EP0700575B1 - Winding head - Google Patents
Winding head Download PDFInfo
- Publication number
- EP0700575B1 EP0700575B1 EP94911841A EP94911841A EP0700575B1 EP 0700575 B1 EP0700575 B1 EP 0700575B1 EP 94911841 A EP94911841 A EP 94911841A EP 94911841 A EP94911841 A EP 94911841A EP 0700575 B1 EP0700575 B1 EP 0700575B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wire
- winding
- connection
- tool head
- connecting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004804 winding Methods 0.000 title claims abstract description 73
- 239000004020 conductor Substances 0.000 claims description 28
- 238000000034 method Methods 0.000 claims description 16
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 230000001681 protective effect Effects 0.000 claims description 6
- 229910052802 copper Inorganic materials 0.000 claims description 2
- 239000010949 copper Substances 0.000 claims description 2
- 239000003365 glass fiber Substances 0.000 claims description 2
- 238000012544 monitoring process Methods 0.000 claims 1
- 238000005520 cutting process Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 239000010410 layer Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000001465 metallisation Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000013016 damping Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 229920003223 poly(pyromellitimide-1,4-diphenyl ether) Polymers 0.000 description 2
- 229910001020 Au alloy Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 239000003353 gold alloy Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000002161 passivation Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/10—Connecting leads to windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/076—Forming taps or terminals while winding, e.g. by wrapping or soldering the wire onto pins, or by directly forming terminals from the wire
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49071—Electromagnet, transformer or inductor by winding or coiling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5136—Separate tool stations for selective or successive operation on work
- Y10T29/5137—Separate tool stations for selective or successive operation on work including assembling or disassembling station
- Y10T29/5141—Separate tool stations for selective or successive operation on work including assembling or disassembling station and means to stake electric wire to commutator or armature in assembling of electric motor or generator
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5147—Plural diverse manufacturing apparatus including means for metal shaping or assembling including composite tool
- Y10T29/5148—Plural diverse manufacturing apparatus including means for metal shaping or assembling including composite tool including severing means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5187—Wire working
Definitions
- the present invention relates to a device for producing a coil winding from winding wire on a winding support with a winding head having a wire guide device and movable relative to the winding support. Furthermore, the invention relates to a method which can be carried out by means of this device for producing an electrically conductive connection.
- Devices of the type mentioned above can be used in the manufacture of coil arrangements in which a wire conductor is wound around the winding support by means of a winding head to form a coil winding and wire ends of the winding wire are connected to connection surfaces of the winding support or those of adjacent components.
- other devices namely a connecting device and a wire separating device, are required in addition to the winding head.
- the procedure can be such that first a wire end is connected to a connecting surface by means of the connecting device, then the actual coil winding is formed around the winding support by means of the winding head, and finally the running wire end of the winding wire is carried out by means of the connecting device is connected to a further connection surface and is severed by means of the wire cutting device.
- the present invention has for its object to provide a generic device or a method that enables the most compact possible construction and a reduction in manufacturing times.
- the wire guide device, the connecting device and the wire separating device are integral devices of the winding head.
- Such a device virtually creates a highly integrated winding head which, in addition to the actual wire guiding function when winding a wire conductor on a winding support, also simultaneously performs the functions of connecting the wire ends to the winding support or a separate connection surface support separate therefrom and the final wire cutting function.
- Due to the combination in a structural unit the entire device is a compact arrangement, so that both in one and the same relative position with respect to the connection surface of the connection surface carrier Connection of the wire conductor to the pad as well as cutting the wire conductor can be done.
- there are no intermediate routes during the establishment of the connection which arise from the fact that, in devices according to the prior art, the wire guide device must be guided from a connecting device to a separating device.
- the device according to the invention is particularly suitable for producing coil arrangements, that is to say both for carrying out a winding process and for carrying out the connection technology
- the device according to the invention can equally advantageously be used in general where it matters, at certain points To create connections between a wire conductor and a connection surface and to guide the wire conductor in the intermediate area with the winding / connecting device according to the invention, referred to here as the winding head, on a predetermined movement path from one connection point to the other connection point.
- a winding process does not have to be carried out in every case, but also with a corresponding axis control of the winding / connecting device, a meandering course in one plane or any other wire course between two connection points can be generated.
- the wire guide device, the connecting device and the wire separating device are combined in one tool head, the actuating or delivery elements necessary for the individual devices being arranged outside the tool head.
- This structure means a miniaturization which enables the use of the device according to the invention even with the smallest connection areas, such as the connection areas of a chip which are only 100 micrometers x 100 micrometers as standard.
- a wire deflection device is preferably assigned to the wire guide device, which enables a wire conductor which is supplied approximately parallel to the connecting device to be deflected transversely to the feed axis of the connecting device so that the wire conductor comes to rest between the connecting device and the connecting surface when the connection is made.
- connection device is not limited to a particular type, but rather that any of the range of connection devices available, such as a thermode, a thermosonic connection device, a laser welding device etc., or a combination thereof , can be selected.
- a laser welding device such a device, as described in DE-OS 42 00 492
- a laser welding device has proven to be advantageous, in which the laser power emitted by a laser source is conducted directly to the connection point by means of a glass fiber conductor.
- the winding head itself does not have to be loaded by the device device forming the laser source, but can be arranged in a stationary manner from the winding head.
- the fiber optic cable can then be used as a connecting device be integrated into the winding head. This makes it possible to use a high-performance laser welding device in the device according to the invention without disadvantageously increasing its mass due to the device device mentioned above.
- the wire guide device can be combined with the connecting device, for example in the case of a thermosonic bonding head as the connecting device, the wire is fed through a capillary in the bonding head.
- the separating device in a functional unit which is then composed of a wire guide device, connecting device and wire separating device.
- An example of this would be a thermosonic bonding head provided with a wire guide capillary, which also has a separating edge formed in the wire contact area. This would allow a high level of integration to be achieved.
- the wire deflection device is preferably formed from a suction device acting transversely to the feed axis of the wire guide device.
- a suction air connection is required in the area of the connecting device for its implementation, which causes the wire conductor fed through the wire guide device approximately parallel to the feed axis of the connecting device to be deflected transversely to the feed axis of the connecting device as a result of the suction force, so that the connecting device can act on the wire conductor, for example by applying heat and pressure in the case of a thermode.
- Another possibility is to provide a gripping device which can be pivoted transversely to the feed axis of the connecting device for the wire deflection device.
- a possible embodiment of a wire deflection device which is similar in principle, but still preferable in terms of the achievable compactness, consists in making the wire guide device itself pivotable transversely to the feed axis of the connecting device, in order then to cooperate with the connection surface of the connection surface carrier which the wire conductor strikes, to cause such a deflection of the wire conductor that the wire conductor comes to rest between the connecting device and the connection surface.
- the device according to the invention is constructed in such a way that the actuating or feed elements assigned to the individual devices are arranged in a tool head carrier which can be coupled to the tool head.
- a connecting device of a certain type For example, the thermocompression method for a connection on a connection surface of a Kapton film and for a chip connection surface have been found the Thermosonic process as advantageous, and a combination of these processes is also conceivable.
- the connecting device however, one and the same actuating or delivery element can always be used. Apart from a simple and quick tool head change, this has a favorable effect on the tool preparation costs.
- actuating or delivery elements There are various options for executing the actuating or delivery elements. For example, they can be designed as compressed air actuators, such as piston / cylinder units, or as solenoid actuators.
- This further wire guide device can be integrated in the connecting device.
- a further advantageous measure for example to establish or increase the connection compatibility between the wire conductor material and the pad material, can consist in providing a protective gas supply device in the area of the connection device.
- Another possible alternative is to provide a vacuum device in the area of the connecting device, for example by surrounding the entire tool head with a vacuum bell.
- the protective gas supply device can also be assigned a coating device which enables an application of a protective layer to the connection point, for example the application of a passivation layer as corrosion protection, preferably while the protective gas is being applied to the connection point.
- a camera in particular a CCD camera equipped with CCD (charge-coupled device) image sensors, which is attached to the tool head itself or also to the tool head carrier can.
- CCD charge-coupled device
- the camera can also be integrated into the tool head or the tool head carrier.
- the device according to one or more of claims 1 to 16 is used to connect a bondable wire conductor directly to the unbumped connection areas of an electronic component, such as a chip.
- the wire is connected directly to the aluminum pads, without bumps having been applied to them beforehand. The consequence of this is a considerable simplification in the electrical connection of chips or components comparable in terms of connection technology.
- a bondable winding wire preferably a copper bonding wire
- connection between the wire and the connection surface takes place in a protective gas atmosphere or under vacuum in order to increase the quality of the connection.
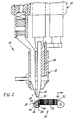
- FIG. 1 shows, in a first embodiment, a winding / connecting device 10 with a tool head carrier 11 and a tool head 12.
- the tool head 12 is detachably connected to the tool head carrier 11 by means of a connecting element 13 designed here as a connecting sleeve 13.
- the connecting sleeve 13 has in its end region facing the tool head carrier 11 an internal thread 14 which interacts with an external thread of the tool head carrier 11, not shown in detail.
- the tool head 12 has a tool holder 15 with tool devices accommodated and guided therein, namely a wire guide device 16, a connecting device 17, a wire separating device 18 and a wire deflecting device 19.
- the devices mentioned are provided at their upper end in FIG. 1 with pneumatic piston / cylinder units 21, 22, 23 provided as feed members .
- Damping devices 25 can be provided between piston rods 24 of the piston / cylinder units 21, 22, 23 and the ends of the devices 16, 17, 18, as exemplified for the wire cutting device 18.
- the devices 16, 17, 18 are not coupled directly to the piston / cylinder units 21, 22, 23 but via the damping devices 25.
- FIG. 1 shows the winding / connecting device 10 in a winding configuration in which the wire guide device 16 is in a position advanced from the tool holder 15.
- a winding wire 26 or generally a wire with which, for example, a wire connection between two connection surfaces is to be created is passed through the tubular wire guide device 16.
- the winding / connecting device 10 can be used in the usual way as a winding head which can be moved in one or more axes in space or generally as a wire guide head.
- the tool head 12 In order to use the winding / connecting device 10 shown in FIG. 1 to connect the wire 26 'to a connecting surface (not shown in FIG. 1) after a winding process or with the free wire end 27 fixed in some other way, the tool head 12 first move in the direction of arrow 28 and the wire guide device 16 is moved into the tool head 12 by actuating the piston / cylinder unit 21. As a result, the wire 26 lies against the underside of the tool head, so that the connecting device 17 can be moved out of the tool head 12 until it lies against the connecting surface with the wire 26 being interposed. Depending on the distance of the tool head 12 from the connection surface, the winding / connecting device 10 as a whole can be advanced in the direction of the feed axis 20.
- connection device 17 this works, for example, with thermocompression or ultrasound excitation with or without simultaneous heating of the connection surface, as a result of which the wire 26 is connected to the connection surface.
- the separating device 18 is extended, which in the exemplary embodiment shown in FIG. 1 has the form of a separating knife in order to cut the wire 26 near the connection point.
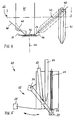
- FIG. 2 This configuration of the winding / connection device 10 is shown in FIG. 2 .
- the wire guide device 16 is in the retracted position and the connecting device 17 and the wire separating device 18 are in the advanced position.
- FIGS. 3 A to 3 C are then still the configurations of the winding / connection device 10 when carrying out a wire connection, such as laying down the wire end to a pad prior to performing a subsequent winding operation or a wire connection between the pads, are described .
- the wire guide device 16, the connecting device 17 and the wire separating device 18 are initially in a completely retracted position and release a channel 30 running transversely to the feed axis 20.
- the wire conductor 26 fed through the wire guide device 16 is brought into a position transverse to the infeed axis 20 by the wire deflection device 19 embodied here as a suction device, with its free wire end Wire feed can be prevented by the wire guide device by means of a clamping device.
- a device can also be provided for threading the wire into the wire guide device in an air-supported manner through nozzle flows.
- the connecting device 17 is extended until it lies against a connecting surface 29 with the interposition of the wire 26. In this position, the wire 26 is now connected to the connecting surface 29.
- the wire cutting device 18 is also extended so that the wire 26 can be separated by the cutting device 18 near the connection point. The severed wire end is then sucked off by the suction device 19.
- FIG. 2 shows an example of a possible application of the winding / connecting device 10 according to the invention in its use in the manufacture of a watch coil 31, which is used in electrically operated watches and which has a winding support 32 with a coil winding 33 arranged thereon.
- the connection surfaces of the watch coil 31 are formed by means of a so-called "Kapton film” 34, which consists of a plastic film with metallization layers 35, 36 applied thereon.
- 2 shows two connection points 37, 38 on the metallization layers 35, 36, at which winding wire ends 39, 40 are connected to the metallization layers 35, 36.
- the watch coil 31 shown in FIG. 2 can be produced by means of the winding / connecting device 10 according to the invention by first, as shown in FIGS. 3 A, 3 B, 3 C , a first connection of the winding wire 26 to the first metallization layer 35 below Connection 37 is formed.
- the coil winding 33 is then carried out by superimposing a rotational movement of the winding support 32 about its longitudinal axis and a translational movement of the tool head 12 in the direction of the arrow 41 and finally of the wire 26 performed.
- FIG. 4 shows a tool head 56 with a wire feed device 42 which can be pivoted about an articulation point 43 transversely to the feed axis 20 of the tool head.
- 4 shows the wire guide device 42 both in its winding position oriented essentially parallel to the feed axis 20 and in the pivoted state.
- the pivotability of the wire guide device 42 makes it possible to dispense with a separate deflection device. Rather, in the embodiment shown in FIG. 4 , the winding wire 26 is guided through a wire feed with the wire guide device 42 pivoted onto a connection surface 44 and deflected thereon. In this position, a connecting device 45 which can be advanced in the direction of the infeed axis can be moved up to the connection surface 44, the wire 26 between the connection surface 44 and a contact surface 46 of the connecting device 45 comes to rest.
- the connecting device 45 is designed such that a further wire guiding device 47, for example in the form of a channel, is formed in it in order to guide an additional wire 48 onto the connecting surface 44, so that the connection of the wire 26 with the connection surface 44 can take place simultaneously with the connection of the additional wire 48 to the connection surface 44.
- This additional wire 48 can be designed in such a way that the connection of poorly connectable or connection-incompatible materials of the wire 26 and the connection surface 44 is made possible. It is also possible to match the material of the additional wire 48 to the materials to be connected in such a way that special corrosion protection or insulation from the outside is provided.
- the wire cutting device was not shown in FIG. 4 .
- FIG. 5 shows in a further variant a schematically illustrated tool head 49 which, similar to the tool head 12 shown in FIG. 1 , has a wire guide device 50, a connecting device 51 and a wire separating device 52.
- the tool head 49 has a deflection device 53 which consists of a gripping device which can be pivoted about an articulation point 54 belonging to the tool head 49.
- a deflection device 53 which consists of a gripping device which can be pivoted about an articulation point 54 belonging to the tool head 49.
- the Wire 26 is picked up by a gripper 55 of the deflection device 53 and the held wire 26 with the gripper is pivoted about the articulation point 54 into its left position in FIG. 5 .
- the wire 26 can then be connected to a connecting surface and the wire 26 subsequently cut.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Magnetic Heads (AREA)
- Wire Processing (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Coil Winding Methods And Apparatuses (AREA)
- Wire Bonding (AREA)
- Adjustment Of The Magnetic Head Position Track Following On Tapes (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft eine Vorrichtung zur Herstellung einer Spulenwicklung aus Wickeldraht auf einem Wicklungsträger mit einem eine Drahtführungseinrichtung aufweisenden, relativ zum Wicklungsträger bewegbaren Wickelkopf. Des weiteren betrifft die Erfindung ein mittels dieser Vorrichtung durchführbares Verfahren zur Herstellung einer elektrisch leitfähigen Verbindung.The present invention relates to a device for producing a coil winding from winding wire on a winding support with a winding head having a wire guide device and movable relative to the winding support. Furthermore, the invention relates to a method which can be carried out by means of this device for producing an electrically conductive connection.
Vorrichtungen der obengenannten Art können bei der Herstellung von Spulenanordnungen verwendet werden, bei denen ein Drahtleiter mittels eines Wickelkopfs zur Bildung einer Spulenwicklung um den Wicklungsträger gewickelt wird und Drahtenden des Wickeldrahts mit Anschlußflächen des Wicklungsträgers oder denen benachbarter Bauelemente verbunden werden. Um die Verbindung der Drahtenden mit den Anschlußflächen herzustellen, werden neben dem Wickelkopf weitere Einrichtungen, nämlich eine Verbindungseinrichtung und eine Drahttrenneinrichtung benötigt. Bei der Herstellung einer derartigen Spulenanordnung kann dabei so vorgegangen werden, daß zunächst mittels der Verbindungseinrichtung ein Drahtende mit einer Anschlußfläche verbunden wird, anschließend mittels dem Wickelkopf die Ausbildung der eigentlichen Spulenwicklung um den Wicklungsträger herum erfolgt, und schließlich das laufende Drahtende des Wickeldrahts mittels der Verbindungseinrichtung mit einer weiteren Anschlußfläche verbunden und mittels der Drahttrenneinrichtung durchtrennt wird. Eine derartige Anordnung zur Durchführung des vorstehend grob erläuterten Verfahrens ist in der PCT-Anmeldung WO 93/09551 der Anmelderin näher beschrieben.Devices of the type mentioned above can be used in the manufacture of coil arrangements in which a wire conductor is wound around the winding support by means of a winding head to form a coil winding and wire ends of the winding wire are connected to connection surfaces of the winding support or those of adjacent components. In order to establish the connection of the wire ends to the connection surfaces, other devices, namely a connecting device and a wire separating device, are required in addition to the winding head. In the manufacture of such a coil arrangement, the procedure can be such that first a wire end is connected to a connecting surface by means of the connecting device, then the actual coil winding is formed around the winding support by means of the winding head, and finally the running wire end of the winding wire is carried out by means of the connecting device is connected to a further connection surface and is severed by means of the wire cutting device. Such an arrangement for performing the above roughly explained method is described in more detail in the PCT application WO 93/09551 by the applicant.
Durch die Vielzahl der an der Herstellung einer derartigen Spulenanordnung beteiligten Einrichtungen ergibt sich ein insgesamt komplexer Aufbau bei der bekannten Vorrichtung, wobei sich insbesondere durch die vom Wickelkopf zwischen den einzelnen, örtlich fest installierten Fertigungsstationen (Verbindungsstation, Trennstation) zurückzulegenden Wege entsprechend hohe Fertigungszeiten ergeben.The large number of devices involved in the manufacture of such a coil arrangement results in an overall complex structure in the known device, with correspondingly high manufacturing times resulting in particular from the distances to be covered by the winding head between the individual, locally installed manufacturing stations (connecting station, separating station).
Der vorliegenden Erfindung liegt die Aufgabe zugrunde, eine gattungsgemäße Vorrichtung bzw. ein Verfahren zu schaffen, die bzw. das einen möglichst kompakten Aufbau und eine Verkürzung der Fertigungszeiten ermöglicht.The present invention has for its object to provide a generic device or a method that enables the most compact possible construction and a reduction in manufacturing times.
Diese Aufgabe wird durch eine Vorrichtung mit den Merkmalen des Anspruchs 1 gelöst.This object is achieved by a device with the features of claim 1.
Bei der erfindungsgemäßen Vorrichtung sind die Drahtführungseinrichtung, die Verbindungseinrichtung und die Drahttrenneinrichtung integrale Einrichtungen des Wickelkopfs. Durch eine derartige Vorrichtung ist quasi ein hochintegrierter Wickelkopf geschaffen, der neben der eigentlichen Drahtführungsfunktion beim Wickeln eines Drahtleiters auf einen Wicklungsträger auch gleichzeitig die Funktionen des Verbindens der Drahtenden mit dem Wicklungsträger oder einem hiervon separaten anderen Anschlußflächenträger und die abschließende Drahttrennfunktion übernimmt. Durch die Zusammenfassung in einer baulichen Einheit stellt die gesamte Vorrichtung eine kompakte Anordnung dar, so daß in ein und derselben Relativposition gegenüber der Anschlußfläche des Anschlußflächenträgers sowohl die Verbindung des Drahtleiters mit der Anschlußfläche als auch das Durchtrennen des Drahtleiters erfolgen kann. Hierdurch entfallen bei der Verbindungsherstellung Zwischenwege, die dadurch entstehen, daß bei Vorrichtungen gemäß dem Stand der Technik die Drahtführungseinrichtung von einer Verbindungseinrichtung zu einer Trenneinrichtung geführt werden muß.In the device according to the invention, the wire guide device, the connecting device and the wire separating device are integral devices of the winding head. Such a device virtually creates a highly integrated winding head which, in addition to the actual wire guiding function when winding a wire conductor on a winding support, also simultaneously performs the functions of connecting the wire ends to the winding support or a separate connection surface support separate therefrom and the final wire cutting function. Due to the combination in a structural unit, the entire device is a compact arrangement, so that both in one and the same relative position with respect to the connection surface of the connection surface carrier Connection of the wire conductor to the pad as well as cutting the wire conductor can be done. As a result, there are no intermediate routes during the establishment of the connection, which arise from the fact that, in devices according to the prior art, the wire guide device must be guided from a connecting device to a separating device.
Obwohl die erfindungsgemäße Vorrichtung sich, wie vorstehend erläutert, besonders zur Herstellung von Spulenanordnungen, also sowohl zur Durchführung eines Wickelvorganges als auch zur Durchführung der Verbindungstechnik eignet, läßt sich die erfindungsgemäße Vorrichtung gleichermaßen vorteilhaft ganz allgemein dort verwenden, wo es darauf ankommt, an bestimmten Stellen Verbindungen zwischen einem Drahtleiter und einer Anschlußfläche zu schaffen und im Zwischenbereich den Drahtleiter mit der hier als Wickelkopf bezeichneten erfindungsgemäßen Wickel/Verbindungs-Vorrichtung auf einer vorgegebenen Bewegungsbahn von der einen Verbindungsstelle zur anderen Verbindungsstelle zu führen. Dabei muß nicht in jedem Fall ein Wickelvorgang ausgeführt werden, sondern es kann auch bei entsprechender Achsensteuerung der Wickel/Verbindungs-Vorrichtung etwa ein meanderförmiger Verlauf in einer Ebene oder jeder andere beliebige Drahtverlauf zwischen zwei Verbindungsstellen erzeugt werden.Although, as explained above, the device according to the invention is particularly suitable for producing coil arrangements, that is to say both for carrying out a winding process and for carrying out the connection technology, the device according to the invention can equally advantageously be used in general where it matters, at certain points To create connections between a wire conductor and a connection surface and to guide the wire conductor in the intermediate area with the winding / connecting device according to the invention, referred to here as the winding head, on a predetermined movement path from one connection point to the other connection point. In this case, a winding process does not have to be carried out in every case, but also with a corresponding axis control of the winding / connecting device, a meandering course in one plane or any other wire course between two connection points can be generated.
Bei einer bevorzugten Ausführungsform der erfindungsgemäßen Vorrichtung sind die Drahtführungseinrichtung, die Verbindungseinrichtung und die Drahttrenneinrichtung in einem Werkzeugkopf zusammengefaßt, wobei die für die einzelnen Einrichtungen notwendigen Betätigungs- oder Zustellorgane außerhalb des Werkzeugkopfs angeordnet sind. Dieser Aufbau bedeutet eine Miniaturisierung, die die Verwendung der erfindungsgemäßen Vorrichtung auch bei kleinsten Anschlußflächen, wie etwa den standardmäßig nur 100 Mikrometer x 100 Mikrometer Anschlußflächen eines Chips, ermöglichen.In a preferred embodiment of the device according to the invention, the wire guide device, the connecting device and the wire separating device are combined in one tool head, the actuating or delivery elements necessary for the individual devices being arranged outside the tool head. This structure means a miniaturization which enables the use of the device according to the invention even with the smallest connection areas, such as the connection areas of a chip which are only 100 micrometers x 100 micrometers as standard.
Vorzugsweise ist der Drahtführungseinrichtung eine Drahtablenkeinrichtung zugeordnet, die es ermöglicht einen aus Raumersparnisgründen etwa parallel zur Verbindungseinrichtung zugeführten Drahtleiter quer zur Zustellachse der Verbindungseinrichtung abzulenken, so daß bei Durchführung der Verbindung der Drahtleiter zwischen der Verbindungseinrichtung und der Anschlußfläche zu liegen kommt.A wire deflection device is preferably assigned to the wire guide device, which enables a wire conductor which is supplied approximately parallel to the connecting device to be deflected transversely to the feed axis of the connecting device so that the wire conductor comes to rest between the connecting device and the connecting surface when the connection is made.
An dieser Stelle sei bemerkt, daß die Verbindungseinrichtung nicht auf eine bestimmte Art beschränkt ist, sondern daß vielmehr beliebig aus der Reihe der zur Verfügung stehenden Verbindungseinrichtungen, wie etwa eine Thermode, eine Thermosonic-Verbindungseinrichtung, eine Laserschweißeinrichtung usw., oder auch eine Kombination davon, ausgewählt werden kann.At this point it should be noted that the connection device is not limited to a particular type, but rather that any of the range of connection devices available, such as a thermode, a thermosonic connection device, a laser welding device etc., or a combination thereof , can be selected.
Bei der Verwendung einer Laserschweißeinrichtung erweist sich insbesondere eine derartige als vorteilhaft, wie sie in der DE-OS 42 00 492 beschrieben ist, bei der die von einer Laserquelle emittierte Laserleistung mittels eines Glasfaserleiters unmittelbar zur Verbindungsstelle geleitet wird. Bei Verwendung einer derartigen Laserschweißeinrichtung zusammen mit der erfindungsgemäßen Vorrichtung ergibt sich der besondere Vorteil, daß der Wickelkopf selbst nicht durch die die Laserquelle bildende Geräteeinrichtung belastet werden muß, sondern diese ortsfest vom Wickelkopf entfernt angeordnet werden kann. Der Glasfaserleiter kann dann als Verbindungseinrichtung in den Wickelkopf integriert sein. Hierdurch ist es möglich, eine leistungsstarke Laserschweißeinrichtung bei der erfindungsgemäßen Vorrichtung zu verwenden, ohne deren Masse durch die vorstehend erwähnte Geräteeinrichtung nachteilig zu erhöhen.When using a laser welding device, such a device, as described in DE-OS 42 00 492, has proven to be advantageous, in which the laser power emitted by a laser source is conducted directly to the connection point by means of a glass fiber conductor. When such a laser welding device is used together with the device according to the invention, there is the particular advantage that the winding head itself does not have to be loaded by the device device forming the laser source, but can be arranged in a stationary manner from the winding head. The fiber optic cable can then be used as a connecting device be integrated into the winding head. This makes it possible to use a high-performance laser welding device in the device according to the invention without disadvantageously increasing its mass due to the device device mentioned above.
Es besteht auch die Möglichkeit, die Drahtführungseinrichtung, die Verbindungseinrichtung und die Drahttrenneinrichtung sämtlich oder teilweise zu einer Funktionseinheit zusammenzufassen. So kann etwa die Drahtführungseinrichtung mit der Verbindungseinrichtung zusammengefaßt werden, indem beispielsweise im Fall eines Thermosonic-Bondkopfs als Verbindungseinrichtung die Drahtzufuhr durch eine Kapillare im Bondkopf erfolgt. Auch ist es möglich, bei Bedarf zusätzlich noch die Trenneinrichtung in einer dann aus Drahtführungseinrichtung, Verbindungseinrichtung und Drahttrenneinrichtung zusammengesetzten Funktionseinheit zu integrieren. Ein Beispiel dafür wäre ein mit einer Drahtführungskapillare versehener Thermosonic-Bondkopf, der überdies über eine im Drahtkontaktbereich ausgebildete Trennkante verfügt. Hiermit ließe sich ein Höchstmaß an Integration erreichen.It is also possible to combine all or part of the wire guide device, the connecting device and the wire separating device to form a functional unit. For example, the wire guide device can be combined with the connecting device, for example in the case of a thermosonic bonding head as the connecting device, the wire is fed through a capillary in the bonding head. It is also possible, if necessary, to additionally integrate the separating device in a functional unit which is then composed of a wire guide device, connecting device and wire separating device. An example of this would be a thermosonic bonding head provided with a wire guide capillary, which also has a separating edge formed in the wire contact area. This would allow a high level of integration to be achieved.
Vorzugsweise ist die Drahtablenkeinrichtung aus einer quer zur Zustellachse der Drahtführungseinrichtung wirkenden Ansaugeinrichtung gebildet. Bei dieser vorteilhaften Ausgestaltung der Drahtablenkeinrichtung wird zu deren Realisierung lediglich ein Saugluftanschluß im Bereich der Verbindungseinrichtung benötigt, der bewirkt, daß der durch die Drahtführungseinrichtung etwa parallel zur Zustellachse der Verbindungseinrichtung zugeführte Drahtleiter infolge der Saugkraft quer zur Zustellachse der Verbindungseinrichtung abgelenkt wird, so daß die Verbindungseinrichtung auf den Drahtleiter einwirken kann, etwa durch Wärme- und Druckbeaufschlagung im Fall einer Thermode.The wire deflection device is preferably formed from a suction device acting transversely to the feed axis of the wire guide device. In this advantageous embodiment of the wire deflection device, only a suction air connection is required in the area of the connecting device for its implementation, which causes the wire conductor fed through the wire guide device approximately parallel to the feed axis of the connecting device to be deflected transversely to the feed axis of the connecting device as a result of the suction force, so that the connecting device can act on the wire conductor, for example by applying heat and pressure in the case of a thermode.
Eine weitere Möglichkeit besteht darin, für die Drahtablenkeinrichtung eine quer zur Zustellachse der Verbindungseinrichtung verschwenkbare Greifeinrichtung vorzusehen.Another possibility is to provide a gripping device which can be pivoted transversely to the feed axis of the connecting device for the wire deflection device.
Eine vom Prinzip her ähnliche, jedoch hinsichtlich der erzielbaren Kompaktheit noch eher vorzuziehende, mögliche Ausführungsform einer Drahtablenkeinrichtung besteht darin, die Drahtführungseinrichtung selbst quer zur Zustellachse der Verbindungseinrichtung verschwenkbar zu gestalten, um dann im Zusammenwirken mit der Anschlußfläche des Anschlußflächenträgers, auf die der Drahtleiter auftrifft, eine derartige Ablenkung des Drahtleiters zu bewirken, daß der Drahtleiter zwischen der Verbindungseinrichtung und der Anschlußfläche zu liegen kommt.A possible embodiment of a wire deflection device, which is similar in principle, but still preferable in terms of the achievable compactness, consists in making the wire guide device itself pivotable transversely to the feed axis of the connecting device, in order then to cooperate with the connection surface of the connection surface carrier which the wire conductor strikes, to cause such a deflection of the wire conductor that the wire conductor comes to rest between the connecting device and the connection surface.
Als besonders vorteilhaft erweist es sich, wenn die erfindungsgemäße Vorrichtung derart aufgebaut ist, daß die den einzelnen Einrichtungen zugeordneten Betätigungs- oder Zustellorgane in einem mit dem Werkzeugkopf koppelbaren Werkzeugkopfträger angeordnet sind. Hierdurch wird die Möglichkeit geschaffen, bei Bedarf einen einfachen Werkzeugkopfwechsel auszuführen, um etwa besonders aufeinander abgestimmte Kombinationen von Werkzeugkopfeinrichtungen ankoppeln zu können. Beispielsweise kann es sich auch je nach Kombination der Materialien von Drahtleiter und Anschlußfläche als vorteilhaft erweisen, eine Verbindungseinrichtung eines bestimmten Typs zu verwenden. So erweist sich etwa für eine Verbindung auf einer Anschlußfläche einer Kapton-Folie das Thermokompressionsverfahren und bei einer Chipanschlußfläche das Thermosonic-Verfahren als vorteilhaft an, sowie auch eine Kombination dieser Verfahren denkbar ist. Unabhängig von der Wahl der Verbindungseinrichtung kann jedoch stets ein und dasselbe Betätigungs- oder Zustellorgan zum Einsatz kommen. Abgesehen von einem einfachen und schnellen Werkzeugkopfwechsel wirkt sich dies günstig auf die Werkzeugbereitstellungskosten aus.It proves to be particularly advantageous if the device according to the invention is constructed in such a way that the actuating or feed elements assigned to the individual devices are arranged in a tool head carrier which can be coupled to the tool head. This creates the possibility of performing a simple tool head change if necessary, in order to be able to couple, for example, particularly coordinated combinations of tool head devices. For example, depending on the combination of the materials of the wire conductor and the connecting surface, it may prove advantageous to use a connecting device of a certain type. For example, the thermocompression method for a connection on a connection surface of a Kapton film and for a chip connection surface have been found the Thermosonic process as advantageous, and a combination of these processes is also conceivable. Regardless of the choice of the connecting device, however, one and the same actuating or delivery element can always be used. Apart from a simple and quick tool head change, this has a favorable effect on the tool preparation costs.
Für die Ausführung der Betätigungs- oder Zustellorgane bieten sich verschiedene Möglichkeiten an. So können diese etwa als Druckluftbetätigungsorgane, wie Kolben/Zylinder-Einheiten, oder als Solenoid-Betätigungsorgane ausgebildet sein.There are various options for executing the actuating or delivery elements. For example, they can be designed as compressed air actuators, such as piston / cylinder units, or as solenoid actuators.
Des weiteren besteht die vorteilhafte Möglichkeit, neben der vorstehend beschriebenen Drahtführungseinrichtung noch eine weitere Drahtführungseinrichtung vorzusehen. Hierdurch ist es möglich, bei Bedarf, etwa wenn die Materialien von Drahtleiter und Anschlußfläche nicht verbindungskompatibel sind, einen Zusatzstoff, wie beispielsweise Gold oder eine Goldlegierung, als Bonddraht zuzuführen, um eine sichere, elektrisch leitfähige Verbindung zwischen dem Drahtleiter und der etwa aus einer Aluminiumfläche bestehenden Anschlußfläche zu gewährleisten.Furthermore, there is the advantageous possibility of providing a further wire guide device in addition to the wire guide device described above. This makes it possible to add an additive, such as gold or a gold alloy, as a bonding wire, for example if the materials of the wire conductor and connection pad are not compatible with the connection, in order to provide a secure, electrically conductive connection between the wire conductor and the one made of an aluminum surface to ensure existing pad.
Diese weitere Drahtführungseinrichtung kann in die Verbindungseinrichtung integriert sein.This further wire guide device can be integrated in the connecting device.
Eine weitere vorteilhafte Maßnahme, um etwa die Verbindungskompatibilität zwischen dem Drahtleitermaterial und dem Anschlußflächenmaterial herzustellen bzw. zu erhöhen, kann darin bestehen, im Bereich der Verbindungseinrichtung eine Schutzgaszuführeinrichtung vorzusehen.A further advantageous measure, for example to establish or increase the connection compatibility between the wire conductor material and the pad material, can consist in providing a protective gas supply device in the area of the connection device.
Eine weitere mögliche Alternative besteht darin, im Bereich der Verbindungseinrichtung für eine Vakuumeinrichtung zu sorgen, etwa dadurch, daß der gesamte Werkzeugkopf mit einer Vakuumglocke umgeben wird.Another possible alternative is to provide a vacuum device in the area of the connecting device, for example by surrounding the entire tool head with a vacuum bell.
Der Schutzgaszuführeinrichtung kann auch eine Beschichtungseinrichtung zugeordnet sein, die einen Auftrag einer Schutzschicht auf die Verbindungsstelle, etwa den Auftrag einer Passivierungsschicht als Korrosionsschutz, vorzugsweise noch während der Schutzgasbeaufschlagung der Verbindungsstelle ermöglicht.The protective gas supply device can also be assigned a coating device which enables an application of a protective layer to the connection point, for example the application of a passivation layer as corrosion protection, preferably while the protective gas is being applied to the connection point.
Zur Überwachung und/oder Steuerung der erfindungsgemäßen Vorrichtung kann diese in einer besonderen Ausführungsform mit einer Kamera, insbesondere einer mit CCD(Charge-Coupled-Device)-Bildsensoren ausgerüsteten CCD-Kamera, versehen sein, die am Werkzeugkopf selbst oder auch am Werkzeugkopfträger angebracht sein kann. Je nach Art der Anbringung kann die Kamera auch in den Werkzeugkopf oder den Werkzeugkopfträger integriert sein.To monitor and / or control the device according to the invention, in a special embodiment it can be provided with a camera, in particular a CCD camera equipped with CCD (charge-coupled device) image sensors, which is attached to the tool head itself or also to the tool head carrier can. Depending on the type of attachment, the camera can also be integrated into the tool head or the tool head carrier.
Das durch eine Verwendung der erfindungsgemäßen Vorrichtung ermöglichte erfindungsgemäße Verfahren weist die Merkmale des Anspruchs 17 auf.The method according to the invention made possible by using the device according to the invention has the features of
Erfindungsgemäß wird die Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 16 dazu verwendet, einen bondfähigen Drahtleiter unmittelbar mit den ungebumpten Anschlußflächen eines elektronischen Bauelements, wie eines Chips, zu verbinden. Hierbei wird der Draht etwa unmittelbar mit den Aluminiumpads verbunden, ohne daß zuvor Bumps auf diesen aufgebracht worden wären. Die Folge hiervon ist eine erhebliche Vereinfachung beim elektrischen Anschließen von Chips oder bei von der Anschlußtechnik her vergleichbaren Bauelementen.According to the invention, the device according to one or more of claims 1 to 16 is used to connect a bondable wire conductor directly to the unbumped connection areas of an electronic component, such as a chip. Here, the wire is connected directly to the aluminum pads, without bumps having been applied to them beforehand. The consequence of this is a considerable simplification in the electrical connection of chips or components comparable in terms of connection technology.
Als vorteilhaft erweist es sich, wenn als Drahtleiter ein bondfähiger Wickeldraht, vorzugsweise ein Kupfer-Bonddraht, verwendet wird. Hierdurch wird es möglich, die erfindungsgemäße Vorrichtung erst zum Wickeln von Spulen zu verwenden, und anschließend mit ein und demselben Draht eine unmittelbare Verbindung mit einer ungebumpten Anschlußfläche herzustellen.It proves to be advantageous if a bondable winding wire, preferably a copper bonding wire, is used as the wire conductor. This makes it possible to use the device according to the invention only for winding coils, and then to use the same wire to establish a direct connection to an unbumped connection surface.
Als besonders vorteilhaft erweist es sich, wenn die Verbindung zwischen Draht und Anschlußfläche in einer Schutzgasatmosphäre oder unter Vakuum erfolgt, um die Qualität der Verbindung zu erhöhen.It proves to be particularly advantageous if the connection between the wire and the connection surface takes place in a protective gas atmosphere or under vacuum in order to increase the quality of the connection.
Bevorzugte Ausführungsformen der erfindungsgemäßen Vorrichtung unter beispielhafter Erläuterung des erfindungsgemäßen Verfahrens werden nachfolgend anhand der Zeichnungen näher erläutert. Es zeigen:
- Fig. 1 die erfindungsgemäße Vorrichtung in einer ersten Ausführungsform mit einem an einen Werkzeugkopfträger angekoppelten Werkzeugkopf;
- die in Fig. 2 dargestellte Vorrichtung in vergrößerter Teildarstellung nach dem Wickeln einer Spule und der Verbindung von Wickeldrahtenden auf Anschlußflächen eines Spulenträgers;
- Fig. 3 A bis 3 C den Werkzeugkopfträger in verschiedenen, zeitlich einander nachfolgenden Konfigurationen zur Ausbildung einer Drahtleiterverbindung;
- Fig. 4 eine schematische Darstellung des Werkzeugkopfes in einer ersten Variation des in Fig. 1 dargestellten Werkzeugkopfs;
- Fig. 5 eine schematische Darstellung des Werkzeugkopfs in einer weiteren Variation des in Fig. 1 dargestellten Werkzeugkopfs.
- 1 shows the device according to the invention in a first embodiment with a tool head coupled to a tool head carrier;
- the device shown in Figure 2 in an enlarged partial view after winding a coil and the connection of winding wire ends on connection surfaces of a coil carrier.
- 3 A to 3 C show the tool head carrier in different configurations which follow one another in time to form a wire conductor connection;
- FIG. 4 shows a schematic illustration of the tool head in a first variation of the tool head shown in FIG. 1 ;
- 5 shows a schematic illustration of the tool head in a further variation of the tool head shown in FIG. 1 .
Fig. 1 zeigt in einer ersten Ausführungsform eine Wickel/Verbindungs-Vorrichtung 10 mit einem Werkzeugkopfträger 11 und einem Werkzeugkopf 12. Der Werkzeugkopf 12 ist über ein hier als Verbindungshülse 13 ausgeführtes Verbindungselement mit dem Werkzeugkopfträger 11 lösbar verbunden. Zur lösbaren Verbindung weist die Verbindungshülse 13 in ihrem dem Werkzeugkopfträger 11 zugewandten Endbereich ein Innengewinde 14 auf, das mit einem nicht näher dargestellten Außengewinde des Werkzeugkopfträgers 11 zusammenwirkt. 1 shows, in a first embodiment, a winding / connecting
Der Werkzeugkopf 12 weist eine Werkzeugaufnahme 15 mit darin aufgenommenen und geführten Werkzeugeinrichtungen, nämlich eine Drahtführungseinrichtung 16, eine Verbindungseinrichtung 17, eine Drahttrenneinrichtung 18 und eine Drahtablenkeinrichtung 19, auf.The
Um eine Zustellbewegung der Drahtführungseinrichtung 16, der Verbindungseinrichtung 17 und der Drahttrenneinrichtung 18 in Richtung einer Zustellachse 20 zu ermöglichen, sind die genannten Einrichtungen an ihrem in Fig. 1 oberen Ende mit als Zustellorganen vorgesehenen pneumatischen Kolben/Zylinder-Einheiten 21, 22, 23 versehen. Zwischen Kolbenstangen 24 der Kolben/Zylinder-Einheiten 21, 22, 23 und den Enden der Einrichtungen 16, 17, 18 können, wie für die Drahttrenneinrichtung 18 beispielhaft dargestellt, Dämpfungseinrichtungen 25 vorgesehen sein.In order to enable a feed movement of the
In diesem Fall erfolgt die Kopplung der Einrichtungen 16, 17, 18 nicht unmittelbar mit den Kolben/Zylinder-Einheiten 21, 22, 23 sondern über die dämpfungseinrichtungen 25.In this case, the
Nachfolgend soll die Funktion der Wickel/Verbin-dungs-Vorrichtung 10 näher erläutert werden.The function of the winding / connecting
In Fig. 1 ist die Wickel/Verbindungs-Vorrichtung 10 in einer Wickelkonfiguration dargestellt, bei der sich die Drahtführungseinrichtung 16 in einer aus der Werkzeugaufnahme 15 vorgeschobenen Position befindet. Dabei ist ein Wickeldraht 26 oder allgemein ein Draht, mit dem etwa eine Drahtverbindung zwischen zwei Anschlußflächen geschaffen werden soll durch die rohrförmig ausgebildete Drahtführungseinrichtung 16 hindurchgeführt. In dieser Konfiguration kann die Wickel/Verbindungs-Vorrichtung 10 in üblicher Weise als ein im Raum ein- oder mehrachsig bewegbarer Wickelkopf oder allgemein als Drahtführungskopf verwendet werden. 1 shows the winding / connecting
Um mit der in Fig. 1 dargestellten Wickel/Verbindungs-Vorrichtung 10 eine Verbindung des Drahtes 26' mit einer in Fig. 1 nicht näher dargestellten Anschlußfläche nach einem Wickelvorgang oder bei auf sonstige Art und Weise fixiertem freien Drahtende 27 herzustellen, wird der Werkzeugkopf 12 zunächst in die Richtung des Pfeils 28 verfahren und die Drahtführungseinrichtung 16 durch Betätigung der Kolben/Zylinder-Einheit 21 in den Werkzeugkopf 12 eingefahren. Dadurch legt sich der Draht 26 an die Unterseite des Werkzeugkopfs an, so daß die Verbindungseinrichtung 17 aus dem Werkzeugkopf 12 herausgefahren werden kann, bis sie unter Zwischenlage des Drahts 26 an der Anschlußfläche anliegt. Je nach Abstand des Werkzeugkopfs 12 von der Anschlußfläche kann dabei die Wickel/Verbindungs-Vorrichtung 10 insgesamt in Richtung der Zustellachse 20 vorbewegt werden.In order to use the winding / connecting
Je nach Art der Verbindungseinrichtung 17 arbeitet diese etwa mit Thermokompresssion oder Ultraschallerregung mit oder ohne gleichzeitiger Erwärmung der Anschlußfläche, wodurch eine Verbindung des Drahts 26 mit der Anschlußfläche erfolgt. Nach erfolgter Verbindung wird die Trenneinrichtung 18 ausgefahren, die bei dem in Fig. 1 dargestellten Ausführungsbeispiel die Form eines Trennmessers aufweist, um den Draht 26 nahe der Verbindungsstelle zu durchtrennen.Depending on the type of
Diese Konfiguration der Wickel/Verbindungs-Vorrichtung 10 ist in Fig. 2 dargestellt. Hierbei befindet sich die Drahtführungseinrichtung 16 in zurückgezogener und die Verbindungseinrichtung 17 sowie die Drahttrenneinrichtung 18 in vorgeschobener Position.This configuration of the winding /
Unter Bezugnahme auf die Fig. 3 A bis 3 C sollen anschließend noch die Konfigurationen der Wickel/Verbindungs-Vorrichtung 10 bei Durchführung einer Drahtverbindung, etwa zur Festlegung des Drahtendes auf einer Anschlußfläche vor Durchführung eines nachfolgenden Wickelvorgangs oder für eine Drahtverbindung zwischen Anschlußflächen, beschrieben werden. Hierbei befinden sich abweichend von der Darstellung gemäß Fig. 1 in Fig. 3 A die Drahtführungseinrichtung 16, die Verbindungseinrichtung 17 und die Drahttrenneinrichtung 18 zunächst in einer ganz zurückgezogenen Position und geben einen quer zur Zustellachse 20 verlaufenden Kanal 30 frei. Der durch die Drahtführungseinrichtung 16 zugeführte Drahtleiter 26 wird durch die hier als Ansaugeinrichtung ausgeführte Drahtablenkeinrichtung 19 mit seinem freien Drahtende in eine Lage quer zur Zustellachse 20 gebracht, dabei kann der weitere Drahtvorschub durch die Drahtführungseinrichtung mittels einer Klemmeinrichtung verhindert werden. Neben der Klemmeinrichtung kann auch noch eine Einrichtung vorgesehen werden, um den Draht durch Düsenströmungen luftgestützt in die Drahtführungseinrichtung einzufädeln.Referring to FIGS. 3 A to 3 C are then still the configurations of the winding /
Anschließend wird, wie in Fig. 3 B dargestellt, die Verbindungseinrichtung 17 soweit ausgefahren, bis diese unter Zwischenlage des Drahts 26 an einer Anschlußfläche 29 anliegt. In dieser Stellung erfolgt nun die Verbindung des Drahts 26 mit der Anschlußfläche 29.Subsequently, as shown in FIG. 3B, the connecting
Nachfolgend wird, wie in Fig. 3 C dargestellt, auch die Drahttrenneinrichtung 18 ausgefahren, so daß der Draht 26 nahe der Verbindungsstelle durch die Trenneinrichtung 18 getrennt werden kann. Das abgetrennte Drahtende wird dann durch die Saugeinrichtung 19 abgesogen.In the following, as shown in FIG. 3C, the
Fig. 2 zeigt beispielhaft als eine mögliche Anwendung der erfindungsgemäßen Wickel/Verbindungs-Vorrichtung 10 deren Einsatz bei der Herstellung einer Uhrenspule 31, die zum Einsatz in elektrisch betriebenen Uhren dient und die einen Wicklungsträger 32 mit einer darauf angeordneten Spulenwicklung 33 aufweist. Die Anschlußflächen der Uhrenspule 31 sind mittels einer sogenannten "Kapton-Folie" 34 ausgebildet, die aus einer Kunststoffolie mit darauf aufgebrachten Metallisierungsschichten 35, 36 besteht. In Fig. 2 sind auf den Metallisierungsschichten 35, 36 zwei Verbindungsstellen 37, 38 zu erkennen, an denen Wickeldrahtenden 39, 40 mit den Metallisierungsschichten 35, 36 verbunden sind. 2 shows an example of a possible application of the winding / connecting
Die in Fig. 2 dargestellte Uhrenspule 31 kann mittels der erfindungsgemäßen Wickel/Verbindungs-Vorrichtung 10 hergestellt werden, indem zunächst, wie in den Fig. 3 A, 3 B, 3 C dargestellt eine erste Verbindung des Wickeldrahts 26 mit der ersten Metallisierungsschicht 35 unter Ausbildung der Verbindungsstelle 37 erfolgt. Anschließend erfolgt mittels einer Überlagerung einer Rotationsbewegung des Wicklungsträgers 32 um seine Längsachse und einer Translationsbewegung des Werkzeugkopfs 12 in Richtung des Pfeils 41 und zurück die Ausführung der Spulenwicklung 33. Schließlich wird, wie vorstehend schon beschrieben, die zweite Drahtverbindung an der Verbindungsstelle 38 und das Abtrennen des Drahtes 26 durchgeführt.The
Die Fig. 4 und 5 zeigen in schematischen Darstellungen alternative Ausführungen von Werkzeugköpfen. 4 and 5 show schematic representations of alternative designs of tool heads.
In Fig. 4 ist ein Werkzeugkopf 56 mit einer Drahtzuführeinrichtung 42 dargestellt, die um einen Gelenkpunkt 43 quer zur Zustellachse 20 des Werkzeugkopfs verschwenkbar ist. In Fig. 4 ist die Drahtführungseinrichtung 42 sowohl in ihrer im wesentlichen parallel zur Zustellachse 20 ausgerichteten Wickelposition als auch im verschwenkten Zustand dargestellt. Durch die Verschwenkbarkeit der Drahtführungseinrichtung 42 ist es möglich, auf eine separate Ablenkeinrichtung zu verzichten. Vielmehr wird bei der in Fig. 4 dargestellten Ausführungsform der Wickeldraht 26 durch einen Drahtvorschub bei verschwenkter Drahtführungseinrichtung 42 auf eine Anschlußfläche 44 geleitet und auf dieser abgelenkt. In dieser Stellung kann eine in Zustellachsenrichtung zustellbare Verbindungseinrichtung 45 bis gegen die Anschlußfläche 44 verfahren werden, wobei der Draht 26 zwischen der Anschlußfläche 44 und einer Kontaktfläche 46 der Verbindungseinrichtung 45 zu liegen kommt. 4 shows a
Bei dem in Fig. 4 dargestellten Ausführungsbeispiel ist die Verbindungseinrichtung 45 derart ausgeführt, daß in ihr eine weitere Drahtführungseinrichtung 47, etwa in Form eines Kanals, ausgebildet ist, um einen Zusatzdraht 48 auf die Anschlußfläche 44 zu führen, so daß die Verbindung des Drahts 26 mit der Anschlußfläche 44 gleichzeitig mit der Verbindung des Zusatzdrahts 48 mit der Anschlußfläche 44 erfolgen kann. Dieser Zusatzdraht 48 kann derart beschaffen sein, daß die Verbindung von schlecht miteinander verbindbaren bzw. verbindungsinkompatiblen Materialien des Drahtes 26 und der Anschlußfläche 44 ermöglicht wird. Auch ist es möglich, das Material des Zusatzdrahts 48 so auf die zu verbindenden Materialien abzustimmen, daß ein besonderer Korrosionsschutz oder eine Isolierung nach außen hin gegeben ist. Auf eine Darstellung der Drahttrenneinrichtung wurde in Fig. 4 verzichtet.In the exemplary embodiment shown in FIG. 4 , the connecting
Fig. 5 zeigt in einer weiteren Variante einen schematisch dargestellten Werkzeugkopf 49, der ähnlich dem in Fig. 1 dargestellten Werkzeugkopf 12 eine Drahtführungseinrichtung 50, eine Verbindungseinrichtung 51 und eine Drahttrenneinrichtung 52 aufweist. Abweichend von dem in Fig. 1 dargestellten Ausführungsbeispiel weist der Werkzeugkopf 49 eine Ablenkeinrichtung 53 auf, die aus einer um einen zum Werkzeugkopf 49 gehörigen Gelenkpunkt 54 schwenkbaren Greifeinrichtung besteht. Um den Draht 26, der aus der Drahtführungseinrichtung 50 nach unten herausgeführt ist in eine Verbindungsposition zu verbringen, in der der Draht zwischen der Verbindungseinrichtung 51 und einer in Fig. 5 nicht näher dargestellten Anschlußfläche zu liegen kommt, wird der Draht 26 von einem Greifer 55 der Ablenkeinrichtung 53 aufgenommen und der gehaltene Draht 26 mit dem Greifer um den Gelenkpunkt 54 in seine in Fig. 5 linke Position verschwenkt. Ausgehend von dieser Drahtposition kann dann wieder, wie vorstehend im Zusammenhang mit den Fig. 3 B und 3 C beschrieben, eine Verbindung des Drahts 26 mit einer Anschlußfläche und eine anschließende Durchtrennung des Drahtes 26 erfolgen. 5 shows in a further variant a schematically illustrated
Claims (20)
- A device for manufacturing a coil winding from winding wire (26) on a winding support with a winding head (10) which comprises a wire guide device (16, 42, 50) and is movable relative to the winding support, with a wire connecting device (17, 45, 51) for producing an electrically conductive connection between the winding wire and a connection surface of a connection surface support (31) and with a wire separating device (18, 52), characterised in that, in addition to the wire guide device (16, 42, 50), the wire connecting device (17, 45, 51) and the wire separating device (18, 52) are provided as further integral units of the winding head (10).
- A device according to claim 1, characterised in that the wire guide device (16, 42, 50), the wire connecting device (17, 45, 51) and the wire separating device (18, 52) are combined in a tool head (12, 49, 56), the actuating/feed members (21, 22, 23) of these devices being arranged outside the tool head.
- A device according to claim 1 or 2, characterised in that the connecting device (17) 'is constructed as a glass fibre conductor, which is integrated in the winding head (10) and is connected to a laser source preferably arranged independently of the winding head (10).
- A device according to one or more of the preceding claims, characterised in that a wire deflecting device (19, 53) is associated with the wire guide device (16, 42, 50) for deflecting the wire (26) in a direction transverse to the feed axis (20) of the connecting device (17, 45, 51).
- A device according to one or more of the preceding claims, characterised in that the wire guide device (16, 42, 50), the connecting device (17, 45, 51) and the wire separating device (18, 52) are fully or partially combined to form an operational unit.
- A device according to one or more of the preceding claims, characterised in that the wire deflecting device (19) is formed by a suction device acting transversely to the feed axis (20) of the connecting device (17).
- A device according to one or more of claims 1 to 5, characterised in that the wire deflecting device (53) is formed by a gripping device which is pivotable transversely to the feed axis (20) of the connecting device (51).
- A device according to one or more of claims 1 to 5, characterised in that, for deflecting the wire, the wire guide device (42) is pivotable transversely to the feed axis (20) of the connecting device (45).
- A device according to one or more of the preceding claims, characterised in that the actuating/feed members (21, 22, 23) are arranged in a tool head support (11) which is couplable with the tool head (12, 49, 56).
- A device according to one or more of the preceding claims, characterised in that the actuating/feed members (21, 22, 23) are constructed as compressed air actuating members.
- A device according to one or more of claims 1 to 9, characterised in that the actuating/feed members (21, 22, 23) are constructed as solenoid actuating members.
- A device according to one or more of the preceding claims, characterised in that a further wire guide device (47) is provided.
- A device according to claim 12, characterised in that the further wire guide device (47) is integrated in the connecting device (45).
- A device according to one or more of the preceding claims, characterised in that a protective gas supply device is provided in the region of the connecting device (17, 45, 51).
- A device according to one or more of claims 1 to 13, characterised in that a vacuum device is provided in the region of the connecting device (17, 45, 51) for generating a vacuum in the connecting region.
- A device according to one or more of the preceding claims, characterised in that a monitoring camera, more particularly a CCD camera, is provided on the tool head (12, 49, 56) or on the tool head support (11).
- A method for manufacturing an electrically conductive connection between a wire conductor (26) and a connection surface (29, 44) of a connection surface support using a device according to one or more of claims 1 to 16, characterised in that the wire conductor (26), which is guided through the wire guide device (16, 47, 52), is connected to a bump-free connection surface (29, 44) of an electronic component, such as a chip.
- A method according to claim 17, characterised in that a bondable winding wire, preferably a copper bonding wire, is used as the wire conductor (26).
- A method according to claim 17 or 18, characterised in that the connection of the wire conductor (26) with the connection surface (29, 44) is effected in a protective gas atmosphere.
- A method according to claim 17 or 18, characterised in that the connection of the wire conductor (26) with the connection surface (29, 44) is effected under vacuum.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4317897 | 1993-05-28 | ||
| DE4317897 | 1993-05-28 | ||
| DE4325334A DE4325334C2 (en) | 1993-05-28 | 1993-07-28 | Device and method for bonding with a winding head |
| DE4325334 | 1993-07-28 | ||
| PCT/DE1994/000395 WO1994028562A1 (en) | 1993-05-28 | 1994-04-08 | Winding head |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0700575A1 EP0700575A1 (en) | 1996-03-13 |
| EP0700575B1 true EP0700575B1 (en) | 1997-01-02 |
Family
ID=25926324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94911841A Expired - Lifetime EP0700575B1 (en) | 1993-05-28 | 1994-04-08 | Winding head |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6023837A (en) |
| EP (1) | EP0700575B1 (en) |
| JP (1) | JP3190345B2 (en) |
| AT (1) | ATE147190T1 (en) |
| DE (1) | DE59401482D1 (en) |
| ES (1) | ES2096462T3 (en) |
| WO (1) | WO1994028562A1 (en) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19619771A1 (en) * | 1996-02-12 | 1997-08-14 | David Finn | Ultrasonic bonding method e.g. for mounting wire conductor on substrate surface |
| CN1119768C (en) | 1996-02-12 | 2003-08-27 | 大卫·芬恩 | Method and apparatus for contacting a wire |
| US6822195B2 (en) * | 2003-04-02 | 2004-11-23 | General Motors Corporation | Automated weld location system for vehicles |
| JP4363647B2 (en) | 2004-09-09 | 2009-11-11 | 株式会社小糸製作所 | VEHICLE LIGHT AND METHOD FOR PRODUCING VEHICLE LIGHT |
| WO2006050691A2 (en) * | 2004-11-02 | 2006-05-18 | Imasys Ag | Laying device, contacting device, advancing system, laying and contacting unit, production system, method for the production and a transponder unit |
| US8269831B2 (en) * | 2005-11-29 | 2012-09-18 | Posco | Wire guider of air guide type |
| US7971339B2 (en) * | 2006-09-26 | 2011-07-05 | Hid Global Gmbh | Method and apparatus for making a radio frequency inlay |
| US8286332B2 (en) * | 2006-09-26 | 2012-10-16 | Hid Global Gmbh | Method and apparatus for making a radio frequency inlay |
| IL184260A0 (en) * | 2007-06-27 | 2008-03-20 | On Track Innovations Ltd | Mobile telecommunications device having sim/antenna coil interface |
| ATE488816T1 (en) * | 2007-09-18 | 2010-12-15 | Hid Global Ireland Teoranta | METHOD FOR CONTACTING A WIRE CONDUCTOR PLACED ON A SUBSTRATE |
| US20090123743A1 (en) * | 2007-11-14 | 2009-05-14 | Guy Shafran | Method of manufacture of wire imbedded inlay |
| US8028923B2 (en) * | 2007-11-14 | 2011-10-04 | Smartrac Ip B.V. | Electronic inlay structure and method of manufacture thereof |
| US20100090008A1 (en) * | 2008-10-13 | 2010-04-15 | Oded Bashan | Authentication seal |
| DE102009005570B4 (en) * | 2009-01-21 | 2012-11-29 | Mühlbauer Ag | Method for producing an antenna on a substrate |
| MX2012005785A (en) | 2009-11-19 | 2012-08-23 | Cubic Corp | Variable pitch mandrel wound antennas and systems and methods of making same. |
| US8195236B2 (en) | 2010-06-16 | 2012-06-05 | On Track Innovations Ltd. | Retrofit contactless smart SIM functionality in mobile communicators |
| US8424757B2 (en) | 2010-12-06 | 2013-04-23 | On Track Innovations Ltd. | Contactless smart SIM functionality retrofit for mobile communication device |
| ES2643181T3 (en) | 2011-12-20 | 2017-11-21 | Saint-Gobain Glass France | Heated luminaire cover |
| PL2794366T3 (en) | 2011-12-20 | 2017-06-30 | Saint-Gobain Glass France | Polymer disc with electrically conductive structure |
| CN104247230B (en) * | 2012-02-20 | 2017-04-12 | 路易斯·芬克尔 | Apparatus and method for stator winding termination |
| FR2995709A1 (en) | 2012-09-18 | 2014-03-21 | Arjowiggins Security | METHOD FOR MANUFACTURING ELECTRONIC CHIP STRUCTURE AND STRUCTURE THUS MANUFACTURED |
| EP3272184B1 (en) | 2015-03-19 | 2021-04-28 | Saint-Gobain Glass France | Method for depositing a bus bar on plastic vehicle panels with heating function |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3543110A (en) * | 1968-04-04 | 1970-11-24 | Goodyear Tire & Rubber | Converter circuit for wheel speed transducer |
| US4031612A (en) * | 1976-03-02 | 1977-06-28 | Commissariat A L'energie Atomique | Method and a device for the interconnection of electronic components |
| SU760318A1 (en) * | 1978-10-19 | 1980-08-30 | Yurij Z Kartvelishvili | Device for joining thread ends to machine tool for banding stator winding end-face portions |
| US4289281A (en) * | 1979-11-05 | 1981-09-15 | Mechaneer, Inc. | Apparatus for winding armatures |
| JPS60226114A (en) * | 1984-04-24 | 1985-11-11 | Hitachi Cable Ltd | Manufacture of rotary transformer coil |
| DE3504422A1 (en) * | 1985-02-07 | 1986-08-07 | Siemens AG, 1000 Berlin und 8000 München | DEVICE FOR WINDING A BOBBIN, DISCONNECTING WIRE ENDS, AND WINDING THE WIRE END TO CONNECTING PINS OF THE BOBBIN |
| JPH0831387B2 (en) * | 1986-04-15 | 1996-03-27 | 松下電器産業株式会社 | Winding component manufacturing method and device |
| SU1427505A1 (en) * | 1987-01-05 | 1988-09-30 | Предприятие П/Я М-5381 | Machine for winding magnetic cores of electric machines |
| JPH01259516A (en) * | 1988-04-11 | 1989-10-17 | Toshiba Corp | Winding device |
| DE3841966A1 (en) * | 1988-12-09 | 1990-06-21 | Siemens Ag | Device for cutting off coil wire ends on connecting elements |
| US4997138A (en) * | 1989-03-13 | 1991-03-05 | Axis Usa, Inc. | Methods and apparatus for producing stators with coil terminations at both ends |
| DE3932313A1 (en) * | 1989-09-25 | 1991-04-04 | Siemens Ag | Forming and cutting device for coil wires - has two cooperating cutters displaced parallel to longitudinal axis of cylindrical wire feed |
| US5065503A (en) * | 1990-08-01 | 1991-11-19 | Axis, U.S.A., Inc. | Apparatus for connecting stator coil leads |
| US5090108A (en) * | 1990-10-17 | 1992-02-25 | Globe Products Inc. | Stator coil winding and lead termination method and apparatus |
| JPH0568358A (en) * | 1991-09-09 | 1993-03-19 | Satotsukusu:Kk | Guide for winder |
| DE4200492C2 (en) * | 1991-10-04 | 1995-06-29 | Ghassem Dipl Ing Azdasht | Device for electrically connecting contact elements |
| US5394046A (en) * | 1992-09-21 | 1995-02-28 | Globe Products Inc. | Stator and stator winding method and apparatus |
| DE4312777C2 (en) * | 1993-04-20 | 1995-10-19 | Vossloh Schwabe Gmbh | Line laying tool |
-
1994
- 1994-04-08 EP EP94911841A patent/EP0700575B1/en not_active Expired - Lifetime
- 1994-04-08 AT AT94911841T patent/ATE147190T1/en not_active IP Right Cessation
- 1994-04-08 WO PCT/DE1994/000395 patent/WO1994028562A1/en active IP Right Grant
- 1994-04-08 US US08/569,182 patent/US6023837A/en not_active Expired - Lifetime
- 1994-04-08 ES ES94911841T patent/ES2096462T3/en not_active Expired - Lifetime
- 1994-04-08 JP JP50008195A patent/JP3190345B2/en not_active Expired - Fee Related
- 1994-04-08 DE DE59401482T patent/DE59401482D1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ES2096462T3 (en) | 1997-03-01 |
| DE59401482D1 (en) | 1997-02-13 |
| ATE147190T1 (en) | 1997-01-15 |
| EP0700575A1 (en) | 1996-03-13 |
| JPH09501015A (en) | 1997-01-28 |
| US6023837A (en) | 2000-02-15 |
| JP3190345B2 (en) | 2001-07-23 |
| WO1994028562A1 (en) | 1994-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0700575B1 (en) | Winding head | |
| DE19509999C2 (en) | Method and device for producing a transponder unit and transponder unit | |
| EP0655020B1 (en) | Process and device for metallizing a contact area | |
| DE2549833C2 (en) | Method and device for feeding a plurality of wires | |
| DE69217448T2 (en) | Method of connecting a conductor to an electrode in an electronic assembly | |
| EP2014406A2 (en) | Relocation device, contacting device, delivery system, relocation and contacting unit production facility and a transponder unit | |
| EP0922289A1 (en) | Process and device for producing a coil arrangement | |
| DE102012220815A1 (en) | Apparatus and method for applying contact wires to solar cell wafers | |
| EP3010705A1 (en) | Cylinder housing of lightweight/hybrid construction and method for the production thereof | |
| EP0804799B1 (en) | Device and process for producing a coil arrangement | |
| DE4325334C2 (en) | Device and method for bonding with a winding head | |
| DE3317078A1 (en) | APPARATUS AND METHOD FOR WELDING CELL BRIDGES | |
| EP0593894B1 (en) | Tool for a punch press equipped with a laser welding apparatus | |
| DE4220194A1 (en) | Conductor-to-chip contact in mfr. of transponder | |
| WO1993009551A1 (en) | Transponder and process and device for producing it | |
| DE69703720T2 (en) | Device for the production of cable harnesses | |
| DE4307080C2 (en) | Method and device for producing a coil arrangement with at least one electronic component (IC), wherein an image processing device can be used for component positioning | |
| DE19848009C2 (en) | Method for producing a conductor loop with a connected chip module for use in contactless chip cards and carrier device for use in the method and contactless chip card | |
| DE4102449C2 (en) | Harness making machine | |
| DE2628519C3 (en) | Method and device for producing the connections consisting of wires between the connection points of a component and connection or contact elements | |
| DE3002330A1 (en) | DEVICE FOR AUTOMATICALLY PREPARING A ROW OF ELECTRICAL LADDER SECTIONS AND INSERTING THE END OF THE SECTIONS INTO A HOUSING | |
| EP0444032B1 (en) | A method and device for producing wiring harnesses | |
| DE102016107742A1 (en) | Apparatus and method for making a wiring harness | |
| DE1290210B (en) | Device for machine laying and connecting switching wires | |
| DE102022121665B4 (en) | Press molding device for producing individual solder bodies; soldering device; solder application machine; and procedures |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17P | Request for examination filed |
Effective date: 19951214 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| 17Q | First examination report despatched |
Effective date: 19960228 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| REF | Corresponds to: |
Ref document number: 147190 Country of ref document: AT Date of ref document: 19970115 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59401482 Country of ref document: DE Date of ref document: 19970213 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2096462 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970403 |
|
| ET | Fr: translation filed | ||
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: AIT - ADVANCED INTERCONNECTION TECHNOLOGY, INC. Effective date: 19970827 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: AIT - ADVANCED INTERCONNECTION TECHNOLOGY, INC. |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20000224 |
|
| NLR2 | Nl: decision of opposition | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020416 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20020419 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20031101 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: SMARTRAC IP B.V. Free format text: AMATECH GMBH & CO. KG#STEINRUMPELWEG 5#D-87459 PFRONTEN (DE) -TRANSFER TO- SMARTRAC IP B.V.#STRAWINSKYLAAN 851#1077 XX AMSTERDAM (NL) Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20120423 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20120423 Year of fee payment: 19 Ref country code: FR Payment date: 20120511 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120428 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120423 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130627 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130408 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130408 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59401482 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59401482 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20140409 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130409 |