EP0637467B1 - Kalander zum Auftragen wachshaltiger Dispersionen - Google Patents
Kalander zum Auftragen wachshaltiger Dispersionen Download PDFInfo
- Publication number
- EP0637467B1 EP0637467B1 EP94109520A EP94109520A EP0637467B1 EP 0637467 B1 EP0637467 B1 EP 0637467B1 EP 94109520 A EP94109520 A EP 94109520A EP 94109520 A EP94109520 A EP 94109520A EP 0637467 B1 EP0637467 B1 EP 0637467B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- calender
- counterpressure
- calendering
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/001—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work incorporating means for heating or cooling the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0826—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets
- B05C1/083—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets being passed between the coating roller and one or more backing rollers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G9/00—Other accessories for paper-making machines
- D21G9/009—Apparatus for glaze-coating paper webs
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/08—Rearranging applied substances, e.g. metering, smoothing; Removing excess material
- D21H25/12—Rearranging applied substances, e.g. metering, smoothing; Removing excess material with an essentially cylindrical body, e.g. roll or rod
- D21H25/14—Rearranging applied substances, e.g. metering, smoothing; Removing excess material with an essentially cylindrical body, e.g. roll or rod the body being a casting drum, a heated roll or a calender
Definitions
- the invention relates to a calender for applying a dispersion with solid resins, wax dispersions and surface agents on webs or in particular sheets, with a heatable calender roller, at least one counter-pressure roller arranged at the inlet of the web or the sheet and one offset in the direction of rotation of the calender roller with respect to the counter-pressure roller. preferably designed as a suction roll, take-off roll, and optionally an air knife arranged in the outlet nip.
- Such calenders make it possible to achieve a mirror finish by melting a calender varnish applied to the webs or sheets on the reflecting surface of the calender roller.
- calenders compare for example DE-OS 35 35 685 A1 - calender roll diameters of approximately 450 mm and diameter of the counter-pressure roll of less than 200 mm are common.
- aqueous dispersions with solid resins, wax dispersions and surface agents which also have the advantage of being able to do without pollutants, such as organic solvents, with a small amount of surface application, difficulties arise when using the usual calenders, since the high-gloss ones that are customary and desired for calendering Surfaces can not be achieved, or the throughput speeds must be kept so low that economical work is no longer possible.
- the invention is therefore based on the object of designing a calender of the type mentioned at the outset in such a way that a mirror finish of the calendered coating surface can be achieved even when the special dispersions mentioned are used at high throughput speeds.
- one or more counter-pressure rollers are provided, that the diameters of the calender roller and / or the counter-pressure rollers and their mutual contact pressure are selected so that the pressure strip width of their mutual contact for each counter-pressure roller is preferably between 20 mm and 45 mm is about 35 mm, and that the speed of rotation of the calender roll based on its diameter and the offset of the take-off roll with respect to the first counter-pressure roll are selected such that there is a dwell time of the web or sheet on the calender roll or the endless belt in a belt calender between the inlet gap and Outflow gap of about 2 to 12 sec., Preferably 6 to 7 sec.
- the diameter of the calender roller and the counter-pressure roller which is considerably larger than that of conventional calenders, according to the invention to approximately 1000 mm in the case of the calender roller and approximately 400 to 500 mm in the counter-pressure roller, results in the large printing strip width mentioned, preferably at about 10 to 20 t, for a preferred pressure 35 mm, which is the initial spark for the special dispersion varnish with waxes, in such a way that the varnish actually melts during the passage through this large pressure strip width and the desired mirror gloss can form.
- the rotational speed of the calender roll based on its diameter and the offset of the take-off roll with respect to the counter-pressure roll are selected such that there is a dwell time of the web or sheet on the calender roll between inlet and outlet of approximately 2 to 12 sec., preferably 6 to 7 sec.
- the offset angle of the take-off roller to the counter-pressure roller can also be less than 180 °, provided that the diameter of the calender roller is dimensioned and the related rotational speed of the calender roller is set in such a way that the dwell time necessary for the formation of the coating properties is achieved and the running distance is sufficiently long is.
- a belt calender in which an endless steel belt rotates around the calender roller and a deflection roller spaced apart therefrom, this possibly additionally on the route between the calender roller and the deflection roller can be heated from behind, for example by an infrared heating device.
- the counter-pressure rollers then rest on the calender roller and the take-off roller on the deflecting roller, of course, each with the intermediate arrangement of the endless steel belt.
- the contact pressure may possibly be reduced, since then the initial spark for the special dispersion varnish does not have to be applied by one pressure roller alone, but also the additional pressure rollers can help.
- a calender according to the invention is particularly suitable for processing calender varnishes based on aqueous styrene / acrylate dispersions, such as are commercially available, for example, under the name Wikolith VP 302.
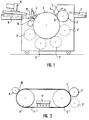
- the sheets then enter the inlet nip 4 between the counter-pressure roller 2 and the calender roller 5, the calender roller having a diameter of approximately 1000 mm and the counter-pressure roller having a diameter of approximately 400 to 500 mm and the contact pressure of the counter-roller on the calender roller approximately 15 t is, so that there is a printing strip width b of preferably> 35 mm, which results in a sufficient initial ignition for the dispersion layer at a temperature of the calender roll from approximately 100 ° C. which results in a sufficient initial ignition for the dispersion layer at a temperature of the calender roll from approx. 100 ° C. so that it melts and then the desired mirror gloss can form during contact on the calender roll up to the take-off roll 6.
- the offset of the take-off roller 6, which is preferably designed as a suction roller, the detachment of the sheets from the calender roller being additionally supported by an air knife 7, is more than 180 ° in the roller calender according to FIG. 1, so that even at high conveying speeds Arch results in a contact time for the arch on the calender roll 5 of 6 to 7 seconds.
- the sheets then reach the belt delivery 8, above which a cooling fan 9 is arranged.
- the belt delivery is also preferably equipped with suction belts, although of course both the take-off roller 6 and the belt delivery 8 could comprise simple rubber rollers or rubber belts, which are quite sufficient for many applications, i.e. for a whole range of sheet materials and sheet thicknesses, in connection with an air knife to ensure clean detachment of the sheets from the calender roll and their transport on the belt delivery.
- FIG. 2 schematically shows a belt calender designed according to the invention, in which, in addition to the calender roll 5 ', an endless steel belt 5''' is provided, which rotates around the calender roll 5 'and a spaced deflection roll 5''. Press the counter-pressure rolls 2, 2' - with the interposition of course the endless steel belt 5 '''- on the calender roll 5', while the take-off roll 6 on the Deflection roller 5 ''.
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Paper (AREA)
Description
- Die Erfindung bezieht sich auf einen Kalander zum Auftragen einer Dispersion mit Festharzen, Wachsdispersionen und Oberflächenmitteln auf Bahnen oder insbesondere Bogen, mit einer beheizbaren Kalanderwalze, wenigstens einer am Einlauf der Bahn oder des Bogens angeordneten Gegendruckwalze und einer in Rotationsrichtung der Kalanderwalze gegenüber der Gegendruckwalze versetzten, vorzugsweise als Saugwalze ausgebildeten, Abnahmewalze, sowie ggf. einem im Auslaufspalt angeordneten Luftrakel.
- Derartige Kalander ermöglichen es, durch das Anschmelzen eines auf die Bahnen oder Bogen aufgetragenen Kalanderlacks an der spiegelnden Oberfläche der Kalanderwalze einen Spiegelglanz zu erzielen. Bei derartigen Kalandern - man vergleiche beispielsweise die DE-OS 35 35 685 A1 - sind dabei Kalanderwalzendurchmesser von etwa 450 mm und Durchmesser der Gegendruckwalze von unter 200 mm üblich. Darüber hinaus ist es auch gängig, die Abnahmewalze in kurzem Abstand, d.h. weniger als etwa 90° am Umfang versetzt, hinter der Gegendruckwalze anzuordnen.
- Beim Auftragen insb. wässriger Dispersionen mit Festharzen, Wachsdispersionen und Oberflächenmitteln, die bei geringem Flächenauftrag auch noch den Vorteil haben, ohne Schadstoffe, wie organische Lösungsmittel, auszukommen, ergeben sich aber bei Verwendung der üblichen Kalander Schwierigkeiten, da die für Kalandrierungen üblichen und gewünschten hochglänzenden Oberflächen nicht erzielt werden können, oder aber die Durchsatzgeschwindigkeiten so niedriggehalten werden müssen, daß ein wirtschaftliches Arbeiten nicht mehr möglich ist.
- Der Erfindung liegt daher die Aufgabe zugrunde, einen Kalander der eingangs genannten Art so auszugestalten, daß auch bei Verwendung der angesprochenen speziellen Dispersionen mit hohen Durchlaufgeschwindigkeiten ein Spiegelglanz der kalandrierten Lackoberfläche erzielt werden kann.
- Zur Lösung dieser Aufgabe ist erfindungsgemäß vorgesehen, daß eine oder mehrere Gegendruckwalzen vorgesehen sind, daß die Durchmesser der Kalanderwalze und/oder der Gegendruckwalzen sowie ihr gegenseitiger Anpreßdruck so ausgewählt sind, daß die Druckstreifenbreite ihrer gegenseitigen Anlage je Gegendruckwalze zwischen 20 mm und 45 mm, vorzugsweise etwa 35 mm beträgt, und daß die Rotationsgeschwindigkeit der Kalanderwalze bezogen auf ihren Durchmesser und die Versetzung der Abnahmewalze gegenüber der ersten Gegendruckwalze so gewählt sind, daß sich eine Verweilzeit der Bahn bzw. Bogen an der Kalanderwalze bzw. dem Endlosband bei einem Bandkalander zwischen Einlaufspalt und Auslaufspalt von ca. 2 bis 12 sec., vorzugsweise 6 bis 7 sec., ergibt.
- Durch die erfindungsgemäßen, gegenüber herkömmlichen Kalandern erheblich vergrößerten Durchmesser der Kalanderwalze und der Gegendruckwalze auf ca. 1000 mm bei der Kalanderwalze und etwa 400 bis 500 mm bei der Gegendruckwalze ergibt sich bei einem bevorzugten Druck zwischen 10 und 20 t die angesprochene große Druckstreifenbreite von bevorzugt etwa 35 mm, die eine Initialzündung für den speziellen Dispersionslack mit Wachsen bewirkt, derart, daß der Lack tatsächlich während des Durchlaufs durch diese große Druckstreifenbreite anschmilzt und sich der gewünschte Spiegelglanz ausbilden kann.
- Von besonderer Bedeutung ist dabei auch, daß auch nach dieser Initialzündung des Schmelzvorgangs und der Spiegelglanzausbildung im Bereich der Anlage der Gegendruckwalze an der Kalanderwalze die Bahn bzw. der Bogen noch relativ lange mit der geheizten Oberflache der Kalanderwalze in Kontakt bleibt, wozu gemäß der letzten Merkmalsgruppe des Patentanspruchs 1 vorgesehen ist, daß die Rotationsgeschwindigkeit der Kalanderwalze bezogen auf ihren Durchmesser und die Versetzung der Abnahmewalze gegenüber der Gegendruckwalze so gewählt sind, daß sich eine Verweilzeit der Bahn bzw. Bogen an der Kalanderwalze zwischen Ein- und Auslauf von ca. 2 bis 12 sec., vorzugsweise 6 bis 7 sec., ergibt. Dabei kann der Versetzungswinkel der Abnahmewalze zur Gegendruckwalze auch kleiner als 180° sein, sofern der Durchmesser der Kalanderwalze derart dimensioniert ist und die darauf bezogene Rotationsgeschwindigkeit der Kalanderwalze so eingestellt ist, daß die für die Ausbildung der Beschichtungseigenschaften nötige Verweilzeit erreicht wird und der Laufweg ausreichend lang ist.
- Zur Erhöhung der Verweilzeit der Bögen an der geheizten Kalanderfläche ist es auch möglich, einen Bandkalander zu verwenden, bei dem um die Kalanderwalze und eine davon beabstandete Umlenkwalze ein endloses Stahlband umläuft, wobei dieses ggf. auf der Strecke zwischen der Kalanderwalze und der Umlenkwalze noch zusätzlich von hinten, beispielsweise durch eine Infrarotheizeinrichtung, beheizt werden kann. Bei einem solchen Bandkalander liegen dann die Gegendruckwalzen an der Kalanderwalze an und die Abnahmewalze an der Umlenkwalze, selbstverständlich jeweils unter Zwischenordnung des Endlos-Stahlbandes.
- Dabei hat es sich gezeigt, daß ein Laufweg der Bahn bzw. des Bogens zwischen Gegendruckwalze und Abnahmewalze von ca. 2 m sehr gute Ergebnisse auch bei relativ hohen Laufgeschwindigkeiten ergibt, wobei diese 2 m Laufweg bei einer Gegendruckwalze von 1000 mm Durchmesser problemlos erreicht werden können.
- Bei Vorsehen von mehreren Andruckwalzen, die auf die Strecke zwischen der ersten Andruckwalze und der Abnahmewalze verteilt angeordnet sind, kann ggf. der Anpreßdruck verringert sein, da dann die angesprochene Initialzündung für den speziellen Dispersionslack nicht von der einen Andruckwalze allein aufgebracht werden muß, sondern auch die zusätzlichen Andruckwalzen dazu beitragen können.
- Ein erfindungsgemäßer Kalander eignet sich ganz besonders zur Verarbeitung von Kalanderlacken auf der Basis wässriger Styrol/Acrylatdispersionen, wie sie beispielsweise unter der Bezeichnung Wikolith VP 302 im Handel sind.
- Weitere Vorteile, Merkmale und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung einiger Ausführungsbeispiele sowie anhand der Zeichnung. Dabei zeigen:
- Fig. 1
- einen schematischen Schnitt durch einen erfindungsgemäßen Walzenkalander, und
- Fig. 2
- einen schematischen Schnitt durch einen erfindungsgemäßen Bandkalander.
- Dabei bezeichnet 1 die Bogenzuführung, auf der die Bogen - anstelle von Bogen könnten auch Bahnen verarbeitet werden, doch ist das erfindungsgemäße Kalandrierverfahren bevorzugt für Bogen anwendbar - nach dem Auftrag der wässrigen wachshaltigen Dispersion über die Gegendruckwalze 2 laufen, wobei sie von einer Bogenführung 3 über die erste Gegendruckwalze 2 geführt werden. Anschließend gelangen die Bogen in den Einlaufspalt 4 zwischen der Gegendruckwalze 2 und der Kalanderwalze 5, wobei die Kalanderwalze einen Durchmesser von etwa 1000 mm und die Gegendruckwalze einen solchen von etwa 400 bis 500 mm aufweist und der Anpreßdruck der Gegenwalze an die Kalanderwalze ca. 15 t beträgt, so daß sich eine Druckstreifenbreite b von bevorzugt > 35 mm ergibt, was bei einer Temperatur der Kalanderwalze ab ca. 100°C eine ausreichende Initialzündung für die Dispersionsschicht ergibt, was bei einer Temperatur der Kalanderwalze ab ca. 100°C eine ausreichende Initialzündung für die Dispersionsschicht ergibt, so daß diese schmilzt und im Anschluß während des Kontakts an der Kalanderwalze bis zur Abnahmewalze 6 sich der gewünschte Spiegelglanz ausbilden kann. Um den Spiegelglanz noch zu verbessern und dabei ggf. den Durchmesser und den Andruck der Gegendruckwalzen kleiner halten zu können wäre es möglich, ggf. weitere, gestrichelt dargestellte Gegendruckwalzen 2' vorzusehen. Die Versetzung der Abnahmewalze 6, die bevorzugt als Saugwalze ausgebildet ist, wobei das Ablösen der Bogen von der Kalanderwalze zusätzlich durch ein Luftrakel 7 unterstützt wird, beträgt bei dem Walzenkalander nach Fig. 1 mehr als 180°, so daß sich auch bei hohen Fördergeschwindigkeiten der Bogen eine Anlagedauer der Bogen an der Kalanderwalze 5 von 6 bis 7 sec. ergibt. Anschließend gelangen die Bogen auf die Bänderauslage 8, über der wiederum ein Kühlgebläse 9 angeordnet ist. Auch die Bänderauslage ist dabei bevorzugt mit Saugbändern ausgerüstet, obgleich selbstverständlich sowohl die Abnahmewalze 6 als auch die Bänderauslage 8 einfache Gummiwalzen oder Gummibänder umfassen könnten, die für viele Anwendungszwecke, also für eine ganze Reihe von Bogenmaterialien und Bogenstärken, durchaus ausreichen, um in Verbindung mit einem Luftrakel ein sauberes Ablösen der Bogen von der Kalanderwalze und ihren Transport auf der Bänderauslage sicherzustellen.
- Die Fig. 2 zeigt schematisch einen erfindungsgemäß ausgebildeten Bandkalander, bei dem neben der Kalanderwalze 5' ein Endlos-Stahlband 5''' vorgesehen ist, das um die Kalanderwalze 5' und eine beabstandete Umlenkwalze 5'' umläuft Die Gegendruckwalzen 2, 2' drücken dabei - unter Zwischenordnung selbstverständlich des Endlos-Stahlbandes 5''' - an der Kalanderwalze 5' an, während die Abnahmewalze 6 an der Umlenkwalze 5'' anliegt. Bei ggf. zusätzlicher Heizung des Stahlbandes 5''' durch eine Infrarotheizvorrichtung 11 von rückwärts auf dem Weg zwischen der Kalanderwalze 5' und der Umlenkwalze 5'' ergibt sich eine sehr einfache Möglichkeit der Verlängerung der Anlagestrecke und auch der Anlagezeit an der heißen, im vorliegenden Fall durch das Endlos-Stahlband 5''' gebildeten Kalanderoberfläche.
Claims (8)
- Kalander zum Auftragen einer Dispersion mit Festharzen, Wachsdispersionen und Oberflächenmitteln auf Bahnen oder insb. Bogen, mit einer beheizbaren Kalanderwalze, wenigstens einer am Einlauf der Bahn oder des Bogens angeordneten Gegendruckwalze und einer in Rotationsrichtung der Kalanderwalze gegenüber der Gegendruckwalze versetzten, vorzugsweise als Saugwalze ausgebildeten, Abnahmewalze, sowie ggf. einem im Auslaufspalt angeordneten Luftrakel, dadurch gekennzeichnet, daß eine oder mehrere Gegendruckwalzen vorgesehen sind, daß die Durchmesser der Kalanderwalze (5) und/oder der Gegendruckwalzen (2) sowie ihr gegenseitiger Anpreßdruck so ausgewählt sind, daß die Druckstreifenbreite (b) ihrer gegenseitigen Anlage je Gegendruckwalze zwischen 20 mm und 45 mm, vorzugsweise etwa 35 mm, beträgt, und daß die Rotationsgeschwindigkeit der Kalanderwalze (5) bezogen auf ihren Durchmesser und die Versetzung der Abnahmewalze (6) gegenüber der ersten Gegendruckwalze (2) so gewählt sind, daß sich eine Verweilzeit der Bahn bzw. Bogen an der Kalanderwalze (5) bzw. dem Endlosband (5''') bei einem Bandkalander zwischen Einlaufspalt (4) und Auslaufspalt (10) von ca. 2 bis 12 sec., vorzugsweise 6 bis 7 sec., ergibt.
- Kalander nach Anspruch 1, dadurch gekennzeichnet, daß die Versetzung der Abnahmewalze (6) gegenüber der ersten Gegendruckwalze (2) mehr als 180° beträgt.
- Kalander nach Anspruch 1, dadurch gekennzeichnet, daß er als Bandkalander mit einem um die Kalanderwalze (5') und eine Umlenkwalze (5'') umlaufenden Endlos-Metallband (5''') ausgebildet ist, wobei die Gegendruckwalzen (2, 2') an der Kalanderwalze (5) und die Abnahmewalze an der Umlenkwalze (5'') anliegen.
- Kalander nach Anspruch 3, dadurch gekennzecihnet, daß das Endlos-Metallband (5''') zwischen der Kalanderwalze (5') und der Umlenkwalze (5'') von rückwärts, vorzugsweise durch eine Infrarot-Strahlungsheizung (11), beheiztbar ist.
- Kalander nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Kalanderwalze (5) einen Durchmesser von ca. 1000 mm und die Gegendruckwalzen (2) einen Durchmesser von ca. 400 bis 500 mm besitzen.
- Kalander nach einem der Ansprüche 1 bis 5, dadurch gekennzecihnet, daß der Anpreßdruck der Gegendruckwalzen (2, 2') an der Kalanderwalze (5) 10 bis 20 t, vorzugsweise 15 t, beträgt.
- Kalander nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß der Laufweg der Bahn bzw. des Bogens zwischen der ersten Gegendruckwalze (2) und der Abnahmewalze (6) ca. 2 m beträgt.
- Kalander nach einem der Ansprüche 1 bis 7, gekennzeichnet durch seine Verwendung zur Verarbeitung von Kalanderlacken auf der Basis wässrige Styrol/Acrylatdispersionen.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4322644 | 1993-07-07 | ||
| DE4322644A DE4322644C1 (de) | 1993-07-07 | 1993-07-07 | Vorrichtung zum Auftragen wachshaltiger Dispersionen |
| DE9319666U DE9319666U1 (de) | 1993-07-07 | 1993-12-21 | Kalander zum Auftragen wachshaltiger Dispersionen |
| DE9319666U | 1993-12-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0637467A1 EP0637467A1 (de) | 1995-02-08 |
| EP0637467B1 true EP0637467B1 (de) | 1997-04-09 |
Family
ID=25927465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94109520A Expired - Lifetime EP0637467B1 (de) | 1993-07-07 | 1994-06-21 | Kalander zum Auftragen wachshaltiger Dispersionen |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0637467B1 (de) |
| JP (1) | JPH0739798A (de) |
| AT (1) | ATE151313T1 (de) |
| DK (1) | DK0637467T3 (de) |
| ES (1) | ES2100000T3 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10024370A1 (de) | 2000-05-17 | 2001-11-22 | Roland Man Druckmasch | Verfahren zur Oberflächenbehandlung eines Substrates sowie Vorrichtung zur Durchführung des Verfahrens |
| DE102009031469A1 (de) | 2009-04-02 | 2010-10-14 | Steinemann Technology Ag | Beschichtungseinrichtung |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE536400A (de) * | 1954-11-16 | |||
| NL282624A (de) * | 1961-08-29 |
-
1994
- 1994-06-21 EP EP94109520A patent/EP0637467B1/de not_active Expired - Lifetime
- 1994-06-21 AT AT94109520T patent/ATE151313T1/de not_active IP Right Cessation
- 1994-06-21 DK DK94109520.0T patent/DK0637467T3/da active
- 1994-06-21 ES ES94109520T patent/ES2100000T3/es not_active Expired - Lifetime
- 1994-07-06 JP JP6179534A patent/JPH0739798A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0739798A (ja) | 1995-02-10 |
| ES2100000T3 (es) | 1997-06-01 |
| EP0637467A1 (de) | 1995-02-08 |
| DK0637467T3 (da) | 1997-10-27 |
| ATE151313T1 (de) | 1997-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69405621T2 (de) | Verfahren zum Kalandern einer Papierbahn und ein Kalander zur Durchführung des Verfahrens | |
| EP0655030B1 (de) | Verfahren und vorrichtung zum befeuchten einer bedruckten und anschliessend thermsich getrockneten, bewegten materialbahn | |
| EP0326919B1 (de) | Verfahren und Vorrichtung zum Herstellen schnellhärtender Überzüge auf Trägerkörpern | |
| EP0706592B1 (de) | Verfahren und vorrichtung zum herstellen beidseitig gestrichener papierbahnen | |
| WO2002018142A1 (de) | Anlage zur kontinuierlichen herstellung bedruckter textilbänder, insbesondere bedruckter etikettenbänder | |
| DE29518424U1 (de) | Kalander in einer Papier- oder Streichmaschine | |
| EP0451449B1 (de) | Verfahren zum Glätten einer beidseitig gestrichenen Papier- oder Kartonbahn | |
| DE29813663U1 (de) | Vorrichtung zur Online-Herstellung von SC-A-Papier | |
| EP0222367A2 (de) | Kalander zur Verarbeitung von thermoplastischen Kunststoffen | |
| DE3020669A1 (de) | Verfahren zur steuerung der liniendruckverteilung in einer walzeinrichtung sowie entsprechende walzeinrichtung | |
| EP2278067B1 (de) | Kalander zur Behandlung einer Warenbahn | |
| EP0637467B1 (de) | Kalander zum Auftragen wachshaltiger Dispersionen | |
| EP0773104B1 (de) | Verfahren zum Veredeln und Bedrucken von Bahnen und Druckmaschine zur Durchführung dieses Verfahrens | |
| DE19549669C2 (de) | Kalander | |
| EP0855464A2 (de) | Vorrichtung und Verfahren zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn | |
| DE69703610T2 (de) | Verfahren zum kalendrieren einer papierbahn und kalender zur durchführung des verfahrens | |
| EP1162045B1 (de) | Walzenvorrichtung | |
| DE9319666U1 (de) | Kalander zum Auftragen wachshaltiger Dispersionen | |
| EP0631012B2 (de) | Verfahren und Vorrichtung zur Beeinflussung von Dicke und Glanz und/oder Glätte bei der Behandlung von Faserstoffbahnen | |
| EP1571257B1 (de) | Verfahren und Vorrichtung zum Behandeln einer Bahn aus Papier oder Karton | |
| DE19508349C2 (de) | Kalander für die Behandlung einer Papierbahn und Verfahren zu dessen Betrieb | |
| EP0699530B1 (de) | Verfahren und Vorrichtung zum Trocknen von im Offsetverfahren bedruckten Kunststoff-Folienbahnen | |
| DE19710124A1 (de) | Verfahren und Vorrichtung zur Temperierung von Kühlwalzen | |
| EP0792965B1 (de) | Verfahren zum Satinieren von Papier und Kalander zur Durchführung des Verfahrens | |
| EP0072461A1 (de) | Verfahren zum kontinuierlichen Bedrucken einer mit Kunststoff beschichteten Metallfolie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DK ES FR GB GR IT LI NL PT |
|
| 17P | Request for examination filed |
Effective date: 19941231 |
|
| 17Q | First examination report despatched |
Effective date: 19951218 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DK ES FR GB GR IT LI NL PT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970409 |
|
| REF | Corresponds to: |
Ref document number: 151313 Country of ref document: AT Date of ref document: 19970415 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2100000 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Effective date: 19970709 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970707 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040602 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20040628 Year of fee payment: 11 Ref country code: BE Payment date: 20040628 Year of fee payment: 11 Ref country code: AT Payment date: 20040628 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20040629 Year of fee payment: 11 Ref country code: DK Payment date: 20040629 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050602 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050621 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20060101 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060621 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20050622 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060621 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: ISLER & PEDRAZZINI AG;POSTFACH 1772;8027 ZUERICH (CH) |
|
| BERE | Be: lapsed |
Owner name: *BILLHOFER MASCHINENFABRIK G.M.B.H. Effective date: 20050630 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20091001 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: WIKO HOLDING GMBH Free format text: BILLHOEFER MASCHINENFABRIK GMBH#GUTENSTETTER STRASSE 20#D-90449 NUERNBERG (DE) -TRANSFER TO- WIKO HOLDING GMBH#GUTENSTETTER STRASSE 20#90449 NUERNBERG (DE) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20100625 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PK Free format text: BERICHTIGUNG INHABER |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20111230 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120621 |