EP0604929B1 - Apparatus for slicing thin planks from squared timber - Google Patents
Apparatus for slicing thin planks from squared timber Download PDFInfo
- Publication number
- EP0604929B1 EP0604929B1 EP93120876A EP93120876A EP0604929B1 EP 0604929 B1 EP0604929 B1 EP 0604929B1 EP 93120876 A EP93120876 A EP 93120876A EP 93120876 A EP93120876 A EP 93120876A EP 0604929 B1 EP0604929 B1 EP 0604929B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- facility
- heating
- squared
- squared timber
- equipment according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27L—REMOVING BARK OR VESTIGES OF BRANCHES; SPLITTING WOOD; MANUFACTURE OF VENEER, WOODEN STICKS, WOOD SHAVINGS, WOOD FIBRES OR WOOD POWDER
- B27L5/00—Manufacture of veneer ; Preparatory processing therefor
- B27L5/06—Cutting strips from a stationarily- held trunk or piece by a rocking knife carrier, or from rocking trunk or piece by a stationarily-held knife carrier; Veneer- cutting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27L—REMOVING BARK OR VESTIGES OF BRANCHES; SPLITTING WOOD; MANUFACTURE OF VENEER, WOODEN STICKS, WOOD SHAVINGS, WOOD FIBRES OR WOOD POWDER
- B27L5/00—Manufacture of veneer ; Preparatory processing therefor
Definitions
- the invention relates to a system for cutting squared timbers into thin boards according to the preamble of claim 1.
- the starting square timber heated in a heating device returns to the ambient temperature range in which it cools down again.
- a new outer surface is cleared, as a result of which the cooling process in the area of the next planned cutting plane is accelerated.
- the cooling leads overall to the fact that when a squared timber is completely divided into thin boards by successive cutting processes, the temperatures in the successive cutting surfaces are not the same and boards of different surface quality can therefore result.
- the invention has for its object to improve a system of the type mentioned for cutting thin boards in such a way that a Cutting at as constant a wood temperature as possible is made possible in an at least quasi-continuous process and its process parameters can be adapted in particular to wood with different behavior.
- the solution according to the invention of the above-mentioned task therefore provides in a basic embodiment to separate the heating means for the wood into a heating device and at least one separate reheating device.
- the relative importance of the heating and post-heating device also depends, among other things, on how high the wood is heated in the heating device before it is first fed to the cutting station. If a squared timber that has been heated up is again exposed to the ambient temperature, the cooling in the cutting plane intended for the next cut depends not only on the heat loss of the affected outer layers from the environment, but also on the temperature inside the squared timber, from which Heat can flow into the outside areas if the initial temperature inside was high.
- the wood blank is generally made available in the form of a squared timber, because on the one hand at least a first surface is desirable, parallel to which the thickness of the first board to be separated is determined, and on the other hand at least one surface running at right angles to this first surface makes sense as a management area.
- the invention also extends to starting logs which are not flattened on four sides, in the broadest sense also to round timber, so that the term squared timber used here is to be understood in this broad sense. Even a log that is flattened on four sides does not yet have to be genuine squared timber if it still has edges at the edge of the forest.
- cutting station is intended to include a complex with one, but possibly also several, cutting devices connected in series. Such a plurality of cutting devices can be arranged in a common device, but in the current state of development it has proven to be expedient to arrange each cutting device as a single cutting device in a separate machine. In this case, individual cutting machines can be arranged one behind the other, which are connected by appropriate funding for the squared timber. We shall only speak of more than one cutting station if a sequence of cutting devices is interrupted by a post-heating device according to this invention.
- Means of transport and funding should be understood in the broadest sense of the word. They can be separate units between the treatment and processing units, but can, for example, also be connected to or integrated into such units as pure transfer devices. For example, a cross conveyor can pass through a warm tunnel.
- the mentioned funding is assumed to be known to the person skilled in the art.
- a device with a hot water treatment is preferred as the heating device for the squared timber supplied to the system, which should have sufficient capacity to bring the squares as close to the temperature as possible to their interior of the heating medium or to the cutting temperature, which is generally somewhat lower.
- Swimming the squared timbers on a hot water bath is possible, but does not lead to the desired uniform heating.
- Hot water dipping devices are therefore preferred as the heating device.
- the squared timbers can be immersed, for example, in that the squared timbers floating in a hot water bath, aligned parallel to one another and moved further in the transverse direction, are pressed below the water surface by a conveyor rotating on or below the water surface, or are guided along beneath submerged guide runners by means of a conveyor.
- the cutting station When the rest of the squared timbers are returned, the cutting station is preferably operated in such a way that not only a single squared timber is carried in the return until the final processing, but a certain group or batch of squared timbers until it is completely worked up and replaced by a new batch. This requires at least one buffering option Batch size usually in progress in the cutting station until a batch in circulation is processed.
- heating devices for example in the form of hot water immersion devices, which are designed according to the invention in such a way that further batches of squared timbers can be removed intermittently if required, this requirement does not pose a problem.
- a mode of operation can be achieved in that the plunge pool is also charged intermittently in batches by holding a new batch of squared timber in front of the heating device and reloading it into the heating device when a batch is dispensed from the heating device. Between these removal and loading processes there is no further transport of the squared timbers located in the heating device. If the heating device is fed continuously, it must contain a correspondingly available buffer volume for squared timbers.
- the invention provides a system in which a reheating device is provided for the residual squared timber, from which at least one thin board was cut off when passing through a cutting station, in which the residual squared timber is subjected to reheating before they are returned to the same or another cutting station. Even if a sequence of cutting devices is provided which allows a complete division of the squared timbers into thin boards in one pass, according to the invention this sequence of cutting devices can be divided into two or more cutting stations, between each of which a reheating device can then be provided. Such afterheating devices require a certain buffer volume in order to provide sufficient heating dwell time in a continuous run. In general, however, work is carried out in the circuit when reheating residual squared timber, and it is also a question of system design after how many cutting operations reheating is to be provided. Both procedures can also be combined.
- the post-heating device connects to the heating device and each new batch of squared timbers from the heating device first arrives in the post-heating device, from where the squared timbers of this batch are successively fed to the cutting station by means of feed means. The return of the remaining squared timbers takes place by means of the return means in front of the post-heating device. If the last pass of a batch of squared timber from the post-heating device through the cutting station and the residual squared timber successively leave the post-heating device without returning to it, the post-heating device can be loaded with the same amount of new squared timber from the heating device.
- the at least one reheating device is also expediently designed as a hot water immersion bath.
- a further reheating device can also be provided in the transport path of the return means. This can be designed as a heat tunnel.
- the further reheating device can advantageously serve for the intermediate accommodation of the remaining squared timbers without loss of temperature if loading or transport problems occur temporarily in the first reheating device.
- a second preferred arrangement of the system according to the invention with return operation provides that the squared timbers are fed from the heating device directly to the cutting station by supply means and the at least one post-heating device is arranged in the transport path of the return means, which at the end is again connected to the supply means. With this arrangement, a new batch of squared timbers does not have to first pass through the at least one post-heating device.
- the return means for the remaining squared timber, which leave the cutting station, in this second arrangement expediently consist of a cross conveyor which takes over the squared timber from the exit of the cutting station, a longitudinal conveyor adjoining this, which returns the squared timber in the opposite direction to the direction of travel through the cutting station, and a further cross conveyor, which feeds the squared timber back to the feeding means supplying the cutting station.
- the at least one reheating device is expediently in the area of one of the cross conveyors arranged, because for a certain dwell time of the timbers in such a device their transverse position next to each other is the most suitable. It may also be expedient, in order to increase the dwell time for approximately the same footprint, to provide reheating devices in the region of both transverse conveyors of the return means.
- the post-heating devices here preferably consist of heat flow tunnels which have an atmosphere of elevated temperature, the heating being able to take place electrically or by means of gas, in particular using infrared radiators, but also by means of steam or hot air.
- a hot water immersion device for this purpose.
- the post-heating device arranged first in the return path could be a hot water immersion device, while the second is a heat tunnel heated in its atmosphere.
- Means can be provided here to dehumidify the surface of the squared timbers, so that better frictional grip is ensured in the cutting station when the squared timbers are advanced.
- a temperature-maintaining device is provided in a preferred embodiment according to the invention following the heating device, but also from other reasons may be useful.
- the temperature maintenance device is expediently designed as a heat flow tunnel, which consists of a heated, as far as possible closed room.
- the heating can take place, for example, electrically or by gas, in particular using infrared emitters, but heating with steam or warm air can also take place.
- it may be sensible not to moisten the surface of the squared timber in the temperature maintenance device as much as possible, on the contrary, even to free it from adhering water in order not to make frictional contact with the feed means attached to the squared timber in the cutting machine to affect.
- Such surface drying can take place in the temperature maintenance device, for example by means of hot air blowers.
- Common cutting machines are designed in such a way that the squared timber is guided on a support table and is pressed against a horizontal knife by feed means, in particular, acting on its upper side.
- these feed means have a circumferentially driven rubber belt which is in contact with the top of the squared timber and is pressed against the squared timber by pressure rollers arranged inside the belt. While as little friction as possible is desired on the underside of the squared timber lying on the support table and this underside may therefore still be contaminated with water, it is in particular the top of the squared timber in the cutting machine that is to be freed from sliding layers of liquid.
- a horizontal conveyor on which a number of squared timbers can rest, and which can be operated intermittently for picking up a batch of squared timber into the channel and for dispensing such a batch, is therefore expediently provided for receiving the squared timbers within the heat flow tunnel.
- the horizontal conveyor can be, for example, a chain or plate belt. It would also be possible to have a fixed support table on which the squared timbers can be pushed by means of carrier chains. Such funds are familiar to the person skilled in the art.
- the squared timbers are gradually removed from a further batch and fed to the cutting station via the transport means.
- These means of transport can follow the temperature maintenance device from a cross conveyor, from which the squared timber is then separated by a longitudinal conveyor running at right angles to it and fed to the cutting station in an unchanged orientation.
- the required reheating time for a single squared timber depends, among other things, on whether the starting squared timbers have already been substantially heated through in the heating device.
- the batch size of the square timbers in circulation through the cutting station is essentially determined by the throughput time of a square timber through the cutting station and the heating-up time required to heat this square timber sufficiently for the next pass. If you divide this heating-up time including the conveying time on the return media by the throughput time of a squared timber through the cutting station, the roughly the number of squares of a rotating batch results.
- the post-heating devices must then also be designed for the temporary storage of this number of squared timbers.
- heating times for squared timber with a thickness of 50-70 mm can be between 20 and 50 minutes, the reheating times can be in the range of a few minutes.
- the precise design of the capacities of the individual devices required in this sense is a matter for a person skilled in the art who optimizes a system on the basis of certain initial conditions.
- a hot water dipping device for squared timbers suitable for the system according to the invention consists, for example, of an essentially rectangular-elongated basin for filling with hot water, the clear width of which is greater than the length of the squared timbers to be immersed, at least one squared timber conveying means movable in the longitudinal direction through the basin and in Distance from the working strand of each square timber conveying means for guiding timber between the square timber conveying means and the associated guiding means below the water surface.
- the guide means can in turn be designed to run endlessly, but it is generally sufficient if they are designed in the form of essentially stationary guide rails or the like.
- the guide means insofar as they are still required, below the square timber conveying means, the conveying means carrying the square timbers on their underside by means of carriers, pockets or the like.
- the guide means For loading and unloading the square timber conveyor, which for this purpose at the ends of the basin upwards over its end edges can be led out, however, it is more appropriate to arrange the guide means above the funding in the pool, so that the squared timber can be placed on the funding and removed from it upwards.
- the guide means must then accompany the funding as soon as it dips under the water surface with its working strand so that the squared timber on it cannot float.
- the guide means can consist of individual elements, which are limited in height under weight load, so that they always keep the square timber in contact with the square timber conveyor, depending on the squared timber thickness used.
- the entire conveyor In the event that a conveyor jam or jams occur in the basin, it is advisable to design the entire conveyor by means of a lifting device from the basin so that the conveyor jam can be removed without having to lower the basin in each case.
- the entire pool is preferably provided with a cover. When the conveying device can be lifted out, the cover can be attached to the same lifting device in order to lift it together with the conveying means.
- a feed table for a batch of squared timbers can be provided, which is taken into the basin when the squared timber conveyor is started, while at the other end a batch of heated squared timbers is placed on an output table, for example, and fed to a separating device for the cutting station.
- Such a hot water plunge pool can have a length of 25 m, for example.
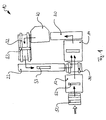
- FIG. 1 schematically shows a first preferred arrangement 10 of a system for cutting squared timbers in a plan view.
- a cutting station with a single cutting device 40.
- feed means 20, 30, return means 32, 22 as well as a heating device 12 and a reheating device 14 are provided.
- the squared timbers 52 to be cut are delivered as a batch in the form of a stack 50.
- the squares 52 of this batch are loaded into the heating device 12, which can be designed as a hot water immersion bath with a squared timber conveyor in the form of a cellular wheel according to FIG. 4 or as a hot water immersion bath with a squared timber conveyor in the form of a conveyor belt according to FIG.
- the heating device 12 can be designed as a hot water immersion bath with a squared timber conveyor in the form of a cellular wheel according to FIG. 4 or as a hot water immersion bath with a squared timber conveyor in the form of a conveyor belt according to FIG.
- the squared timbers 52 are transferred from the heating device 12 into the reheating device 14 by means of the transfer means 30 designed as a cross conveyor, while at the same time a new batch of squared timbers is loaded into the heating device 12.
- This is also preferably designed as a hot water immersion bath with a square timber conveying means, but can also be designed in the form of a heat flow tunnel.
- the squared timber 52 then passes successively by means of the feed means 20 designed as a longitudinal conveyor device to the cutting device 40, in which boards of the respective desired thickness are cut off from the squared timber 52.
- the remaining squared timber 53 from which the boards of the desired thickness have been separated, are conveyed back to the reheating device 14 by means of return means.
- a second cross conveyor 32 is arranged behind the cutting machine 40 and conveys the remaining squared timbers 53 from the exit of the cutting machine 40 to a second longitudinal conveyor 22.
- FIG. 2 shows a second preferred arrangement 60 of a plant for cutting squared timbers in a schematic plan view.
- the core of this arrangement is a cutting station with a single cutting device 40.
- this system has a heating device 12, a temperature maintaining device 18 and a post-heating device 14 as well as feed means 20 and return means 30, 22, 32.
- the square timbers 52 are delivered as a batch in the form of a square timber stack 50 and individually loaded one after the other into the continuously operating heating device 12.
- This is preferably designed as a hot water immersion bath with a squared timber conveyor in the form of a cellular wheel according to FIG. 4 or as a hot water immersion bath with a squared timber conveyor in the form of a conveyor belt according to FIG. 3.
- the squared timbers are individually transferred from the heating device 12 into the temperature-maintaining device 18 serving as a buffer and temporarily stored there in batches until the batch in the circuit has been completely processed.
- the squared timbers 52 are then fed in succession from the temperature-maintaining device 18 to the cutting device 40 via the feed means 20 designed as a longitudinal conveyor device.
- planks are made of 52 boards each desired thickness separated.
- the remaining squared timbers 53 are then conveyed to the post-heating device 14 with return means.
- a first cross conveyor 30 is arranged directly at the exit of the cutting device 40, with which the remaining squared timbers 53 are conveyed to a second longitudinal conveyor 22.
- This longitudinal conveyor 22 conveys the remaining squared timbers 53 to a second transverse conveyor 32, which then conveys the remaining squared timbers 53 to the reheating device 14.
- the remaining squared timbers 53 then return to the first longitudinal conveyor device 20, which transports them to the cutting device 40.
- the post-heating device 14 is preferably designed as a hot water immersion bath with a squared timber conveying means, but can also be designed in the form of a heat flow tunnel.
- FIG. 3 shows a hot water immersion device 70 for squared timbers suitable for a plant for cutting squared timbers in a schematic longitudinal section.
- This hot water immersion device 70 has a water basin 72, into which a lifting device 74 partially projects.
- the water basin 72 has a rectangular, elongated basic shape, the clear width being greater than the length of the squared timbers to be immersed, is filled with hot water and thermally insulated with insulation 90.
- the lifting device 74 consists essentially of a frame 76 in which the square timber conveying means and the guide means are arranged.
- the square timber conveyor is designed here as a chain belt 78 which is driven by the drive roller 80.
- the guide means essentially consist of stationary guide rails 84 which are articulated on the frame 76 by means of the rods 86 and are pressed against the chain belt 78 by springs 88.
- the lifting device 74 is provided at the top with a cover 77, which also has an insulation 90 to reduce heat losses.
- the frame 76 of the lifting device 74 is longer in its longitudinal extension than the water basin 72, so that the chain belt 78 both at the loading end 79 and at the removal end 81 over the edge of the water basin 72 protrudes.
- the frame 76 is designed such that, with its central region, as can be clearly seen in FIG.
- square timbers 52 are placed on the chain belt 78 at the loading end 79.
- This chain belt 78 is guided in the water basin 72 by means of the frame 76, as described above, below the water surface 73. So that the squared timbers 52 deposited on the chain belt 78 do not float below the water surface 73 during transport through the water basin 72, the squared timbers 52 are pressed with the guide rails 84 against the chain belt 78 and thus guided on the latter below the water surface 73 through the water basin 72.
- the guide rails 84 Due to the spring load and the articulated mounting of the guide rails 84, they can be moved in height to a limited extent and, depending on the squared timber thickness used, can thus always keep the squared timbers 52 in contact with the chain belt 78.
- the guide rails 84 are preferably bent upward with their end directed against the direction of movement, so that the squared timbers 52 transported on the chain belt 78 slide under the guide rails 84 and can press them upward against the spring force of the springs 88.
- FIG. 4 shows a hot water immersion device 100 suitable for the system according to the invention for cutting squared timbers in a schematic sectional view.
- the hot water dipping device 100 has a water basin 102, in which a cellular wheel 110 is arranged so that it projects with a portion under the water surface 104.
- a cover 103 is arranged above the water basin 102 and, like the water basin 102, has an insulation 106 to reduce heat losses.
- a feed conveyor belt 112 projects at the loading end 111 Over the edge of the water basin 102, on the removal side 113, a removal conveyor belt 114 also protrudes over the edge of the basin 102, is inclined downwards and extends below the water surface 104.
- the squared timbers 52 to be heated are brought in via the feed conveyor belt 112 and unloaded into the water basin 102. There they are gripped by the vanes 120 of the rotating cell wheel and, by slowly rotating the cell wheel 110 in the cells formed between the vanes 120, passed under the water surface 104 through the hot water of the water basin 102 and heated in this way. By further turning the cell wheel 110, the squared timbers 52 then reach the water surface 104 on the other side of the cell wheel 110 and float there on the removal conveyor belt 114, which projects with one end below the water surface 104, and are heated thereon from the hot water immersion device 100 led out.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Manufacture Of Wood Veneers (AREA)
Abstract
Description
Die Erfindung betrifft eine Anlage zum schneidenden Zerteilen von Kanthölzern in dünne Bretter nach dem Oberbegriff des Patentanspruches 1.The invention relates to a system for cutting squared timbers into thin boards according to the preamble of claim 1.
Das schneidende Erzeugen von dünnen Brettern, bei dem Rohmaterialverlust durch Anfall von Sägemehl weitgehend vermieden wird, findet zunehmend Anwendung. Es werden bereits Brettdicken von 10 mm und darüber erreicht. Bei der schneidenden Erzeugung dünner Bretter wird ein Kantholz in seiner Längsrichtung gegen ein Messer vorgeschoben, durch das ein Brett abgetrennt wird, welches entlang der Messerschräge seitlich abgeführt wird. Zum Erzielen einer besseren Schnittqualität hat es sich als zweckmäßig und in verschiedenen Anwendungsfällen auch als erforderlich erwiesen, das Kantholz vor dem Schneiden aufzuheizen, um dadurch das im Holz enthaltene Lignin und weitere Bestandteile in gewissem Maße zu erweichen bzw. zu plastifizieren. In der DE-A-39 36 312 ist bereits vorgeschlagen, Bretter aus Kanthölzern zu schneiden, die eine Temperatur von mehr als 40°C, vorzugsweise von etwa 60°C aufweisen. Ähnliche Maßnahmen waren bereits auch schon aus der Technik des Furnierschälens bekannt. So beschreibt bereits die US-A-4 362 197 das Erwärmen des Ausgangsholzes in einem Heißwasserbad.The cutting production of thin boards, in which raw material loss due to sawdust is largely avoided, is increasingly used. Board thicknesses of 10 mm and above are already achieved. In the cutting production of thin boards, a squared timber is advanced in the longitudinal direction against a knife, by means of which a board is separated, which is discharged laterally along the bevel of the knife. To achieve a better cut quality, it has proven to be expedient and, in various applications, also necessary to heat the squared timber before cutting, in order to soften or plasticize the lignin and other components contained in the wood to a certain extent. DE-A-39 36 312 already suggests cutting boards from squared timbers which have a temperature of more than 40 ° C., preferably of about 60 ° C. Similar measures were already known from the technology of veneer peeling. Thus, US-A-4 362 197 already describes the heating of the starting wood in a hot water bath.
Beim Schneiden gerät das in einer Aufheizeinrichtung erwärmte Ausgangskantholz jedoch zurück in den Bereich der Umgebungstemperatur, in der es sich wieder abkühlt. Insbesondere wird nach Abtrennen eines Brettes von einem Kantholz eine neue Außenfläche frei, wodurch der Abkühlvorgang im Bereich der nächst vorgesehenen Schnittebene beschleunigt wird. Die Abkühlung führt insgesamt dazu, daß sich bei vollständigem Aufteilen eines Kantholzes in dünne Bretter durch aufeinanderfolgende Schneidvorgänge die Temperaturen in den nacheinander anfallenden Schnittflächen nicht gleich sind und sich daher Bretter unterschiedlicher Oberflächenqualität ergeben können.When cutting, however, the starting square timber heated in a heating device returns to the ambient temperature range in which it cools down again. In particular, after a board has been separated from a square timber, a new outer surface is cleared, as a result of which the cooling process in the area of the next planned cutting plane is accelerated. The cooling leads overall to the fact that when a squared timber is completely divided into thin boards by successive cutting processes, the temperatures in the successive cutting surfaces are not the same and boards of different surface quality can therefore result.
Dieses Problem ist dann leichter beherrschbar, wenn relativ kurze Kanthölzer, beispielsweise bei der Parkettherstellung, in Bretter zerteilt werden und dies auch noch bei sehr hoher Schnittgeschwindigkeit stattfindet. Für ein solches Herstellungsverfahren kann es anlagenmäßig wirtschaftlich sein, eine solche Anzahl von Schneideinrichtungen bzw. Schneidmaschinen unmittelbar hintereinander anzuordnen, daß das Kantholz bei einem Durchgang durch diese Maschinenfolge vollständig in dünne Bretter zerteilt wird. Kurze Kanthölzer ermöglichen es auch, die Schneideinrichtungen sehr dicht hintereinander anzuordnen, so daß die Durchlaufzeit eines solches kurzen Kantholzes durch die Folge von Schneideinrichtungen insgesamt so kurz gehalten werden kann, daß die Holzabkühlung während dieser Zeit möglicherweise kein qualitätsminderndes Problem darstellt.This problem is easier to master if relatively short squared timbers, for example in the manufacture of parquet, are divided into boards and this also takes place at a very high cutting speed. For such a manufacturing process, it can be economical in terms of plant to arrange such a number of cutting devices or cutting machines directly one behind the other that the squared timber is completely divided into thin boards in one pass through this machine sequence. Short squared timbers also make it possible to arrange the cutting devices very closely one behind the other, so that the throughput time of such a short squared timber can be kept so short overall by the sequence of cutting devices that the cooling of the wood during this time may not be a quality-reducing problem.
Anders sieht es bei der Verarbeitung relativ langer Kanthölzer aus. Hier ist naturgegeben bereits schon die Schnittzeit zum Abtrennen eines Brettes größer. Darüber hinaus würde eine Anlage zum Aufteilen eines langen Kantholzes in dünne Bretter auch baulich wesentlich aufwendiger, insbesondere länger ausfallen, da im allgemeinen schon die Zwischentransporteinrichtungen für das Führen langer Kanthölzer länger auszuführen sind. Dadurch bedingt, stellen sich merkbare Temperaturerniedrigungen nach dem Abtrennen bereits eines oder mehrerer Bretter ein.The situation is different when processing relatively long squared timbers. The cutting time for cutting off a board is naturally already longer here. In addition, a system for dividing a long squared timber into thin boards would also be structurally much more complex, in particular longer, since in general the intermediate transport devices for guiding long squared timbers are longer. As a result, noticeable temperature drops already occur after one or more boards have been cut off.
Aus Gründen des erforderlichen Investitionsvolumens wählt man für das Schneiden langer Bretter häufig Anlagen mit nur einer oder zwei hintereinander angeordneten Schneideinrichtungen bzw. Schneidmaschinen und führt die eine solche Schneidstation verlassenden Restkanthölzer solange wieder zurück und erneut durch die Schneidstation, bis sie vollständig in dünne Bretter aufgeteilt sind. Da bei dieser Verfahrensweise zu dem Durchlauf durch die Schneidstation zumindest auch noch die Rücklaufzeiten hinzukommen, ist das Problem der Holzabkühlung hierbei noch größer.For reasons of the required investment volume, systems with only one or two consecutively arranged cutting devices or cutting machines are often chosen for cutting long boards, and the remaining squared timber leaving such a cutting station is fed back again and again through the cutting station until it is completely divided into thin boards . Since the return times are added to the passage through the cutting station in this procedure, the problem of wood cooling is even greater here.
In der US-A-4 362 197 ist für das Schneiden von Furnier bereits vorgeschlagen worden, den Holzrohling jeweils nach Abtrennen einer Furnierschicht wieder in ein Wasserbad, insbesondere ein erhitztes Wasserbad zurückzuführen, um die Oberfläche des Holzrohlings erneut zu tränken und zu erwärmen, bevor dort der nächste Furnierschnitt ausgeführt wird. Die in de US-A-4 362 197 in Verbindung mit einem solchen Verfahren beschriebene Vorrichtung ist für einen kontinuierlichen Betrieb mit hohem Durchsatz nicht geeignet. Die Ausgangshölzer werden dort offenbar in ein und dieselbe Aufheizvorrichtung gegeben, in die auch diejenigen Hölzer zurückgeführt werden, die die Furnierschneidmaschine bereits einmal durchlaufen haben. Dies mag bei Schneiden von Furnier akzeptabel sein, da die Zeit zur Durchdringung der nächsten, im allgemeinen sehr dünnen abzutrennenden Schicht verhältnismäßig kurz ist.In US-A-4 362 197 it has already been proposed for the cutting of veneer to return the wood blank to a water bath, in particular a heated water bath, after separating a veneer layer, in order to soak and heat the surface of the wood blank again before the next veneer cut is made there. The apparatus described in US-A-4,362,197 in connection with such a method is not suitable for continuous high throughput operation. The starting timbers are apparently placed in one and the same heating device, into which those timbers are returned that have already passed through the veneer cutting machine. This may be acceptable when cutting veneer because the time to penetrate the next, generally very thin, layer to be separated is relatively short.
Der Erfindung liegt die Aufgabe zugrunde, eine Anlage der eingangs bezeichneten Art zum Schneiden dünner Bretter derart zu verbessern, daß sie ein Schneiden bei möglichst gleichbleibenden Holztemperaturen in einem zumindest quasi kontinuierlichen Ablauf ermöglicht und in ihren Prozeßparametern insbesondere an Hölzer mit unterschiedlichem Verhalten anpaßbar ist.The invention has for its object to improve a system of the type mentioned for cutting thin boards in such a way that a Cutting at as constant a wood temperature as possible is made possible in an at least quasi-continuous process and its process parameters can be adapted in particular to wood with different behavior.
Es wurden eingehende Untersuchungen vorgenommen, in denen beispielsweise der zeitabhängige Temperaturverlauf in einem Kantholz bei dessen Aufheizen und anschließender Rückführung in Umgebungstemperatur in verschiedenen Tiefen des Kantholzes, auch in Abhängigkeit von der Holzart und Holzfeuchte ermittelt wurde. Diese Versuche haben eine stark zeitabhängige Temperatur, beispielsweise derjenigen Ebene in einem Kantholz ergeben, die die nächste Schnittebene bildet. Diese Ergebnisse haben zu Überlegungen geführt, eine Schneidanlage bezüglich der Temperaturbeeinflussung des Holzes flexibler zu gestalten.In-depth investigations were carried out in which, for example, the time-dependent temperature profile in a squared timber during its heating up and subsequent return to ambient temperature was determined at different depths of the squared timber, also depending on the type of wood and wood moisture. These tests have shown a strongly time-dependent temperature, for example that plane in a square timber that forms the next cutting plane. These results have led to considerations to make a cutting system more flexible with regard to the temperature influence of the wood.
Die erfindungsgemäße Lösung der vorstehend genannten Aufgabenstellung sieht daher in einer grundsätzlichen Ausführung vor, die Aufheizmittel für das Holz in eine Aufheizeinrichtung und mindestens eine separate Nachheizeinrichtung zu trennen. Welche relative Bedeutung dabei der Aufheiz- und der Nachheizeinrichtung zukommt, hängt u.a. auch davon ab, wie hoch das Holz in der Aufheizeinrichtung vor seinem ersten Zuführen zur Schneidstation erwärmt wird. Wird nämlich ein einmal aufgeheiztes Kantholz wieder der Umgebungstemperatur ausgesetzt, so hängt die Abkühlung in der für den nächsten Schnitt vorgesehenen Schnittebene nicht nur von dem Wärmeverlust der betroffenen Außenschichten gegenüber der Umgebung ab, sondern auch von der Höhe der Temperatur im Inneren des Kantholzes, aus dem Wärme in die Außenbereiche nachströmen kann, wenn die Ausgangstemperatur im Inneren hoch war. Erhitzt man ein Kantholz dagegen nur in seinen Oberflächenschichten, ohne daß die gleiche Temperatur auch bis zum Inneren des Kantholzes durchdringt, so wie dies beim Verfahren der US-A-4 362 197 gegeben zu sein scheint, ist der Nachheizaufwand im Verhältnis zum ersten Aufheizaufwand größer, da die hier allein nur aufgeheizten Oberflächenschichten schneller abkühlen und aus dem Inneren des Kantholzes keine Wärme nachströmen kann. Aus dieser Kenntnis heraus ist das optimale Leistungsverhältnis zwischen Aufheizeinrichtung und Nachheizeinrichtung für einen bestimmten Anwendungsfall zu ermitteln.The solution according to the invention of the above-mentioned task therefore provides in a basic embodiment to separate the heating means for the wood into a heating device and at least one separate reheating device. The relative importance of the heating and post-heating device also depends, among other things, on how high the wood is heated in the heating device before it is first fed to the cutting station. If a squared timber that has been heated up is again exposed to the ambient temperature, the cooling in the cutting plane intended for the next cut depends not only on the heat loss of the affected outer layers from the environment, but also on the temperature inside the squared timber, from which Heat can flow into the outside areas if the initial temperature inside was high. If, on the other hand, a squared timber is only heated in its surface layers without the same temperature also penetrating into the interior of the squared timber, as appears to be the case with the process of US Pat. No. 4,362,197, the post-heating effort is greater in relation to the first heating effort , since the surface layers, which are only heated up here, cool down faster and no heat can flow in from the inside of the squared timber. Based on this knowledge, the optimum performance ratio between the heating device and the post-heating device can be determined for a specific application.
Im folgenden seien vorerst noch einige Begriffe definiert, wie sie im Zusammenhang dieser Beschreibung verstanden werden sollen:In the following, some terms are initially defined as they should be understood in the context of this description:
Bei der schneidenden Erzeugung von Brettern wird der Holzrohling im allgemeinen in Form eines Kantholzes zur Verfügung gestellt, weil einerseits zumindest eine erste Fläche wünschenswert ist, parallel zu welcher die Dicke des ersten abzutrennenden Brettes bestimmt wird und andererseits mindestens eine rechtwinklig zu dieser ersten Fläche verlaufende Fläche als Führungsfläche sinnvoll ist. Die Erfindung erstreckt sich aber auch auf nicht vierseitig angeflachte Ausgangshölzer, im weitesten Sinne auch auf ein Rundholz, so daß der hier verwendete Begriff Kantholz in diesem weiten Sinne verstanden werden soll. Auch ein vierseitig angeflachtes Stammholz braucht noch kein echtes Kantholz zu sein, wenn es noch waldrandige Ecken aufweist.In the cutting production of boards, the wood blank is generally made available in the form of a squared timber, because on the one hand at least a first surface is desirable, parallel to which the thickness of the first board to be separated is determined, and on the other hand at least one surface running at right angles to this first surface makes sense as a management area. However, the invention also extends to starting logs which are not flattened on four sides, in the broadest sense also to round timber, so that the term squared timber used here is to be understood in this broad sense. Even a log that is flattened on four sides does not yet have to be genuine squared timber if it still has edges at the edge of the forest.
Der Begriff Schneidstation soll einen Komplex mit einer, aber möglicherweise auch mehreren hintereinandergeschalteten Schneideinrichtungen umfassen. Solche mehreren Schneideinrichtungen können in einer gemeinsamen Vorrichtung angeordnet sein, beim derzeitigen Entwicklungsstand hat es sich jedoch als zweckmäßig erwiesen, jede Schneideinrichtung als Einzelschneideinrichtung in einer separaten Maschine anzuordnen. In diesem Fall können einzelne Schneidmaschinen hintereinander angeordnet sein, die durch entsprechende Fördermittel für das Kantholz verbunden sind. Von mehr als einer Schneidstation soll lediglich die Rede sein, wenn eine Folge von Schneideinrichtungen durch eine Nachheizeinrichtung gemäß dieser Erfindung unterbrochen ist.The term cutting station is intended to include a complex with one, but possibly also several, cutting devices connected in series. Such a plurality of cutting devices can be arranged in a common device, but in the current state of development it has proven to be expedient to arrange each cutting device as a single cutting device in a separate machine. In this case, individual cutting machines can be arranged one behind the other, which are connected by appropriate funding for the squared timber. We shall only speak of more than one cutting station if a sequence of cutting devices is interrupted by a post-heating device according to this invention.
Transport- und Fördermittel sollen im weitesten Sinne des Wortes verstanden sein. Sie können getrennte Einheiten zwischen den Behandlungs- und Bearbeitungsaggregaten sein, können beispielsweise aber auch als reine Übergabevorrichtungen mit solchen Einheiten verbunden oder in sie integriert sein. So kann beispielsweise ein Querförderer einen Warmetunnel durchlaufen. Die genannten Fördermittel werden im übrigen als dem Fachmann bekannt vorausgesetzt.Means of transport and funding should be understood in the broadest sense of the word. They can be separate units between the treatment and processing units, but can, for example, also be connected to or integrated into such units as pure transfer devices. For example, a cross conveyor can pass through a warm tunnel. The mentioned funding is assumed to be known to the person skilled in the art.
Bevorzugte Ausführungsformen der Erfindung, die für unterschiedliche Anwendungsfälle Vorteile haben können, werden im folgenden erläutert.Preferred embodiments of the invention, which can have advantages for different applications, are explained below.
Als Aufheizeinrichtung für das der Anlage zugeführte Kantholz wird eine Einrichtung mit einer Heißwasserbehandlung bevorzugt, die genügend Kapazität haben sollte, um die Kanthölzer möglichst auch bis zu ihrem Inneren nahezu auf die Temperatur des Heizmittels bzw. auf die im allgemeinen etwas darunterliegende Schneidtemperatur zu bringen. Ein Schwimmen der Kanthölzer auf einem Heißwasserbad ist zwar möglich, führt aber nicht zu der angestrebten gleichmäßigen Aufheizung. Es sind daher Heißwassertaucheinrichtungen als Aufheizeinrichtung vorzuziehen. Das Tauchen der Kanthölzer kann beispielsweise dadurch geschehen, daß die in einem Heißwasserbad schwimmenden, parallel zueinander ausgerichteten und in Querrichtung weiterbewegten Kanthölzer durch einen auf oder unterhalb der Wasseroberfläche umlaufenden Förderer unter die Wasseroberfläche gedrückt oder mittels eines Förderers unterhalb von untergetauchten Führungskufen entlanggeführt werden. Es sind aber auch Lösungen in Form von Zellenrädern möglich, wie dies beispielsweise in der US-A-4 362 197 angedeutet ist, wobei die Zellenräder auch über den größten Teil ihres Umfanges in das Heißwasser eintauchen können. Eine solche Einrichtung mit entsprechend langsamer Drehzahl eignet sich für eine gleichmäßig kontinuierliche Beschickung mit Kanthölzern und eine entsprechend gleichmäßig kontinuierliche Abnahme. Einfache Tauchbecken können dagegen besser mit einem Puffervolumen versehen werden, wobei sowohl die Beschickung des Beckens mit Kanthölzern wie auch deren Entnahme entweder kontinuierlich oder intermittierend erfolgen können.A device with a hot water treatment is preferred as the heating device for the squared timber supplied to the system, which should have sufficient capacity to bring the squares as close to the temperature as possible to their interior of the heating medium or to the cutting temperature, which is generally somewhat lower. Swimming the squared timbers on a hot water bath is possible, but does not lead to the desired uniform heating. Hot water dipping devices are therefore preferred as the heating device. The squared timbers can be immersed, for example, in that the squared timbers floating in a hot water bath, aligned parallel to one another and moved further in the transverse direction, are pressed below the water surface by a conveyor rotating on or below the water surface, or are guided along beneath submerged guide runners by means of a conveyor. However, solutions in the form of cellular wheels are also possible, as is indicated, for example, in US Pat. No. 4,362,197, wherein the cellular wheels can also be immersed in the hot water over most of their circumference. Such a device with a correspondingly slow speed is suitable for uniformly continuous loading with squared timbers and a correspondingly uniformly continuous decrease. Simple plunge pools, on the other hand, can be better equipped with a buffer volume, whereby both the loading of the pool with squared timbers and their removal can take place either continuously or intermittently.
Bei Rücklaufbetrieb der Restkanthölzer wird die Schneidstation vorzugsweise derart betrieben, daß im Rücklauf nicht nur ein einziges Kantholz bis zur endgültigen Aufarbeitung sondern eine bestimmte Gruppe oder Charge von Kanthölzern geführt wird, bis sie vollkommen aufgearbeitet ist und durch eine neue Charge ersetzt wird. Dies erfordert Möglichkeiten zur Zwischenspeicherung mindestens einer üblicherweise in der Schneidstation in Arbeit befindlichen Chargengröße, bis eine in Umlauf befindliche Charge aufgearbeitet ist.When the rest of the squared timbers are returned, the cutting station is preferably operated in such a way that not only a single squared timber is carried in the return until the final processing, but a certain group or batch of squared timbers until it is completely worked up and replaced by a new batch. This requires at least one buffering option Batch size usually in progress in the cutting station until a batch in circulation is processed.
Bei Aufheizvorrichtungen, beispielsweise in Form von Heißwassertaucheinrichtungen, die erfindungsgemäß so ausgebildet sind, daß ihnen intermittierend bei Bedarf weitere Chargen an Kanthölzern entnommen werden können, bereitet dieses Erfordernis kein Problem. Erreicht werden kann eine solche Arbeitsweise dadurch, daß auch die Beschickung des Tauchbeckens in gleicher Weise intermittierend chargenweise erfolgt, indem vor der Aufheizeinrichtung jeweils eine neue Charge von Kanthölzern bereitgehalten und bei Abgabe einer Charge aus der Aufheizeinrichtung in die Heizeinrichtung nachgeladen wird. Zwischen diesen Entnahme- und Beschickungsvorgängen erfolgt kein Weitertransport der in der Aufheizeinrichtung befindlichen Kanthölzer. Bei kontinuierlicher Beschickung der Aufheizeinrichtung muß diese ein entsprechend verfügbares Puffervolumen für Kanthölzer enthalten.In the case of heating devices, for example in the form of hot water immersion devices, which are designed according to the invention in such a way that further batches of squared timbers can be removed intermittently if required, this requirement does not pose a problem. Such a mode of operation can be achieved in that the plunge pool is also charged intermittently in batches by holding a new batch of squared timber in front of the heating device and reloading it into the heating device when a batch is dispensed from the heating device. Between these removal and loading processes there is no further transport of the squared timbers located in the heating device. If the heating device is fed continuously, it must contain a correspondingly available buffer volume for squared timbers.
Ist eine Aufheizeinrichtung mit vollkontinuierlichem Durchlauf vorgesehen, sind hinter der Aufheizeinrichtung gesonderte Mittel für die Zwischenspeicherung mindestens einer Kantholzcharge vorzusehen, auf die weiter unten noch eingegangen wird.If a heating device with a fully continuous flow is provided, separate means must be provided behind the heating device for the intermediate storage of at least one batch of squared timber, which will be discussed further below.
In ihrer allgemeinsten Form sieht die Erfindung eine Anlage vor, bei der für die Restkanthölzer, von denen beim Durchgang durch eine Schneidstation mindestens ein dünnes Brett abgetrennt wurde, an beliebiger Stelle der Anlage eine Nachheizeinrichtung vorgesehen ist, in der die Restkanthölzer einer Nacherwärmung unterworfen werden können, bevor sie wieder der gleichen oder einer weiteren Schneidstation zugeführt werden. Selbst wenn eine Folge von Schneideinrichtungen vorgesehen ist, die ein vollständiges Aufteilen der Kanthölzer in dünne Bretter in einem Durchgang gestattet, kann erfindungsgemäß diese Folge von Schneideinrichtungen in zwei oder mehr Schneidstationen unterteilt werden, zwischen denen dann je eine Nachheizeinrichtung vorgesehen werden kann. Derartige Nachheizeinrichtungen erfordern ein bestimmtes Puffervolumen, um genügende Aufheizverweilzeit im kontinuierlichen Durchlauf zur Verfügung zu stellen. Im allgemeinen wird jedoch bei Nacherwärmung von Restkanthölzern im Kreislauf gearbeitet werden, wobei es ebenfalls eine Frage der Anlagenauslegung ist, nach wieviel Schneidvorgängen eine Nacherwärmung vorgesehen wird. Es können auch beide Vorgehensweisen kombiniert werden.In its most general form, the invention provides a system in which a reheating device is provided for the residual squared timber, from which at least one thin board was cut off when passing through a cutting station, in which the residual squared timber is subjected to reheating before they are returned to the same or another cutting station. Even if a sequence of cutting devices is provided which allows a complete division of the squared timbers into thin boards in one pass, according to the invention this sequence of cutting devices can be divided into two or more cutting stations, between each of which a reheating device can then be provided. Such afterheating devices require a certain buffer volume in order to provide sufficient heating dwell time in a continuous run. In general, however, work is carried out in the circuit when reheating residual squared timber, and it is also a question of system design after how many cutting operations reheating is to be provided. Both procedures can also be combined.
Für die erfindungsgemäße Anlage mit Rücklaufbetrieb sind u.a. zwei grundsätzlich unterschiedliche Anordnungen möglich. Bei einer ersten bevorzugten Anordnung schließt sich die Nachheizeinrichtung an die Aufheizeinrichtung an und jede neue Charge von Kanthölzern aus der Aufheizeinrichtung gelangt zuerst in die Nachheizeinrichtung, von wo aus die Kanthölzer dieser Charge mittels Zuführmitteln nacheinander der Schneidstation zugeführt werden. Der Rücklauf der Restkanthölzer erfolgt mittels der Rückführmittel vor die Nachheizeinrichtung. Erfolgt der letzte Durchgang einer Kantholzcharge aus der Nachheizeinrichtung durch die Schneidstation und Verlassen die Restkanthölzer nacheinander die Nachheizeinrichtung, ohne wieder in diese zurückzugelangen, kann die Nachheizeinrichtung in gleichem Maße mit neuen Kanthölzern aus der Aufheizeinrichtung beschickt werden.Two fundamentally different arrangements are possible for the system according to the invention with return operation. In a first preferred arrangement, the post-heating device connects to the heating device and each new batch of squared timbers from the heating device first arrives in the post-heating device, from where the squared timbers of this batch are successively fed to the cutting station by means of feed means. The return of the remaining squared timbers takes place by means of the return means in front of the post-heating device. If the last pass of a batch of squared timber from the post-heating device through the cutting station and the residual squared timber successively leave the post-heating device without returning to it, the post-heating device can be loaded with the same amount of new squared timber from the heating device.
Bei der vorstehend beschriebenen Anordnung ist auch die mindestens eine Nachheizeinrichtung zweckmäßigerweise als Heißwassertauchbad ausgebildet. Im Transportweg der Rücklaufmittel kann gewünschtenfalls aber auch noch eine weitere Nachheizeinrichtung vorgesehen werden. Diese kann als Wärmetunnel ausgebildet sein. Die weitere Nachheizeinrichtung kann vorteilhafterweise zur Zwischenaufnahme der Restkanthölzer ohne Temperaturverlust dienen, wenn in der ersten Nachheizeinrichtung vorübergehend Beschickungs- oder Transportprobleme auftreten.In the arrangement described above, the at least one reheating device is also expediently designed as a hot water immersion bath. If desired, a further reheating device can also be provided in the transport path of the return means. This can be designed as a heat tunnel. The further reheating device can advantageously serve for the intermediate accommodation of the remaining squared timbers without loss of temperature if loading or transport problems occur temporarily in the first reheating device.
Eine zweite bevorzugte Anordnung der erfindungsgemäßen Anlage mit Rücklaufbetrieb sieht vor, daß die Kanthölzer aus der Aufheizeinrichtung durch Zuführmittel direkt der Schneidstation zugeleitet werden und die mindestens eine Nachheizeinrichtung im Transportweg der Rückführmittel angeordnet ist, welche an ihrem Ende wieder mit den Zuführmitteln in Verbindung stehen. Bei dieser Anordnung muß eine neue Charge von Kanthölzern nicht zuerst die mindestens eine Nachheizeinrichtung durchlaufen.A second preferred arrangement of the system according to the invention with return operation provides that the squared timbers are fed from the heating device directly to the cutting station by supply means and the at least one post-heating device is arranged in the transport path of the return means, which at the end is again connected to the supply means. With this arrangement, a new batch of squared timbers does not have to first pass through the at least one post-heating device.
Die Rückführmittel für die Restkanthölzer, welche die Schneidstation verlassen, bestehen bei dieser zweiten Anordnungsform zweckmäßigerweise aus einem Querförderer, der die Kanthölzer vom Austritt der Schneidstation übernimmt, einem sich an diesen anschließenden Längsförderer, der die Kanthölzer in Gegenrichtung zur Durchlaufrichtung durch die Schneidstation zurückführt, und einem weiteren Querförderer, der die Kanthölzer wieder den die Schneidstation versorgenden Zuführmitteln zuführt. Die mindestens eine Nachheizeinrichtung ist zweckmäßigerweise im Bereich eines der Querförderer angeordnet, da für eine bestimmte Verweilzeit der Hölzer in einer solchen Einrichtung deren Querlage nebeneinander am geeignetsten ist. Es kann weiterhin zweckmäßig sein, um etwa bei gleichem Grundflächenbedarf die Verweilzeit zu erhöhen, Nachheizeinrichtungen im Bereich beider Querförderer der Rückführmittel vorzusehen.The return means for the remaining squared timber, which leave the cutting station, in this second arrangement expediently consist of a cross conveyor which takes over the squared timber from the exit of the cutting station, a longitudinal conveyor adjoining this, which returns the squared timber in the opposite direction to the direction of travel through the cutting station, and a further cross conveyor, which feeds the squared timber back to the feeding means supplying the cutting station. The at least one reheating device is expediently in the area of one of the cross conveyors arranged, because for a certain dwell time of the timbers in such a device their transverse position next to each other is the most suitable. It may also be expedient, in order to increase the dwell time for approximately the same footprint, to provide reheating devices in the region of both transverse conveyors of the return means.
Die Nachheizeinrichtungen bestehen hier vorzugsweise aus Wärme-Durchlauftunneln, die eine Atmosphäre erhöhter Temperatur aufweisen, wobei die Beheizung elektrisch oder mittels Gas, insbesondere unter Verwendung von Infrarotstrahlern, aber auch durch Dampf oder Heißluft erfolgen kann. Je nach Anwendungszweck kann es sinnvoll sein, auch hierfür die Nachheizeinrichtung eine Heißwassertaucheinrichtung zu verwenden. Insbesondere wenn zwei Nachheizeinrichtungen vorgesehen sind, könnte die im Rücklaufweg zuerst angeordnete Nachheizeinrichtung eine Heißwassertaucheinrichtung sein, während die zweite ein in seiner Atmosphäre beheizter Wärmetunnel ist. Hier können Mittel vorgesehen sein, die Oberfläche der Kanthölzer zu entfeuchten, damit in der Schneidstation eine bessere Reibhaftung beim Vorschub der Kanthölzer gewährleistet ist.The post-heating devices here preferably consist of heat flow tunnels which have an atmosphere of elevated temperature, the heating being able to take place electrically or by means of gas, in particular using infrared radiators, but also by means of steam or hot air. Depending on the application, it may be useful to use a hot water immersion device for this purpose. In particular if two post-heating devices are provided, the post-heating device arranged first in the return path could be a hot water immersion device, while the second is a heat tunnel heated in its atmosphere. Means can be provided here to dehumidify the surface of the squared timbers, so that better frictional grip is ensured in the cutting station when the squared timbers are advanced.
Insbesondere, wenn bei der zweiten bevorzugten Anordnung eine Aufheizeinrichtung mit kontinuierlichem Kantholzdurchlauf vorgesehen und hinter dieser eine Zwischenspeicherung mindestens einer Kantholzcharge für den Umlauf durch die Schneidstation erforderlich ist, ist erfindungsgemäß in bevorzugter Ausführungsform im Anschluß an die Aufheizeinrichtung eine Temperaturhalteeinrichtung vorgesehen, die jedoch auch noch aus anderen Gründen sinnvoll sein kann.In particular, if, in the second preferred arrangement, a heating device with a continuous squared timber passage is provided and behind it an intermediate storage of at least one batch of squared timber is required for the circulation through the cutting station, a temperature-maintaining device is provided in a preferred embodiment according to the invention following the heating device, but also from other reasons may be useful.
Die Temperaturhalteeinrichtung ist zweckmäßigerweise als ein Wärme-Durchlauftunnel ausgebildet, der aus einem beheizten, soweit wie möglich geschlossenen Raum besteht. Die Beheizung kann beispielsweise elektrisch oder durch Gas erfolgen, insbesondere unter Verwendung von Infrarotstrahlern, es kann aber auch eine Beheizung mit Dampf oder Warmluft erfolgen. Je nach Arbeitsweise der verwendeten Schneidmaschinen kann es sinnvoll sein, das Kantholz in der Temperaturhalteeinrichtung an seiner Oberfläche möglichst nicht noch weiter zu befeuchten, im Gegenteil, sogar eher von anhaftendem Wasser zu befreien, um den Reibungskontakt mit den in der Schneidmaschine am Kantholz ansetzenden Vorschubmitteln nicht zu beeinträchtigen. Eine solche Oberflächentrocknung kann in der Temperaturhalteeinrichtung beispielsweise mittels Warmluftgebläsen erfolgen.The temperature maintenance device is expediently designed as a heat flow tunnel, which consists of a heated, as far as possible closed room. The heating can take place, for example, electrically or by gas, in particular using infrared emitters, but heating with steam or warm air can also take place. Depending on the mode of operation of the cutting machines used, it may be sensible not to moisten the surface of the squared timber in the temperature maintenance device as much as possible, on the contrary, even to free it from adhering water in order not to make frictional contact with the feed means attached to the squared timber in the cutting machine to affect. Such surface drying can take place in the temperature maintenance device, for example by means of hot air blowers.
Gängige Schneidmaschinen sind derart ausgebildet, daß das Kantholz auf einem Auflagetisch geführt und durch insbesondere an seiner Oberseite angreifende Vorschubmittel gegen ein horizontales Messer gedrückt wird. Diese Vorschubmittel weisen bei gebräuchlichen Ausführungsformen einen mit der Oberseite des Kantholzes in Berührung befindlichen, umlaufend angetriebenen Gummigurt auf, der von innerhalb des Gurtes angeordneten Andruckrollen gegen das Kantholz gepreßt wird. Während an der auf dem Auflagetisch aufliegenden Unterseite des Kantholzes eine möglichst geringe Reibung erwünscht ist und diese Unterseite daher nach wie vor mit Wasser behaftet sein darf, ist es insbesondere die Oberseite des Kantholzes in der Schneidmaschine, die von gleitenden Flüssigkeitsschichten befreit sein soll.Common cutting machines are designed in such a way that the squared timber is guided on a support table and is pressed against a horizontal knife by feed means, in particular, acting on its upper side. In conventional embodiments, these feed means have a circumferentially driven rubber belt which is in contact with the top of the squared timber and is pressed against the squared timber by pressure rollers arranged inside the belt. While as little friction as possible is desired on the underside of the squared timber lying on the support table and this underside may therefore still be contaminated with water, it is in particular the top of the squared timber in the cutting machine that is to be freed from sliding layers of liquid.
Da die Kanthölzer ohnehin in einer bestimmten Ausrichtung der Schneidstation zugeführt werden müssen, ist es zweckmäßig, diese Ausrichtung bereits in der Temperaturhalteeinrichtung vorzunehmen. Die Abtrocknung mittels Heißluft kann dann speziell an der Oberseite der Kanthölzer erfolgen. Für das Aufnehmen der Kanthölzer innerhalb des Wärme-Durchlauftunnels ist daher zweckmäßigerweise ein Horizontalförderer vorgesehen, auf dem eine Anzahl von Kanthölzern aufliegen kann, und der für das Aufnehmen einer Kantholzcharge in den Kanal und für das Abgeben einer solchen Charge intermittierend betrieben werden kann. Der Horizontalförderer kann beispielsweise ein Ketten- oder Plattenband sein. Möglich wäre auch ein fester Auflagetisch, auf den die Kanthölzer mittels Mitnehmerketten aufgeschoben werden. Derartige Fördermittel sind dem Fachmann geläufig.Since the squared timbers have to be fed to the cutting station in a certain orientation, it is expedient to carry out this alignment already in the temperature-maintaining device. Drying with hot air can then be done especially on the top of the squared timbers. A horizontal conveyor, on which a number of squared timbers can rest, and which can be operated intermittently for picking up a batch of squared timber into the channel and for dispensing such a batch, is therefore expediently provided for receiving the squared timbers within the heat flow tunnel. The horizontal conveyor can be, for example, a chain or plate belt. It would also be possible to have a fixed support table on which the squared timbers can be pushed by means of carrier chains. Such funds are familiar to the person skilled in the art.
Nach Aufarbeiten einer Kantholzcharge in der Schneidstation werden der Temperaturhalteeinrichtung nach und nach die Kanthölzer einer weiteren Charge entnommen und der Schneidstation über die Transportmittel zugeführt. Diese Transportmittel können im Anschluß an die Temperaturhalteeinrichtung aus einem Querförderer bestehen, von dem aus die Kanthölzer dann durch einen rechtwinklig dazu verlaufenden Längsförderer vereinzelt und in unveränderter Ausrichtung der Schneidstation zugeführt werden.After working up a batch of squared timber in the cutting station, the squared timbers are gradually removed from a further batch and fed to the cutting station via the transport means. These means of transport can follow the temperature maintenance device from a cross conveyor, from which the squared timber is then separated by a longitudinal conveyor running at right angles to it and fed to the cutting station in an unchanged orientation.
Wie bereits weiter oben ausgeführt, hängt die erforderliche Nachheizzeit für ein einzelnes Kantholz neben anderen Parametern u.a. davon ab, ob die Ausgangskanthölzer in der Aufheizeinrichtung bereits im wesentlichen durchgeheizt worden sind.As already explained above, the required reheating time for a single squared timber depends, among other things, on whether the starting squared timbers have already been substantially heated through in the heating device.
Die Chargengröße der im Umlauf durch die Schneidstation befindlichen Kanthölzer bestimmt sich im wesentlichen durch die Durchlaufzeit eines Kantholzes durch die Schneidstation und die Aufheizzeit, welche erforderlich ist, um dieses Kantholz für den nächsten Durchgang genügend zu erwärmen. Dividiert man diese Aufheizzeit einschließlich der Förderzeit auf den Rücklaufmitteln durch die Durchlaufzeit eines Kantholzes durch die Schneidstation, so ergibt sich grob die Anzahl der Kanthölzer einer umlaufenden Charge. Für die Zwischenspeicherung dieser Anzahl von Kanthölzern müssen dann auch die Nachheizeinrichtungen ausgelegt sein.The batch size of the square timbers in circulation through the cutting station is essentially determined by the throughput time of a square timber through the cutting station and the heating-up time required to heat this square timber sufficiently for the next pass. If you divide this heating-up time including the conveying time on the return media by the throughput time of a squared timber through the cutting station, the roughly the number of squares of a rotating batch results. The post-heating devices must then also be designed for the temporary storage of this number of squared timbers.
Wesentlich bei der Konzeption der Anlage ist auch, daß bei Unterbrechungen des Arbeitsablaufes, beispielsweise durch Störungen in der Schneidstation, die umlaufenden Kanthölzer jeweils von einer Nachheizeinrichtung aufgenommen werden können, um sie bis zur Wiederaufnahme der Schneidtätigkeit auf Temperatur zu halten. Auch aus diesem Grunde kann es sinnvoll sein, die Speicherkapazität dadurch flexibler zu halten, daß zwei Nachheizeinrichtungen vorgesehen werden.It is also essential in the design of the system that, in the event of interruptions in the workflow, for example due to faults in the cutting station, the surrounding squared timbers can each be taken up by a re-heating device in order to keep them at the temperature until the cutting operation is resumed. For this reason, too, it can make sense to keep the storage capacity more flexible by providing two reheating devices.
Um die Temperatur in der Schneidebene des Holzes jeweils bei etwa 60°C halten zu können, ist es zweckmäßig, die Ausgangskanthölzer in einem Medium, insbesondere Heißwasser mit einer Temperatur von etwa 80-90°C aufzuheizen. Aus Zeitgründen wird man dabei nicht abwarten, bis auch der innere Kern des Kantholzes die Temperatur des Heizmediums erreicht hat, sondern man wird vielmehr einen gewissen Temperaturabfallgradienten zum Inneren des Kantholzes in Kauf nehmen. Zweckmäßig ist es aber, das Holz soweit aufzuheizen, daß die Temperatur im Inneren noch oberhalb der als Mindesttemperatur angestrebten Schneidtemperatur liegt, so daß auch vom Inneren des Holzes her ein Wärmerücktransport in die Schneidebene möglich ist. Während die Aufheizzeiten bei Kanthölzern von 50-70 mm Dicke zwischen 20 und 50 Minuten liegen können, können die Nachheizzeiten im Bereich von wenigen Minuten liegen. Die genaue kapazitätsmäßige Auslegung der einzelnen benötigten Einrichtungen in diesem Sinne ist Sache des Fachmannes, der eine Anlage unter Zugrundelegung bestimmter Ausgangsgegebenheiten optimiert.In order to be able to keep the temperature in the cutting plane of the wood at approximately 60 ° C., it is expedient to heat the starting squared timbers in a medium, in particular hot water, at a temperature of approximately 80-90 ° C. For reasons of time, you will not wait until the inner core of the squared timber has reached the temperature of the heating medium, but rather you will have to accept a certain temperature drop gradient to the inside of the squared timber. It is advisable, however, to heat the wood so far that the temperature in the Inside is still above the cutting temperature aimed for as the minimum temperature, so that heat can also be transported back into the cutting plane from the inside of the wood. While heating times for squared timber with a thickness of 50-70 mm can be between 20 and 50 minutes, the reheating times can be in the range of a few minutes. The precise design of the capacities of the individual devices required in this sense is a matter for a person skilled in the art who optimizes a system on the basis of certain initial conditions.
Eine für die erfindungsgemäße Anlage geeignete Heißwassertaucheinrichtung für Kanthölzer besteht beispielsweise aus einem im wesentlichen rechteckig-länglichen Becken für die Befüllung mit heißem Wasser, dessen lichte Breite größer als die Länge der zu tauchenden Kanthölzer ist, mindestens einem in Längsrichtung durch das Becken bewegbaren Kantholzfördermittel und im Abstand vom Arbeitstrum jedes Kantholzfördermittels angeordnete Führungsmittel für die Aufnahme von Kanthölzern zwischen einem Kantholzfördermittel und den zugehörigen Führungsmitteln unterhalb der Wasseroberfläche. Die Führungsmittel können ihrerseits endlos umlaufend ausgebildet sein, es reicht aber im allgemeinen aus, wenn sie in Form von im wesentlich stationären Führungsschienen oder dergl. ausgebildet sind. Es ist denkbar, die Führungsmittel, insoweit sie dann noch erforderlich sind, unterhalb der Kantholzfördermittel anzuordnen, wobei die Fördermittel die Kanthölzer mittels Mitnehmern, Taschen oder dergl. an ihrer Unterseite mitführen. Für das Beschicken und Entladen der Kantholzfördermittel, die zu diesem Zweck an den Enden des Beckens nach oben über dessen Endkanten hinausgeführt sein können, ist es jedoch zweckmäßiger, die Führungsmittel jeweils oberhalb des Fördermittels im Becken anzuordnen, so daß die Kanthölzer auf das Fördermittel aufgelegt und wieder von ihm nach oben entnommen werden können. Die Führungsmittel müssen das Fördermittel dann begleiten, sobald dieses mit seinem Arbeitstrum unter die Wasseroberfläche taucht, damit die auf ihm befindlichen Kanthölzer nicht aufschwimmen können. Die Führungsmittel können aus einzelnen Elementen bestehen, die unter Gewichtsbelastung beschränkt höhenbeweglich sind, so daß sie je nach verwendeter Kantholzdicke die Kanthölzer immer in Auflagekontakt mit dem Kantholzfördermittel halten.A hot water dipping device for squared timbers suitable for the system according to the invention consists, for example, of an essentially rectangular-elongated basin for filling with hot water, the clear width of which is greater than the length of the squared timbers to be immersed, at least one squared timber conveying means movable in the longitudinal direction through the basin and in Distance from the working strand of each square timber conveying means for guiding timber between the square timber conveying means and the associated guiding means below the water surface. The guide means can in turn be designed to run endlessly, but it is generally sufficient if they are designed in the form of essentially stationary guide rails or the like. It is conceivable to arrange the guide means, insofar as they are still required, below the square timber conveying means, the conveying means carrying the square timbers on their underside by means of carriers, pockets or the like. For loading and unloading the square timber conveyor, which for this purpose at the ends of the basin upwards over its end edges can be led out, however, it is more appropriate to arrange the guide means above the funding in the pool, so that the squared timber can be placed on the funding and removed from it upwards. The guide means must then accompany the funding as soon as it dips under the water surface with its working strand so that the squared timber on it cannot float. The guide means can consist of individual elements, which are limited in height under weight load, so that they always keep the square timber in contact with the square timber conveyor, depending on the squared timber thickness used.
Für den Fall, daß ein Förderstau oder Verklemmungen im Becken auftreten, ist es zweckmäßig, die gesamte Fördereinrichtung mittels einer Hubvorrichtung aus dem Becken aushebbar zu gestalten, damit der Förderstau beseitigt werden kann, ohne das Becken jeweils ablassen zu müssen. Aus Wärmewirtschaftlichkeitsgründen ist das gesamte Becken vorzugsweise mit einer Abdeckhaube versehen. Bei aushebbarer Fördereinrichtung kann die Abdeckhaube an der gleichen Hubeinrichtung angebracht sein, um sie zusammen mit den Fördermitteln anzuheben.In the event that a conveyor jam or jams occur in the basin, it is advisable to design the entire conveyor by means of a lifting device from the basin so that the conveyor jam can be removed without having to lower the basin in each case. For reasons of thermal economy, the entire pool is preferably provided with a cover. When the conveying device can be lifted out, the cover can be attached to the same lifting device in order to lift it together with the conveying means.
Ein solches Becken eignet sich für intermittierenden Betrieb. Am Beschickungsende des Beckens kann ein Aufgabetisch für eine Charge von Kanthölzern vorgesehen sein, welche bei Ingangsetzen der Kantholzfördermittel mit in das Becken genommen wird, während gleichzeitig am anderen Ende eine Charge erwärmter Kanthölzer beispielsweise auf einem Ausgabetisch abgelegt und einer Vereinzelungseinrichtung für die Schneidstation zugeführt wird.Such a pool is suitable for intermittent operation. At the loading end of the basin, a feed table for a batch of squared timbers can be provided, which is taken into the basin when the squared timber conveyor is started, while at the other end a batch of heated squared timbers is placed on an output table, for example, and fed to a separating device for the cutting station.
Ein solches Heißwassertauchbecken kann beispielsweise eine Länge von 25 m aufweisen.Such a hot water plunge pool can have a length of 25 m, for example.
Nachfolgend werden bevorzugte Anordnungen der erfindungsgemäßen Anlage zum schneidenden Zerteilen von Kanthölzern anhand der Figuren ausführlich erläutert. Dabei zeigt:
- Figur 1
- eine Prinzipskizze einer ersten bevorzugten Anordnung einer Anlage zum schneidenden Zerteilen von Kanthölzern,
- Figur 2
- eine Prinzipskizze einer zweiten bevorzugten Anordnung einer Anlage zum schneidenden Zerteilen von Kanthölzern,
- Figur 3
- eine schematische Schnittdarstellung einer ersten Heißwassertaucheinrichtung zur Verwendung in einer Anlage zum schneidenden Zerteilen von Kanthölzern,
- Figur 4
- eine schematische Schnittdarstellung einer zweiten Heißwassertaucheinrichtung zur Verwendung in einer Anlage zum schneidenden Zerteilen von Kanthölzern.
- Figure 1
- a schematic diagram of a first preferred arrangement of a plant for the cutting of squared timbers,
- Figure 2
- a schematic diagram of a second preferred arrangement of a plant for the cutting of squared timbers,
- Figure 3
- 1 shows a schematic sectional illustration of a first hot water immersion device for use in a system for cutting squared timbers,
- Figure 4
- is a schematic sectional view of a second hot water immersion device for use in a system for cutting squared timbers.
In Figur 1 ist eine erste bevorzugte Anordnung 10 einer Anlage zum schneidenden Zerteilen von Kanthölzern in einer Draufsicht schematisch dargestellt. Als Kernstück weist diese Anlage eine Schneidstation mit einer einzelnen Schneideinrichtung 40 auf. Weiterhin sind Zuführmittel 20, 30, Rückführmittel 32, 22 sowie eine Aufheizeinrichtung 12 und eine Nachheizeinrichtung 14 vorgesehen.FIG. 1 schematically shows a first preferred arrangement 10 of a system for cutting squared timbers in a plan view. At the heart of this system is a cutting station with a
Die zu schneidenden Kanthölzer 52 werden als Charge in Form eines Stapels 50 angeliefert. Die Kanthölzer 52 dieser Charge werden in die Aufheizeinrichtung 12 geladen, die als Heißwassertauchbad mit einem Kantholzfördermittel in Form eines Zellenrades gemäß der Figur 4 oder als Heißwassertauchbad mit einem Kantholzfördermittel in Form eines Transportbandes gemäß der Figur 3 ausgebildet sein kann. Wenn die im Kreislauf befindliche Charge vollständig abgearbeitet ist, werden die Kanthölzer 52 mittels des als Querfördereinrichtung ausgebildeten Übergabemittels 30 von der Aufheizeinrichtung 12 in die Nachheizeinrichtung 14 überführt, während gleichzeitig eine neue Charge von Kanthölzern in die Aufheizeinrichtung 12 geladen wird. Diese ist ebenfalls vorzugsweise als Heißwassertauchbad mit einem Kantholzfördermittel ausgebildet, kann aber auch in Form eines Wärmedurchlauftunnels ausgebildet sein. Von dieser Nachheizeinrichtung 14 gelangen die Kanthölzer 52 dann nacheinander mittels des als Längsfördereinrichtung ausgebildeten Zuführmittels 20 zur Schneideinrichtung 40, in der von den Kanthölzern 52 Bretter der jeweiligen gewünschten Dicke abgeschnitten werden. Von der Schneideinrichtung 40 werden die Restkanthölzer 53, von denen die Bretter der gewünschten Dicke abgetrennt worden sind, durch Rückführmittel wieder zur Nachheizeinrichtung 14 befördert. Dazu ist hinter der Schneidmaschine 40 eine zweite Querfördereinrichtung 32 angeordnet, die die Restkanthölzer 53 vom Ausgang der Schneidmaschine 40 zu einer zweiten Längsfördereinrichtung 22 fördert, welche sie wiederum zur ersten Querfördereinrichtung 30 fördert, die dann die Restkanthölzer 53 in die Nachheizeinrichtung 14 lädt. Die Restkanthölzer 53 durchlaufen diesen Kreislauf so lange, bis sie vollständig in Bretter der gewünschten Dicke aufgeteilt worden sind. Daraufhin wird eine neue Charge von Kanthölzern 52 von der Aufheizeinrichtung 12 in die Nachheizeinrichtung 14 überführt.The squared
In Figur 2 ist eine zweite bevorzugte Anordnung 60 einer Anlage zum schneidenden Zerteilen von Kanthölzern in einer schematischen Draufsicht dargestellt. Kernstück dieser Anordnung ist eine Schneidstation mit einer einzelnen Schneideinrichtung 40. Weiterhin weist diese Anlage eine Aufheizeinrichtung 12, eine Temperaturhalteeinrichtung 18 und eine Nachheizeinrichtung 14 sowie Zuführmittel 20 und Rückführmittel 30, 22, 32 auf.FIG. 2 shows a second preferred arrangement 60 of a plant for cutting squared timbers in a schematic plan view. The core of this arrangement is a cutting station with a
Die Kanthölzer 52 werden als Charge in Form eines Kantholzstapels 50 angeliefert und einzeln nacheinander in die kontinuierlich arbeitende Aufheizeinrichtung 12 geladen. Diese ist vorzugsweise als Heißwassertauchbad mit einem Kantholzfördermittel in Form eines Zellenrades gemäß der Figur 4 oder als Heißwassertauchbad mit einem Kantholzfördermittel in Form eines Transportbandes gemäß der Figur 3 ausgebildet. Aus der Aufheizeinrichtung 12 werden die Kanthölzer einzeln in die als Puffer dienende Temperaturhalteeinrichtung 18 überführt und dort chargenweise zwischengelagert, bis die im Kreislauf befindliche Charge vollständig abgearbeitet ist. Daraufhin werden die Kanthölzer 52 über das als Längsfördereinrichtung ausgebildete Zuführmittel 20 nacheinander von der Temperaturhalteeinrichtung 18 der Schneideinrichtung 40 zugeführt. In dieser werden von den Kanthölzern 52 Bretter der jeweils gewünschten Dicke abgetrennt. Die Restkanthölzer 53 werden dann mit Rückführmitteln zu der Nachheizeinrichtung 14 gefördert. Dazu ist direkt am Ausgang der Schneideinrichtung 40 eine erste Querfördereinrichtung 30 angeordnet, mit der die Restkanthölzer 53 zu einer zweiten Längsfördereinrichtung 22 gefördert werden. Diese Längsfördereinrichtung 22 fördert die Restkanthölzer 53 zu einer zweiten Querfördereinrichtung 32, welche dann die Restkanthölzer 53 zur Nachheizeinrichtung 14 fördert. Von der Nachheizeinrichtung 14 gelangen die Restkanthölzer 53 dann wieder zur ersten Längsfördereinrichtung 20, die sie zur Schneideinrichtung 40 transportiert. Dieser Kreislauf wird so lange durchlaufen, bis die Restkanthölzer 53 vollständig in Bretter der gewünschten Dicke aufgeteilt sind, woraufhin eine neue Charge aufgeheizter Kanthölzer in den Kreislauf eingeführt wird. Die Nachheizeinrichtung 14 ist hierbei vorzugsweise als Heißwassertauchbad mit einem Kantholzfördermittel ausgebildet, kann aber auch in Form eines Wärmedurchlauftunnels ausgebildet sein.The
In Figur 3 ist eine für eine Anlage zum schneidenden Zerteilen von Kanthölzern geeignete Heißwassertaucheinrichtung 70 für Kanthölzer in einem schematischen Längsschnitt dargestellt. Diese Heißwassertaucheinrichtung 70 weist ein Wasserbecken 72 auf, in das eine Hubeinrichtung 74 teilweise hineinragt. Das Wasserbecken 72 weist eine rechteckig-längliche Grundform auf, wobei die lichte Breite größer ist als die Länge der zu tauchenden Kanthölzer, ist mit Heißwasser gefüllt und mit einer Isolierung 90 wärmeisoliert.FIG. 3 shows a hot
Die Hubeinrichtung 74 besteht im wesentlichen aus einem Gestell 76, in dem die Kantholzfördermittel und die Führungsmittel angeordnet sind. Das Kantholzfördermittel ist hier als Kettenband 78 ausgebildet, welches mit der Antriebsrolle 80 angetrieben wird. Die Führungsmittel bestehen im wesentlichen aus stationär angeordneten Führungsschienen 84, die mittels der Stangen 86 gelenkig am Gestell 76 gelagert sind und mit Federn 88 gegen das Kettenband 78 gedrückt werden. Die Hubeinrichtung 74 ist nach oben hin mit einer Abdeckhaube 77 versehen, die ebenfalls zur Reduzierung der Wärmeverluste eine Isolierung 90 aufweist. An der Oberseite der Hubeinrichtung 74 sind Ösen 75 angeordnet, mittels derer die gesamte Hubeinrichtung 74 mit den Kantholzfördermitteln und Führungsmitteln aus dem Wasserbecken 72 ausgehoben werden kann, beispielsweise wenn ein Förderstau oder Verklemmungen im Becken auftreten. Zur Erleichterung des Beschickens des Beckens mit Kanthölzern und der Entnahme von Kanthölzern ist das Gestell 76 der Hubeinrichtung 74 in seiner Längserstreckung länger als das Wasserbecken 72 ausgebildet, so daß das Kettenband 78 sowohl am Beschickungsende 79 als auch am Entnahmeende 81 über den Rand des Wasserbeckens 72 hinausragt. Gleichzeitig ist das Gestell 76 so ausgebildet, daß es mit seinem mittleren Bereich, wie in Figur 3 deutlich zu sehen ist, tief in das Becken 72 hineinragt und sich von den überstehenden Bereichen stetig zu diesem tieferen Bereich hin erstreckt, so daß das im Gestell 76 geführte Kettenband 78 vom Beschickungsende 79 in das Becken 72 hinein und unter die Wasseroberfläche 73 geführt wird, unter der Wasseroberfläche 73 entlang in Richtung auf das Entnahmeende 81 und dort vor dem Beckenende wieder aus dem Wasser und dem Becken 72 herausgeführt wird.The lifting
Zur Beschickung der Heißwassertaucheinrichtung 70 werden Kanthölzer 52 am Beschickungsende 79 auf das Kettenband 78 abgelegt. Dieses Kettenband 78 ist im Wasserbecken 72 mittels des Gestells 76, wie oben beschrieben, unterhalb der Wasseroberfläche 73 geführt. Damit die auf dem Kettenband 78 abgelegten Kanthölzer 52 beim Transport durch das Wasserbecken 72 unterhalb der Wasseroberfläche 73 nicht aufschwimmen, werden die Kanthölzer 52 mit den Führungsschienen 84 gegen das Kettenband 78 gedrückt und somit auf diesem unterhalb der Wasseroberfläche 73 durch das Wasserbecken 72 geführt. Durch die Federbelastung und gelenkige Lagerung der Führungsschienen 84 sind diese beschränkt höhenbeweglich und können so je nach verwendeter Kantholzdicke die Kanthölzer 52 immer in Auflagekontakt mit dem Kettenband 78 halten. Vorzugsweise sind die Führungsschienen 84 mit ihrem gegen die Bewegungsrichtung gerichteten Ende nach oben weggebogen, so daß sich die auf dem Kettenband 78 herantransportierten Kanthölzer 52 unter die Führungsschienen 84 schieben und diese gegen die Federkraft der Federn 88 nach oben drücken können.For loading the hot
In Figur 4 ist eine für die erfindungsgemäße Anlage zum schneidenden Zerteilen von Kanthölzern geeignete Heißwassertaucheinrichtung 100 in einer schematischen Schnittansicht dargestellt.FIG. 4 shows a hot
Die Heißwassertaucheinrichtung 100 weist ein Wasserbecken 102 auf, in dem ein Zellenrad 110 so angeordnet ist, daß es mit einem Abschnitt unter die Wasseroberfläche 104 ragt. Über dem Wasserbecken 102 ist eine Abdeckhaube 103 angeordnet, die ebenso wie das Wasserbecken 102 zur Reduzierung von Wärmeverlusten eine Isolierung 106 aufweist. Am Beschickungsende 111 ragt ein Zuführtransportband 112 über den Rand des Wasserbeckens 102, auf der Entnahmeseite 113 ragt ein Entnahmetransportband 114 ebenfalls über den Rand des Beckens 102, ist nach unten geneigt und bis unter die Wasseroberfläche 104 geführt.The hot
Die aufzuheizenden Kanthölzer 52 werden über das zuführtransportband 112 herangeführt und in das Wasserbecken 102 abgeladen. Dort werden sie von den Flügeln 120 des sich drehenden Zellenrades erfaßt und durch langsames Drehen des Zellenrades 110 in den zwischen den Flügeln 120 gebildeten Zellen unter der Wasseroberfläche 104 durch das heiße Wasser des Wasserbeckens 102 geführt und auf diese Weise aufgeheizt. Durch weiteres Drehen des Zellenrades 110 gelangen die Kanthölzer 52 dann auf der anderen Seite des Zellenrades 110 wieder zur Wasseroberfläche 104 und schwimmen dort auf das Entnahmetransportband 114 auf, welches dazu mit einem Ende unter die Wasseroberfläche 104 ragt, und werden auf diesem aufgeheizt aus der Heißwassertaucheinrichtung 100 herausgeführt.The squared
- 1010th
- SchneidanlageCutting machine
- 1212th
- AufheizeinrichtungHeating device
- 1414
- NachheizeinrichtungPost-heating device
- 1818th
- TemperaturhalteeinrichtungTemperature maintenance device
- 2020th
- erste Längsfördereinrichtungfirst longitudinal conveyor
- 2222
- zweite Längsfördereinrichtungsecond longitudinal conveyor
- 3030th
- erste Querfördereinrichtungfirst cross conveyor
- 3232
- zweite Querfördereinrichtungsecond cross conveyor
- 4040
- SchneideinrichtungCutting device
- 5050
- KantholzstapelStack of squared timber
- 5252
- KantholzSquared timber
- 5353
- RestkantholzResidual squared timber
- 6060
- SchneidanlageCutting machine
- 7070
- HeißwassertaucheinrichtungHot water dipping device
- 7272
- WasserbeckenPool of water
- 7373
- WasseroberflächeWater surface
- 7474
- HubeinrichtungLifting device
- 7575
- Öseeyelet
- 7676
- Gestellframe
- 7777
- AbdeckhaubeCover
- 7878
- KettenbandChain strap
- 7979
- BeschickungsendeFeed end
- 8080
- AntriebsrolleDrive roller
- 8181
- EntnahmeendeEnd of removal
- 8484
- FührungsschieneGuide rail
- 8686
- Stangepole
- 8888
- Federnfeathers
- 9090
- Isolierunginsulation
- 100100
- HeißwassertaucheinrichtungHot water dipping device
- 102102
- WasserbeckenPool of water
- 103103
- AbdeckhaubeCover
- 104104
- WasseroberflächeWater surface
- 106106
- Isolierunginsulation
- 110110
- ZellenradCell wheel
- 111111
- BeschickungsendeFeed end
- 112112
- ZuführtransportbandFeed conveyor belt
- 113113
- EntnahmeendeEnd of removal
- 114114
- EntnahmetransportbandRemoval conveyor belt
- 120120
- Flügelwing
Claims (24)
- An equipment (10) for slicing thin planks from squared timber, having- a slicing station (40) and- a heating facility (14) as well as- means (20, 22, 30, 32) for the circulating transport of squared timber (52, 53) through the slicing station (40) and the heating facility (14),characterized in that a heating-up facility (12) and means (50) for the inward transfer of the squared timer (52, 53) into the circulation system is installed before said circulating system.
- The equipment according to claim 1, characterized in that the heating-up facility (12) is installed before the slicing station (40).
- The equipment according to claim 1, characterized in that the heating-up facility (12) is installed before the heating facility (14).
- The equipment according to claim 2, characterized in that a facility for the maintenance of the temperature (18) is additionally installed before the slicing station (40).
- The equipment according to one of claims 1 to 4, characterized in that two or more slicing facilities are arranged in the slicing station (40) one after the other.
- The equipment according to one of claims 1 to 5, characterized in that the heating facility (14) consists of two separate units between which transport means for the guidance of the circulation of the squared timer (52, 53) are disposed.
- The equipment according to one of claims 1 to 6, characterized in that the transport means comprise facilities for the conveyance of the squared timber (52, 53) in parallel (20, 22) or at right angles (30, 32) with respect to their longitudinal extension.
- The equipment according to one of claims 1 to 7, characterized in that a facility for the longitudinal conveyance (20, 22) is installed before the slicing station (40) and a facility for the transport at right angles (30, 32) is installed after the slicing station (40).
- The equipment according to one of claims 1 to 7, characterized in that a facility for the conveyance at right angles (30, 32) is installed before the heating facility (14) and after a facility for the longitudinal conveyance (20, 22).
- The equipment according to one of claims 1 to 9, characterized in that a facility for the conveyance at right angles in the equipment (10) is provided for the inward transfer of the squared timber (53).
- The equipment according to one of claims 1 to 10, characterized in that facilities for the longitudinal conveyance (20, 22) and the conveyance at right angles (30, 32) are arranged in turn for the circulating transport of the squared timber (53).
- The equipment according to one of claims 1 to 11, characterized in that, beginning with the introductory position, the equipment (10) for the circulating treatment of the squared timber (52, 53) comprises in succession: a facility for the conveyance at right angles (30), a heating facility (14), a facility for the longitudinal conveyance (20), a slicing station (40), a facility for the conveyance at right angles (32) and a facility for longitudinal conveyance (22).
- The equipment according to one of claims 1 to 11, characterized in that, beginning with the introductory position, the equipment (10) for the circulating treatment of the squared timber (52, 53) comprises in succession: a facility for longitudinal conveyance (20), a slicing station (40), a facility for the conveyance at right angles (30), a facility for longitudinal conveyance (22), a facility for the conveyance at right angles (32) and a heating facility (14).
- The equipment according to one of claims 1 to 13, characterized in that the heating facility (14) is a heatable passage tunnel provided with conveyance means that are operable in clocked manner, said passage tunnel comprising a buffer capacity for a defined number of squared timber (52, 53).
- The equipment according to one of claims 1 to 13, characterized in that the heating-up facility (12) and/or the heating facility (14) is a hot-water submergence facility.
- The equipment according to one of claims 1 to 14, characterized in that the heating-up facility (12) and/or the heating facility (14) is developed such as to be in the condition for a continuous loading and unloading of squared timber (52, 53).
- The equipment of one of claims 1 to 14, characterized in that the heating-up facility (12) is developed such as to allow the passage of squared timber (52, 53) and the intermittent delivery of groups of squared timber (52, 53).
- The equipment according to claim 17, characterized in that the heating-up facility (12) is developed such as to allow a continuous charge of squared timber (52, 53) and shows a buffer volume for the intermittent delivery of groups of squared timber (52, 53).
- The equipment according to claim 17, characterized in that the heating-up facility (12) is developed such as to allow an intermittent charge of groups of squared timber (52, 53) and is operable in clocked manner for the passage of the squared timber (52, 53).
- The equipment according to one of claims 1 to 19, characterized in that a temperature maintenance facility (18) for the interim stocking of a defined number of squared timber (52, 53) is installed behind the heating-up facility (12), the exit of said temperature maintenance facility being connected with transport means.
- The equipment according to claim 20, characterized in that the temperature maintenance facility (18) is a heated heat passage tunnel for being operated in clocked manner, which can be heated electrically or by means of gas, in particular by means of infrared radiation means and/or by means of steam.
- The equipment according to claim 21, characterized in that the heat passage tunnel comprises a horizontal conveyor for the up-take off squared timber (52, 53), that means are provided to put the squared timber (52, 53) onto the horizontal conveyor in an aligned position, wherewith they are conveyed to the slicing station (40), and that the conveying means are developed such as to allow that the squared timber (52, 53) is accepted in said aligned position from the heat passage tunnel and is conveyed to the slicing station (40).
- The equipment according to claim 20 or 21, characterized in that the heat passage tunnel is provided with facilities for moistening the surfaces of the squared timber (52, 53), in particular with a blowing device or a hot-air blowing device.
- The equipment according to one of claims 1 to 23, characterized in that in the facility (10) for the circulatory processing of the squared timber (52, 53), there are provided two or more slicing stations (40) and two or more heating facilities (14) having facilities for longitudinal conveyance and conveyance at a right angles (20, 22, 30, 32) disposed therebetween.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4244329A DE4244329C2 (en) | 1992-12-28 | 1992-12-28 | Plant for cutting squared timbers into thin boards |
| DE4244329 | 1992-12-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0604929A2 EP0604929A2 (en) | 1994-07-06 |
| EP0604929A3 EP0604929A3 (en) | 1994-12-28 |
| EP0604929B1 true EP0604929B1 (en) | 1997-05-07 |
Family
ID=6476708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93120876A Expired - Lifetime EP0604929B1 (en) | 1992-12-28 | 1993-12-24 | Apparatus for slicing thin planks from squared timber |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0604929B1 (en) |
| AT (1) | ATE152660T1 (en) |
| DE (2) | DE4244329C2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19502034A1 (en) * | 1995-01-24 | 1996-07-25 | Wacker Chemie Gmbh | Organopolysiloxane resin powder, process for their preparation and their use in organopolysiloxane compositions |
| CN108687914B (en) * | 2018-05-17 | 2020-12-11 | 漳州市炯辉机械有限公司 | Rotary cutting assembly line for high-quality rotary cutting |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1025628A (en) * | 1912-02-26 | 1912-05-07 | John Warren Illingworth | Process of treating wood. |
| CH197043A (en) * | 1937-08-17 | 1938-04-15 | Josef Knecht | Device for steaming tree trunks. |
| DE731090C (en) * | 1937-08-17 | 1943-02-01 | Josef Anton Knecht | Process for steaming logs to be cut into veneers |
| US3006391A (en) * | 1959-01-02 | 1961-10-31 | Albert E Karschney | Portable hydraulic veneer mill |
| US3750303A (en) * | 1971-07-09 | 1973-08-07 | Gates T & Sons Inc | Steam tunnels for treating logs and method of treatment |
| US4184449A (en) * | 1978-02-07 | 1980-01-22 | Clear Pine Mouldings, Inc. | Lumber treating mechanism |
| US4362197A (en) * | 1981-01-26 | 1982-12-07 | Simpson Timber Co. | Process for slicing veneer |
| DE3641270A1 (en) * | 1986-12-03 | 1988-06-16 | Helmut Klingler | Method and apparatus for the production of wood laminate shapes with small-radius curves (small-radius arcs) and curved shapes (arc shapes) by producing flexibility, bending and bonding of wood lamellae |
| EP0376918B1 (en) * | 1988-12-30 | 1995-03-29 | Gebr. Linck Maschinenfabrik "Gatterlinck" GmbH & Co. KG | Method and apparatus for manufacturing lamellar wood from sawn timber |
| DE3936312A1 (en) * | 1989-11-01 | 1991-05-02 | Linck Masch Gatterlinck | Laminated wood panels formed from narrow laminations - which are glued edge to edge to form sheets which are glued together |
| DE4131643C2 (en) * | 1991-09-23 | 1994-02-17 | Hamberger Industriewerke Gmbh | Device for the thermal pretreatment of wood blanks |
-
1992
- 1992-12-28 DE DE4244329A patent/DE4244329C2/en not_active Expired - Fee Related
-
1993
- 1993-12-24 AT AT93120876T patent/ATE152660T1/en not_active IP Right Cessation
- 1993-12-24 EP EP93120876A patent/EP0604929B1/en not_active Expired - Lifetime
- 1993-12-24 DE DE59306393T patent/DE59306393D1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE4244329A1 (en) | 1994-06-30 |
| EP0604929A3 (en) | 1994-12-28 |
| DE4244329C2 (en) | 1994-09-29 |
| DE59306393D1 (en) | 1997-06-12 |
| EP0604929A2 (en) | 1994-07-06 |
| ATE152660T1 (en) | 1997-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3039582C2 (en) | Device for the simultaneous application of solder on both sides of printed circuit boards | |
| DE112017003317T5 (en) | Equipment and method for producing wood-based part | |
| DE1421787B2 (en) | Method and device for conveying individual glass sheets | |
| DD141916A5 (en) | METHOD AND DEVICE FOR TRANSPORTING PLATES | |
| DE2904243A1 (en) | METHOD AND DEVICE FOR DRYING LUMBER | |
| DE3831498C2 (en) | Transport device for cops | |
| DE3220329C2 (en) | Device for producing molded parts from polyurethane foam | |
| DE1533438C3 (en) | Device for transferring and further conveying finished copper cathode sheet metal units for electrolytic copper refining in a magazine | |
| EP0604929B1 (en) | Apparatus for slicing thin planks from squared timber | |
| DE2722712A1 (en) | DEVICE FOR TEMPORARY STORAGE OF TILES AND THE LIKE | |
| DE2727232A1 (en) | DEVICE AND METHOD FOR CONTINUOUS TREATMENT OF METAL REELS ETC. | |
| DE3343809C2 (en) | Method and device for transporting and processing workpieces, in particular wood | |
| DE3340498C2 (en) | Device for returning empty pallets in a rapid dryer for ceramic bricks | |
| DE2648400A1 (en) | TRANSFER DEVICE FOR WORKPIECES | |
| DE2639117C3 (en) | Method and device for peeling pumpkins | |
| DE967700C (en) | Device for loading and unloading sheet-like items or the like into or out of treatment chambers | |
| DE1481455A1 (en) | Device for unloading transport pallets | |
| DE2116223C3 (en) | Arrangement for conveying fresh concrete parts | |
| DE2414654C3 (en) | Machine for drying veneers | |
| DE1421787C (en) | Method and device for conveying individual glass panels | |
| DEA0017786MA (en) | ||
| DE2312946C3 (en) | Method and device for forming a setting layer from bricks | |
| DE2921705A1 (en) | Cutting and conveying appts. for green bricks - divides length of clay into short sections which are separated and turned through 90 degrees | |
| DE3223357A1 (en) | Device for the lateral transport of individual rolled profiles | |
| DE2514782A1 (en) | Saw mill roller conveyor with lifting frames - is used to separate vertical chip board stacks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT CH DE LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19950214 |
|
| 17Q | First examination report despatched |
Effective date: 19960209 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT CH DE LI SE |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE LI SE |
|
| REF | Corresponds to: |
Ref document number: 152660 Country of ref document: AT Date of ref document: 19970515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DIPL.-ING. ETH H. R. WERFFELI PATENTANWALT Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59306393 Country of ref document: DE Date of ref document: 19970612 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20041211 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20050322 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20050323 Year of fee payment: 12 Ref country code: CH Payment date: 20050323 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060701 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |