EP0518737A1 - Procédé pour l'enroulement d'un bobinage électrique - Google Patents
Procédé pour l'enroulement d'un bobinage électrique Download PDFInfo
- Publication number
- EP0518737A1 EP0518737A1 EP92401540A EP92401540A EP0518737A1 EP 0518737 A1 EP0518737 A1 EP 0518737A1 EP 92401540 A EP92401540 A EP 92401540A EP 92401540 A EP92401540 A EP 92401540A EP 0518737 A1 EP0518737 A1 EP 0518737A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- turn
- winding
- turns
- place
- normally
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004804 winding Methods 0.000 title claims abstract description 72
- 238000000034 method Methods 0.000 title claims abstract description 11
- 230000000630 rising effect Effects 0.000 claims description 15
- 230000000284 resting effect Effects 0.000 claims description 3
- 230000007704 transition Effects 0.000 claims 1
- 241000826860 Trapezium Species 0.000 abstract description 4
- 238000010079 rubber tapping Methods 0.000 abstract 1
- 230000007547 defect Effects 0.000 description 3
- KWGRBVOPPLSCSI-WPRPVWTQSA-N (-)-ephedrine Chemical compound CN[C@@H](C)[C@H](O)C1=CC=CC=C1 KWGRBVOPPLSCSI-WPRPVWTQSA-N 0.000 description 2
- 238000012550 audit Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2823—Wires
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/082—Devices for guiding or positioning the winding material on the former
- H01F41/086—Devices for guiding or positioning the winding material on the former in a special configuration on the former, e.g. orthocyclic coils or open mesh coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2823—Wires
- H01F2027/2842—Wire coils wound in conical zigzag to reduce voltage between winding turns
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S174/00—Electricity: conductors and insulators
- Y10S174/13—High voltage cable, e.g. above 10kv, corona prevention
- Y10S174/14—High voltage cable, e.g. above 10kv, corona prevention having a particular cable application, e.g. winding
- Y10S174/19—High voltage cable, e.g. above 10kv, corona prevention having a particular cable application, e.g. winding in a dynamo-electric machine
- Y10S174/22—Winding per se
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49071—Electromagnet, transformer or inductor by winding or coiling
Definitions
- the present invention relates to a method of winding an electric winding.
- the invention applies to the windings of transformers, especially to high voltage windings.
- FIG. 4 of French patent 717 497 thus shows, with the text relating thereto page 5, line 82 to page 6, line 84, a winding of 70 turns in twenty oblique layers.
- the first layer comprising only one turn
- the second layer comprising two turns
- the 3rd layer also comprising 2 turns
- the 4th layer 3 turns
- the 6th layer 4 turns
- the layers 7th to 14th each 5 turns
- the 16th and 17th layers 3 turns each
- the 18th layer 2 turns
- the layers are 30 degrees with the horizontal.
- the internal horizontal layer includes the turns 1, 2, 5, 6, 12, 13, 21, 22, 31, 32, 41, 42, 51 and 52 and the external horizontal layer the turns: 17, 26, 27, 36, 37, 46, 47, 56, 57, 63, 64, 68, 69 and 70.
- a first defect of this winding consists in that it requires lateral flanges for holding the winding.
- the adjustment is usually done as follows. If the total nominal voltage is N volts and we want to be able to make an adjustment at a voltage lower than 2.5%, we stitch on the external turns two points, the number of turns between these two points must correspond to this which is necessary to obtain 2.5% less tension. The adjustment is made by forming a bridge between these two points each connected to a connector. It is therefore clear that in an oblique layer winding as described in the document cited above, the adjustment voltage cannot be obtained to the value of the voltage of a turn near since the turns of the external horizontal layer do not follow each other.
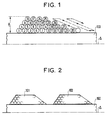
- Figure 1 is a diagram illustrating in a half-section through a plane containing the axis of the winding, the winding process of a winding according to the invention with the numbering of the turns in their winding order.
- FIG. 2 illustrates the general appearance, in a half-section through a plane containing the axis of the winding, of a winding composed of two coils arranged in series on the same mandrel.
- FIGS 3 and 4 illustrate, in two separate cases, the method according to the invention used to allow the placement on the outer layer of turns which would normally be located on inner layers, for the purpose of making adjustments.
- FIG. 5 schematically illustrates an installation for carrying out the winding of the invention.
- FIG. 1 we see a mandrel 100 on which is wound a winding of which twenty-nine turns have been referenced. All the turns are numbered in the order they were made. It can be seen that the winding process begins so as to gradually climb the winding until it reaches its top, here the turn 16 and that at this time, the section of the winding, in the half-plane shown in the figure, in the shape of a triangle, which has a first side constituting a horizontal layer composed of the turns 1, 2, 3, 6, 7, 12 and 13, a second side forming at the oblique rising face composed of the turns 1, 4, 9 and 16, and a third side composed of the turns 13, 14, 15 and 16.
- FIG. 2 shows a winding formed by two coils 101, 102, successively wound in series on the same mandrel 100.
- the winding thus formed is perfectly stable, self-supporting and there is no need for lateral flanges to maintain the assembly. Indeed, the turns of the rising edge: 1, 4, 9, 16 are well "seated".
- the turn 1 being directly on the mandrel, the turn 4 carrying on the turns 1 and 2, the turn 9 on the turns 4 and 5 and the turn 16 on turns 9 and 10.
- this last turn 2 is already held by turn 3.
- each turn also rests on two turns located on a layer parallel to the axis ⁇ , as well as all the turns of the winding, except of course those located on the large base of the trapezoid which bear directly on the mandrel 100.
- FIG. 3 illustrates the process making it possible, during winding, to place, during the winding of the turns of a descending oblique layer, on the external horizontal layer, that is to say on the small base of the trapezium, turn which normally should be located lower on the slope and therefore covered by subsequent oblique layers, in order to be able to use this turn as an adjustment point.
- turns were numbered, in the order of their execution, from the turn, numbered quite arbitrarily for convenience, 50.
- the turn n to be placed on the outer layer is the turn 62.
- we go down as for a descending layer by successively placing the turns 73, 74, 75, 76 and 77 then there, the oblique layer being full we place sacred at the bottom, against the mandrel 100 by placing the turn 78 to start a rising layer again.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Coil Winding Methods And Apparatuses (AREA)
- Windings For Motors And Generators (AREA)
- Coils Of Transformers For General Uses (AREA)
- Insulating Of Coils (AREA)
- Coils Or Transformers For Communication (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
- Winding Of Webs (AREA)
Abstract
Description
- La présente invention concerne un procédé d'enroulement d'un bobinage électrique.
- Plus particulièrement, l'invention s'applique aux bobinages des transformateurs, spécialement aux bobinages haute tension.
- Il est connu d'effectuer un bobinage en couches obliques et à spires planes perpendiculairement à l'axe d'enroulement. Ce type d'enroulement permet, par rapport à un bobinage classique en couches horizontales à spires jointives en hélice, de diminuer la tension maximale entre spires des couches successives et donc de diminuer les épaisseurs des isolants entre couches et même parfois de les supprimer.
- La figure 4 du brevet français 717 497 montre ainsi, avec le texte s'y rapportant page 5, ligne 82 à page 6, ligne 84, un bobinage de 70 spires en vingt couches obliques. La première couche ne comprenant qu'une seule spire, la seconde couche comportant deux spires, la 3ème couche comportant également 2 spires, la 4ème couche 3 spires, la 5ème couche 4 spires, la 6ème couche 4 spires, les couches 7ème à 14ème chacune 5 spires, la 15ème couche 4 spires, la 16ème et la 17ème couches 3 spires chacune, la 18ème couche 2 spires, la 19ème et la 20ème couches 1 spire chacune. Les couches font 30 degrés avec l'horizontale.
- Ces 70 spires bobinées en vingt couches obliques forment, comme on peut le voir sur la figure 4, cinq couches horizontales.
- En repérant les spires, dans l'ordre consécutif du bobinage, on constate que la couche horizontale interne comporte les spires 1, 2, 5, 6, 12, 13, 21, 22, 31, 32, 41, 42, 51 et 52 et la couche horizontale externe les spires : 17, 26, 27, 36, 37, 46, 47, 56, 57, 63, 64, 68, 69 et 70.
- Un premier défaut de ce bobinage consiste en ce qu'il nécessite des flasques latéraux de maintien du bobinage.
- Un deuxième défaut provient du fait, comme on le constate ci-dessus, que les différentes spires de la couche horizontale externe ne se suivent pas. Il en résulte que, lorsque l'on souhaite avoir des prises de réglage de la tension il n'est pas possible, en général, d'obtenir une valeur de réglage précise atteignant la précision de la valeur de la tension d'une spire. En effet, le réglage se fait habituellement de la façon suivante. Si la tension nominale totale est de N volts et que l'on souhaite pouvoir faire un réglage à une tension inférieure de 2,5 %, on pique sur les spires externes deux points, le nombre de spires entre ces deux points devant correspondre à ce qui est nécessaire pour obtenir les 2,5 % de tension en moins. Le réglage se fait en formant un pontage entre ces deux points reliés chacun à un connecteur. Il est donc clair que dans un bobinage en couche oblique tel que décrit dans le document cité ci-dessus, la tension de réglage ne peut pas être obtenue à la valeur de la tension d'une spire près puisque les spires de la couche horizontale externe ne se suivent pas.
- Le premier défaut de ce bobinage est résolu par le document CH-A-254 093 qui décrit un enroulement en couches obliques et dont la demi-section par un plan contenant son axe a la forme d'un trapèze. Le bobinage forme ainsi un ensemble stable ne nécessitant pas de flasques. Pour confectionner le bobinage on commence par exécuter une section triangulaire .
- Cependant le second défaut susdit relatif aux prises de réglage n'est pas résolu.
- La présente invention a pour but de pallier cet inconvénient et a pour objet un procédé pour l'enroulement d'un bobinage électrique du type à enroulement en couches obliques à spires planes perpendiculaires à l'axe Δ d'enroulement, le passage d'une spire à la suivante étant réalisé par un décalage, la demi-section du bobinage par un plan contenant son axe Δ ayant la forme d'un trapèze quelconque, le bobinage constituant un ensemble mécanique stable autoportant, les spires situées sur les côtés obliques du trapèze s'appuyant chacune, excepté les deux spires situées à l'une et à l'autre extrémité de la grande base du trapèze, sur deux spires situées sur une couche parallèle à l'axe Δ d'enroulement, le démarrage de l'enroulement consistant à former au départ, dans ladite section, un triangle ayant une base située contre un mandrin d'enroulement, un second côté constituant un front de montée et un troisième côté parallèlement auquel viennent, par la suite, en montant et en descendant alternativement, se placer les couches obliques ultérieures faisant progresser petit à petit le bobinage le long de l'axe du mandrin, le point de rencontre du front de montée avec le troisième côté constituant le sommet dudit trapèze, chaque spire du front de montée, excepté la première, reposant sur deux spires successives situées sur une même couche parallèle à l'axe de l'enroulement et enroulées précédemment, mais non immédiatement, avant la spire du front de montée, la première des deux dites spires étant la précédente spire du front de montée, caractérisé par le fait que lorsque l'on souhaite placer un connecteur pour effectuer une prise de réglage sur une spire numéro n qui, dans le cours normal de l'enroulement ne se trouve pas sur la couche externe parallèle à l'axe de l'enroulement mais enfouie dans le bobinage, on procède de la façon suivante :
- 1/ si ladite spire numéro n est une spire normalement placée au cours de la descente parallèlement audit troisième côté :
- après avoir placé la dernière spire en phase de montée et dont le rang est n - x, on place la spire de rang n - x + 1 à la place où l'on aurait normalement placé la spire de rang n - x + 2, c'est-à-dire qu'on laisse libre l'emplacement d'une spire, puis on continue à descendre normalement, chaque spire se trouvant donc à l'emplacement réservé normalement à la suivante jusqu'à ce que l'on arrive à la spire de rang n - 1 qui se trouve alors à l'emplacement où aurait dû se trouver la spire de rang n,
- la spire de rang n est ensuite placée à la place laissée libre, c'est-à-dire à la place où aurait dû être placée la spire de rang n - x + 1,
- la spire de rang n + 1 vient ensuite se placer dans la descente, dans l'emplacement qui suit la spire de rang n - 1, c'est-à-dire que cette spire reprend son emplacement normal et l'on continue la descente normalement,
- 2/ si ladite spire de rang n est une spire normalement placée au cours de la montée parallèlement audit troisième côté : on commence à placer normalement les spires en montant, jusques et y compris la spire de rang n - 1, puis on place la spire de rang n au sommet de la montée, c'est-à-dire du trapèze, puis on redescend petit à petit jusqu'à combler l'emplacement où aurait dû normalement être placée la spire de rang n, enfin on place la spire de la nouvelle montée sur le diamètre intérieur, contre le mandrin et l'on continue normalement le bobinage.
- On va maintenant donner la description d'un exemple de mise en oeuvre de l'invention en se reportant au dessin annexé dans lequel :
- La figure 1 est un schéma illustrant dans une demi-section par un plan contenant l'axe du bobinage, le procédé d'enroulement d'un bobinage selon l'invention avec la numérotation des spires dans leur ordre d'enroulement.
- La figure 2 illustre l'allure générale, dans une demi-section par un plan contenant l'axe du bobinage, d'un bobinage composé de deux bobines disposées en série sur le même mandrin.
- Les figures 3 et 4 illustrent, dans deux cas distincts, le procédé selon l'invention utilisé pour permettre de placer sur la couche externe des spires qui seraient normalement situées sur des couches internes, dans le but de réaliser des prises de réglage.
- La figure 5 illustre schématiquement une installation pour effectuer le bobinage de l'invention.
- En se référant à la figure 1, on voit un mandrin 100 sur lequel est enroulé un bobinage dont vingt-neuf spires ont été référencées. Toutes les spires sont numérotées dans l'ordre où elles ont été effectuées. On voit que le procédé d'enroulement commence de façon à monter petit à petit le bobinage jusqu'à atteindre son sommet, ici la spire 16 et qu'à ce moment là, la section du bobinage, dans le demi-plan représenté sur la figure, a la forme d'un triangle, qui a un premier côté constituant une couche horizontale composée des spires 1, 2, 3, 6, 7, 12 et 13, un second côté formant au front de montée oblique composé des spires 1, 4, 9 et 16, et un troisième côté composé des spires 13, 14, 15 et 16. Ensuite, on continue le bobinage par succession de couches obliques descendante puis montante parallèlement au troisième côté formé des spires 13, 14, 15 et 16. On a ainsi une couche oblique descendante formée des spires 17, 18, 19 et 20, puis une couche montante 21, 22, 23 et 24, etc..., le bobinage croissant ainsi, à hauteur H constante, le long de l'axe Δ du mandrin 100. La section de l'ensemble, dans le demi-plan, représenté sur les figures, forme ainsi un trapèze quelconque. Sur la figure 2, on a figuré un bobinage formé de deux bobines 101, 102, enroulées successivement en série sur le même mandrin 100.
- Les spires sont toutes planes perpendiculaires à l'axe Δ et non pas enroulées en hélice. Le passage d'une spire à la suivante, quel que soit son emplacement, se faisant par un décalage comme cela est connu et par exemple représenté sur la figure 2 du brevet français 717 497.
- Le bobinage ainsi formé est parfaitement stable, autoportant et il n'est nul besoin de flasques latéraux pour maintenir l'ensemble. En effet, les spires du front de montée : 1, 4, 9, 16 sont bien "assises". La spire 1 étant directement sur le mandrin, la spire 4 portant sur les spires 1 et 2, la spire 9 sur les spires 4 et 5 et la spire 16 sur les spires 9 et 10. En outre, le démarrage débutant par trois spires 1, 2 et 3 successives enroulées directement sur le mandrin, lorsque l'on vient placer la spire 4 sur les spires 1 et 2, cette dernière spire 2 est déjà maintenue par la spire 3. Le long de l'autre côté oblique du trapèze, chaque spire repose également sur deux spires situées sur une couche parallèle à l'axe Δ, ainsi d'ailleurs que toutes les spires du bobinage, sauf bien entendu celles situées sur la grande base du trapèze qui portent directement sur le mandrin 100.
- Comme il n'y a aucun flasque latéral, il est facile d'exécuter en automatique plusieurs bobines en série sur le même mandrin comme le montre la figure 2.
- La figure 3 illustre le procédé permettant, au cours du bobinage de placer, lors de l'enroulement des spires d'une couche oblique descendante, sur la couche horizontale externe, c'est-à-dire sur la petite base du trapèze, une spire qui, normalement, devrait être située plus bas sur la pente et donc recouverte par les couches obliques ultérieures, ceci afin de pouvoir utiliser cette spire comme prise de réglage.
- Pour illustrer le procédé, on a numéroté les spires, dans l'ordre de leur exécution, à partir de la spire, numérotée tout à fait arbitrairement par commodité, 50. La spire n à placer sur la couche externe est la spire 62.
- Lorsque l'on a placé la spire 57 appelée n - x, on place ensuite la spire n - x + 1 = 58 non pas à la place où elle devrait normalement être placée mais on saute cet emplacement pour la placer un cran plus loin, puis on continue à descendre en plaçant les spires 59, 60 et 61 un cran en avance par rapport à leur place normale puis on place la spire n = 62 sur la couche externe à l'emplacement laissé libre, à côté de la spire 57, puis on place ensuite la spire 63 qui retrouve sa place normale et la suite se poursuit normalement.
- La figure 3 illustre le cas où la spire à placer sur la couche externe est une spire qui normalement se trouve le long d'une couche oblique montante. Il s'agit de la spire n = 72. Ici, on a arbitrairement commencé à numéroter à partir d'une spire nommée 70. Une fois placée la spire n - 1 = 71, on place la spire n = 72 directement tout en haut sur la petite base du trapèze, c'est-à-dire sur la couche horizontale externe. Ensuite, l'on redescend comme pour une couche descendante en plaçant successivement les spires 73, 74, 75, 76 et 77 puis là, la couche oblique étant pleine on se place tout en bas, contre le mandrin 100 en plaçant la spire 78 pour recommencer une couche montante.
- Ainsi, on a montré comment on peut placer n'importe quelle spire d'une couche oblique complète (dès que l'on a terminé le triangle de départ) sur la couche horizontale externe. On peut donc effectuer un réglage de la tension avec une précision correspondant à la valeur de la tension d'une spire, ceci en effectuant un pontage entre deux prises placées sur deux spires de la couche horizontale externe.
- La figure 5 représente très schématiquement une installation permettant d'effectuer automatiquement un bobinage tel que décrit ci-dessus. L'ensemble comprend une structure mécano-soudée 80 supportant l'ensemble, un mandrin cylindrique 81 à axe vertical entraîné en rotation, un système 82 de déroulage du fil pilote 83 qui guide le fil axialement parallèlement à l'axe Δ du mandrin et déplace également radialement la poulie guide fil 84, un fut 85 de fil et un système de contrôle - commande 86 qui gère :
- la vitesse de rotation du mandrin
- les déplacements axiaux A et radiaux R du système 82 de déroulage,
- les caractéristiques de la bobine : nombre de couches, position des prises de réglage, diamètre du fil, etc.....
Claims (1)
- Procédé pour l'enroulement d'un bobinage électrique du type à enroulement en couches obliques à spires planes perpendiculaires à l'axe Δ d'enroulement, le passage d'une spire à la suivante étant réalisé par un décalage, la demi-section du bobinage par un plan contenant son axe Δ ayant la forme d'un trapèze quelconque (101, 102), le bobinage constituant un ensemble mécanique stable autoportant, les spires (4, 9, 16, 25, 26, 27) situées sur les côtés obliques du trapèze s'appuyant chacune, excepté les deux spires (1, 28) situées à l'une et à l'autre extrémité de la grande base du trapèze, sur deux spires (1, 2 ; 4, 5 ; 9, 10 ; 18, 23 ; 19, 22 ; 20, 21) situées sur une couche parallèle à l'axe Δ d'enroulement, le démarrage de l'enroulement consistant à former au départ, dans ladite section, un triangle ayant une base (1, 2, 3, 6, 7, 12, 13) située contre un mandrin d'enroulement (100), un second côté (1, 4, 9, 16) constituant un front de montée et un troisième côté (13, 14, 15, 16) parallèlement auquel viennent, par la suite, en montant et en descendant alternativement, se placer les couches obliques ultérieures faisant progresser petit à petit le bobinage le long de l'axe du mandrin, le point de rencontre (16) du front de montée avec le troisième côté constituant le sommet dudit trapèze, chaque spire (4, 9, 16) du front de montée, excepté la première (1), reposant sur deux spires successives (1, 2 ; 4, 5 ; 9, 10) situées sur une même couche parallèle à l'axe de l'enroulement et enroulées précédemment, mais non immédiatement, avant la spire du front de montée, la première des deux dites spires étant la précédente spire du front de montée, caractérisé par le fait que lorsque l'on souhaite placer un connecteur pour effectuer une prise de réglage sur une spire numéro n qui, dans le cours normal de l'enroulement ne se trouve pas sur la couche externe parallèle à l'axe de l'enroulement mais enfouie dans le bobinage, on procède de la façon suivante :- 1/ si ladite spire numéro n ( 62 ) est une spire normalement placée au cours de la descente parallèlement audit troisième côté :- après avoir placé la dernière spire (57) en phase de montée et dont le rang est n - x, on place la spire de rang n - x + 1 (58) à la place où l'on aurait normalement placé la spire de rang n - x + 2, c'est-à-dire qu'on laisse libre l'emplacement d'une spire, puis on continue à descendre normalement, chaque spire se trouvant donc à l'emplacement réservé normalement à la suivante jusqu'à ce que l'on arrive à la spire de rang n - 1 (61) qui se trouve alors à l'emplacement où aurait dû se trouver la spire de rang n (62),- la spire de rang n (62) est ensuite placée à la place laissée libre, c'est-à-dire à la place où aurait dû être placée la spire de rang n - x + 1 (58),- la spire de rang n + 1 (63) vient ensuite se placer dans la descente, dans l'emplacement qui suit la spire de rang n - 1 (61), c'est-à-dire que cette spire reprend son emplacement normal et l'on continue la descente normalement,- 2/ si ladite spire de rang n (72) est une spire normalement placée au cours de la montée parallèlement audit troisième côté : on commence à placer normalement les spires en montant, jusques et y compris la spire de rang n - 1 (71), puis on place la spire de rang n (72) au sommet de la montée, c'est-à-dire du trapèze, puis on redescend petit à petit jusqu'à combler l'emplacement où aurait dû normalement être placée la spire de rang n, enfin on place la spire (78) de la nouvelle montée sur le diamètre intérieur, contre le mandrin et l'on continue normalement le bobinage.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR919107327A FR2677802B1 (fr) | 1991-06-14 | 1991-06-14 | Bobinage electrique et son procede d'enroulement. |
| FR9107327 | 1991-06-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0518737A1 true EP0518737A1 (fr) | 1992-12-16 |
| EP0518737B1 EP0518737B1 (fr) | 1995-01-04 |
Family
ID=9413877
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92401540A Expired - Lifetime EP0518737B1 (fr) | 1991-06-14 | 1992-06-04 | Procédé pour l'enroulement d'un bobinage électrique |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5305961A (fr) |
| EP (1) | EP0518737B1 (fr) |
| AT (1) | ATE116762T1 (fr) |
| CA (1) | CA2071157C (fr) |
| DE (1) | DE69201110T2 (fr) |
| DK (1) | DK0518737T3 (fr) |
| ES (1) | ES2067308T3 (fr) |
| FR (1) | FR2677802B1 (fr) |
| GR (1) | GR3015555T3 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0750324A2 (fr) * | 1995-06-19 | 1996-12-27 | Nippondenso Co., Ltd. | Bobine électromagnétique et appareil pour sa fabrication |
| EP0762445A2 (fr) * | 1995-08-25 | 1997-03-12 | Nippondenso Co., Ltd. | Bobine électromagnétique à enroulement incliné et bobine d'allumage pour moteur à combustion interne utilisant cet enroulement |
| WO1998006114A1 (fr) * | 1996-08-07 | 1998-02-12 | Sagem S.A. | Bobinage, notamment pour circuit haute tension de bobine d'allumage |
| US5931404A (en) * | 1995-10-20 | 1999-08-03 | Paucher; Aime | Electric coil with a low voltage differential between adjacent windings |
| EP2608229A3 (fr) * | 2011-12-19 | 2014-03-12 | Dunkermotoren GmbH | Procédé et dispositif de fabrication d'un agencement de bobines |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3311471B2 (ja) * | 1994-02-25 | 2002-08-05 | スター精密株式会社 | 電磁音響変換器及びその巻線の巻回方法 |
| US6376775B1 (en) | 1996-05-29 | 2002-04-23 | Abb Ab | Conductor for high-voltage windings and a rotating electric machine comprising a winding including the conductor |
| PL330202A1 (en) | 1996-05-29 | 1999-04-26 | Asea Brown Boveri | Insulated conductor for high-voltage windings and method of making same |
| SE9602079D0 (sv) | 1996-05-29 | 1996-05-29 | Asea Brown Boveri | Roterande elektriska maskiner med magnetkrets för hög spänning och ett förfarande för tillverkning av densamma |
| BR9709391A (pt) | 1996-05-29 | 1999-08-10 | Asea Brown Boveri | Instalações que compreendem máquinas elétricas rotativas |
| SE510192C2 (sv) | 1996-05-29 | 1999-04-26 | Asea Brown Boveri | Förfarande och kopplingsarrangemang för att minska problem med tredjetonsströmmar som kan uppstå vid generator - och motordrift av växelströmsmaskiner kopplade till trefas distributions- eller transmissionsnät |
| SE512917C2 (sv) | 1996-11-04 | 2000-06-05 | Abb Ab | Förfarande, anordning och kabelförare för lindning av en elektrisk maskin |
| SE509072C2 (sv) | 1996-11-04 | 1998-11-30 | Asea Brown Boveri | Anod, anodiseringsprocess, anodiserad tråd och användning av sådan tråd i en elektrisk anordning |
| SE510422C2 (sv) | 1996-11-04 | 1999-05-25 | Asea Brown Boveri | Magnetplåtkärna för elektriska maskiner |
| SE515843C2 (sv) | 1996-11-04 | 2001-10-15 | Abb Ab | Axiell kylning av rotor |
| SE508544C2 (sv) | 1997-02-03 | 1998-10-12 | Asea Brown Boveri | Förfarande och anordning för montering av en stator -lindning bestående av en kabel. |
| SE508543C2 (sv) | 1997-02-03 | 1998-10-12 | Asea Brown Boveri | Hasplingsanordning |
| SE9704431D0 (sv) | 1997-02-03 | 1997-11-28 | Asea Brown Boveri | Effektreglering av synkronmaskin |
| SE9704421D0 (sv) | 1997-02-03 | 1997-11-28 | Asea Brown Boveri | Seriekompensering av elektrisk växelströmsmaskin |
| SE9704427D0 (sv) | 1997-02-03 | 1997-11-28 | Asea Brown Boveri | Infästningsanordning för elektriska roterande maskiner |
| SE9704422D0 (sv) | 1997-02-03 | 1997-11-28 | Asea Brown Boveri | Ändplatta |
| SE9704423D0 (sv) | 1997-02-03 | 1997-11-28 | Asea Brown Boveri | Roterande elektrisk maskin med spolstöd |
| JPH10233331A (ja) * | 1997-02-19 | 1998-09-02 | Toyo Denso Co Ltd | 点火コイルのバンク巻方法 |
| GB2331867A (en) | 1997-11-28 | 1999-06-02 | Asea Brown Boveri | Power cable termination |
| AU9362998A (en) | 1997-11-28 | 1999-06-16 | Asea Brown Boveri Ab | Method and device for controlling the magnetic flux with an auxiliary winding ina rotating high voltage electric alternating current machine |
| US6801421B1 (en) | 1998-09-29 | 2004-10-05 | Abb Ab | Switchable flux control for high power static electromagnetic devices |
| DE19919067A1 (de) * | 1999-04-27 | 2000-11-02 | Abb T & D Tech Ltd | Diagonal-Wicklung mit mindestens einer Anzapfung |
| US6278355B1 (en) * | 1999-08-23 | 2001-08-21 | Square D Company | Transformer winding |
| US20030106956A1 (en) * | 2001-12-10 | 2003-06-12 | Moga Viorel N. | System and method for winding an ignition coil |
| JP4148115B2 (ja) * | 2003-12-02 | 2008-09-10 | 株式会社村田製作所 | コイル巻線方法およびそれを用いたコイル部品 |
| JP3852778B2 (ja) * | 2004-02-18 | 2006-12-06 | スミダコーポレーション株式会社 | コイル、該コイルを用いたアンテナおよびトランス |
| RU2547808C2 (ru) * | 2013-07-24 | 2015-04-10 | Открытое акционерное общество "ОКБ-Планета" ОАО "ОКБ-Планета" | Катушка индуктивности |
| US9805864B2 (en) | 2014-04-04 | 2017-10-31 | Apple Inc. | Inductive spring system |
| US10062492B2 (en) | 2014-04-18 | 2018-08-28 | Apple Inc. | Induction coil having a conductive winding formed on a surface of a molded substrate |
| US20160064137A1 (en) * | 2014-09-02 | 2016-03-03 | Apple Inc. | Capacitively balanced inductive charging coil |
| US20160094078A1 (en) | 2014-09-29 | 2016-03-31 | Apple Inc. | Inductive coupling assembly for an electronic device |
| US10404089B2 (en) | 2014-09-29 | 2019-09-03 | Apple Inc. | Inductive charging between electronic devices |
| JP6485201B2 (ja) * | 2015-05-12 | 2019-03-20 | 株式会社村田製作所 | コイル部品 |
| DE102016222103A1 (de) * | 2016-11-10 | 2018-05-17 | Robert Bosch Gmbh | Verfahren zum Herstellen einer Wicklung in einer elektrischen Maschine |
| JP7218588B2 (ja) * | 2019-01-28 | 2023-02-07 | Tdk株式会社 | コイル部品 |
| JP7218589B2 (ja) * | 2019-01-28 | 2023-02-07 | Tdk株式会社 | コイル部品 |
| JP7218587B2 (ja) * | 2019-01-28 | 2023-02-07 | Tdk株式会社 | コイル部品 |
| DE102020127708A1 (de) | 2020-10-21 | 2022-04-21 | Ebm-Papst Mulfingen Gmbh & Co. Kg | Wicklungsoptimierung |
| CN114300263A (zh) * | 2022-01-24 | 2022-04-08 | 王永法 | 一种全自动高压线圈绕线机及绕线方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH254093A (de) * | 1943-07-13 | 1948-04-15 | Bohli Jakob | Hochspannungsspule. |
| US3886434A (en) * | 1973-09-07 | 1975-05-27 | Warwick Electronics Inc | Flyback transformer |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR717497A (fr) * | 1930-05-22 | 1932-01-09 | Thomson Houston Comp Francaise | Perfectionnements aux enroulements des machines électriques et à leurs procédés de fabrication |
| DE829334C (de) * | 1950-02-21 | 1952-01-24 | Blaupunkt Werke Gmbh | Spulenwickelverfahren und Spulenwickelmaschine zur Ausfuehrung dieses Verfahrens |
| NL288794A (fr) * | 1962-02-21 | 1900-01-01 | ||
| NL7713118A (nl) * | 1977-11-29 | 1979-05-31 | Philips Nv | Hoogspanningstransformator. |
| JPH0815376B2 (ja) * | 1984-11-09 | 1996-02-14 | 株式会社北斗製作所 | 自己融着電線使用による多層空芯コイルの巻線方法及び巻線装置 |
| US5114086A (en) * | 1990-08-01 | 1992-05-19 | Quantum Medical Systems, Inc. | Method and apparatus for winding a lumped element delay line |
-
1991
- 1991-06-14 FR FR919107327A patent/FR2677802B1/fr not_active Expired - Fee Related
-
1992
- 1992-06-04 EP EP92401540A patent/EP0518737B1/fr not_active Expired - Lifetime
- 1992-06-04 DK DK92401540.7T patent/DK0518737T3/da active
- 1992-06-04 DE DE69201110T patent/DE69201110T2/de not_active Expired - Lifetime
- 1992-06-04 AT AT92401540T patent/ATE116762T1/de not_active IP Right Cessation
- 1992-06-04 ES ES92401540T patent/ES2067308T3/es not_active Expired - Lifetime
- 1992-06-12 US US07/897,642 patent/US5305961A/en not_active Expired - Fee Related
- 1992-06-12 CA CA002071157A patent/CA2071157C/fr not_active Expired - Fee Related
-
1995
- 1995-03-28 GR GR950400731T patent/GR3015555T3/el unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH254093A (de) * | 1943-07-13 | 1948-04-15 | Bohli Jakob | Hochspannungsspule. |
| US3886434A (en) * | 1973-09-07 | 1975-05-27 | Warwick Electronics Inc | Flyback transformer |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1003185A3 (fr) * | 1995-06-19 | 2001-04-11 | Denso Corporation | Bobine électromagnétique |
| EP0750324A2 (fr) * | 1995-06-19 | 1996-12-27 | Nippondenso Co., Ltd. | Bobine électromagnétique et appareil pour sa fabrication |
| US5963118A (en) * | 1995-06-19 | 1999-10-05 | Nippondenso Co., Ltd. | Electromagnetic coil and manufacturing apparatus for the same |
| US5736917A (en) * | 1995-06-19 | 1998-04-07 | Nippondenso Co., Ltd. | Electromagnetic coil and manufacturing apparatus for the same |
| EP1003185A2 (fr) * | 1995-06-19 | 2000-05-24 | Denso Co., Ltd. | Bobine électromagnétique |
| EP0750324A3 (fr) * | 1995-06-19 | 1997-04-09 | Nippon Denso Co | Bobine électromagnétique et appareil pour sa fabrication |
| EP0762445A3 (fr) * | 1995-08-25 | 1997-04-09 | Nippon Denso Co | |
| US6060973A (en) * | 1995-08-25 | 2000-05-09 | Nippondenso Co., Ltd. | Slant winding electromagnetic coil and ignition coil for internal combustion engine using same |
| KR100310141B1 (ko) * | 1995-08-25 | 2003-07-18 | 가부시키가이샤 덴소 | 경사권선전자코일및이를이용한내연기관용점화코일 |
| EP0762445A2 (fr) * | 1995-08-25 | 1997-03-12 | Nippondenso Co., Ltd. | Bobine électromagnétique à enroulement incliné et bobine d'allumage pour moteur à combustion interne utilisant cet enroulement |
| US6252483B1 (en) | 1995-08-25 | 2001-06-26 | Nippondenso Co., Ltd. | Slant winding electromagnetic coil and ignition coil for internal combustion engine using same |
| US5931404A (en) * | 1995-10-20 | 1999-08-03 | Paucher; Aime | Electric coil with a low voltage differential between adjacent windings |
| WO1998006114A1 (fr) * | 1996-08-07 | 1998-02-12 | Sagem S.A. | Bobinage, notamment pour circuit haute tension de bobine d'allumage |
| EA001459B1 (ru) * | 1996-08-07 | 2001-04-23 | Сажем С.А. | Способ намотки высоковольтной обмотки катушки зажигания |
| US6069549A (en) * | 1996-08-07 | 2000-05-30 | Sagem S.A. | Winding, particularly for a high-voltage ignition coil circuit |
| FR2752328A1 (fr) * | 1996-08-07 | 1998-02-13 | Sagem | Bobinage, notamment pour circuit haute tension de bobine d'allumage |
| EP2608229A3 (fr) * | 2011-12-19 | 2014-03-12 | Dunkermotoren GmbH | Procédé et dispositif de fabrication d'un agencement de bobines |
Also Published As
| Publication number | Publication date |
|---|---|
| US5305961A (en) | 1994-04-26 |
| DE69201110T2 (de) | 1995-05-18 |
| CA2071157A1 (fr) | 1992-12-15 |
| GR3015555T3 (en) | 1995-06-30 |
| CA2071157C (fr) | 2000-03-28 |
| ATE116762T1 (de) | 1995-01-15 |
| FR2677802B1 (fr) | 1994-09-09 |
| FR2677802A1 (fr) | 1992-12-18 |
| DE69201110D1 (de) | 1995-02-16 |
| DK0518737T3 (da) | 1995-04-18 |
| EP0518737B1 (fr) | 1995-01-04 |
| ES2067308T3 (es) | 1995-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0518737B1 (fr) | Procédé pour l'enroulement d'un bobinage électrique | |
| FR2483702A1 (fr) | Procede et dispositif pour la realisation du bobinage d'un stator d'alternateur de petite puissance | |
| FR3062970A1 (fr) | Stator de machine electrique tournante | |
| FR2551736A1 (fr) | Enroulement de matiere flexible avec decalage de couches | |
| WO2006067298A1 (fr) | Procede de fabrication de stators de machines electriques tournantes polyphasees, stators obtenus par ce procede | |
| FR2526478A1 (fr) | Dispositif de fixation d'extremite d'un filtre de puits, et procede de fabrication de ce dispositif | |
| CH294867A (fr) | Procédé de bobinage en couches d'une bobine d'électro-aimant et bobine obtenue par ce procédé. | |
| EP0236183A1 (fr) | Elément à mémoire de forme pour raccord de tresse sur connecteur | |
| EP1559183B1 (fr) | Procede et dispositif d'insertion d'un enroulement dans un stator, avec stratification du chignon | |
| FR2515413A1 (fr) | Structure de stator pour un dispositif electromagnetique | |
| EP0081446B1 (fr) | Procédé et dispositif de bobinage des enroulements inductifs équipant les appareils électriques, tels que les transformateurs | |
| EP0286484B1 (fr) | Procédé de bobinage pour bobinage non radial de déviateur de tube cathodique | |
| EP0102905B1 (fr) | Procédé et dispositif de serpentinage des tubes d'un faisceau tubulaire d'un générateur de vapeur | |
| EP0162753B1 (fr) | Procédé de fabrication d'une enveloppe à double paroi contenant un ecran absorbeur de neutrons pour le transport et le stockage d'une matière radioactive | |
| EP3170246A1 (fr) | Procede de realisation d'un stator bobine de machine electrique tournante | |
| EP1625602B1 (fr) | Enroulement pour transformateur et son procede de fabrication | |
| EP0504039B1 (fr) | Procédé et outillage de fabrication d'une pièce annulaire en tÔle | |
| EP0728117B1 (fr) | Procede de decalage des couches d'un bobinage | |
| EP0340081B1 (fr) | Dispositif de tronçonnage de tubes | |
| FR2920028A1 (fr) | Poteau metallique et procede de fabrication d'un poteau metallique | |
| EP0990295B2 (fr) | Procede de bobinage et bobines pour machine electrique tournantes | |
| WO2023052601A1 (fr) | Bobine pour stator de moteur électrique, stator et procédé de fabrication | |
| FR2477045A1 (fr) | Procede et appareillage pour la fabrication de ressorts miniblocs | |
| FR3040236B1 (fr) | Bobine electromagnetique comportant un support d'enroulement et le procede de mise en place d'un enroulement | |
| WO2024189181A1 (fr) | Isolant de bobine destiné à être positionné autour d'une dent d'un stator ou d'un rotor d'une machine électrique |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU MC NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19930506 |
|
| 17Q | First examination report despatched |
Effective date: 19940525 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU MC NL PT SE |
|
| REF | Corresponds to: |
Ref document number: 116762 Country of ref document: AT Date of ref document: 19950115 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 92401540.7 |
|
| REF | Corresponds to: |
Ref document number: 69201110 Country of ref document: DE Date of ref document: 19950216 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950123 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2067308 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3015555 |
|
| SC4A | Pt: translation is available |
Free format text: 950116 AVAILABILITY OF NATIONAL TRANSLATION |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MC Payment date: 19990513 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19990528 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20000630 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20040520 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20040603 Year of fee payment: 13 |
|
| BECN | Be: change of holder's name |
Owner name: *ALSTOM HOLDINGS Effective date: 20040820 |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: ALSTOM HOLDINGS Owner name: ALSTOM FRANCE SA |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: ALSTOM HOLDINGS Free format text: ALSTOM FRANCE S.A.#38, AVENUE KLEBER#75116 PARIS (FR) -TRANSFER TO- ALSTOM HOLDINGS#25, AVENUE KLEBER#75116 PARIS (FR) Ref country code: CH Ref legal event code: PFA Owner name: ALSTOM FRANCE S.A. Free format text: GEC ALSTHOM S.A.#38, AVENUE KLEBER#PARIS (FR) -TRANSFER TO- ALSTOM FRANCE S.A.#38, AVENUE KLEBER#75116 PARIS (FR) |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: TE4A Free format text: ALSTOM HOLDINGS FR Effective date: 20040910 Ref country code: PT Ref legal event code: TE4A Free format text: ALSTOM FRANCE SA FR Effective date: 20040910 Ref country code: PT Ref legal event code: PD4A Free format text: ALSTOM HOLDINGS FR Effective date: 20040910 Ref country code: PT Ref legal event code: PD4A Free format text: ALSTOM FRANCE SA FR Effective date: 20040910 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050605 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20050605 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20050613 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20050614 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20050628 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: AREVA T & D SA Free format text: ALSTOM HOLDINGS#25, AVENUE KLEBER#75116 PARIS (FR) -TRANSFER TO- AREVA T & D SA#1, PLACE DE LA COUPOLE TOUR AREVA#92084 PARIS LA DEFENSE (FR) |
|
| BECA | Be: change of holder's address |
Owner name: S.A. *AREVA T&D1 PLACE DE LA COUPOLE, TOUR AREVA, Effective date: 20051124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051205 |
|
| NLS | Nl: assignments of ep-patents |
Owner name: AREVA T&D SA Effective date: 20051129 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070101 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20070101 |
|
| BECA | Be: change of holder's address |
Owner name: S.A. *AREVA T&D1 PLACE DE LA COUPOLE, TOUR AREVA, Effective date: 20051124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20110624 Year of fee payment: 20 Ref country code: ES Payment date: 20110624 Year of fee payment: 20 Ref country code: FR Payment date: 20110630 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110620 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110622 Year of fee payment: 20 Ref country code: BE Payment date: 20110614 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110625 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69201110 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69201110 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20120603 |
|
| BE20 | Be: patent expired |
Owner name: S.A. *AREVA T&D Effective date: 20120604 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: MA Ref document number: 950400731 Country of ref document: GR Effective date: 20120605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20120605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20120603 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20120605 |