EP0600270A1 - Elektromotor, insbesondere zum Antrieb von Kraftfahrzeugen - Google Patents
Elektromotor, insbesondere zum Antrieb von Kraftfahrzeugen Download PDFInfo
- Publication number
- EP0600270A1 EP0600270A1 EP93118164A EP93118164A EP0600270A1 EP 0600270 A1 EP0600270 A1 EP 0600270A1 EP 93118164 A EP93118164 A EP 93118164A EP 93118164 A EP93118164 A EP 93118164A EP 0600270 A1 EP0600270 A1 EP 0600270A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- electric motor
- piece
- connecting piece
- motor according
- side end
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/16—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields
- H02K5/173—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields using bearings with rolling contact, e.g. ball bearings
- H02K5/1732—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields using bearings with rolling contact, e.g. ball bearings radially supporting the rotary shaft at both ends of the rotor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C3/00—Shafts; Axles; Cranks; Eccentrics
- F16C3/02—Shafts; Axles
- F16C3/023—Shafts; Axles made of several parts, e.g. by welding
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/28—Means for mounting or fastening rotating magnetic parts on to, or to, the rotor structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/024—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with slots
- H02K15/028—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with slots for fastening to casing or support, respectively to shaft or hub
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/30—Material joints
- F16C2226/36—Material joints by welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2380/00—Electrical apparatus
- F16C2380/26—Dynamo-electric machines or combinations therewith, e.g. electro-motors and generators
Definitions
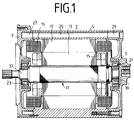
- FIG. 1 shows an electric motor 1 with a closed housing 3, in particular an asynchronous motor for driving a motor vehicle.
- the motor housing 3 consists of a cylindrical housing jacket 5, the two open end faces of which are sealed on the one hand by a first bearing plate 7 and on the other hand by a second bearing plate 9.
- This motor housing 3 contains a motor with a rotor shaft 11, a rotor 13, short-circuit rings 15, a stator 17 and with stator winding heads 19.
- the rotor shaft 11 is rotatably mounted in the end shields 7, 9 by means of roller bearings 21, 23.
- the tubular connector 31 and the B-side end piece 35 are made of a simple carbon steel, e.g. B. from a steel ST35 or ST37, while the A-side end piece 33 is made of a hardenable steel.
- This end piece 33 can therefore also be hardened on its own, whereby the manufacturing costs can also be reduced.
- the end pieces 33, 35 have, at their end faces 41, 43 to be welded to the connecting piece 31, centrally arranged blind holes 45, 47, such that the surfaces of the end pieces 33, 35 and the connecting piece 31 to be welded are of the same size. This creates a quick and secure connection between the individual parts of the rotor shaft 11.
- the rotor shaft 11 is also simple to manufacture, the end pieces 33, 35 with the blind holes 45, 47 and the tubular connecting piece 31 first being produced separately from round material and from tubular steel profiles with the same outside diameter. Then the end pieces 33, 35 are frictionally connected to the connecting piece 31, which is followed by machining for the Production of the bearing surfaces 37, 39 on the end pieces 33, 35, the bearing receptacle 53 for a speedometer on the B-side end piece 35, the knurled outer peripheral surface 51 on the connecting piece 31 for fastening the rotor laminated core 13 and the drive pinion 55 on the A-side end piece 33 connects. Finally, the drive pinion 55 on the A-side end piece 33 is then subjected to a hardening process. This manufacturing method reduces the proportion of high-quality steels for the rotor shaft to what is absolutely necessary.
Abstract
Elektromotore insbesondere zum Antrieb von Kraftfahrzeugen erfordern neben einem kompakten und billigen Aufbau und einer hohen Leistungsfähigkeit auch ein möglichst geringes Gesamtgewicht. Dieses wird erfindungsgemäß dadurch erzielt, daß die Rotorwelle (11) aus einem eine Hohlwelle bildenden, rohrförmigen Verbindungsstück (31) besteht, an das A- und B-seitig je ein Endstück (33, 35) mit einer Lagerstelle (37, 39) für die Lager (21, 23) durch Reibschweißen stofflüssig befestigt sind. Mit der gewichtsarmen Rotorwelle (11) wird eine erhebliche Gewichtseinsparung bei leistungsstarken Elektromotoren erzielt. <IMAGE>
Description
- Die Erfindung betrifft einen Elektromotor, insbesondere einen Asynchronmotor zum Antrieb von Kraftfahrzeugen der im Oberbegriff des Patentanspruchs 1 angegebenen Art.
- Elektromotore mit Innenläufer sind seit langem in zahlreichen verschiedenen Ausführungsformen bekannt, und es wird auch seit langem angestrebt, die Herstellkosten dieser Motoren bei Wahrung ihrer Qualität zu senken bzw. gleichzeitig ihre elektrischen und mechanischen Eigenschaften noch zu verbessern.
- Bei Elektromotoren insbesondere zum Antrieb von Kraftfahrzeugen wird außerdem gefordert, daß sie kompakt und leistungsstark ausgebildet sind und außerdem ein möglichst geringes Gewicht aufweisen sollen. Aufgrund dieser Gewichtsersparnis wird der Energieverbrauch des Fahrzeugs entsprechend gesenkt.
- Der Erfindung liegt nun die Aufgabe zugrunde, einen Elektromotor, insbesondere einen leistungsstarken Elektromotor zum Antrieb von Kraftfahrzeugen zu schaffen, der sich gegenüber den bisherigen Elektromotoren durch eine erhebliche Gewichtseinsparung auszeichnet und der dabei einfach und kostengünstig herstellbar ist. Diese Aufgabe wird durch die im Patentanspruch 1 gekennzeichneten Merkmale gelöst.
- Der erfindungsgemäße Elektromotor zeichnet sich durch eine leichtgewichtige Rotorwelle aus, die aus separat hergestellten Einzelteilen besteht, welche durch Verwendung der ansich bekannten Reibschweißung auf einfachste Weise miteinander verbunden werden. Da die Werkstoffe der einzelnen Teile unterschiedlich ausgewählt werden können, ergibt sich eine kostengünstige Herstellung der Rotorwelle und damit des Elektromotors.
- Weitere vorteilhafte Ausgestaltungen des Erfindungsgegenstandes sind den weiteren Unteransprüchen zu entnehmen.
- Die Erfindung wird anhand eines Ausführungsbeispiels im folgenden näher beschrieben. Es zeigen:
- Figur 1
- einen Längsschnitt durch einen geschlossenen Elektromotor,
- Figur 2
- die Rotorwelle nach der Reibschweißverbindung der Einzelteile,
- Figur 3
- die Rotorwelle gemäß Figur 2 nach spanabhebender Bearbeitung und
- Figur 4
- die Rotorwelle mit dem Rotorblechpaket.
- Die Figur 1 zeigt einen Elektromotor 1 mit einem geschlossenen Gehäuse 3, insbesondere einen Asynchronmotor zum Antrieb eines Kraftfahrzeuges. Das Motorgehäuse 3 besteht aus einem zylindrischen Gehäusemantel 5, dessen beide offene Stirnseiten einerseits durch ein erstes Lagerschild 7 und andererseits durch ein zweites Lagerschild 9 abgedichtet sind. Dieses Motorgehäuse 3 enthält einen Motor mit einer Rotorwelle 11, einem Rotor 13, Kurzschlußringen 15, einem Stator 17 und mit Statorwickelköpfen 19. Die Rotorwelle 11 ist mittels Wälzlager 21, 23 in den Lagerschilden 7, 9 drehbar gelagert. Weiterhin weist der aus Metall bestehende zylindrische Gehäusemantel 5 in Umfangsrichtung gleichmäßig verteilt und achsensymmetrisch zum Rotor 13 bzw. Stator 17 angeordnete Längskanäle 25 auf, welche über Verbindungskanäle 27, 29 in den Lagerschilden 7, 9 derart flüssigkeitsleitend miteinander in Verbindung stehen, daß die Kühlflüssigkeit den Gehäusemantel 5 mäanderförmig durchläuft. Eine derartig wirkungsvolle Kühlung ist für den kompakt ausgebildeten, leistungsstarken Elektromotor 1 zum Antrieb von Kraftfahrzeugen erforderlich. Das Gesamtgewicht dieses Elektromotors 1 wird erfindungsgemäß dadurch reduziert, daß die Rotorwelle 11 aus einem eine Hohlwelle bildenden, rohrförmigen Verbindungsstück 31 besteht, an das A- und B-seitig je ein Endstück 33, 35 mit einer Lagerstelle 37, 39 für die Lager 21, 23 durch Reibschweißen stoffschlüssig befestigt sind. Aus diesem Grunde ist es möglich, für die Einzelteile je nach der Anforderung unterschiedliche Werkstoffe auszuwählen. So bestehen das rohrförmige Verbindungsstück 31 und das B-seitige Endstück 35 aus einem einfachen Kohlenstoffstahl, z. B. aus einem Stahl ST35 oder ST37, während das A-seitige Endstück 33 aus einem härtbaren Stahl hergestellt ist. Dieses Endstück 33 kann daher auch für sich allein gehärtet werden, wodurch sich die Herstellungskosten ebenfalls reduzieren lassen. Die Endstücke 33, 35 weisen an ihren mit dem Verbindungsstück 31 zu verschweißenden Stirnflächen 41, 43 zentrisch angeordnete Sacklochbohrungen 45, 47 auf, derart, daß die zu verschweißenden Flächen der Endstücke 33, 35 und des Verbindungsstückes 31 gleich groß ausgebildet sind. Hierdurch wird eine schnelle und sichere Verbindung zwischen den Einzelteilen der Rotorwelle 11 geschaffen. Um einen Überdruck in dem rohrförmigen Verbindungsstück 31 während des Reibschweißvorganges zu verhindern, kann ein Endstück 33, 35 mit einer Druckausgleichsöffnung versehen werden. Vorteilhaft ist diese Druckausgleichsöffnung in dem B-seitigen Endstück 35 angeordnet, da diese eine kürzere Länge aufweist als das A-seitige Endstück 33. Auch werden an dem Endstück 35 nicht so hohe Anforderungen bezüglich Festigkeit gestellt als dies bei dem A-seitigen Endstück 33 der Fall ist. Die Druckausgleichsöffnung besteht aus einer in axialer Richtung zentrisch in dem B-seitigen Endstück 35 angeordneten Durchgangsbohrung 49. Auch sind die Endstücke 33, 35 aus einem Rundmaterial hergestellt, was handelsüblich bezogen werden kann.
- Die Rotorwelle 11 ist auch einfach in der Herstellung, wobei zunächst die Endstücke 33, 35 mit den Sacklochbohrungen 45, 47 und das rohrförmige Verbindungsstück 31 jeweils getrennt aus Rundmaterial und aus Stahlrohrprofilen mit gleichem Außendurchmesser hergestellt werden. Dann werden die Endstücke 33, 35 durch Reibschweißen mit dem Verbindungsstück 31 stoffschlüssig verbunden, woran sich dann eine spanabhebende Bearbeitung für die Herstellung der Lagerflächen 37, 39 auf den Enstücken 33, 35, der Lageraufnahme 53 für einen Tacho auf dem B-seitigen Endstück 35, der gerändelten Außenumfangsfläche 51 auf dem Verbindungsstück 31 zum Befestigen des Rotorblechpaketes 13 und des Antriebsritzels 55 auf dem A-seitigen Endstück 33 anschließt. Abschließend wird dann noch das Antriebsritzel 55 auf dem A-seitigen Endstück 33 einem Härteprozeß unterzogen. Durch diese Fertigungsmethode wird der Anteil hochwertiger Stähle für die Rotorwelle auf das unbedingt notwendige reduziert.
- Die erfindungsgemäße Rotorwelle 11 zeichnet sich durch ein geringes Gesamtgewicht aus, deren Einzelteile einfach und billig herzustellen und miteinander zu verbinden sind.
Claims (9)
- Elektromotor, insbesondere zum Antrieb von Kraftfahrzeugen mit einem Rotor, dessen Rotorwelle beidseitig mittels Lager in Lagerschilden eines Motorgehäuses drehbar gelagert ist, und mit einem den Rotor umgebenden Stator, dadurch gekennzeichnet, daß die Rotorwelle (11) aus einem eine Hohlwelle bildenden, rohrförmigen Verbindungsstück (31) besteht, an das A- und B-seitig je ein Endstück (33, 35) mit einer Lagerstelle (37, 39) für die Lager (21, 23) durch Reibschweißen stofflüssig befestigt sind.
- Elektromotor nach Anspruch 1, dadurch gekennzeich net, daß das rohrförmige Verbindungsstück (31) und das B-seitige Endstück (35) aus einem einfachen Kohlenstoffstahl, z. B. aus einem Stahl ST35 oder ST37 bestehen, und daß das A-seitige Endstück (33) aus einem härtbaren Stahl hergestellt ist.
- Elektromotor nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Endstücke (33, 35) an ihrem mit dem Verbindungsstück (31) zu verschweißenden Stirnflächen (41, 43) zentrisch angeordnete Sacklochbohrungen (45, 47) aufweisen, derart, daß die zu verschweißenden Flächen der Endstücke (33, 35) und das Verbindungsstück (31) gleich groß ausgebildet sind.
- Elektromotor nach Anspruch 3, dadurch gekennzeichnet, daß ein Endstück (35, 33) eine Druckausgleichsöffnung aufweist.
- Elektromotor nach Anspruch 4, dadurch gekennzeichnet, daß die Druckausgleichsöffnung in dem B-seitigen Endstück (35) angeordnet ist.
- Elektromotor nach Anspruch 5, dadurch gekennzeichnet, daß die Druckausgleichsöffnung aus einer in axialer Richtung zentrisch in dem B-seitigen Endstück (35) angeordneten Durchgangsbohrung (49) besteht.
- Elektromotor nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Endstücke (33, 35) aus Rundmaterial hergestellt sind.
- Elektromotor nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß das Verbindungsstück (31) eine gerändelte oder gekordelte Außenumfangsfläche (51) für einen Preßsitz des Rotorblechpaketes (13) aufweist.
- Verfahren zur Herstellung der Rotorwelle für einen Elektromotor nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß die Endstücke (33, 35) mit den Sacklochbohrungen (45, 47) und das Verbindungsstück (31) jeweils getrennt aus Rundmaterial und aus Stahlrohrprofilen mit gleichem Außendurchmesser hergestellt werden, daß dann die Endstücke (33, 35) durch Reibschweißen mit dem Verbindungsstück (31) stofflüssig verbunden werden, daß danach anschließend eine spanabhebende Bearbeitung für die Herstellung der Lagerflächen (37, 39) auf den Endstücken (33, 35), der Lageraufnahmefläche (53) für einen Tacho auf dem B-seitigen Endstück (35), der gerändelten Außenumfangsfläche (51) auf dem Verbindungsstück (31) und des Antriebsritzels (55) auf dem A-seitigen Endstück (33) erfolgt und daß abschließend noch eine Härtung mindestens des Antriebsritzels (55) auf dem A-seitigen Endstück (33) vorgenommen wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4240045A DE4240045C1 (de) | 1992-11-28 | 1992-11-28 | Elektromotor, insbesondere zum Antrieb von Kraftfahrzeugen |
| DE4240045 | 1992-11-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0600270A1 true EP0600270A1 (de) | 1994-06-08 |
Family
ID=6473887
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93118164A Withdrawn EP0600270A1 (de) | 1992-11-28 | 1993-11-10 | Elektromotor, insbesondere zum Antrieb von Kraftfahrzeugen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0600270A1 (de) |
| DE (1) | DE4240045C1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0869600A1 (de) * | 1997-04-03 | 1998-10-07 | Electric Boat Corporation | Rotorwelle einer elektrischen Motor/Generator |
| EP0886364A1 (de) * | 1997-06-19 | 1998-12-23 | Itt Manufacturing Enterprises, Inc. | Rotor für eine elektrische Machine |
| WO1999017423A2 (de) * | 1997-09-30 | 1999-04-08 | Robert Bosch Gmbh | Elektrische maschine, insbesondere drehstromgenerator |
| GB2340914A (en) * | 1998-08-24 | 2000-03-01 | Dana Corp | Friction welded axle shaft |
| FR2829311A1 (fr) * | 2001-09-06 | 2003-03-07 | Mecanique Magnetique Sa | Systeme modulaire de suspension et d'entrainement en rotation d'un arbre tournant |
| US8047306B2 (en) | 2005-10-03 | 2011-11-01 | Letourneau Technologies Drilling Systems, Inc. | Top drive drilling system and other applications using a low speed direct drive AC motor |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6218026B1 (en) | 1995-06-07 | 2001-04-17 | Allison Engine Company | Lightweight high stiffness member and manufacturing method thereof |
| US5724643A (en) * | 1995-06-07 | 1998-03-03 | Allison Engine Company, Inc. | Lightweight high stiffness shaft and manufacturing method thereof |
| DE10261626B4 (de) | 2002-12-27 | 2011-06-22 | Robert Bosch GmbH, 70469 | Elastische Wellenverbindung mit Versatzausgleich |
| DE10326074B4 (de) * | 2003-06-10 | 2015-04-02 | Trw Automotive Electronics & Components Gmbh & Co. Kg | Elektromotorischer Antrieb, insbesondere für eine Pumpe für eine elektrohydraulische Fahrzeuglenkvorrichtung |
| DE102007032131A1 (de) * | 2007-06-30 | 2009-01-02 | Robert Bosch Gmbh | Rotorträger für eine elektrische Maschine sowie Verfahren zu seiner Herstellung |
| DE102010022621A1 (de) * | 2010-06-04 | 2011-12-08 | Volkswagen Ag | Rotorwelle für ein elektrisches Aggregat |
| DE102013200197B4 (de) * | 2013-01-09 | 2014-08-28 | Airboss Air Tool Co., Ltd. | Verfahren zur Herstellung einer Welle für ein pneumatisches Werkzeug und mittels dieses Verfahrens hergestellte Welle |
| DE102014107843B3 (de) | 2014-06-04 | 2015-11-26 | Thyssenkrupp Presta Teccenter Ag | Medientransport in Rotorwelle |
| CN104210714A (zh) * | 2014-09-21 | 2014-12-17 | 金方明 | 一种包装机转轴连接件及其热处理工艺 |
| DE102016215979A1 (de) | 2016-08-25 | 2018-03-01 | Thyssenkrupp Ag | Gebaute Rotorwelle asymmetrischer Bauweise sowie Rotor und Verfahren zur Herstellung der gebauten Rotorwelle und des Rotors |
| EP3669444B1 (de) | 2017-08-16 | 2022-11-30 | Sew-Eurodrive GmbH & Co. KG | Elektromotor, umfassend einen rotor |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE935620C (de) * | 1950-12-21 | 1955-11-24 | Siemens Ag | Elektrische Maschine geschlossener Bauart mit Rueckkuehlvorrichtung |
| JPS62203529A (ja) * | 1986-11-14 | 1987-09-08 | Fuji Electric Co Ltd | 摩擦溶接による回転軸の製造方法 |
| WO1989011752A1 (en) * | 1988-05-27 | 1989-11-30 | Allied-Signal Inc. | Method of forming a permanent magnet rotor |
| EP0501199A1 (de) * | 1991-02-27 | 1992-09-02 | Licentia Patent-Verwaltungs-GmbH | Läufer für kleine Elektromotoren |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7736471U1 (de) * | 1977-11-29 | 1978-03-02 | Siemens Ag, 1000 Berlin Und 8000 Muenchen | Elektrischer motor |
-
1992
- 1992-11-28 DE DE4240045A patent/DE4240045C1/de not_active Expired - Fee Related
-
1993
- 1993-11-10 EP EP93118164A patent/EP0600270A1/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE935620C (de) * | 1950-12-21 | 1955-11-24 | Siemens Ag | Elektrische Maschine geschlossener Bauart mit Rueckkuehlvorrichtung |
| JPS62203529A (ja) * | 1986-11-14 | 1987-09-08 | Fuji Electric Co Ltd | 摩擦溶接による回転軸の製造方法 |
| WO1989011752A1 (en) * | 1988-05-27 | 1989-11-30 | Allied-Signal Inc. | Method of forming a permanent magnet rotor |
| EP0501199A1 (de) * | 1991-02-27 | 1992-09-02 | Licentia Patent-Verwaltungs-GmbH | Läufer für kleine Elektromotoren |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 012, no. 060 (E - 584) 23 February 1988 (1988-02-23) * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0869600A1 (de) * | 1997-04-03 | 1998-10-07 | Electric Boat Corporation | Rotorwelle einer elektrischen Motor/Generator |
| EP0886364A1 (de) * | 1997-06-19 | 1998-12-23 | Itt Manufacturing Enterprises, Inc. | Rotor für eine elektrische Machine |
| WO1999017423A2 (de) * | 1997-09-30 | 1999-04-08 | Robert Bosch Gmbh | Elektrische maschine, insbesondere drehstromgenerator |
| WO1999017423A3 (de) * | 1997-09-30 | 1999-05-20 | Bosch Gmbh Robert | Elektrische maschine, insbesondere drehstromgenerator |
| GB2340914A (en) * | 1998-08-24 | 2000-03-01 | Dana Corp | Friction welded axle shaft |
| FR2829311A1 (fr) * | 2001-09-06 | 2003-03-07 | Mecanique Magnetique Sa | Systeme modulaire de suspension et d'entrainement en rotation d'un arbre tournant |
| WO2003021748A1 (fr) * | 2001-09-06 | 2003-03-13 | Societe De Mecanique Magnetique | Systeme modulaire de suspension et d'entrainement en rotation d'un arbre tournant |
| US8047306B2 (en) | 2005-10-03 | 2011-11-01 | Letourneau Technologies Drilling Systems, Inc. | Top drive drilling system and other applications using a low speed direct drive AC motor |
Also Published As
| Publication number | Publication date |
|---|---|
| DE4240045C1 (de) | 1994-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4240045C1 (de) | Elektromotor, insbesondere zum Antrieb von Kraftfahrzeugen | |
| EP2069180B1 (de) | Radsatzwelle für eine achsreitende elektrische antriebsmaschine und antriebseinheit | |
| EP0295319B1 (de) | Tiefdruckzylinder, bestehend aus einem Kern und einer lösbar mit diesem verbundenen Hülse | |
| DE2514265C3 (de) | Antrieb für ein elektrisches Schienenfahrzeug | |
| DE3917343A1 (de) | Schleifringloser klauenpol-generator | |
| DE2254397A1 (de) | Dynamoelektrische maschine und verfahren zum zusammenbau derselben | |
| DE2953033C2 (de) | Rotor einer elektrischen Maschine mit ausgeprägten Polen | |
| DE2924863C2 (de) | Anordnung zur Befestigung einer Luftspaltwicklung | |
| EP0738591A1 (de) | Übertragungszylinder mit elektromotorischer Antriebseinheit | |
| EP0582563A1 (de) | Schienenfahrzeug-Direktantrieb für ein Fahrzeugrad | |
| DE656773C (de) | Laeufer fuer elektrische Maschinen | |
| EP0831011B1 (de) | Lenksäulenbaueinheit | |
| DE102007032131A1 (de) | Rotorträger für eine elektrische Maschine sowie Verfahren zu seiner Herstellung | |
| DE1538827A1 (de) | Gleichstrommotor | |
| EP1092257A1 (de) | Elektromotor | |
| DE19530283A1 (de) | Übertragungszylinder mit elektromotorischer Antriebseinheit | |
| DE10230006A1 (de) | Asynchronmaschine | |
| DE3635987C2 (de) | ||
| DE2439096A1 (de) | Lagerbuechse sowie verfahren und vorrichtung zu ihrer herstellung | |
| CH665063A5 (de) | Asynchronlaeufer. | |
| DE2418242B2 (de) | Elektrische Antriebseinheit, beispielsweise zum Antrieb von Trommelwaschmaschinen, bestehend aus zwei baulich zusammengefaßten Antriebsmotoren | |
| DE3930940C2 (de) | Dynamoelektrische maschine | |
| DE102009059288A1 (de) | Durchbiegesteuerbare Walze und Verfahren zum Antrieb derselben | |
| DE102020119442A1 (de) | Verfahren zur Herstellung eines Zwischenprodukts für eine elektrische Maschine, umfassend ein Statorblechpaket und einen damit verbundenen Gehäuseteil des Gehäuses | |
| EP0626220A1 (de) | Drahtführungskörper für eine Drahtziehmaschine und Verfahren zu dessen Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19941011 |