EP0630690A1 - Air assisted flat jet spraying device for spraying coating material - Google Patents
Air assisted flat jet spraying device for spraying coating material Download PDFInfo
- Publication number
- EP0630690A1 EP0630690A1 EP94401327A EP94401327A EP0630690A1 EP 0630690 A1 EP0630690 A1 EP 0630690A1 EP 94401327 A EP94401327 A EP 94401327A EP 94401327 A EP94401327 A EP 94401327A EP 0630690 A1 EP0630690 A1 EP 0630690A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- paint
- insert
- sprayer
- air
- stream
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011248 coating agent Substances 0.000 title claims abstract description 15
- 238000000576 coating method Methods 0.000 title claims abstract description 15
- 238000005507 spraying Methods 0.000 title abstract description 6
- 239000000463 material Substances 0.000 title description 3
- 239000003973 paint Substances 0.000 claims abstract description 43
- 239000007921 spray Substances 0.000 claims abstract description 37
- 238000007493 shaping process Methods 0.000 claims description 6
- 238000004891 communication Methods 0.000 claims description 2
- 210000003462 vein Anatomy 0.000 description 13
- 230000008901 benefit Effects 0.000 description 4
- 239000002245 particle Substances 0.000 description 2
- 238000010408 sweeping Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000000135 prohibitive effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/03—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/06—Spray pistols; Apparatus for discharge with at least one outlet orifice surrounding another approximately in the same plane
- B05B7/062—Spray pistols; Apparatus for discharge with at least one outlet orifice surrounding another approximately in the same plane with only one liquid outlet and at least one gas outlet
- B05B7/066—Spray pistols; Apparatus for discharge with at least one outlet orifice surrounding another approximately in the same plane with only one liquid outlet and at least one gas outlet with an inner liquid outlet surrounded by at least one annular gas outlet
- B05B7/067—Spray pistols; Apparatus for discharge with at least one outlet orifice surrounding another approximately in the same plane with only one liquid outlet and at least one gas outlet with an inner liquid outlet surrounded by at least one annular gas outlet the liquid outlet being annular
Definitions
- the invention relates to a pneumatic sprayer for a flat jet coating product. More specifically, it relates to a sprayer with a high flow rate and a low pressure of atomizing air, usually referred to as "H.V.L.P.”.
- horns projecting from the front face of the spray cap: they make it possible to subject the spray of sprayed paint leaving the sprayer to the action of several air jets which crush it. We are talking about conformation of the jet.
- the paint spray is cut in half and there is no more paint in the central part of the spray: the spray obtained is no longer a flat spray but the combination of two more or less ovoid jets. The thickness of the coating obtained on the object to be covered is then irregular, which is unacceptable.
- a conventional pneumatic sprayer uses a source of compressed air to drive the paint stream into an area where it is sprayed.
- a second source of compressed air is used to spray, that is to say divide into a multitude of droplets, the paint stream at the outlet of the spray orifice.
- spray air The drive air and the spray air may have a common source; they are then separated by channels inside the spray cap.
- the drive air also constitutes the spray air. Its pressure at the rear of the spray cap is relatively low, preferably less than 1 bar.
- the paint stream must be entrained and sheared by this air jet: the paint particles located in the center of the stream are not subjected to the shear action of the spray air. It is therefore sometimes necessary to increase the pressure of the atomizing air, which limits the advantages of the HVLP configuration. Low pollution, low paint loss and high deposition efficiency obtained with a sprayer of this type come essentially from the low pressure of the spray air and of the shaping air.
- the more or less hollow character of the vein depends on the degree of opening of the valve, which is prohibitive because the efficiency of the conformation then also depends on the opening of the valve, that is to say on the spray rate.
- the adjustment of such a sprayer is particularly delicate.
- the position of the needle relative to the seat of the valve alone conditions the profile of the vein of coating product: if the needle is not exactly centered on the seat, the hollow vein obtained is not cylindrical. This asymmetry is necessarily found in the flat jet finally obtained.
- the invention solves all of these problems.
- a pneumatic sprayer of coating product with flat jet comprising a valve for supplying coating product delivering a paint stream and a spray nozzle characterized in that an insert comprising an annular channel is housed in the nozzle downstream of the valve needle and transforms said vein into a hollow spray of paint.
- the hollow character of the vein is obtained independently of the adjustment of the flow rate of coating product and of its physical characteristics.
- the centering of the needle on the valve seat does not condition the symmetry of the coating product.
- the relatively large electrical capacity that constitutes the metal needle can be housed deep enough in the body of the sprayer to avoid any risk of sparks.
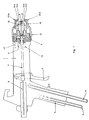
- the sprayer 1 of FIG. 1 is of the HVLP type. It includes a paint inlet channel 2 supplied by a conduit 3 penetrating into the sprayer through the butt 4.
- the trigger 5 makes it possible to control a valve 6 whose needle 7 rests on a seat 8 near the spray orifice 9 formed in a spray nozzle 10.
- An air supply duct 11 also enters the butt 4. It makes it possible to supply, through ducts 12 and 12 'The sprayer 1 in drive air and spray on the one hand and in horn or conformation air on the other hand.
- the horns 13a and 13b include orifices 14a, 15a, 14b and 15b of conformation air outlet directed towards the paint stream leaving the sprayer through the orifice 8. These horns are part of a spray cap 16 maintained in place on the nozzle 10 by a clamping nut 17.
- an insert 20 for example of plastic material, transforming the paint stream into a hollow paint stream.
- This insert is housed in the nozzle 10 near the spray orifice. It in fact constitutes the terminal part of the paint channel in the nozzle 10.
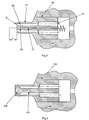
- the insert 20 is visible in Figure 2. It has four inlet channels 21 regularly distributed on the side of the seat 8 and the needle 7 of the paint supply valve and an annular outlet channel 22 constituting the orifice spray. Channels 21 and channel 22 are in communication.
- the insert 20 has an axial bore 25 in which is housed a charging electrode 26 supplied in a manner known per se from a high-voltage generator not shown.
- the electrode 26 protrudes from the insert 20 over a sufficient length L so that it charges the vein of paint both by contact and by Corona discharge.
- the operation is as follows: after passing through the pipe 3 and the pipe 2, the paint passes between the needle 7 and the seat 8 of the supply valve. It is then divided into four threads by the four conduits 21, which are joined in the channel 22 to form a single jet which is kept hollow up to the spray orifice 9 thanks to the central internal part 27.
- the presence of the central part 27 to the end of the insert 20 prevents the paint stream from becoming a hollow stream before the spray air begins to shear and entrain it and before the shaping air doesn't start to overwrite it. It is then possible to use spray air and conformation air at a relatively low pressure to entrain and flatten this paint stream.
- the charging electrode 26 If the charging electrode 26 is long enough, the crushing begins at the end of the latter and it is in direct contact with the paint stream, which leads to charging by contact. Otherwise, the electrode charges the paint stream with Corona discharge because its end is close to the paint stream being sprayed.
- FIG. 3 relates to an insert 120 including a modification of the geometry of the central part 27 of FIG. 2: it is referenced 127. It has a frustoconical end 128 which deflects the paint stream. The paint therefore has a radial velocity component when it meets the spraying air which is substantially parallel to the axis of the insert 120. In this way, the penetration of air into the paint stream is further facilitated and the pressure of the spraying air can be kept at a minimum value.
- the insert can also be metallic or made of a conductive material.
- the electrode 26 is then removed and the coating product is charged by contact when it passes through the channels 21 and 22 and / or by Corona discharge on the edges of the insert 20 or 120.
- This insert can also be produced by ceramic, which gives it a longer life because of the hardness of this material.
Landscapes
- Nozzles (AREA)
Abstract
Description
L'invention concerne un pulvérisateur pneumatique de produit de revêtement à jet plat. Plus précisément, elle concerne un pulvérisateur à grand débit et basse pression d'air de pulvérisation, habituellement désigné sous le nom de "H.V.L.P.".The invention relates to a pneumatic sprayer for a flat jet coating product. More specifically, it relates to a sprayer with a high flow rate and a low pressure of atomizing air, usually referred to as "H.V.L.P.".
Lors de l'utilisation d'un pulvérisateur à jet plat, un problème essentiel est d'obtenir un jet ayant une forme assez aplatie pour que le mouvement de balayage du pulvérisateur permette un dépôt le plus uniforme possible sur les objets à recouvrir. Pour ce faire, des cornes sont prévues en saillie de la face avant du chapeau de pulvérisation: elles permettent de soumettre le jet de peinture pulvérisée sortant du pulvérisateur à l'action de plusieurs jets d'air qui l'écrasent. On parle de conformation du jet.When using a flat jet sprayer, an essential problem is to obtain a spray having a sufficiently flat shape so that the sweeping movement of the sprayer allows the most uniform deposit possible on the objects to be covered. To do this, horns are provided projecting from the front face of the spray cap: they make it possible to subject the spray of sprayed paint leaving the sprayer to the action of several air jets which crush it. We are talking about conformation of the jet.
Or, dans les pulvérisateurs à jet plat de l'art antérieur, qu'il s'agisse de pistolets manuels ou de projecteurs automatiques, le réglage de l'air de conformation ou air de cornes est délicat. En effet, s'il n'est pas assez puissant, le jet de peinture n'est pas assez large et il faut imprimer un mouvement de balayage très rapide au pulvérisateur pour obtenir un état de surface satisfaisant; ceci n'est pas toujours possible dans le cas d'un pulvérisateur automatique; ceci est très fatiguant pour l'opérateur dans le cas d'un pulvérisateur manuel. Les avantages du jet plat sont alors inexistants.However, in the flat jet sprayers of the prior art, whether manual guns or automatic projectors, the adjustment of the shaping air or horn air is delicate. Indeed, if it is not powerful enough, the paint spray is not wide enough and it is necessary to print a very rapid sweeping movement with the sprayer to obtain a satisfactory surface condition; this is not always possible in the case of an automatic sprayer; this is very tiring for the operator in the case of a manual sprayer. The advantages of the flat spray are then nonexistent.
D'autre part, si l'air de conformation est trop puissant, le jet de peinture est coupé en deux et il n'y a plus de peinture dans la partie centrale du jet: le jet obtenu n'est plus un jet plat mais la combinaison de deux jets plus ou moins ovoïdes. L'épaisseur du revêtement obtenue sur l'objet à recouvrir est alors irrégulière, ce qui est inacceptable.On the other hand, if the shaping air is too strong, the paint spray is cut in half and there is no more paint in the central part of the spray: the spray obtained is no longer a flat spray but the combination of two more or less ovoid jets. The thickness of the coating obtained on the object to be covered is then irregular, which is unacceptable.
Un pulvérisateur pneumatique conventionnel utilise une source d'air comprimé pour entraîner la veine de peinture jusque dans une zone où elle est pulvérisée. On parle d'air d'entraînement. Une seconde source d'air comprimé est utilisée pour pulvériser, c'est-à-dire diviser en une multitude de gouttelettes, la veine de peinture à la sortie de l'orifice de pulvérisation. On parle d'air de pulvérisation. L'air d'entraînement et l'air de pulvérisation peuvent avoir une source commune; ils sont alors séparés par des canaux à l'intérieur du chapeau de pulvérisation.A conventional pneumatic sprayer uses a source of compressed air to drive the paint stream into an area where it is sprayed. We are talking about training air. A second source of compressed air is used to spray, that is to say divide into a multitude of droplets, the paint stream at the outlet of the spray orifice. We are talking about spray air. The drive air and the spray air may have a common source; they are then separated by channels inside the spray cap.
Dans le cas particulier des pulvérisateurs à jet plat de type H.V.L.P., l'air d'entrainement constitue aussi l'air de pulvérisation. Sa pression à l'arrière du chapeau de pulvérisation est relativement basse, de préférence inférieure à 1 bar. Or, pour être pulvérisée, la veine de peinture doit être entraînée et cisaillée par ce jet d'air: les particules de peinture situées au centre de la veine ne sont pas soumises à l'action de cisaillement de l'air de pulvérisation. Il est donc parfois nécessaire d'augmenter la pression de l'air de pulvérisation, ce qui limite les avantages de la configuration H.V.L.P.. En effet, la faible pollution, les faibles pertes de peinture et le rendement de dépôt élevé obtenus avec un pulvérisateur de ce type proviennent essentiellement de la faible pression de l'air de pulvérisation et de l'air de conformation.In the particular case of flat jet sprayers of the HVLP type, the drive air also constitutes the spray air. Its pressure at the rear of the spray cap is relatively low, preferably less than 1 bar. However, to be sprayed, the paint stream must be entrained and sheared by this air jet: the paint particles located in the center of the stream are not subjected to the shear action of the spray air. It is therefore sometimes necessary to increase the pressure of the atomizing air, which limits the advantages of the HVLP configuration. Low pollution, low paint loss and high deposition efficiency obtained with a sprayer of this type come essentially from the low pressure of the spray air and of the shaping air.
Le brevet américain US 5074466 décrit un pistolet à grand débit et basse pression d'air de pulvérisation dans lequel le pointeau de la vanne sert à rendre la veine de produit de revêtement creuse. De la sorte, le jet creux qui sort du pulvérisateur est beaucoup plus facile à pulvériser et à écraser par l'air de conformation. En effet, dans le cas d'une veine creuse, le rapport du périmètre extérieur sur la section de la veine de peinture est supérieur à celui d'une veine pleine de même diamètre. Dans une veine de peinture creuse, les particules sont en moyenne plus près de l'extérieur de la veine et sont donc plus soumises à l'action des forces aérodynamiques extérieures que dans le cas d'une veine pleine, qu'il s'agisse de l'action de l'air de pulvérisation ou de celle de l'air de conformation.American patent US 5074466 describes a gun with high flow rate and low pressure of atomizing air in which the needle of the valve is used to make the vein of coating product hollow. In this way, the hollow jet which leaves the sprayer is much easier to spray and to crush by the conformation air. Indeed, in the case of a hollow vein, the ratio of the external perimeter to the section of the paint vein is greater than that of a full vein of the same diameter. In a hollow paint stream, the particles are on average closer to the outside of the stream and are therefore more subject to the action of external aerodynamic forces than in the case of a solid stream, whether the action of atomizing air or that of conforming air.
Cependant, cette technique n'est valable que si le pointeau est placé très près de la sortie du canal de peinture, c'est-à-dire pratiquement à moins de 5mm en position ouverte. En effet, si le pointeau est trop éloigné de la sortie de peinture, la veine se referme et le jet de produit de revêtement obtenu est un jet plein. Ce phénomène se produira plus ou moins en fonction des caractéristiques physiques du produit telles que sa viscosité et sa tension superficielle. La formation de la veine creuse ne sera pas reproductible si des peintures de compositions chimiques différentes sont utilisées.However, this technique is only valid if the needle is placed very close to the outlet of the paint channel, that is to say practically less than 5mm in the open position. In fact, if the needle is too far from the paint outlet, the vein closes and the spray of coating product obtained is a full spray. This phenomenon will occur more or less depending on the physical characteristics of the product such as its viscosity and its surface tension. The formation of the hollow vein will not be reproducible if paints of different chemical compositions are used.
De plus, le caractère plus ou moins creux de la veine dépend du degré d'ouverture de la vanne, ce qui est rédhibitoire car l'efficacité de la conformation dépend alors aussi de l'ouverture de la vanne, c'est-à-dire du débit de pulvérisation. Le réglage d'un tel pulvérisateur est particulièrement délicat.In addition, the more or less hollow character of the vein depends on the degree of opening of the valve, which is prohibitive because the efficiency of the conformation then also depends on the opening of the valve, that is to say on the spray rate. The adjustment of such a sprayer is particularly delicate.
Enfin, la position du pointeau par rapport au siège de la vanne conditionne à elle seule le profil de la veine de produit de revêtement: si le pointeau n'est pas exactement centré sur le siège, la veine creuse obtenue n'est pas cylindrique. Cette dissymétrie se retrouve nécessairement dans le jet plat finalement obtenu.Finally, the position of the needle relative to the seat of the valve alone conditions the profile of the vein of coating product: if the needle is not exactly centered on the seat, the hollow vein obtained is not cylindrical. This asymmetry is necessarily found in the flat jet finally obtained.
L'invention résout l'ensemble de ces problèmes.The invention solves all of these problems.
Elle concerne un pulvérisateur pneumatique de produit de revêtement à jet plat comprenant une vanne d'alimentation en produit de revêtement délivrant une veine de peinture et une buse de pulvérisation caractérisée en ce qu'un insert comportant un canal annulaire est logé dans la buse en aval du pointeau de la vanne et transforme ladite veine en un jet creux de peinture.It relates to a pneumatic sprayer of coating product with flat jet comprising a valve for supplying coating product delivering a paint stream and a spray nozzle characterized in that an insert comprising an annular channel is housed in the nozzle downstream of the valve needle and transforms said vein into a hollow spray of paint.
La présence de l'insert immédiatement avant la sortie du canal de peinture et en aval du pointeau de la vanne garantit que la veine garde sa forme creuse jusqu'à son éjection du pulvérisateur, c'est-à-dire jusqu'à ce qu'elle subisse l'action des airs de pulvérisation et de conformation.The presence of the insert immediately before the outlet of the paint channel and downstream of the valve needle guarantees that the vein retains its hollow form until it is ejected from the sprayer, that is to say until 'it undergoes the action of spray and shaping air.
Grâce à cet insert, le caractère creux de la veine est obtenu indépendamment du réglage du débit de produit de revêtement et de ses caractéristiques physiques. Le centrage du pointeau sur le siège de la vanne ne conditionne pas la symétrie de la veine de produit de revêtement. Enfin, dans le cas d'un pulvérisateur électrostatique, la capacité électrique relativement importante que constitue le pointeau métallique peut être logée assez profondément dans le corps du pulvérisateur pour éviter tout risque d'étincelle.Thanks to this insert, the hollow character of the vein is obtained independently of the adjustment of the flow rate of coating product and of its physical characteristics. The centering of the needle on the valve seat does not condition the symmetry of the coating product. Finally, in the case of an electrostatic sprayer, the relatively large electrical capacity that constitutes the metal needle can be housed deep enough in the body of the sprayer to avoid any risk of sparks.
Il est aisé de transformer un pulvérisateur à jet plat connu pour bénéficier de l'invention. Il suffit de loger l'insert caractérisant l'invention dans la buse du pulvérisateur à la place de l'injecteur classique qui est démontable par l'avant du pulvérisateur.It is easy to transform a flat jet sprayer known to benefit from the invention. It suffices to place the insert characterizing the invention in the sprayer nozzle in place of the conventional injector which is removable from the front of the sprayer.
L'invention sera mieux comprise et d'autres avantages de celle-ci apparaîtront plus clairement à la lumière de la description qui va suivre d'un mode de réalisation d'un pulvérisateur pneumatique de produit de revêtement à jet plat conforme à son principe donnée uniquement à titre d'exemple et faite en référence aux dessins annexés dans lesquels:
- la figure 1 est une vue schématique en coupe d'un pulvérisateur pneumatique selon l'invention,
- la figure 2 est une vue à plus grande échelle de l'insert du pulvérisateur de la figure 1 et
- la figure 3 est une vue à plus grande échelle d'une variante de l'insert du pulvérisateur de la figure 1.
- FIG. 1 is a schematic sectional view of a pneumatic sprayer according to the invention,
- FIG. 2 is an enlarged view of the sprayer insert of FIG. 1 and
- FIG. 3 is an enlarged view of a variant of the sprayer insert of FIG. 1.
Le pulvérisateur 1 de la figure 1 est du type H.V.L.P.. Il comprend un canal d'arrivée de peinture 2 alimenté par un conduit 3 pénétrant dans le pulvérisateur à travers la crosse 4. La gâchette 5 permet de commander une vanne 6 dont le pointeau 7 repose sur un siège 8 à proximité de l'orifice de pulvérisation 9 ménagé dans une buse de pulvérisation 10. Un conduit d'alimentation en air 11 pénètre aussi dans la crosse 4. Il permet d'alimenter, à travers des conduits 12 et 12' le pulvérisateur 1 en air d'entraînement et de pulvérisation d'une part et en air de corne ou de conformation d'autre part. Les cornes 13a et 13b comprennent des orifices 14a , 15a, 14b et 15b de sortie d'air de conformation dirigés vers la veine de peinture sortant du pulvérisateur par l'orifice 8. Ces cornes font partie d'un chapeau de pulvérisation 16 maintenu en place sur la buse 10 par un écrou de serrage 17.The
En aval du siège 8 de la vanne d'alimentation en peinture est disposé un insert 20, par exemple en matériau plastique, transformant la veine de peinture en un jet de peinture creux. Cet insert est logé dans la buse 10 à proximité de l'orifice de pulvérisation. Il constitue en fait la partie terminale du canal de peinture dans la buse 10.Downstream of the
L'insert 20 est visible à la figure 2. Il comporte quatre canaux d'entrée 21 régulièrement répartis du côté du siège 8 et du pointeau 7 de la vanne d'alimentation en peinture et un canal annulaire de sortie 22 constituant l'orifice de pulvérisation. Les canaux 21 et le canal 22 sont en communication.The
Dans le cas d'un pulvérisateur de type électrostatique, l'insert 20 comporte un perçage axial 25 dans lequel est logée une électrode de charge 26 alimentée de façon connue en soi à partir d'un générateur haute-tension non représenté. L'électrode 26 dépasse de l'insert 20 sur une longueur L suffisante de sorte qu'elle charge la veine de peinture à la fois par contact et par décharge Corona.In the case of an electrostatic type sprayer, the
Le fonctionnement est le suivant: après avoir transité par le tuyau 3 et le conduit 2, la peinture passe entre le pointeau 7 et le siège 8 de la vanne d'alimentation. Elle est alors divisée en quatre filets par les quatre conduits 21, lesquels sont réunis dans le canal 22 pour former un jet unique qui est maintenu creux jusqu'à l'orifice de pulvérisation 9 grâce à la partie interne centrale 27. La présence de la partie centrale 27 jusqu'à l'extrémité de l'insert 20 évite que la veine de peinture ne redevienne une veine creuse avant que l'air de pulvérisation ne commence à la cisailler et à l'entraîner et avant que l'air de conformation ne commence à l'écraser. Il est alors possible d'utiliser un air de pulvérisation et un air de conformation à une pression relativement faible pour entraîner et aplatir cette veine de peinture.The operation is as follows: after passing through the
Si l'électrode de charge 26 est assez longue, l'écrasement commence à l'extrémité de celle-ci et elle est en contact direct avec la veine de peinture, ce qui conduit à une charge par contact. Sinon l'électrode charge la veine de peinture par décharge Corona car son extrémité est à proximité de la veine de peinture en cours de pulvérisation.If the charging
La variante de la figure 3 concerne un insert 120 incluant une modification de la géométrie de la partie centrale 27 de la figure 2: elle est référencée 127. Elle présente une extrémité tronconique 128 qui défléchit la veine de peinture. La peinture a donc une composante radiale de vitesse lors de sa rencontre avec l'air de pulvérisation qui est sensiblement parallèle à l'axe de l'insert 120. De la sorte, la pénétration de l'air dans la veine de peinture est encore facilitée et la pression de l'air de pulvérisation peut être maintenue à une valeur minimale.The variant of FIG. 3 relates to an
Dans le cas d'un pulvérisateur de type électrostatique, l'insert peut aussi être métallique ou en un matériau conducteur. L'électrode 26 est alors supprimée et le produit de revêtement est chargé par contact lors de son passage dans les canaux 21 et 22 et/ou par décharge Corona sur les arêtes de l'insert 20 ou 120. Cet insert peut aussi être réalisé en céramique, ce qui lui assure une durée de vie plus longue à cause de la dureté de ce matériau.In the case of an electrostatic type sprayer, the insert can also be metallic or made of a conductive material. The
La description a été faite en référence à un pulvérisateur manuel mais l'invention concerne aussi de manière évidente un pulvérisateur automatique. De même, l'invention s'applique indifféremment à un pulvérisateur pneumatique électrostatique ou purement pneumatique, à grand débit et basse pression d'air de pulvérisation ou conventionnel.The description has been made with reference to a manual sprayer but the invention also obviously relates to an automatic sprayer. Likewise, the invention applies equally to an electrostatic or purely pneumatic pneumatic sprayer, with a high flow rate and low pressure of conventional or spraying air.
Claims (8)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9307167A FR2706329B1 (en) | 1993-06-15 | 1993-06-15 | Pneumatic sprayer of flat jet coating product. |
| FR9307167 | 1993-06-15 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0630690A1 true EP0630690A1 (en) | 1994-12-28 |
| EP0630690B1 EP0630690B1 (en) | 1997-04-23 |
Family
ID=9448123
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19940401327 Expired - Lifetime EP0630690B1 (en) | 1993-06-15 | 1994-06-14 | Air assisted flat jet spraying device for spraying coating material |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0630690B1 (en) |
| DE (1) | DE69402762T2 (en) |
| ES (1) | ES2101458T3 (en) |
| FR (1) | FR2706329B1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006003623A1 (en) * | 2004-06-30 | 2006-01-12 | Illinois Tool Works Inc. | Fluid atomizing system and method |
| US7311271B2 (en) | 2002-08-19 | 2007-12-25 | Illinois Tool Works Inc. | Spray gun having mechanism for internally swirling and breaking up a fluid |
| US7762476B2 (en) | 2002-08-19 | 2010-07-27 | Illinois Tool Works Inc. | Spray gun with improved atomization |
| US7883026B2 (en) | 2004-06-30 | 2011-02-08 | Illinois Tool Works Inc. | Fluid atomizing system and method |
| US8684281B2 (en) | 2006-03-24 | 2014-04-01 | Finishing Brands Holdings Inc. | Spray device having removable hard coated tip |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1285345A (en) * | 1961-01-10 | 1962-02-23 | Harper J Ransburg Co | Electrostatic coating process and its implementation devices |
| FR1537997A (en) * | 1967-07-31 | 1968-08-30 | Sames Mach Electrostat | Pneumatic spray painting device |
| FR2052002A5 (en) * | 1969-07-08 | 1971-04-09 | Tunzini Sames | |
| US3587967A (en) * | 1970-01-08 | 1971-06-28 | Ransburg Electro Coating Corp | Spray coating apparatus |
| FR2319425A1 (en) * | 1975-07-29 | 1977-02-25 | Air Ind | ELECTROSTATIC SPRAYING NOZZLE FOR LIQUID PRODUCTS |
| FR2412352A1 (en) * | 1977-12-23 | 1979-07-20 | Gema Ag | LIQUID SPRAYER |
| US5074466A (en) * | 1990-01-16 | 1991-12-24 | Binks Manufacturing Company | Fluid valve stem for air spray gun |
-
1993
- 1993-06-15 FR FR9307167A patent/FR2706329B1/en not_active Expired - Fee Related
-
1994
- 1994-06-14 DE DE1994602762 patent/DE69402762T2/en not_active Expired - Lifetime
- 1994-06-14 EP EP19940401327 patent/EP0630690B1/en not_active Expired - Lifetime
- 1994-06-14 ES ES94401327T patent/ES2101458T3/en not_active Expired - Lifetime
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1285345A (en) * | 1961-01-10 | 1962-02-23 | Harper J Ransburg Co | Electrostatic coating process and its implementation devices |
| FR1537997A (en) * | 1967-07-31 | 1968-08-30 | Sames Mach Electrostat | Pneumatic spray painting device |
| FR2052002A5 (en) * | 1969-07-08 | 1971-04-09 | Tunzini Sames | |
| US3587967A (en) * | 1970-01-08 | 1971-06-28 | Ransburg Electro Coating Corp | Spray coating apparatus |
| FR2319425A1 (en) * | 1975-07-29 | 1977-02-25 | Air Ind | ELECTROSTATIC SPRAYING NOZZLE FOR LIQUID PRODUCTS |
| FR2412352A1 (en) * | 1977-12-23 | 1979-07-20 | Gema Ag | LIQUID SPRAYER |
| US5074466A (en) * | 1990-01-16 | 1991-12-24 | Binks Manufacturing Company | Fluid valve stem for air spray gun |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7311271B2 (en) | 2002-08-19 | 2007-12-25 | Illinois Tool Works Inc. | Spray gun having mechanism for internally swirling and breaking up a fluid |
| US7762476B2 (en) | 2002-08-19 | 2010-07-27 | Illinois Tool Works Inc. | Spray gun with improved atomization |
| US8640976B2 (en) | 2002-08-19 | 2014-02-04 | Paul R. Micheli | Spray gun having mechanism for internally swirling and breaking up a fluid |
| WO2006003623A1 (en) * | 2004-06-30 | 2006-01-12 | Illinois Tool Works Inc. | Fluid atomizing system and method |
| US7883026B2 (en) | 2004-06-30 | 2011-02-08 | Illinois Tool Works Inc. | Fluid atomizing system and method |
| US7926733B2 (en) | 2004-06-30 | 2011-04-19 | Illinois Tool Works Inc. | Fluid atomizing system and method |
| US7992808B2 (en) | 2004-06-30 | 2011-08-09 | Illinois Tool Works Inc. | Fluid atomizing system and method |
| CN1976758B (en) * | 2004-06-30 | 2011-08-31 | 伊利诺斯器械工程公司 | Fluid atomizing system and method |
| US8684281B2 (en) | 2006-03-24 | 2014-04-01 | Finishing Brands Holdings Inc. | Spray device having removable hard coated tip |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2706329A1 (en) | 1994-12-23 |
| DE69402762T2 (en) | 1997-11-13 |
| FR2706329B1 (en) | 1995-08-25 |
| DE69402762D1 (en) | 1997-05-28 |
| EP0630690B1 (en) | 1997-04-23 |
| ES2101458T3 (en) | 1997-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0281438B1 (en) | Device for the electrostatic spraying of powdery products | |
| EP3296022B1 (en) | Coating device | |
| EP0341145B1 (en) | Pneumatic spray device for liquids | |
| EP0576329A1 (en) | Electrostatic spraying apparatus with a rotating head for spraying a liquid coating product | |
| FR2737138A1 (en) | METHOD AND DEVICE FOR SPRAYING A LIQUID PRODUCT | |
| FR3009688A1 (en) | SPRAYER OF A LIQUID COATING PRODUCT AND SPRAY INSTALLATION COMPRISING SUCH A SPRAYER | |
| EP1480756B1 (en) | Device for spraying liquid coating product | |
| FR2488153A1 (en) | HIGH PERFORMANCE NOZZLE | |
| EP0630690B1 (en) | Air assisted flat jet spraying device for spraying coating material | |
| FR2763263A1 (en) | ELECTROSTATIC POWDER SPRAY GUN | |
| EP1883478B1 (en) | Nozzle comprising a swirl chamber | |
| EP3153239B1 (en) | Process for manufacturing a coating gun and coating gun | |
| FR2727721A1 (en) | FUEL DISPERSION SKIRT INJECTOR | |
| EP0216674B1 (en) | Spraying device for spraying powder | |
| EP1616041B1 (en) | Flame covering method and corresponding device | |
| FR2812567A1 (en) | COATING PRODUCT SPRAYING DEVICE COMPRISING A NOZZLE | |
| EP0730498B1 (en) | Surface treatment nozzle and method and device for surface treatment using such a nozzle | |
| EP2836309B1 (en) | Rotating projector and method for spraying a coating product | |
| FR3055817A1 (en) | NOZZLE FOR A DEVICE FOR APPLYING A COATING PRODUCT AND APPLICATION DEVICE COMPRISING SUCH A NOZZLE | |
| FR2721536A1 (en) | System for atomising liquid | |
| EP0107499A2 (en) | Electrostatic spray nozzle | |
| EP0364311A1 (en) | Pneumatic spraying device for liquids having a flat spraying nozzle | |
| BE700858A (en) | ||
| FR2666752A1 (en) | Device for dispersing and spraying pasty products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES GB IT PT SE |
|
| 17P | Request for examination filed |
Effective date: 19950207 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19961004 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES GB IT PT SE |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970424 |
|
| REF | Corresponds to: |
Ref document number: 69402762 Country of ref document: DE Date of ref document: 19970528 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2101458 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: PD4A Free format text: SAMES S.A. FR Effective date: 20020905 Ref country code: PT Ref legal event code: PD4A Free format text: BINKS SAMES FRANCE SA FR Effective date: 20020905 Ref country code: PT Ref legal event code: PC4A Free format text: SAMES TECHNOLOGIES FR Effective date: 20020905 |
|
| BECH | Be: change of holder |
Owner name: *SAMES TECHNOLOGIES SAS Effective date: 20030620 |
|
| BECN | Be: change of holder's name |
Owner name: *SAMES TECHNOLOGIES SAS Effective date: 20030620 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20040630 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20040712 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051214 |
|
| BERE | Be: lapsed |
Owner name: *SAMES TECHNOLOGIES SAS Effective date: 20050630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20110520 Year of fee payment: 18 Ref country code: ES Payment date: 20110622 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110523 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110613 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110629 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120614 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120615 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120614 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69402762 Country of ref document: DE Effective date: 20130101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130101 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120614 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120615 |