EP0440140B1 - Walze für ein Glättwerk oder einen Kalander - Google Patents
Walze für ein Glättwerk oder einen Kalander Download PDFInfo
- Publication number
- EP0440140B1 EP0440140B1 EP91101085A EP91101085A EP0440140B1 EP 0440140 B1 EP0440140 B1 EP 0440140B1 EP 91101085 A EP91101085 A EP 91101085A EP 91101085 A EP91101085 A EP 91101085A EP 0440140 B1 EP0440140 B1 EP 0440140B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- roll
- heat transfer
- heat
- peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000009499 grossing Methods 0.000 title description 2
- 230000002093 peripheral effect Effects 0.000 claims description 31
- 238000006073 displacement reaction Methods 0.000 claims description 5
- 239000012530 fluid Substances 0.000 claims description 5
- 238000007789 sealing Methods 0.000 claims description 5
- 239000013529 heat transfer fluid Substances 0.000 description 21
- 238000010438 heat treatment Methods 0.000 description 10
- 230000035882 stress Effects 0.000 description 8
- 239000007788 liquid Substances 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 239000002826 coolant Substances 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 229910001018 Cast iron Inorganic materials 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/02—Rolls; Their bearings
- D21G1/0253—Heating or cooling the rolls; Regulating the temperature
- D21G1/0266—Heating or cooling the rolls; Regulating the temperature using a heat-transfer fluid
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F5/00—Elements specially adapted for movement
- F28F5/02—Rotary drums or rollers
Definitions
- the present invention relates to a roller for a calender or a calender according to the preamble of claim 1.
- Such rollers are used for the production and processing of material webs, in particular for smoothing paper webs.
- Rolls of large dimensions in which a heat transfer medium is guided through bores (peripheral bores) running directly below the surface of the roller body are becoming increasingly important in recent times. This makes it possible to keep the path of heat from the heat transfer medium to the roll surface through the roll wall short and to enable effective heat transfer.
- Comparable rollers of conventional diameter can be found in DE-GM 84 36 546, DE-GM 84 10 839 and EU-0S 158 220 based on the two utility models.
- This has a roller body, peripheral bores on the roller body for the flow of a fluid heat transfer medium, a flange pin for each end of the roller body, supply and discharge lines for the fluid heat transfer medium in at least one flange pin and recesses for the distribution of the fluid heat transfer medium from the supply lines to the peripheral holes and from the peripheral holes to the discharge lines.
- the inner bore is filled with the heat transfer fluid during operation. This is not only expensive, but also has to be heated each time the calender is started and cooled each time it is shut down. This is not only a waste of energy, but also means an extension of the corresponding heating and cooling processes and thus an extension of the operational readiness.
- roller according to the invention further axial bores with a small diameter are provided near the inner bore, which has an enlarged diameter, in which a heat or coolant medium for tapping, through which the Carrier medium has been introduced into the roller flows back.
- the carrier liquid Since the rollers in question are generally driven rollers, the carrier liquid must be returned to the relevant pin after it has been introduced through the inlet pin and the peripheral bores have to flow through it, and must be removed via double sealing heads.
- the other pin is not available for this because it is required to drive the roller.
- the additional axial bores of small diameter that are additionally provided are very advantageous for returning the heat transfer fluid to the inlet spigot, since on the one hand this eliminates the usually regularly provided central roller bore and on the other hand additional weight savings are possible.
- a displacer body provided in the inner bore with its larger diameter is usually shrunk into the roller body. That is, the roller body is raised to a temperature which entails a certain increase in the diameter, in particular the inner diameter, of the roller. The displacement body is then pushed into the central bore of the roller body.
- the displacer is either a tube welded at both ends or an open tube at both ends, which is sealed with closures after the shrinking process. When the roller body is subsequently cooled, the roller body presses firmly against the displacement body.
- the displacement body can be completely dispensed with.
- This measure has the valuable advantages that the roller according to the invention can be manufactured much more easily and in a shorter time.
- the total weight of the roller can be reduced further as a result.
- the reliability of the roller in terms of tightness also increases.
- the heat or coolant initially flows through the central hole of the inlet pin into the roller and passes through connecting channels preferred to every third of the peripheral bores and flows through them in the axial direction along the roller.
- the carrier medium flows through connecting channels into an adjacent peripheral bore or into one of the other axial bores of small diameter.
- the carrier medium can be passed axially several times through the roller body before it is disposed of via the further axial bores of small diameter and the subsequent entry pin. The discarded carrier medium is then brought back to the desired temperature outside the roller and fed to the roller again.
- the inlet spigot is usually equipped with a double sealing head.
- three peripheral channels are connected to one another and to one of the further axial channels or bores for returning the carrier medium near the central bore.
- the radial arrangement of the peripheral channels or bores compared to the other axial bores has the advantage that the thermal compressive stresses in the interior of the roll are further reduced can be. This can be justified as follows: Because heat is removed from the surface of the roller, the heat transfer fluid also cools down during the repeated passage through the peripheral bores. With the triple-pass version listed above, the heat transfer fluid has reached its lowest temperature in the heating roller. By returning through the further axial bores in the inner roll area, the heat transfer medium warms up again somewhat due to the higher average temperature of the roll.
- both the radially inner and the radially outer regions of the roller body are simultaneously brought to the desired temperature during the heating phase. Thermal stresses from temporary temperature differences are avoided from the outset. This enables much faster heating times. Calculations have shown that it is possible to increase the heating rate to 4 ° C per minute. The heating-up time is reduced to just under an hour.
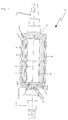
- FIG 1 shows an embodiment of the roller according to the invention, which is generally identified by reference number 10.
- the roller 10 is provided with an enlarged central bore which is completely filled with a displacement body 4.
- the roller body 1 of the roller 10 is provided with peripheral channels or bores 6 near the roller surface.
- the peripheral channels 6 are connected to further axial channels or bores 7 via connections 6c. These further axial bores 7 are in turn connected via an annular space 3 to the pin 2a, through which the heat transfer medium is introduced into the roller body 1 or disposed of therefrom.
- Fig. 1 it is indicated in the drawing that instead of a displacer 4, the enlarged central bore can also be welded very easily, for example, with sealing covers 8, which enables the roller 10 to be manufactured more easily.
- the heat transfer fluid is introduced into the roller body 1 via the inlet pin 2a.
- the heat transfer fluid is supplied to the peripheral channels 6 via connections 6e.
- the heat transfer fluid is then passed through the roller body 1 a further time either close to the roll surface or close to the surface of the enlarged central bore.
- the cooled or used heat transfer fluid is disposed of from the roller 10 via the inlet pin 2a in order to be brought back to the desired temperature outside the roller.
- the reference numeral 12 are fasteners, for. B. screws, bolts or the like, shown, with which the displacer 4 is connected to the roller body 1 of the roller 10.
- the connecting lines 6b allow fluid to be exchanged between adjacent peripheral channels 6.
- the radially extending connecting lines 6c ensure the return of the heat transfer fluid from the peripheral channels 6 to the further axial channels 7.
- the heat transfer fluid is passed through three peripheral channels 6 near the roller surface, in order to then be returned to the inlet pin 2a through an axial channel 7 near the surface of the enlarged central bore.
- the cross section shown in FIG. 3 through the roller body according to FIG. 1 shows two sectional planes. The cuts are made at the end of the roller 10 at which the entry pin 2a is located.
- Section AA shows essentially the same features as are shown from section CC in FIG. 2.
- Connecting lines 6d are also radially extending Connecting lines 6d, which connect the further axial channels or bores 7 to the annular space 3, from which the cooled or used heat transfer fluid is returned to the inlet pin 2a.
- the annular space 3 is connected to the return line 5.
- the lower section B-B in FIG. 3 shows the connection of every third peripheral channel 6 to the heat carrier feed 9 via connecting lines 6b.
- the peripheral bores 6 are connected to one another via connecting lines 6a.
- the sectional graphic D-D illustrates along which the cut shown in FIG. 1 runs through the roller body 1 of the roller 10.
- the heat transfer fluid After the heat transfer fluid has entered the roller body via the inlet pin 2a or the feed line 9 running through it (FIG. 1), the heat transfer fluid is introduced into every third peripheral channel 6 via the connection lines 6e (FIG. 3). The heat transfer fluid is now conveyed in the axial direction through the peripherally running channels 6 in order to be transferred at the roller end of the drive journal 2b (FIG. 2) via connecting lines 6a into adjacent peripheral channels 6. The heat transfer fluid is again passed axially through the roller body 1 through this adjacent peripheral channel 6. At the roller end of the inlet pin 2a, the heat transfer fluid is transferred once more via a circumferentially extending connecting line 6a into an adjacent peripheral bore.
- the heat transfer fluid is passed on to the further axial bores 7 via radially extending connecting lines 6c (FIG. 1, FIG. 2). After the heat transfer fluid has passed through the further axial bores 7, it is conveyed into the annular space 3 via the radially inwardly extending connecting lines 6d. From the annular space 3, the cooled or used heat transfer fluid is passed via the disposal line 5 through the inlet pin 2a from the roller 10.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rolls And Other Rotary Bodies (AREA)
Description
- Die vorliegende Erfindung betrifft eine Walze für ein Glättwerk oder einen Kalander nach dem Oberbegriff des Anspruchs 1.
- Derartige Walzen werden zur Herstellung und Verarbeitung von Materialbahnen, insbesondere für das Glätten von Papierbahnen eingesetzt. Dabei gewinnen in neuerer Zeit Walzen großer Abmessung zunehmend an Bedeutung, bei denen ein Wärmeträger durch direkt unter der Oberfläche des Walzenkörpers verlaufende Bohrungen (periphere Bohrungen) geleitet wird. Damit ist es möglich, den Weg der Wärme vom Wärmeträger bis zur Walzenoberfläche durch die Walzenwandung kurz zu halten und einen effektiven Wärmetransport zu ermöglichen.
- Vergleichbare Walzen herkömmlichen Durchmessers gehen aus dem DE-GM 84 36 546, dem DE-GM 84 10 839 und der auf den beiden Gebrauchsmustern beruhenden EU-0S 158 220 hervor. Diese weist einen Walzenkörper, periphere Bohrungen an dem Walzenkörper für den Durchfluß eines fluiden Wärmeträgers, einen Flanschzapfen für jedes Ende des Walzenkörpers, Zu- und Abführleitungen für den fluiden Wärmeträger in mindestens einem Flanschzapfen und Aussparungen für die Verteilung des fluiden Wärmeträgers von den Zuführleitungen auf die peripheren Bohrungen und von den peripheren Bohrungen auf die Abführleitungen auf.
- Für vergleichbare Walzen sind nun, wie gesagt, in jüngerer Zeit größere Abmessungen zunehmend von Bedeutung. Die großen Durchmesser dieser Walzen sind durch entsprechend hohe Liniendrucke bedingt. Ein übermäßiges Durchbiegen und zu große Biegewechselspannungen können nur mit der Vergrößerung des Widerstandsmoments des Walzenquerschnitts vermieden werden. Dieses ist proportional zur vierten Potenz des Walzendurchmessers.
- Um andererseits das Gewicht der Walzen beherrschbar zu halten, werden diese Walzen mit vergrößerten zentralen Innenbohrungen hergestellt. Diese Ausgestaltung bringt aber in mehrfacher Hinsicht Nachteile mit sich:
- Ohne weitere Maßnahmen füllt sich im Betrieb die Innenbohrung mit der Wärmeträgerflüssigkeit. Diese ist nicht nur teuer, sondern muß bei jedem Anfahren des Glättwerks mitgeheizt und bei jedem Abfahren mitgekühlt werden. Dies stellt nicht nur eine Energieverschwendung dar, sondern bedeutet darüber hinaus eine Verlängerung der entsprechenden Heiz- und Kühlvorgänge und damit eine Verlängerung der Betriebsbereitschaft.
- Durch das Vergrößern der Innenbohrung durch Aufbohren verändert sich die Eigenspannungsverteilung der Hartgußwalzen in einer Weise, daß in der Bohrungswand die Zugeigenspannungen zunehmen. Zwar ist dieses für den Hochleistungs-Heizbetrieb durchaus erwünscht, da die überlagerte thermische Spannung gerade umgekehrt zur Verteilung der Eigenspannung verläuft und sich bei Überlagerung beider Spannungsverteilungen das Spannungsniveau abbaut. In der Heizphase jedoch folgt die Temperaturerhöhung des äußeren Walzenmantels durch den heißen Wärmeträger in den peripheren Bohrungen der Temperaturerhöhung des inneren Walzenmantels nur mit einer gewissen Verzögerung. Dies gilt in gleicher Weise für die Ausdehnung des Walzenwerkstoffes an den aufgeführten Stellen. Durch das schneller expandierende Walzenmaterial der Schale wird die Walzenbohrung unter zusätzliche Zugspannung gebracht. In Kenntnis dieses Zusammenhangs werden darum die zulässigen Aufheizgeschwindigkeiten stark eingeschränkt, z.B. auf 0,5°C pro Minute. Dies bedeutet eine erhebliche Verlängerung der Wartezeiten bis zur Betriebsbereitschaft. Bei einer Betriebstemperatur der Walze von 250°C z.B. dauert die Aufheizzeit, ausgehend von 20°C Raumtemperatur, fast acht Stunden.
- Bei einem Abriß einer Papierbahn und einem anschließenden Wiederaufführen einer neuen Papierbahn auf die Walze ändern sich die thermischen Belastungen sehr kurzfristig. Bei den geringen zulässigen Änderungsgeschwindigkeiten der Temperatur ist es praktisch nicht möglich, mit der Beheizung auf diese Änderungen zu reagieren. Die Folge sind unerwünschte Qualitäts- bzw. Dickeschwankungen in der Papierbahn.
- Schließlich ist folgender Umstand nachteilig: Es gibt nämlich Länder, in denen Behälter mit Innendruck unter bestimmten Bedingungen unter die sehr restriktiven lokalen Verordnungen über Druckbehälter fallen, obwohl sie von der Wandstärke her so sehr überdimensioniert sind, daß sie in anderen Ländern wiederum als Maschinenteile angesehen werden. Für Hartgußwalzen könnte dies bei einer engen Auslegung der Verordnungen erhebliche Zulassungsprobleme bedeuten, weil der Werkstoff "Hartguß" in den entsprechenden Regelwerken nicht standartisiert ist. Durch den Pumpendruck zur Förderung der Wärmeträgerflüssigkeit und durch den eigenen Dampfdruck entstehen auch bei der Verwendung von Wärmeträgerölen Drucke im Walzeninneren, die deutlich über dem Umgebungsdruck liegen, weshalb auch hier die oben genannten Verordnungen zu beachten wären.
- Es ist die Aufgabe der vorliegenden Erfindung, die oben aufgeführten Nachteile des Standes der Technik weitgehendst zu beseitigen und darüber hinaus weitere erwünschte technische Verbesserungen zu erzielen; insbesondere soll eine gattungsgemäße Walze vorgeschlagen werden, die im wesentlichen spannungsfrei ist, sich relativ schnell auf die gewünschte Temperatur bringen läßt und dabei eine geringe Menge an Wärme- bzw. Kälteträgerflüssigkeit benötigt.
- Diese Aufgabe wird für eine gattungsgemäße Walze durch die Merkmale im Kennzeichen des Anspruchs 1 gelöst.
- Zweckmäßige Ausgestaltungen der erfindungsgemäßen Walze werden durch die Merkmale in den Unteransprüchen definiert.
- Bei der erfindungsgemäßen Walze sind nahe der in ihrem Durchmesser vergrößerten Innenbohrung weitere axiale Bohrungen mit kleinem Durchmesser vorgesehen, in denen ein Wärme- bzw. Kälteträgermedium zum Zapfen, durch den das Trägermedium in die Walze eingeleitet worden ist, zurückströmt.
- Da es sich bei den fraglichen Walzen in der Regel um angetriebene Walzen handelt, muß die Trägerflüssigkeit nach der Einleitung durch den Eintrittszapfen und dem Durchströmen der peripheren Bohrungen wieder zu dem betreffenden Zapfen zurückgeführt und über Doppeldichtköpfe abgeführt werden. Der andere Zapfen steht hierfür nicht zur Verfügung, da er zum Antrieb der Walze benötigt wird. Zur Rückführung der Wärmeträgerflüssigkeit zum Eintrittszapfen sind die zusätzlich vorgesehenen weiteren axialen Bohrungen kleinen Durchmessers deshalb sehr von Vorteil, da sich einerseits hierdurch die üblicherweise regelmäßig vorgesehene zentrale Walzenbohrung erübrigt und andererseits zusätzliche Gewichtseinsparungen möglich sind.
- Ein in der in ihrem Durchmesser vergrößerten Innenbohrung in der Walze vorgesehener Verdrängerkörper wird üblicherweise in den Walzenkörper eingeschrumpft. D.h., der Walzenkörper wird auf eine Temperatur erhöht, die eine bestimmte Vergrößerung des Durchmessers, insbesondere des Innendurchmessers der Walze mit sich bringt. Daraufhin wird der Verdrängerkörper in die zentrale Bohrung des Walzenkörpers hineingeschoben. Der Verdrängerkörper ist entweder ein an beiden Enden zugeschweißtes Rohr oder ein an beiden Enden offenes Rohr, das nach dem Einschrumpfprozeß mit Verschlüssen abgedichtet wird. Beim anschließenden Abkühlen des Walzenkörpers preßt sich der Walzenkörper fest an den Verdrängerkörper an.
- Wird die zentrale Bohrung im Walzenkörper durch Dichtscheiben vollständig abgeschlossen, so läßt sich der Verdrängerkörper vollständig erübrigen. Diese Maßnahme hat die wertvollen Vorteile, daß sich die erfindungsgemäße Walze wesentlich einfacher und innerhalb kürzerer Zeit herstellen läßt. Außerdem läßt sich das Gesamtgewicht der Walze hierdurch weiter verringern. Auch nimmt die Zuverlässigkeit der Walze im Hinblick auf die Dichtheit zu.
- Wird das Wärmeträgermedium nach einer oder nach drei Passagen durch einen oder mehrere periphere Kanäle und durch einen oder mehrere der weiteren axialen Bohrungen zum Eintrittszapfen zurückgeführt, so fließt der Wärme- bzw. Kälteträger zunächst durch die zentrale Bohrung des Eintrittszapfens in die Walze, gelangt durch Verbindungskanäle bevorzugt zu jeder dritten der peripheren Bohrungen und fließt durch diese in axialer Richtung die Walze entlang. Am anderen Ende fließt das Trägermedium durch Verbindungskanäle in eine jeweils benachbarte periphere Bohrung bzw. in eine der weiteren axialen Bohrungen kleinen Durchmessers. Das Trägermedium kann im Prinzip mehrmals axial durch den Walzenkörper hindurchgeleitet werden, bevor es über die weiteren axialen Bohrungen kleinen Durchmessers und den daran anschließenden Eintrittszapfen entsorgt wird. Das entsorgte Trägermedium wird anschließend außerhalb der Walze wieder auf die gewünschte Temperatur gebracht und der Walze wiederum zugeführt. Der Eintrittszapfen ist in der Regel mit einem Doppel-Dichtkopf versehen.
- Bei der bevorzugten Konfiguration sind jeweils drei periphere Kanäle untereinander und mit einem der weiteren axialen Kanäle bzw. Bohrungen zur Rückführung des Trägermediums nahe der Zentralbohrung verbunden. Die radiale Anordnung der peripheren Kanäle bzw. Bohrungen gegenüber den weiteren axialen Bohrungen hat den Vorteil, daß die thermischen Druckspannungen im Walzeninneren weiterhin reduziert werden können. Dieses läßt sich wie folgt begründen: Dadurch, daß der Walze an der Oberfläche Wärme entnommen wird, kühlt auch die Wärmeträgerflüssigkeit während der mehrmaligen Passage durch die peripheren Bohrungen ab. Bei der oben aufgeführten Dreifach-DurchlaufAusführung hat die Wärmeträgerflüssigkeit ihre niedrigste Temperatur in der Heizwalze erreicht. Durch die Rückführung über die weiteren axialen Bohrungen im inneren Walzenbereich wärmt sich das Wärmeträgermedium wegen der höheren Durchschnittstemperatur der Walze wieder etwas auf. Dabei entzieht sie der Walze im Inneren wieder etwas der übertragenen Wärme und senkt auf diese Weise die Walzeninnentemperatur leicht ab. Dieses führt zur Einebnung des Temperaturprofils, das in axialer Richtung an der Walze anliegt. Die außerdem reduzierten thermischen Druckspannungen liefern einen wesentlichen Beitrag zur Betriebssicherheit der Walze.
- Global gesehen ergibt sich für sämtliche Ausführungsformen der erfindungsgemäßen Walze eine eklatante Verringerung des für die Temperatursteuerung der Walze notwendigen Volumens an Wärmeträgerflüssigkeit (bzw. Kälteträgerflüssigkeit).
- Außerdem werden während der Aufheizphase sowohl die radial innen liegenden als auch die radial außen liegenden Bereiche des Walzenkörpers gleichzeitig auf die gewünschte Temperatur gebracht. Thermische Spannungen aus zeitweisen Temperaturunterschieden werden von vornherein vermieden. Somit sind wesentlich schnellere Aufheizzeiten möglich. Berechnungen haben gezeigt, daß es möglich ist, die Aufheizgeschwindigkeit auf 4°C pro Minute zu steigern. Die Aufheizzeit verkürzt sich damit auf knapp eine Stunde.
- Außerdem ist es vorteilhafterweise bei Abrissen der Papierbahn und dem anschließenden Wiederaufführen einer anderen Papierbahn besser möglich, den sich rasch ändernden die Heizleistung anzupassen und so die Gleichmäßigkeit der Produktion bzw. der Papierqualität zu sichern.
- Schließlich ist es auch ein globaler Vorteil aller Ausgestaltungsformen nach der vorliegenden Erfindung, daß die in ihrem Durchmesser vergrößerte zentrale Bohrung nicht mit Wärmeträgerflüssigkeit gefüllt ist, die unter Druck steht. Damit ist es nicht mehr unumgänglich, den Walzenkörper als Druckbehälter auszulegen. Durch die ausschließliche Verwendung von Bohrungen mit kleinen Durchmessern können Berechnungsverfahren für Rohre zugrundegelegt werden, was die Auslegung und gegebenenfalls die Abnahme der beheizten peripher gebohrten Walzen im Hinblick auf die oben genannten Zulassungsprobleme sehr vereinfacht.
- Im folgenden soll die vorliegende Erfindung anhand bevorzugter Ausführungsbeispiele unter Bezugnahme auf die anliegenden Figuren erörtert werden, wobei weitere Merkmale und Vorteile offenbart werden. Es zeigen:
- Fig. 1
- eine Ausführungsform einer Walze, bei der ein Verdrängerkörper die erweiterte zentrale Bohrung vollständig ausfüllt, in einer längs axial aufgeschnittenen Darstellung, wobei der Schnitt entlang des Schnittgraphen D-D, dargestellt in Fig. 3, verläuft;
- Fig. 2
- einen Teilquerschnitt für die Walze gemäß Fig. 1 entlang der Schnittebene C-C; und
- Fig. 3
- eine Querschnittsdarstellung in zwei Schnittebenen (A-A, B-B) für die Walze gemäßt Fig. 1.
- Aus Fig. 1 ist eine Ausführungsform der erfindungsgemäßen Walze ersichtlich, die allgemein mit dem Bezugszeichen 10 gekennzeichnet ist.
- Die Walze 10 ist mit einer erweiterten zentralen Bohrung versehen, die vollständig mit einem Verdrängerkörper 4 ausgefüllt ist. Der Walzenkörper 1 der Walze 10 ist mit peripheren Kanälen bzw. Bohrungen 6 nahe der Walzenoberfläche versehen. Die peripheren Kanäle 6 sind über Verbindungen 6c mit weiteren axialen Kanälen bzw. Bohrungen 7 verbunden. Diese weiteren axialen Bohrungen 7 sind über einen Ringraum 3 wiederum mit dem Zapfen 2a verbunden, durch den das Wärmeträgermedium in den Walzenkörper 1 eingeleitet bzw. aus diesem entsorgt wird.
- In Fig. 1 ist zeichnerisch angedeutet, daß statt eines Verdrängerkörpers 4, die erweiterte zentrale Bohrung auch ganz einfach mit Verschlußdeckeln 8 beispielsweise zugeschweißt werden kann, was eine vereinfachte Herstellung der Walze 10 ermöglicht.
- Die Wärmeträgerflüssigkeit wird über den Eintrittszapfen 2a in den Walzenkörper 1 eingeleitet. Hier wird die Wärmeträgerflüssigkeit über Verbindungen 6e den peripheren Kanälen 6 zugeführt. über Verbindungen 6b zu benachbarten peripheren Kanälen 6 bzw. über eine Verbindung 6c zu den weiteren axialen Kanälen 7, wird die Wärmeträgerflüssigkeit anschließend weitere Male entweder nahe der Walzenoberfläche oder aber nahe der Oberfläche der erweiterten zentralen Bohrung durch den Walzenkörper 1 hindurchgeführt. Die abgekühlte bzw. benutzte Wärmeträgerflüssigkeit wird über den Eintrittszapfen 2a aus der Walze 10 entsorgt, um außerhalb der Walze wieder auf die gewünschte Temperatur gebracht zu werden.
- Der Teilquerschnitt C-C nach Fig. 2, der an dem Walzenende angelegt ist, an dem der Antriebszapfen 2b vorgesehen ist, verdeutlicht nochmals die Verbindungsgeometrie der peripheren Kanäle 6 und der weiteren axialen Bohrungen 7 untereinander. Mit dem Bezugszeichen 12 sind Befestigungsmittel, z. B. Schrauben, Bolzen oder dergleichen, dargestellt, mit denen der Verdrängerkörper 4 mit dem Walzenkörper 1 der Walze 10 verbunden ist. Die Verbindungsleitungen 6b lassen einen Flüssigkeitsaustausch zwischen benachbarten peripheren Kanälen 6 zu. Die radial erstreckten Verbindungsleitungen 6c sorgen für die Rückführung der Wärmeträgerflüssigkeit von den peripheren Kanälen 6 zu den weiteren axialen Kanälen 7.
- Bei der in Fig. 2 dargestellten Ausführungsform wird die Wärmeträgerflüssigkeit nahe der Walzenoberfläche durch drei periphere Kanäle 6 hindurchgeführt, um dann durch einen axialen Kanal 7 nahe der Oberfläche der erweiterten zentralen Bohrung zum Eintrittszapfen 2a zurückgeführt zu werden.
- Der aus Fig. 3 ersichtliche Querschnitt durch den Walzenkörper nach Fig. 1 zeigt zwei Schnittebenen. Die Schnitte sind an dem Ende der Walze 10 angelegt, an dem sich der Eintrittszapfen 2a befindet.
- Der Schnitt A-A zeigt im wesentlichen die gleichen Merkmale, wie sie aus dem Schnitt C-C nach Fig. 2 dargestellt sind. Allerdings sind hier statt der radial verlaufenden Verbindungsleitungen 6c gleichfalls radial verlaufende Verbindungsleitungen 6d vorgesehen, die die weiteren axialen Kanäle bzw. Bohrungen 7 mit dem Ringraum 3 verbinden, von dem aus die abgekühlte bzw. benutzte Wärmeträgerflüssigkeit wieder in den Eintrittszapfen 2a zurückgeführt wird. Der Ringraum 3 ist dabei mit der Rückführleitung 5 verbunden.
- Der untere Schnitt B-B in Fig. 3 zeigt den Anschluß jedes dritten peripheren Kanals 6 an die Wärmeträgerzuführung 9 über Verbindungsleitungen 6b. Die peripheren Bohrungen 6 sind untereinander über Verbindungsleitungen 6a verbunden.
- Die Schnittgraphik D-D verdeutlicht, entlang welcher der in Fig. 1 dargestellte Aufschnitt durch den Walzenkörper 1 der Walze 10 verläuft.
- Aus der Kombination der Fig. 2 und 3 ergibt sich das Durchflußschema für die Trägerflüssigkeit und die peripheren Kanäle bzw. Bohrungen 6 und durch die weiteren axialen Bohrungen 7 bzw. durch die gesamte Walze wie folgt:
- Nachdem die Wärmeträgerflüssigkeit über den Eintrittszapfen 2a bzw. der durch diesen verlaufenden Zuleitung 9 hindurch in den Walzenkörper eingetreten ist (Fig. 1), wird die Wärmeträgerflüssigkeit über die Verbindungsleitungen 6e in jeden dritten peripheren Kanal 6 eingeleitet (Fig. 3). Nun wird die Wärmeträgerflüssigkeit in axialer Richtung durch die peripher verlaufenden Kanäle 6 hindurchgefördert, um am Walzenende des Antriebszapfens 2b (Fig. 2) über Verbindungsleitungen 6a in benachbarte periphere Kanäle 6 übergeleitet zu werden. Durch diesen benachbarten peripheren Kanal 6 wird die Wärmeträgerflüssigkeit abermals axial durch den Walzenkörper 1 hindurchgeleitet. Am Walzenende des Eintrittszapfens 2a wird die Wärmeträgerflüssigkeit ein weiteres Mal über eine umfänglich verlaufende Verbindungsleitung 6a in eine benachbarte periphere Bohrung übergeleitet. Nach einem zusätzlichen axialen Durchlauf durch eine weitere benachbarte periphere Bohrung 6 wird die Wärmeträgerflüssigkeit über radial verlaufende Verbindungsleitungen 6c an die weiteren axialen Bohrungen 7 weitergeleitet (Fig. 1, Fig. 2). Nachdem die Wärmeträgerflüssigkeit die weiteren axialen Bohrungen 7 durchlaufen hat, wird sie über die radial nach innen verlaufenden Verbindungsleitungen 6d in den Ringraum 3 befördert. Vom Ringraum 3 aus wird die abgekühlte bzw. benutzte Wärmeträgerflüssigkeit über die Entsorgungsleitung 5 durch den Eintrittszapfen 2a aus der Walze 10 geleitet.
Claims (6)
- Walze für ein Glättwerk oder einen Kalandera) mit einem Walzenkörper,b) mit einem Flanschzapfen an jedem Ende des Walzenkörpers,c) mit einer verschlossenen zentralen Bohrung in dem Walzenkörper, undd) mit nahe der Walzenoberfläche ausgebildeten peripheren Kanälen in dem Walzenkörper für die Durchleitung eines fluiden Wärme- oder Kälteträgers,dadurch gekennzeichnet, daße) in dem Walzenkörper (1) in der Nähe der zentralen Bohrung weitere axiale Kanäle (7) kleinen Durchmessers für die Durchleitung des Wärme- bzw. Kälteträgers vorgesehen sind.
- Walze nach Anspruch 1, dadurch gekennzeichnet, daß die zentrale Bohrung vollständig mit einem Verdrängerkörper ausgefüllt ist.
- Walze nach Anspruch 1, dadurch gekennzeichnet, daß die zentrale Bohrung durch Dichtscheiben (8) verschlossen ist.
- Walze nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Wärme- bzw. Kälteträger durch die weiteren axialen Kanäle (7) kleinen Durchmessers zu dem Flanschzapfen (2a) zurückströmt, durch den der Wärme- bzw. Kälteträger in die Walze (10) eingetreten ist.
- Walze nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Wärme- bzw. Kälteträger durch die peripheren Kanäle (6) zu dem Flanschzapfen (2) zurückströmt, durch den der Wärme- bzw. Kälteträger in die Walze (10) eingetreten ist.
- Walze nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß der Wärme- bzw. Kälteträger die peripheren Kanäle (6) sowie die weiteren axialen Kanäle (7) ein bis dreimal durchströmt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4002530 | 1990-01-29 | ||
| DE4002530A DE4002530A1 (de) | 1990-01-29 | 1990-01-29 | Walze fuer ein glaettwerk oder einen kalander |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0440140A2 EP0440140A2 (de) | 1991-08-07 |
| EP0440140A3 EP0440140A3 (en) | 1992-01-15 |
| EP0440140B1 true EP0440140B1 (de) | 1994-06-08 |
Family
ID=6398980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91101085A Expired - Lifetime EP0440140B1 (de) | 1990-01-29 | 1991-01-28 | Walze für ein Glättwerk oder einen Kalander |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0440140B1 (de) |
| DE (2) | DE4002530A1 (de) |
| FI (1) | FI910383A7 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995013543A1 (en) * | 1993-11-12 | 1995-05-18 | Unipath Limited | Assay methods and devices therefor |
| DE4407239A1 (de) * | 1994-03-04 | 1995-09-07 | Schwaebische Huettenwerke Gmbh | Dampfbeheizte Walze |
| DE19513500C2 (de) * | 1995-04-10 | 1998-05-14 | Schwaebische Huettenwerke Gmbh | Walze mit einstellbarer Form |
| DE19707876C2 (de) * | 1997-02-27 | 2002-09-26 | Voith Paper Patent Gmbh | Walzenanordnung |
| DE29710040U1 (de) * | 1997-06-09 | 1998-10-08 | Eduard Küsters Maschinenfabrik GmbH & Co. KG, 47805 Krefeld | Beheizbare Walze |
| FI105115B (fi) * | 1998-12-02 | 2000-06-15 | Valmet Corp | Kuumennettava tela |
| DE29918267U1 (de) * | 1999-10-19 | 2000-01-20 | Walzen Irle GmbH, 57250 Netphen | Temperierbare Walze, insbesondere beheizbare Kalanderwalze |
| DE102010044943A1 (de) * | 2010-09-10 | 2012-03-15 | Leonhard Breitenbach Gmbh | Walze, insbesondere Kalanderwalze |
| CN110053313A (zh) * | 2019-03-13 | 2019-07-26 | 抚顺东旭精工制辊科技有限公司 | 一种真空吸附瓦楞辊 |
| EP3929353B1 (de) * | 2020-06-24 | 2023-05-10 | Valmet Technologies Oy | Thermowalze für eine faserbahnmaschine |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3120867A (en) * | 1961-07-27 | 1964-02-11 | Nash John Crandon | Heat exchange roll |
| ATE83515T1 (de) * | 1984-04-06 | 1993-01-15 | Walzen Irle Gmbh | Mittels eines waerme uebertragenden mediums beheizbare kalanderwalze. |
| DE3716223A1 (de) * | 1987-04-02 | 1988-10-13 | Schwaebische Huettenwerke Gmbh | Beheizbare glaettwerk- oder kalanderwalze |
| DE9000980U1 (de) * | 1990-01-29 | 1990-05-10 | Schwäbische Hüttenwerke GmbH, 73433 Aalen | Walze für ein Glättwerk oder einen Kalander |
-
1990
- 1990-01-29 DE DE4002530A patent/DE4002530A1/de not_active Withdrawn
-
1991
- 1991-01-25 FI FI910383A patent/FI910383A7/fi not_active Application Discontinuation
- 1991-01-28 EP EP91101085A patent/EP0440140B1/de not_active Expired - Lifetime
- 1991-01-28 DE DE59101817T patent/DE59101817D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP0440140A2 (de) | 1991-08-07 |
| DE4002530A1 (de) | 1991-08-01 |
| DE59101817D1 (de) | 1994-07-14 |
| EP0440140A3 (en) | 1992-01-15 |
| FI910383L (fi) | 1991-07-30 |
| FI910383A0 (fi) | 1991-01-25 |
| FI910383A7 (fi) | 1991-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0340503B1 (de) | Beheizbare Walze | |
| EP1218187B1 (de) | Zylinder einer rotationsdruckmaschine | |
| DE3014891C2 (de) | ||
| DE3138274A1 (de) | Vorrichtung zum haerten von stahlrohren | |
| EP0440140B1 (de) | Walze für ein Glättwerk oder einen Kalander | |
| EP0156236B1 (de) | Walze zum Bearbeiten von bahn- oder bandförmigem Flachmaterial | |
| DE9000980U1 (de) | Walze für ein Glättwerk oder einen Kalander | |
| EP0647286B1 (de) | Heizwalze | |
| EP2151652A2 (de) | Verbindungsstück zwischen einem Spaltrohr und einem Kühlrohr sowie ein Verfahren zum Verbinden eines Spaltrohres mit einem Kühlrohr | |
| WO2010054997A1 (de) | Welle für eine elektrische maschine, insbesondere für einen motorgenerator | |
| EP0411427B1 (de) | Walze zur Druck- und Temperaturbehandlung von bahnförmigem Material | |
| EP0285081B1 (de) | Beheizbare Glättwerk- oder Kalanderwalze | |
| EP3959060A1 (de) | Extrusionszylinder mit kühl- bzw. heizmittelführung | |
| DE3324035A1 (de) | Anordnung mit einem arbeitszylinder mit beiderseitigen kolbenstangen, insbesondere fuer servolenkgetriebe, und verfahren zu seiner herstellung | |
| WO2002049789A1 (de) | Profilbeeinflussbare giessrolle für das giessen von metallband in einer giessrollenanlage | |
| EP1815981A2 (de) | Vorrichtung und Verfahren zum Temperieren eines Rotationskörpers | |
| DE9306176U1 (de) | Heizwalze | |
| EP1661624A1 (de) | Walze, insbesondere drehbare Walze für ein Fünfwalzwerk zur Schokoladenherstellung | |
| EP1033221B1 (de) | Verfahren zur spanlosen Herstellung eines Ventilgehäuses | |
| EP3752350B1 (de) | Verfahren und vorrichtung zur ventilsteuerung sowie verwendung der vorrichtung im bereich einer reifenheizpresse | |
| DE19651938B4 (de) | Kalanderwalzen oder Glättwalzen | |
| DE19737117A1 (de) | Doppelwalzengießen | |
| DE2003356A1 (de) | Verfahren und Einrichtung fuer den Bewegungsantrieb eines Werkstuecks | |
| EP1958771B1 (de) | Temperiervorrichtung für eine Druckmaschine | |
| DE3207193C2 (de) | Extruderzylinderabschnitt in einem Mehrschneckenextruder für Kunststoff |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE GB IT LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19920304 |
|
| 17Q | First examination report despatched |
Effective date: 19931015 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE GB IT LI SE |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940610 |
|
| REF | Corresponds to: |
Ref document number: 59101817 Country of ref document: DE Date of ref document: 19940714 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 91101085.8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950227 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960108 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960122 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19960124 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19961001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19970128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19970131 Ref country code: CH Effective date: 19970131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970128 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 91101085.8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050128 |