the packaging.
Claims (8)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9501292 | 1995-02-03 | ||
| FR9501292A FR2730213B1 (en) | 1995-02-03 | 1995-02-03 | METHOD FOR MANUFACTURING A METALLIC PACKAGING OF A GENERAL PRISMATIC FORM AND PACKAGE OBTAINED THEREBY |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0725009A1 true EP0725009A1 (en) | 1996-08-07 |
| EP0725009B1 EP0725009B1 (en) | 1999-05-06 |
Family
ID=9475828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96400221A Expired - Lifetime EP0725009B1 (en) | 1995-02-03 | 1996-01-31 | Method for making a metallic package having a general prismatic form and package made by this method |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5813565A (en) |
| EP (1) | EP0725009B1 (en) |
| DE (1) | DE69602287T2 (en) |
| ES (1) | ES2132848T3 (en) |
| FR (1) | FR2730213B1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6293692B1 (en) * | 1999-11-05 | 2001-09-25 | M. William Bowsher | Multipurpose container structure |
| EP1453621B1 (en) * | 2001-10-17 | 2007-10-10 | Corus Staal BV | Method for producing a container for a pressurized fluid, and container of this type |
| WO2006123666A1 (en) * | 2005-05-17 | 2006-11-23 | Toyo Seikan Kaisha, Ltd. | Three-piece square can and method of manufacturing the same |
| BRPI0804305A2 (en) * | 2008-10-09 | 2010-07-13 | Brasilata Embalagens Metalicas | sheet metal container |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2114137A (en) * | 1934-10-16 | 1938-04-12 | Wheeling Steel Corp | Container and manufacture thereof |
| US3953994A (en) * | 1969-12-11 | 1976-05-04 | Dale E. Summer | Can bodies and method and apparatus for manufacture thereof |
| AT393240B (en) * | 1990-01-08 | 1991-09-10 | Vogel & Noot Ag | Method and apparatus for the aftertreatment of metal bodies, preferably round, thin-walled metal bodies, of two- or three-piece cans |
| EP0448436A1 (en) * | 1990-03-14 | 1991-09-25 | Ferembal | Method of making hollow objects and metal containers of truncated pyramidal form and hollow objects and metal containers of truncated pyramidal form |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1316237A (en) * | 1919-09-16 | American Can Co | Construction of cans. | |
| US1645971A (en) * | 1922-08-25 | 1927-10-18 | Clarence H Riegel | Method of making sheet-metal barrels |
| US2071602A (en) * | 1934-09-12 | 1937-02-23 | Rheem Mfg Co | Noncorrosive lined container |
| US2153365A (en) * | 1934-12-18 | 1939-04-04 | Wheeling Steel Corp | Manufacture of containers |
| US2596043A (en) * | 1946-12-26 | 1952-05-06 | Hamilton Metal Products Compan | Metal box |
| US3157308A (en) * | 1961-09-05 | 1964-11-17 | Clark Mfg Co J L | Canister type container and method of making the same |
| US4113095A (en) * | 1976-11-26 | 1978-09-12 | Van Dorn Company | Tray-type processed food containers |
-
1995
- 1995-02-03 FR FR9501292A patent/FR2730213B1/en not_active Expired - Fee Related
-
1996
- 1996-01-31 DE DE69602287T patent/DE69602287T2/en not_active Expired - Fee Related
- 1996-01-31 EP EP96400221A patent/EP0725009B1/en not_active Expired - Lifetime
- 1996-01-31 ES ES96400221T patent/ES2132848T3/en not_active Expired - Lifetime
- 1996-02-05 US US08/596,659 patent/US5813565A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2114137A (en) * | 1934-10-16 | 1938-04-12 | Wheeling Steel Corp | Container and manufacture thereof |
| US3953994A (en) * | 1969-12-11 | 1976-05-04 | Dale E. Summer | Can bodies and method and apparatus for manufacture thereof |
| AT393240B (en) * | 1990-01-08 | 1991-09-10 | Vogel & Noot Ag | Method and apparatus for the aftertreatment of metal bodies, preferably round, thin-walled metal bodies, of two- or three-piece cans |
| EP0448436A1 (en) * | 1990-03-14 | 1991-09-25 | Ferembal | Method of making hollow objects and metal containers of truncated pyramidal form and hollow objects and metal containers of truncated pyramidal form |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69602287T2 (en) | 1999-11-04 |
| US5813565A (en) | 1998-09-29 |
| FR2730213B1 (en) | 1997-04-30 |
| FR2730213A1 (en) | 1996-08-09 |
| DE69602287D1 (en) | 1999-06-10 |
| EP0725009B1 (en) | 1999-05-06 |
| ES2132848T3 (en) | 1999-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2749648A1 (en) | FLAT TUBE WITH MEDIAN SPACER FOR HEAT EXCHANGER | |
| EP0567399A1 (en) | Heat exchanger tube with integrated perturbation device | |
| FR2742531A1 (en) | HEAT EXCHANGER COLLECTION PLATE, PROCESS FOR MANUFACTURING THE SAME, AND HEAT EXCHANGER COMPRISING SUCH A COLLECTOR PLATE | |
| FR2570969A1 (en) | METHOD FOR SHUTTING WITH CRIMPING AND RETRACTING AN END OF A VIROLE BY A CRIMPED BOTTOM AND CRIMPING CHUCK SUITABLE FOR ITS USE | |
| FR2728816A1 (en) | Forked shaft manufacturing procedure | |
| EP1378402A1 (en) | Profile for structural element of an automobile and its corresponding chassis | |
| EP0852974B1 (en) | Method of making a metallic formcan and metallic can of the drinking type made by this method | |
| EP0725009B1 (en) | Method for making a metallic package having a general prismatic form and package made by this method | |
| EP1540229B1 (en) | Clamping ring | |
| FR2819741A1 (en) | WHEEL RIM IN STEEL SHEET WITH OPTIMIZED PROFILE | |
| EP1299251B1 (en) | Vehicle wheel assembled beneath the seat | |
| EP0737624B1 (en) | Method for the manufacture of an easy open lid having an incision located in a sloping region | |
| FR2728667A1 (en) | HEAT EXCHANGER, HEAT EXCHANGER TUBE AND METHODS FOR THEIR MANUFACTURE | |
| EP0622150B1 (en) | Laser welding method of stamped workpieces flanges | |
| EP0743123A1 (en) | Process for interlocking a tubular shell of the fluid box of an heat exchanger | |
| EP1167076A1 (en) | Wheel disk, light and with large space for brake | |
| FR2802255A1 (en) | Manufacturing process of splined shaft has first section with machined teeth having reduced peak, and deeper adjacent grooves than in second section | |
| FR2532622A1 (en) | Cardboard box for packing several bottles in one row | |
| EP2138246B1 (en) | Tube manufactured from a planar blank and method of manufacturing such a tube | |
| FR2903369A3 (en) | Motor vehicle`s roof assembling method, involves folding edge by wheel or die, to define section with wings, and connecting free wing to shoulder by gum layer or welding realized between ends of free wing and one of sheets, respectively | |
| EP1057736B1 (en) | Improved container with handle and manufacturing method | |
| EP0577503B1 (en) | Method of making a can consisting of a metallic body and lid and can made by this process | |
| EP1192016A1 (en) | Method for assembling at least two component metal elements for producing a structure | |
| FR2697181A1 (en) | Method of manufacturing a box body provided with a molding zone of radial stiffening and metallic packaging obtained by such a method. | |
| EP1057737B1 (en) | Improved container with handle and manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19960709 |
|
| 17Q | First examination report despatched |
Effective date: 19970530 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR GB IT NL |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990518 |
|
| REF | Corresponds to: |
Ref document number: 69602287 Country of ref document: DE Date of ref document: 19990610 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2132848 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20021217 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20021231 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030108 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030124 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20030213 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20031215 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040202 |
|
| BERE | Be: lapsed |
Owner name: *SAFET EMBAMET Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040131 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050131 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20040202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |