EP0656245A2 - Etau de serrage et cintreuse de tube équipée d'un tel étau - Google Patents
Etau de serrage et cintreuse de tube équipée d'un tel étau Download PDFInfo
- Publication number
- EP0656245A2 EP0656245A2 EP94402511A EP94402511A EP0656245A2 EP 0656245 A2 EP0656245 A2 EP 0656245A2 EP 94402511 A EP94402511 A EP 94402511A EP 94402511 A EP94402511 A EP 94402511A EP 0656245 A2 EP0656245 A2 EP 0656245A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- vice
- clamping
- axis
- fixed
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/04—Bending rods, profiles, or tubes over a movably-arranged forming menber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B1/00—Vices
- B25B1/04—Vices with pivoted jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B1/00—Vices
- B25B1/06—Arrangements for positively actuating jaws
- B25B1/08—Arrangements for positively actuating jaws using cams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/06—Arrangements for positively actuating jaws
- B25B5/08—Arrangements for positively actuating jaws using cams
Definitions
- the present invention relates to an improved vice, which can be mounted on a multi-function machine capable of carrying out the various usual operations which are carried out on the tubes, and, in particular, bending.
- the invention also relates to a machine equipped with such a vice.
- the invention aims to provide such a vice, which is robust and inexpensive.
- the invention also aims to provide a machine for performing multiple operations on tubes, including those which require the presence of a vice.
- the vice can be used outside the machine, and for treating objects other than tubes.
- means for identifying a position of the clamping piece which corresponds to an open position of the vice from this identified position, pivoting of the lever firstly causes rapid movement of the movable jaw towards the jaw fixed, then a slow movement and finally a bracing.
- the vice when the vice is intended to be able to clamp objects such as tubes, but also pieces of various shapes, between three clamping surfaces carried by the jaws, two of these surfaces converging towards the outside of the vice, it is advantageous to provide that the position identified corresponds to a spacing of the jaws allowing the introduction of an object to be clamped, while the bracing situation provides the desired clamping force.
- an elastic means permanently constrains the jaws towards the open position, and the position of the support piece is adjustable to fix the spacing of the jaws in the open and clamping position.
- the adjustment to adapt the vice to a particular dimension of the objects to be clamped is quick, and the adjustment is not to be redone as long as the dimension of the objects does not change.
- the invention also provides a portable multi-function bench machine of modular design for working with metallic tubes of thin ductile material, characterized in that it comprises a support for a vice as described above, and in that for bending by winding, shaping 45 ° conical or 90 ° flat collars and forming sockets at the ends of the tubes, it includes the usual tools plus those used on manual expansion clamps and a transmission system with gears integral with a single-phase asynchronous electric motor associated with control electronics making it possible to program three tool strokes, which has the effect of improving the quality and reducing the execution time of a shaping operation, saving time reinforced by the rapid clamping means fixed on slides integrated into the "L" -shaped frame of height barely greater than that of the motor, which el fixed perpendicular to the transmission system is placed parallel to the housing of the electronic circuit board located below the device for shaping flat collars whose tool holder turret moves axially under the action of the slide of a crank rod system with eccentric having as axis of rotation, the vertical axis of the drive
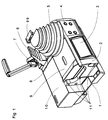
- FIG. 1 represents an overall view of a machine according to the invention, equipped only with the means necessary for bending.
- Figure 2 shows the upside down “L” frame shown in perspective with the protective cover of the work area by stamping on top, and on the front, opposite their mounting position, the parts used to fix the electronic card carrying the display and the control keys.
- FIG. 3 represents a view from above of the chassis of the machine with installation of the basic electronic circuit board and the elements of the mechanical power transmission system.
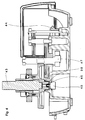
- FIG. 4 represents the machine according to the invention, seen in section along a line passing through the centers of the vertical axes of rotation of the transmission system and remaining perpendicular to the front face thanks to the recesses which it presents at each of the three intermediate axes.
- FIG. 5 represents an exploded view of the clamping module fixing on the left side of the machine to immobilize the tube at the end of which must be formed a socket or a collar, conical at 45 ° or flat at 90 °.
- FIG. 6 shows the tool-holder turret with its translational drive slide below and above the flywheel for selecting tools for shaping sockets or collars shown opposite the threaded orifices in which they are screwed.
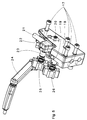
- FIG. 7 shows the module for shaping sockets by radial expansion.
- FIG. 8 represents a sectional view of one of the four latches which being integral with the front of the frame make it possible to fix there by rapid snap-fastening the improved vice which is provided with an adequate base.
- FIG. 9 shows the arrangement adopted for the control keys and the presentation of the display of the various information necessary for the user of the machine according to the invention.
- Figure 10 shows the improved vise according to the invention, seen in section along its median plane.
- Figure 11 shows a side view of the improved vice with a clamping tube simply placed on the edges of its two jaws.
- Figure 12 shows the result of the unscrewing action shown in Figure 11: the jaws have moved apart until the tube comes into contact with the bottom of the fixed jaw.
- This version therefore comprises a parallelepiped frame 1, a frame 2 in the shape of an "L" upside down, an electric motor installed inside the casing 10, a form of bending 5, a counterform 6, the means 7 of approach to the counterform and the gear transmission system housed in the frame in the form and the slide 8 on which the counterform moves.
- the single-phase asynchronous motor is fixed directly to the side of the frame, halfway up and perpendicular to the transmission system which it drives using a bevel gear mounted at the end of the shaft.
- the control panel 3 On the front of the machine there is the control panel 3 allowing to memorize a dozen different bending angles and to enter the instructions necessary for the factory programming of the different functions and in particular those defining the three tool strokes required for the execution of a 90 ° flat collar.
- To the right of this panel there is a flat surface having four ball locks 4 arranged along the vertices of a square to allow the rapid installation of the improved vice.
- Each lock 4 consists, as can be seen in FIG. 8, of a socket with a threaded base 16, the flange 14 of which is provided with a ball 13 which a spring 15 pushes against the crimping limiting its protrusion outside the surface of the plate 12 of the collar.
- the form of bending used on this machine has a hook 99 articulated on the top of a ramp having as many grooves as are found on the form at the base of which it is also articulated.
- this module comprises a support 18, four high-strength screws 17 passing through it to fix it in the four tapped holes 11 visible in FIG. 1, semi-dies 26, 25 of circular shape, one of which 25 is mounted on an axis 23 carried by a shoe 22 sliding on a cylindrical slide 21.
- the bringing together of the two half-dies is controlled by the arm 24 acting on a link articulated on the shoe at the level of an axis carrying a cam.
- the tube clamping force can be adjusted by varying the useful length of the link by changing the angular position of the cam.
- FIGS 2, 3 and 6 to which reference is now made respectively show the upper part of the frame, all the elements directly located on the chassis and the tool-holder turret with the adjacent parts.
- FIG. 2 we see the rib 28 on which the slide 8 is fixed.
- the release of the cover 9 makes it possible to see the four guide pins 30 of the slide 32 shown at the bottom of FIG. 6.
- its upper flat surface 34 and the bottom 31 of the upper part of the frame form a single plane which, with the cover 9 made of transparent material, defines the thickness of the volume in which the turret 36 carrying the tools 37 moves during operations for shaping sockets or collars.
- the flywheel 38 for manual selection of the shaping tools is fixed to the turret by a pin 35 which passes through an oblong opening 29 in the cover 9.
- the first is used to drive the module for shaping sockets by expanding a tool composed of sectors arranged in a crown in a ring which is screwed in place of the conical cover 42. It consists of a cam 47 visible in the figure 4, which prints an alternative movement to the axis 48 on which a spring 49 is mounted, constantly recalling it against this cam.
- the cover serves to protect the metal cone 50 when there is no tool mounted on the threaded base 51 visible in FIG. 7. The tube being threaded on the tool before its expansion, this mode of work does not requires no clamping means.
- the second used to drive the collar shaping device is constituted by the eccentric crank rod system 41 having for axis of rotation the vertical axis of the drive square 43 and whose rod 40 is articulated on the pin 33 of the slide on which is mounted the tool holder turret 36.
- the base card 39 of the control electronics is fixed to the chassis parallel to the axis of the motor.
- the control electronics must receive signals enabling it to constantly know the position of the tool-holder turret and the angular displacements of the bending shape. To do this it is associated with a potentiometer 45 shown in Figure 4 fixed on the frame and whose control rod 46 mounted coaxially on the axis of rotation of the form is driven by friction by means of a rubber piece 98 mounted in the central bore of the lower hub of the wheel carrying the drive square 9.
- FIG. 9 shows the front electronic card on which the displays are located and a waterproof mini keyboard reduced to six keys, namely "market", “stop”; “+”, “-”, to modify the value of the bending angle or that of the length of the socket or that of the diameters of the tubes if the collar function is selected; “mode” to switch from one function to another and activate the "enter” key to program different angles during successive bends.
- the programmed bending light indicator 52 flashes if one or more hangers remain to be made. When one of the indicators for the socket on annealed tube, socket on hardened tube, collar and simple bending 53 to 56 lights up, this indicates that the corresponding function has been selected.
- the section of the improved vice made along its median plane shows, according to FIG. 10, that it consists of a body 61 and a movable jaw 66 mounted pivoting on the same axis of rotation 59 secured to a base 57 having at its upper part a recess 69 constituting a fixed jaw against which the tube to be clamped is pressed by said movable jaw that the body bears on the base at a preset distance, arch-bottle with a progressive force during the raising the handle of the arm 64.
- crank pin 65 of diameter smaller than that of the bore 63 of the body transmits the necessary force to it by being mounted eccentrically inside this bore of so as to remain in contact with the wall of the latter when the arm 64 of which it is integral rotates around the axis of said bore to a position providing the desired tightening.
- a socket 67 covering a spring 68 located on the side of the fixed jaw permanently pushes the body and the movable jaw which thus remains open in an adjustable position using the knurled knob 62 of the pivot screw 58 journalling on the base of the opposite side to the fixed jaw 70. It is thus possible to quickly open the vice until the tube 71 can just pass between the two jaws to be brought into contact with the bottom of the fixed jaw. This approach opening makes it possible to pass from one tube diameter to another very quickly and without any particular precaution as soon as one observes the movements 1 and 2 recalled in FIGS. 11 and 12.
- the base 57 On its face turned away from the movable jaw, the base 57 has a flat surface 75 in which a cavity provided with mortises 72 parallel to the surface 75 opens, as well as grooves 73 and conical recesses 74. These mortises, grooves and recesses are arranged so as to cooperate with the four ball locks 4 described above, in order to maintain the vice on the machine.
- the support comprising the four square fixing means may consist of a screwed plate or, otherwise fixed to a workbench, or a fixed element. any, or even on a clamp which will itself be fixed on any element of frame or masonry.
- the support can also be designed to be held using a conventional type vice.
- the implementation of the machine according to the invention does not present any particular difficulty. As soon as it is connected to the electrical energy supply network, the display shows 90 °. This means that the machine is ready to perform the most common bending. The other functions being selected by successive presses of the mode key, it will reduce the time necessary for the execution of multiple operations as often have to do the members of many trades employing copper tubes, or tubes of decoration in their manufacture.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
- La présente invention concerne un étau perfectionné, qui peut être monté sur une machine multi-fonctions apte à réaliser les diverses opérations usuelles qui sont réalisées sur les tubes, et, en particulier, le cintrage. L'invention concerne aussi une machine équipée d'un tel étau.
- Les opérations usuelles de cintrage et de façonnage des tubes exigent fréquemment l'exécution d'opérations complémentaires de coupe, perçage, piquage etc... pour lesquelles il est désiré d'avoir, à portée de main, un étau qui soit d'utilisation rapide et pratique, et qui puisse être aisément réglé pour serrer un tube de façon efficace sans l'endommager.
- L'invention a pour but de fournir un tel étau, qui soit robuste et peu coûteux.
- L'invention a également pour but de fournir une machine à exécuter de multiples opérations sur des tubes, y compris celles qui exigent la présence d'un étau.
- On notera qu'il est souhaitable que l'étau, en tant que tel, puisse être utilisé en dehors de la machine, et pour traiter d'autres objets que des tubes.
- Pour atteindre ces buts, l'invention fournit un étau de serrage susceptible d'être utilisé notamment pour des opérations de façonnage de tubes, comprenant :
- une embase qui peut être monté sur un support et qui porte une mâchoire fixe

- une mâchoire mobile reliée à l'embase par un axe de pivotement,

- des moyens pour exercer une force tendant à rapprocher les mâchoires fixe et mobile,

caractérisé en ce que les moyens pour exercer la force de rapprochement comprennent : - un corps monté à pivot sur le même axe que la mâchoire mobile, ledit corps étant capable de venir en butée contre l'embase par l'intermédiaire d'une pièce d'appui, et

- une pièce de serrage montée sur le corps de façon à pouvoir tourner autour d'un axe de rotation par rapport au corps parallèle à l'axe de pivotement et écarté de lui, cette pièce de serrage comportant une surface de came excentrique, et disposée pour venir en poussée sur une face de la mâchoire mobile qui est désignée à l'opposé à la mâchoire fixe, la pièce de serrage comprenant en outre un levier capable de la faire tourner autour de l'axe de rotation.

- La conception particulière de l'étau, où la mâchoire mobile traditionnelle est en quelque sorte dédoublée en deux parties, la mâchoire mobile proprement dite et le corps, avec interposition d'une came modifiant la géométrie de l'ensemble, aboutit à une construction à la fois simple, robuste et précise.
- De préférence, des moyens pour repérer une position de la pièce de serrage qui correspond à une situation d'ouverture de l'étau, à partir de cette position repérée, un pivotement du levier entraîne d'abord un déplacement rapide de la mâchoire mobile vers la mâchoire fixe, puis un déplacement lent et finalement un arc-boutement.
- On obtient ainsi le gain de temps maximal, grâce à une approche rapide suivie d'un serrage lent qui ménage l'objet à serrer.
- Dans ce cas, lorsque l'étau est destiné à pouvoir serrer des objets tels que des tubes, mais aussi des pièces de formes diverses, entre trois surfaces de serrage portées par les mâchoires, deux de ces surfaces convergeant vers l'extérieur de l'étau, il est avantageux de prévoir que la position repérée correspond à un écartement des mâchoires permettant l'introduction d'un objet à serrer, alors que la situation d'arc-boutement procure la force de serrage désirée.
- Avantageusement, un moyen élastique contraint en permanence les mâchoires vers la position d'ouverture, et la position de la pièce d'appui est réglable pour fixer l'écartement des mâchoires en position d'ouverture et de serrage. De cette façon, le réglage pour adapter l'étau à une dimension particulière des objets à serrer est rapide, et le réglage n'est pas à refaire tant que la dimension des objets ne change pas.
- Pour permettre un travail facile dans des situations diverses, il est prévu, sur l'embase ou sur le support, quatre pièces de fixation disposées aux sommets d'un carré, et sur la surface antagoniste du support ou de l'embase, des reliefs correspondants destinés à immobiliser, avec encliquetage, l'étau sur le support. Quatre positions différentes, orientées chacune à 90° par rapport à une autre, sont ainsi possibles.
- L'invention fournit aussi une machine d'établi multi-fonctions portable et de conception modulaire pour le travail des tubes métalliques en matière ductile de faible épaisseur, caractérisée en ce qu'elle comporte un support pour un étau tel que décrit ci-dessus, et en ce que pour cintrer par enroulement, façonner des collets coniques à 45° ou plats à 90° et former des emboîtures aux extrémités des tubes, elle comprend les outillages habituels plus ceux utilisés sur les pinces à expansion manuelle et un système de transmission à engrenages solidaires d'un moteur électrique asynchrone monophasé associé à une électronique de commande permettant de programmer trois courses d'outil, ce qui a pour effet d'améliorer la qualité et réduire le temps d'exécution d'une opération de façonnage, gain de temps renforcé par les moyens de serrage rapide fixés sur des glissières intégrées au bâti en forme de "L" de hauteur à peine supérieure à celle du moteur, lequel fixé perpendiculairement au système de transmission se trouve placé parallèlement au logement de la carte des circuits électroniques situé en dessous du dispositif de façonnage des collets plats dont la tourelle porte-outil se déplace axialement sous l'action du coulisseau d'un système bielle manivelle à excentrique ayant pour axe de rotation, l'axe vertical du carré d'entraînement prévu pour recevoir une forme de cintrage.
- L'invention va maintenant être décrite à l'aide d'un exemple pratique, non limitatif, de machine d'établi conforme à l'invention, cette machine étant illustrée avec les dessins, parmi lesquels :
- La figure 1 représente une vue d'ensemble d'une machine selon l'invention, équipée uniquement des moyens nécessaires au cintrage.
- La figure 2 montre le bâti en "L" à l'envers représenté en perspective avec sur le dessus le capot de protection de la zone de travail par emboutissage, et en façade, en regard de leur position de montage, les pièces permettant de fixer la carte électronique portant l'afficheur et les touches de commande.
- La figure 3 représente une vue plongeante du châssis de la machine avec mise en place de la carte des circuits électroniques de base et les éléments du système de transmission de la puissance mécanique.
- La figure 4 représente la machine selon l'invention, vue en coupe suivant une ligne passant par les centres des axes de rotation verticaux du système de transmission et restant perpendiculaire à la face frontale grâce aux décrochements qu'elle présente au niveau de chacun des trois axes intermédiaires.
- La figure 5 représente une vue éclatée du module de bridage se fixant sur le côté gauche de la machine pour immobiliser le tube à l'extrémité duquel doit être façonné une emboîture ou un collet, conique à 45° ou plat à 90°.
- La figure 6 montre la tourelle porte-outil avec en dessous son coulisseau d'entraînement en translation et au dessus le volant de sélection des outils de façonnage d'emboîtures ou de collets représentés en regard des orifices taraudés dans lesquels ils se vissent.
- La figure 7 montre le module de façonnage d'emboîtures par expansion radiale.
- La figure 8 représente une vue en coupe d'un des quatre verrous lesquels étant solidaires de la façade du bâti permettent d'y fixer par encliquetage rapide l'étau perfectionné qui est pourvu d'une embase adéquate.
- La figure 9 montre la disposition retenue pour les touches de commande et la présentation de l'affichage des différentes informations nécessaires à l'utilisateur de la machine selon l'invention.
- La figure 10 montre l'étau perfectionné selon l'invention, vu en coupe suivant son plan médian.
- La figure 11 montre une vue latérale de l'étau perfectionné avec un tube à serrer simplement posé sur les arêtes de ses deux mâchoires.
- La figure 12 montre le résultat de l'action de dévissage indiqué sur la figure 11: les mâchoires se sont écartées jusqu'à ce que le tube vienne en contact avec le fond de la mâchoire fixe.
En se reportant à la figure 1, on voit que la conception modulaire de la machine selon l'invention permet d'en présenter une version simplement pourvue des éléments nécessaires au cintrage par enroulement. Cette version comprend donc un châssis parallélépipèdique 1, un bâti 2 en forme de "L" à l'envers, un moteur électrique installé à l'intérieur du carter 10, une forme de cintrage 5, une contreforme 6, le moyen 7 d'approche de la contreforme et le système de transmission à engrenages logé dans le bâti sous la forme et la glissière 8 sur laquelle se déplace la contreforme. Le moteur asynchrone monophasé est fixé directement sur le côté du bâti, à mi hauteur et perpendiculairement au système de transmission qu'il entraîne à l'aide d'un pignon conique monté en bout d'arbre. Sur la face frontale de la machine on trouve le panneau de commande 3 permettant de mémoriser une dizaine d'angles de cintrage différents et de rentrer les instructions nécessaires à la programmation en usine des différentes fonctions et en particulier celles définissant les trois courses d'outil requises pour l'exécution d'un collet plat à 90°. A droite de ce panneau il y a une surface plane présentant quatre verrous à bille 4 disposés suivant les sommets d'un carré pour permettre la mise en place rapide de l'étau perfectionné. Chaque verrou 4 est constitué, comme cela est visible à la figure 8, d'une douille à culot fileté 16 dont la collerette 14 pourvue d'une bille 13 qu'un ressort 15 repousse contre le sertissage limitant son dépassement hors de la surface du plateau 12 de la collerette. - La forme de cintrage utilisée sur cette machine possède un crochet 99 articulé sur le sommet d'une rampe présentant autant de gorges que l'on en trouve sur la forme à la base de laquelle elle est également articulée.
- Sur la machine de la figure 1, on voit sur le coté gauche un emplacement laissé libre au dessus du châssis 1. Il est prévu pour recevoir le module de bridage représenté à la figure 5. En s'y reportant, on constate que ce module comprend un support 18, quatre vis à haute résistance 17 le traversant pour le fixer dans les quatre trous taraudés 11 visibles sur la figure 1, des demi-matrices 26, 25 de forme circulaire dont l'une 25 est montée sur un axe 23 porté par un sabot 22 coulissant sur une glissière cylindrique 21. Le rapprochement des deux demi-matrices est commandé par le bras 24 agissant sur une biellette articulée sur le sabot au niveau d'un axe portant une came. L'effort de serrage du tube peut être réglé en faisant varier la longueur utile de la biellette par un changement de la position angulaire de la came. L'axe de la came restant solidaire du sabot sous l'action du ressort 20, le fait de tirer sur le bouton 19 monté à son extrémité opposée permet de le désolidariser du sabot. Ainsi dans cette position tirée, il suffit de le tourner et de le relâcher pour obtenir une nouvelle position angulaire de la came.
- Les figures 2, 3 et 6 auxquelles on se reporte à présent montrent respectivement la partie supérieure du bâti, tous les éléments directement implantés sur le châssis et la tourelle porte-outil avec les pièces adjacentes.
- Ainsi sur la figure 2 on voit la nervure 28 sur laquelle se fixe la glissière 8. Le dégagement du capot 9 permet de voir les quatre tétons de guidage 30 du coulisseau 32 représenté au bas de la figure 6. Lorsque ce coulisseau est en place, sa surface plane supérieure 34 et le fond 31 de la partie supérieure du bâti forment un plan unique qui avec le capot 9 en matière transparente définit l'épaisseur du volume dans lequel évolue la tourelle 36 portant les outils 37 lors des opérations de façonnage d'emboîtures ou de collets. Le volant 38 de sélection manuelle des outils de façonnage est fixé sur la tourelle par un axe 35 qui traverse une ouverture oblongue 29 du capot 9.
- Sur la figure 3 on voit la disposition des différents engrenages composant le système de transmission de puissance dont le pignon conique 44 engrène avec celui monté au bout de l'arbre de sortie du moteur. Mis à part le carré d'entraînement 43 de la forme de cintrage qui traverse le bâti par un grand orifice circulaire 27,
il y a deux autres sorties. - La première est utilisée pour entraîner le module de façonnage des emboîtures par expansion d'un outil composé de secteurs disposés en couronne dans une bague qui se visse à la place du cache conique 42. Elle se compose d'une came 47 visible sur la figure 4, qui imprime un mouvement alternatif à l'axe 48 sur lequel est monté un ressort 49 le rappelant constamment contre cette came. Le cache sert à protéger le cône métallique 50 lorsqu'il n'y a pas d'outil monté sur l'embase filetée 51 visible sur la figure 7. Le tube étant enfilé sur l'outil avant son expansion, ce mode de travail ne requiert aucun moyen de bridage.
- La deuxième utilisée pour entraîner le dispositif de façonnage des collets est constituée par le système bielle manivelle à excentrique 41 ayant pour axe de rotation l'axe vertical du carré d'entraînement 43 et dont la bielle 40 est articulée sur le tourillon 33 du coulisseau sur lequel est monté la tourelle porte-outil 36.
- Sur la figure 3 on voit également que la carte de base 39 de l'électronique de commande est fixée sur le châssis parallèlement à l'axe du moteur. L'électronique de commande doit recevoir des signaux lui permettant de connaître en permanence la position de la tourelle porte-outil et les déplacements angulaires de la forme de cintrage. Pour ce faire elle est associée à un potentiomètre 45 représenté à la figure 4 fixé sur le bâti et dont la tige de commande 46 montée coaxialement sur l'axe de rotation de la forme est entraînée par friction au moyen d'une pièce en caoutchouc 98 montée dans l'alésage central du moyeu inférieur de la roue portant le carré d'entraînement 9.
- La figure 9 montre la carte électronique de façade sur laquelle sont implantés les afficheurs et un mini clavier étanche réduit à six touches à savoir "marché", "arrêt"; "+", "-", pour modifier la valeur de l'angle de cintrage ou celle de la longueur de l'emboîture ou celle des diamètres des tubes si la fonction collet est sélectionnée; "mode" pour passer d'une fonction à l'autre et activer la touche "entrée" pour programmer différents angles lors de cintrages successifs. L'indicateur lumineux 52 de cintrage programmé clignote s'il reste un ou plusieurs cintres à faire. L'allumage d'un des indicateurs des fonctions emboîture sur tube recuit, emboîture sur tube écroui, collet et cintrage simple 53 à 56 rappelle que la fonction correspondante a été sélectionnée.
- La coupe de l'étau perfectionné effectuée suivant son plan médian montre, d'après la figure 10, qu'il se compose d'un corps 61 et d'une mâchoire mobile 66 montés pivotant sur un même axe de rotation 59 solidaire d'une embase 57 présentant à sa partie supérieure un décrochement 69 constituant une mâchoire fixe contre laquelle le tube à serrer est plaqué par ladite mâchoire mobile que le corps en appui sur l'embase à une distance préréglée, arc-boute avec un effort progressif lors du relevage de la poignée du bras 64. Cet effort progressif est dû à ce qu'un maneton 65 de diamètre inférieur à celui de l'alésage 63 du corps lui transmet l'effort nécessaire en étant monté excentré à l'intérieur de cet alésage de façon à rester en contact avec la paroi de ce dernier lorsque le bras 64 dont il est solidaire tourne autour de l'axe dudit alésage jusqu'à une position procurant le serrage souhaité.
- Dans cet étau, il existe une position de repos du bras 64 indexée par une bille 60. Cette position définit la situation d'ouverture de l'étau. A partir de cette position, le relevage du bras produit, d'abord un rapprochement rapide des mâchoires, puis un rapprochement qui se ralentit avec augmentation de la force de serrage, et finalement un arc-boutement.
- Une douille 67 coiffant un ressort 68 implanté du côté de la mâchoire fixe repousse en permanence le corps et la mâchoire mobile qui reste ainsi ouverte dans une position réglable à l'aide du pommeau moleté 62 de la vis pivot 58 tourillonnant sur l'embase du côté opposé à la mâchoire fixe 70. Il est ainsi possible d'ouvrir rapidement l'étau jusqu'à ce que le tube 71 puisse juste passer entre les deux mâchoires pour être mis en contact avec le fond de la mâchoire fixe. Cette ouverture d'approche permet de passer d'un diamètre de tube à un autre très rapidement et sans précaution particulière dès que l'on respecte les mouvements 1 et 2 rappelés sur les figures 11 et 12.
- Dans ce qui précède et sur les figures, on a supposé que le serrage de l'étau était obtenu par relevage du bras 64. Pour un meilleur accès à la pièce serrée, il est souvent préféré que le serrage se fasse par abaissement du bras 64. Dans ce cas, l'homme de métier comprendra facilement que la position du maneton 65, par rapport à l'axe de pivotement du bras, sera différente de celle de la figure 10.
- Sur sa face tournée à l'opposé de la mâchoire mobile, l'embase 57 présente une surface plane 75 dans laquelle s'ouvre une cavité pourvue de mortaises 72 parallèles à la surface 75, ainsi que des rainures 73 et des évidements coniques 74. Ces mortaises, rainures et évidements, sont disposés de façon à coopérer avec les quatre verrous à bille 4 décrits plus haut, pour assurer le maintien de l'étau sur la machine.
- On notera que, dans une version simplifiée, les verrous à bille sont remplacés par des éléments en matière plastique de forme analogue, d'une seule pièce, travaillant par élasticité. Dans tous les cas, la présence de moyens de fixation disposés selon un carré permet quatre possibilités de montage de l'étau dans quatre orientations à 90°.
- Pour rendre l'étau indépendant de la machine, on peut prévoir que le support comportant les quatre moyens de fixation en carré peut être constitué d'une plaque vissée ou, fixée autrement sur un établi, ou un élément fixe quelconque, ou même sur un serre-joint qui sera lui-même fixé sur n'importe quel élément de charpente ou de maçonnerie. Le support peut également être conçu pour être tenu à l'aide d'un étau de type classique.
- La mise en oeuvre de la machine selon l'invention ne présente pas de difficulté particulière. Dès qu'elle se trouve raccordée au réseau d'alimentation en énergie électrique, l'afficheur indique 90°. Cela signifie que la machine est prête à exécuter le cintrage le plus courant. Les autres fonctions étant sélectionnées par des pressions successives sur la touche mode, elle permettra de réduire les temps nécessaires à l'exécution d'opérations multiples comme en ont souvent à faire les membres de nombreux corps de métier employant des tubes cuivre, ou des tubes de décoration dans leur fabrication.
Claims (10)
- Etau de serrage susceptible d'être utilisé notamment pour des opérations de façonnage de tubes, comprenant :une embase (57) qui peut être montée sur un support et qui porte une mâchoire fixe (70),
 une mâchoire mobile (66) reliée à l'embase (57) par un axe de pivotement (59),
une mâchoire mobile (66) reliée à l'embase (57) par un axe de pivotement (59), caractérisé en ce que les moyens pour exercer la force de rapprochement comprennent:des moyens pour exercer une force tendant à rapprocher les mâchoires fixe et mobile,
caractérisé en ce que les moyens pour exercer la force de rapprochement comprennent:des moyens pour exercer une force tendant à rapprocher les mâchoires fixe et mobile, un corps (61) monté à pivot sur le même axe (59) que la mâchoire mobile, ledit corps étant capable de venir en butée contre l'embase par l'intermédiaire d'une pièce d'appui (58), et
un corps (61) monté à pivot sur le même axe (59) que la mâchoire mobile, ledit corps étant capable de venir en butée contre l'embase par l'intermédiaire d'une pièce d'appui (58), et une pièce de serrage montée sur le corps de façon à pouvoir tourner autour d'un axe de rotation par rapport au corps parallèle à l'axe de pivotement et écarté de lui, cette pièce de serrage comportant une surface de came(65) excentrique, et disposée pour venir en poussée sur une face de la mâchoire mobile qui est désignée à l'opposé à la mâchoire fixe, la pièce de serrage comprenant en outre un levier (64) capable de la faire tourner autour de l'axe de rotation.
une pièce de serrage montée sur le corps de façon à pouvoir tourner autour d'un axe de rotation par rapport au corps parallèle à l'axe de pivotement et écarté de lui, cette pièce de serrage comportant une surface de came(65) excentrique, et disposée pour venir en poussée sur une face de la mâchoire mobile qui est désignée à l'opposé à la mâchoire fixe, la pièce de serrage comprenant en outre un levier (64) capable de la faire tourner autour de l'axe de rotation.
- Etau selon la revendication 1, caractérisé en ce qu'il comprend des moyens pour repérer une position de la pièce de serrage qui correspond à une situation d'ouverture de l'étau, et en ce que, à partir de cette position repérée, un pivotement du levier (64) entraîne d'abord un déplacement rapide de la mâchoire mobile vers la mâchoire fixe, puis un déplacement lent et finalement un arc-boutement.
- Etau selon la revendication 2 capable de serrer des objets entre trois surfaces de serrage portées par les mâchoires, deux de ces surfaces convergeant vers l'extérieur de l'étau, caractérisé en ce que la position repérée correspond à un écartement des mâchoires permettant l'introduction d'un objet à serrer, alors que la situation d'arc-boutement procure la force de serrage désirée.
- Etau selon l'une des revendications 1 à 3, caractérisé en ce qu'un moyen élastique (67, 68) contraint en permanence les mâchoires vers la position d'ouverture, et la position de la pièce d'appui (58) est réglable pour fixer l'écartement des mâchoires en position d'ouverture et de serrage.
- Etau selon l'une des revendications 1 à 4, caractérisé en ce qu'il est prévu, sur l'embase ou sur le support, quatre pièces de fixation disposées aux sommets d'un carré, et sur la surface antagoniste du support ou de l'embase, des reliefs correspondants destinés à immobiliser, avec encliquetage, l'étau sur le support, quatre positions différentes, chacune à 90° par rapport à une autre, étant ainsi possibles.
- Machine d'établi multi-fonctions portable et de conception modulaire pour le travail des tubes métalliques en matière ductile de faible épaisseur, caractérisée en ce qu'elle comporte un support pour un étau selon l'une des revendications 1 à 5, et en ce que pour cintrer par enroulement, façonner des collets et former des emboîtures aux extrémités des tubes, elle comprend les outillages habituels plus ceux utilisés sur les pinces à expansion manuelle et un système de transmission à engrenages solidaires d'un moteur électrique asynchrone monophasé associé à une électronique de commande permettant de programmer trois courses d'outil, ce qui a pour effet d'améliorer la qualité et réduire le temps d'exécution d'une opération de façonnage, gain de temps renforcé par les moyens de serrage rapide fixés sur des glissières intégrées au bâti en forme de "L" de hauteur à peine supérieure à celle du moteur, lequel fixé perpendiculairement au système de transmission se trouve placé parallèlement au logement de la carte des circuits électroniques situé en dessous du dispositif de façonnage des collets dont la tourelle porte-outil se déplace axialement sous l'action du coulisseau d'un système bielle manivelle à excentrique ayant pour axe de rotation l'axe vertical du carré d'entraînement prévu pour recevoir une forme de cintrage.
- Machine selon la revendication 6 caractérisée en ce que pour pouvoir connaître en permanence la position de la tourelle porte-outil et les déplacements angulaires, l'électronique de commande est associée à un potentiomètre fixé sur le bâti et dont la tige de commande montée coaxialement sur l'axe de rotation de la forme est entraînée par friction au moyen d'une pièce en caoutchouc montée dans l'alésage central du moyeu inférieur de la roue portant le carré d'entraînement.
- Machine selon la revendication 6 ou la revendication 7 caractérisée en ce que l'électronique de commande comprend en plus de la carte des circuits électroniques qui regroupe des composants passifs et des circuits intégrés programmables, des câbles de liaison et une carte de façade sur laquelle sont implantés les afficheurs et un mini clavier étanche réduit à 6 touches à savoir "marche", "arrêt" ; "+","-", pour modifier la valeur de l'angle de cintrage ou celle de la longueur de l'emboîture ou celle des diamètres des tubes si la fonction collet est sélectionnée; "mode" pour passer d'une fonction à l'autre et activer la touche "entrée" pour programmer différents angles lors de cintrages successifs.
- Machine selon l'une des revendications 6 à 8 caractérisée en ce qu'elle est pourvue de deux dispositifs de formage des emboîtures, l'un utilisant un mandrin calibré qui est enfoncé de force dans le tube maintenu par un puissant moyen de serrage, l'autre ne nécessitant aucun bridage est placé sur un des flancs de la machine et comprend des outils disposés en couronne autour d'un cône métallique permettant leur expansion au diamètre voulu sélectionné dans une plage fixe.
- Machine selon l'une des revendications 6 à 8 caractérisée en ce que la protection des outils portés par la tourelle est assurée par un capot en matière plastique transparente pourvu d'une ouverture oblongue traversée par l'axe du volant permettant les changements d'outil par rotation manuelle.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9313528 | 1993-11-08 | ||
| FR9313528A FR2712215B1 (fr) | 1993-11-08 | 1993-11-08 | Machine multi-fonctions dotée d'un étau perfectionné et d'une commande électronique contrôlant le cintrage et le façonnage des extrémités de tubes. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0656245A2 true EP0656245A2 (fr) | 1995-06-07 |
| EP0656245A3 EP0656245A3 (fr) | 1995-09-06 |
Family
ID=9452805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94402511A Withdrawn EP0656245A3 (fr) | 1993-11-08 | 1994-11-07 | Etau de serrage et cintreuse de tube équipée d'un tel etau. |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0656245A3 (fr) |
| FR (1) | FR2712215B1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2749790A1 (fr) * | 1996-06-13 | 1997-12-19 | Virax Sa | Dispositif d'etau |
| US6095508A (en) * | 1996-06-13 | 2000-08-01 | Virax S.A. | Vice device |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201800010409A1 (it) * | 2018-11-16 | 2020-05-16 | Cml Int S P A | Macchina per curvare un pezzo allungato senza formazione di grinze |
| CN116727507B (zh) * | 2023-08-14 | 2023-10-20 | 诸城恒业机械有限公司 | 一种机械配件加工用弯管机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE374958C (de) * | 1922-05-02 | 1923-05-05 | Hans Bader | Einspannvorrichtung mit Exzenter |
| FR734707A (fr) * | 1931-04-25 | 1932-10-27 | Perfectionnements apportés aux étaux à commande à main | |
| CH238881A (de) * | 1943-01-18 | 1945-08-31 | Wenk Wilhelm | Vorrichtung zum Einspannen von Werkstücken. |
| US4729552A (en) * | 1987-08-03 | 1988-03-08 | George Pempek | Vertical vise |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2948326A (en) * | 1957-05-31 | 1960-08-09 | Ridge Tool Co | Flaring tool |
| CH482474A (de) * | 1967-10-25 | 1969-12-15 | Frisch Geb Kg Eisenwerk | Vorrichtung zum Verformen von Rohrenden |
| US4089160A (en) * | 1977-02-18 | 1978-05-16 | Beaston Bud A | Horseshoe bending apparatus and vise |
| FR2483271A1 (fr) * | 1980-05-28 | 1981-12-04 | Gateau Internal | Appareil de faconnage de tubes |
| DE3326559C2 (de) * | 1983-07-22 | 1985-06-27 | Emag Maschinenfabrik Gmbh, 7335 Salach | Verfahren und Vorrichtung zum Endbearbeiten von Oberflächen von Rohren |
| US4719577A (en) * | 1985-05-29 | 1988-01-12 | Eley David L | Bending machine with digital electronic control of bend angle |
| US4732025A (en) * | 1987-05-22 | 1988-03-22 | Ap Industries, Inc. | Precision bending apparatus and process |
-
1993
- 1993-11-08 FR FR9313528A patent/FR2712215B1/fr not_active Expired - Fee Related
-
1994
- 1994-11-07 EP EP94402511A patent/EP0656245A3/fr not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE374958C (de) * | 1922-05-02 | 1923-05-05 | Hans Bader | Einspannvorrichtung mit Exzenter |
| FR734707A (fr) * | 1931-04-25 | 1932-10-27 | Perfectionnements apportés aux étaux à commande à main | |
| CH238881A (de) * | 1943-01-18 | 1945-08-31 | Wenk Wilhelm | Vorrichtung zum Einspannen von Werkstücken. |
| US4729552A (en) * | 1987-08-03 | 1988-03-08 | George Pempek | Vertical vise |
Non-Patent Citations (1)
| Title |
|---|
| WERKSTATTSTECHNIK, ZEITSCHRIFT F]R INDUSTRIELLE FERTIGUNG, vol.75, no.9, Septembre 1985, BERLIN pages 575 - 577 D.MENGEMANN 'VORRICHTUNGSSYSTEM ZUM VERZUGSFREIEN SPANNEN IN CAD-DATEI' * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2749790A1 (fr) * | 1996-06-13 | 1997-12-19 | Virax Sa | Dispositif d'etau |
| US6095508A (en) * | 1996-06-13 | 2000-08-01 | Virax S.A. | Vice device |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2712215A1 (fr) | 1995-05-19 |
| FR2712215B1 (fr) | 1996-12-20 |
| EP0656245A3 (fr) | 1995-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH03173603A (ja) | ビスケット接合カッター | |
| FR2478497A1 (fr) | Presse a poinconner a tourelles porte-outils | |
| FR2617068A1 (fr) | Presse a decouper revolver | |
| FR2471276A1 (fr) | ||
| WO2002066208A1 (fr) | Porte-brucelles | |
| EP0656245A2 (fr) | Etau de serrage et cintreuse de tube équipée d'un tel étau | |
| JPH1034566A (ja) | 照明付き電動工具 | |
| FR3033654A1 (fr) | Porte mouvement d'une piece d'horlogerie | |
| FR2850601A1 (fr) | Instrument de coupe | |
| FR2841491A1 (fr) | Outil,notamment cle, dynamometrique comprenant des moyens cliquetants de reglage du couple | |
| EP1476287B1 (fr) | Tour de potier comportant un dispositif de guidage pour le formage | |
| CH697003A5 (fr) | Machine de perçage à main et à outils multiples. | |
| WO1982001334A1 (fr) | Tour automatique a commande numerique | |
| EP0437412A1 (fr) | Machine pour l'affûtage de forets hélicoidaux | |
| FR2555927A1 (fr) | Magasin d'outils pour machine-outil automatique a broche rotative porte-outil montee dans une tete d'usinage | |
| FR2660229A1 (fr) | Outil a usages multiples. | |
| CH635021A5 (fr) | Procede pour le dressage de surfaces au moyen d'un outil rotatif de coupe et machine pour la mise en oeuvre de ce procede. | |
| CH670780A5 (en) | Workpiece clamp control unit - has conical element controlled by spring and compressed air unit for greater precision | |
| CH615854A5 (en) | Transfer machine | |
| FR2888143A1 (fr) | Guide d'usinage | |
| WO2005000128A1 (fr) | Dispositif de positionnement de guide de coupe osseuse | |
| FR2713965A3 (fr) | Petite plieuse pour plaques métalliques ou plastiques. | |
| FR2665657A1 (fr) | Decolleteuse electrique portable. | |
| BE1010498A6 (fr) | Dispositif pour le positionnement de pieces par rapport a un mandrin. | |
| JP2581745Y2 (ja) | 架線作業工具用皮はぎアダプタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE ES FR GB GR IT NL PT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE DE ES FR GB GR IT NL PT |
|
| 17P | Request for examination filed |
Effective date: 19960212 |
|
| 17Q | First examination report despatched |
Effective date: 19970113 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19970712 |