EP0421791B1 - Spray painting system - Google Patents
Spray painting system Download PDFInfo
- Publication number
- EP0421791B1 EP0421791B1 EP90310886A EP90310886A EP0421791B1 EP 0421791 B1 EP0421791 B1 EP 0421791B1 EP 90310886 A EP90310886 A EP 90310886A EP 90310886 A EP90310886 A EP 90310886A EP 0421791 B1 EP0421791 B1 EP 0421791B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- machines
- spray painting
- work
- upper rail
- rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0447—Installation or apparatus for applying liquid or other fluent material to conveyed separate articles
- B05B13/0452—Installation or apparatus for applying liquid or other fluent material to conveyed separate articles the conveyed articles being vehicle bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/46—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by washing the air charged with excess material
- B05B14/468—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by washing the air charged with excess material with scrubbing means arranged below the booth floor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/40—Construction elements specially adapted therefor, e.g. floors, walls or ceilings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/90—Spray booths comprising conveying means for moving objects or other work to be sprayed in and out of the booth, e.g. through the booth
- B05B16/95—Spray booths comprising conveying means for moving objects or other work to be sprayed in and out of the booth, e.g. through the booth the objects or other work to be sprayed lying on, or being held above the conveying means, i.e. not hanging from the conveying means
Definitions
- the present invention relates to a spray painting system, and more particularly to a spray painting system of a continous assembly line, the system including a plurality of work machines for spray painting disposed side by side along a direction for conveying a work object inside a spray painting booth.
- each of a plurality of work machines 6 is arranged movable within a predetermined distance l (usually about 1 m) in the object-conveying direction on a mounting frame fixed on a floor surface of the booth.
- l usually about 1 m
- a paint robot 18 is disclosed displaceably mounted on guide rails 20 with the working area of the spray booth lower than the top of vehicle body 10 and accordingly is subject to a substantial spray mist environment.
- a single rail 20 on one side is illustrated having a carriage 32 mounted on edge portions between which a rack 26 is provided.
- GB-A-2098578 an industrial production system are disclosed a plurality of robotic operating arm structures 2 mounted on a single I sectioned rail 6 by means of carriages 8 with rail 6 being within the working environment space.
- Support rollers 40 roll on the top surface of rail 6 and guide rollers 41 roll on the vertical sides of rail 6 directly beneath rollers 40.
- Rail 6 is mounted along the top side edge of bench 7 which also supports workpieces.
- a spray painting system having a plurality of work machines disposed side by side along the direction of conveyance of a work object to be sprayed inside a spray painting booth and having an upper rail and a lower rail for guiding the work machines to move along said conveying direction, with each of the machines running on said upper rail characterised by said upper rail being arranged in a region outwardly of the working area of said spray painting booth and positioned higher than at least said work object; said upper rail supporting the work machines so as to receive all the load therefrom, and said lower rail guiding said work machines without receiving any load from said work machines.
- the rails guide the movement of the machines along path of travel of the work objects with the machines supported on respective frames and each machine being detachably supported on the respective frame.
- the same upper and lower rails guide the movement of a plurality of work machines in the object-conveying direction with the machines running on the upper rail.
- the system of the invention can readily cope with frequent position adjustment operations of the machines as required and also substantial changes in the work conditions without requiring total relocation of the machines. Consequently, the spray painting system of the present invention has achieved significant reduction in the shutdown period of the production line which used to be required for troublesome position adjustment or total relocation of the work machines, thus improving the entire operation efficiency of the production line including this system as well as other lines associated therewith.
- the system can change the disposing order of the work machines in the object-conveying direction.
- FIG. 1 through 4 illustrate a preferred embodiment of a spray painting system according to the present invention.
- a tunnel-like spray painting booth 1 accommodates a conveyor device 1 for conveying an object 2 (an automobile body in the instant embodiment), an overhead outlet vent 4 for downwardly discharching a ventilation air and a demister 5 for eliminating spray mist contained in exhaust air by traping the mist in cleaning water.
- a purality of work machines 6 for the spray painting with the machines being disposed side by side along a direction of conveying the object 2 inside the booth.
- the work machines 6 comprise various kinds such as one-hand robbot 6a for opening and closing doors of the object 2, i.e. automobile body, a further one-hand robbot 6b for controlling a spray gun 7a to spray-paint interior surfaces of the object 2, a side-face spraying machine 6c for vertically moving a spray gun 7b to spray-paint side outer surfaces of the object 2, an upper-face spraying machine 6d for controlling rotary, reciprocating and vertical linear movements of an arm 7d equipped with a spray gun 7c so as to spray-paint upper surfaces of the object, and a touchup spray painting, one-hand robbot 6e for controlling a further spray gun 6e to effect a touchup spray-paint operation on the object.
- one-hand robbot 6a for opening and closing doors of the object 2, i.e. automobile body
- a further one-hand robbot 6b for controlling a spray gun 7a to spray-paint interior surfaces of the object 2
- each frame 8 has a first roller 10a for rolling on an upper face of the upper rail 9a with the weight of the frame 8 being supported by the rail 9a, a pair of second rollers 10b lie astride the upper rail 9a and a pair of third rollers 10c lie astride the lower rail 9b.
- the frame 8 also has a pair of free sprockets 12a engageable with the chain 11, a drive sprocket 12b which comes into engagement with an inner side of the chain 11 which is formed like a reversed letter U-shaped as being entrained about the two free sprockets 12a, and a motor 14 for driving the drive sprocket 12b via a reduction mechanism 13.
- the frame 8 i.e. the work machine 6 mounted on this frame
- the frame 8 is self-movable along the object-conveying direction within the range determined by the length of the upper and lower rails 9a and 9b, while the chain 11 acting as resistance againt react ion force associated with the movement of the frame 4.
- the setting position of the work machine 6 has be changed to cope with various changes in the operating conditions such as in the type of paint, the spray guns 7a, 7b, 7c and 7e and/or in the shape of the object 2, i.e. the automobile body
- the position adjustment is readily possible by selectively and independently causing the machines 6 to self-move along the object-conveying direction.
- an operator box 15 having a length extending over the entire length of the rails 9a and 9b is integrally attached to the booth side wall 1a; and the booth side wall 1a has a window 16 for allowing an operator inside an operator chamber 15a of the box 15 to inspect and watch the spray painting operation taking place inside the booth.
- a partition 11 is provided for forming an upper section 15b separately from the operator chamber 15a.
- the upper section 15b accommodates paint hose-cable means 18 such as paint hoses, electric cables and pressure-air hoses for feeding paint, electricity and pressure air to the respective work machines 6; flexible means 19 such as flexible cable racks for allowing movements of the work machines 6 along the conveying direction and further the upper rail 9a and the chain 11.
- the upper section 15b further accommodates a shaft 14a for operatively connecting the motor 14 and the drive sprocket 12b and an opening S for inserting the hose-cable means 18 therethrough.
- control panel 22 for remote-controlling the work machines 6.
- control panel means 24 such as electric control panels and pressure-air control panels.
- the operator chamber 15a is connected with a duct 21 having a dumper 20 for forcibly introducing ventilatin air from a air feed chamber 4a through the overhead outlet vent 4 into the chamber 15a.
- Numeral 25 denotes a grating floor used for e.g. a system maintenance operation.
- This grating floor 25 is provided only at a certain region inside the booth along the object-conveying direction.
- the machine 6 to be maintained is driven to self-move to the region of the grating floor 25.
- the grating floor 25 is provided only at a certain region inside the booth, cleaning operation of this grating floor 25 to eliminate excess paint adhered thereto is required less frequently than the conventional system in which the grating floor is provide over the entire booth floor.
- this grating floor 25 movable in the object-conveying direction.
- the setting location of the grating floor 25 can be changed in accordance with the necessity and convenience.
- the types of the work implements used for spray painting operation are not limited to those described in the foregoing embodiment.
- the object 2, in place of the automobile body can be any kind such as a casing of a home electric appliance or a train body and so on.
Landscapes
- Spray Control Apparatus (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
Description
- The present invention relates to a spray painting system, and more particularly to a spray painting system of a continous assembly line, the system including a plurality of work machines for spray painting disposed side by side along a direction for conveying a work object inside a spray painting booth.
- With conventional spray painting systems of the above-described type, as illustrated in Fig. 5, inside a spray painting booth having a length ranging generally between 30 and 50 m, each of a plurality of
work machines 6 is arranged movable within a predetermined distance ℓ (usually about 1 m) in the object-conveying direction on a mounting frame fixed on a floor surface of the booth. As guide mechanisms for moving the respective machines differ from each other, it has been impossible to connect these guide mechanisms so that the machines may share one common guide mechanism. - In recent years; however, there often arises the necessity of adjusting the postitions of the work machines beyond the predetermined movable distances in order to dispose each machine at the best position to cope with various changes in the kind or type of paint, spraying guns, the shape of the work object and the other working conditions. Obviously, the above-described conventional systems do not allow such work machine position adjustments beyond the predetermined ranges. Then, as a means to overcome this problem, it has been attempted to restrict the changes in the working conditions per se thereby restricting the amount of position adjustment required by the changes. Then, even after such modifications or arrangements in the work conditions, if the positions of the work machines still need to be adjusted beyond the adjustable range; then, the work machines are eventually dismounted from the floor surface and redisposed on new locations with appropriate reinforcement of the floor surface of these new locations as required for the machine installment. In such case, as the relocation work takes a considerable time, it is necessary to suspend not only the production line including these machines but also other production lines associated therewith for many days. Consequently, the production efficiency of the entire line suffers significantly.
- In US-A-4342535 a paint robot 18 is disclosed displaceably mounted on
guide rails 20 with the working area of the spray booth lower than the top of vehicle body 10 and accordingly is subject to a substantial spray mist environment. Asingle rail 20 on one side is illustrated having a carriage 32 mounted on edge portions between which a rack 26 is provided. - In GB-A-2098578 an industrial production system are disclosed a plurality of robotic
operating arm structures 2 mounted on a single I sectionedrail 6 by means ofcarriages 8 withrail 6 being within the working environment space. Support rollers 40 roll on the top surface ofrail 6 and guide rollers 41 roll on the vertical sides ofrail 6 directly beneath rollers 40.Rail 6 is mounted along the top side edge of bench 7 which also supports workpieces. - According to the present invention there is provided a spray painting system having a plurality of work machines disposed side by side along the direction of conveyance of a work object to be sprayed inside a spray painting booth and having
an upper rail and a lower rail for guiding the work machines to move along said conveying direction, with each of the machines running on said upper rail
characterised by said upper rail being arranged in a region outwardly of the working area of said spray painting booth and positioned higher than at least said work object; said upper rail supporting the work machines so as to receive all the load therefrom, and
said lower rail guiding said work machines without receiving any load from said work machines. - According to a preferred embodiment of the invention, the rails guide the movement of the machines along path of travel of the work objects with the machines supported on respective frames and each machine being detachably supported on the respective frame.
- According to the present invention, the same upper and lower rails guide the movement of a plurality of work machines in the object-conveying direction with the machines running on the upper rail.
- Therefore, when there arises the necessity of changing the positions of the work machines by a considerable amount to cope with changes in the work conditions such as the type of paint, the spray guns, the shape of the object to be spray-painted and so on, the position adjustment of the machines is readily possible without having to change the disposing order of the machines and by a sufficient range determined by the length of the rails.
- Accordingly, the system of the invention can readily cope with frequent position adjustment operations of the machines as required and also substantial changes in the work conditions without requiring total relocation of the machines. Consequently, the spray painting system of the present invention has achieved significant reduction in the shutdown period of the production line which used to be required for troublesome position adjustment or total relocation of the work machines, thus improving the entire operation efficiency of the production line including this system as well as other lines associated therewith.
- With the second characterizing features of the invention, through selective detachment of the machines each of which is detachably mounted on its frame, the system can change the disposing order of the work machines in the object-conveying direction.
- Further and other objects, features and effects of the invention will become more apparent from the following more detailed description of the embodiments of the invention with reference to the accompanying drawings.
- Accompanying drawings Figs. 1 through 4 illustrate a preferred embodiment of a spray painting system according to the present invention; in which,
- Fig. 1 is a plane view of the entire system,
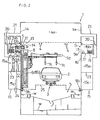
- Fig. 2 is a cross sectional view of the system,
- Figs. 3 and 4 are an enlarged side view and an enlarged front view showing a moving construction of the system, respectively.
- Fig. 5 is a plane view showing a conventional spray painting system.
- Preferred embodiments of the invention will now be described in particular with reference to the accompanying drawings.
- Referring to Figs. 1 and 2, a tunnel-like
spray painting booth 1 accommodates aconveyor device 1 for conveying an object 2 (an automobile body in the instant embodiment), an overhead outlet vent 4 for downwardly discharching a ventilation air and a demister 5 for eliminating spray mist contained in exhaust air by traping the mist in cleaning water. Inside thisbooth 1, there are installed a purality ofwork machines 6 for the spray painting, with the machines being disposed side by side along a direction of conveying theobject 2 inside the booth. - The
work machines 6 comprise various kinds such as one-hand robbot 6a for opening and closing doors of theobject 2, i.e. automobile body, a further one-hand robbot 6b for controlling aspray gun 7a to spray-paint interior surfaces of theobject 2, a side-face spraying machine 6c for vertically moving aspray gun 7b to spray-paint side outer surfaces of theobject 2, an upper-face spraying machine 6d for controlling rotary, reciprocating and vertical linear movements of anarm 7d equipped with aspray gun 7c so as to spray-paint upper surfaces of the object, and a touchup spray painting, one-hand robbot 6e for controlling afurther spray gun 6e to effect a touchup spray-paint operation on the object. - These work machines, as shown in Figs. 3 and 4, are detachably mounted on
frames 8 of idential construction; and each frame is movable by drive force along the object-conveying direction. - For moving the
frames 8, as one common guide mechanism shared by and for independently guiding the movements of theframes 8, there are provided anupper rail 9a and alower rail 9b at upper and lower portions of aside wall 1a of the booth. On the other hand, eachframe 8 has afirst roller 10a for rolling on an upper face of theupper rail 9a with the weight of theframe 8 being supported by therail 9a, a pair ofsecond rollers 10b lie astride theupper rail 9a and a pair ofthird rollers 10c lie astride thelower rail 9b. - Further, for a
chain 11 layed along theupper rail 9a, theframe 8 also has a pair offree sprockets 12a engageable with thechain 11, adrive sprocket 12b which comes into engagement with an inner side of thechain 11 which is formed like a reversed letter U-shaped as being entrained about the twofree sprockets 12a, and amotor 14 for driving thedrive sprocket 12b via areduction mechanism 13. - In operation, with the drive of the
motor 14, the frame 8 (i.e. thework machine 6 mounted on this frame) is self-movable along the object-conveying direction within the range determined by the length of the upper andlower rails chain 11 acting as resistance againt react ion force associated with the movement of the frame 4. In this way, if the setting position of thework machine 6 has be changed to cope with various changes in the operating conditions such as in the type of paint, thespray guns object 2, i.e. the automobile body, the position adjustment is readily possible by selectively and independently causing themachines 6 to self-move along the object-conveying direction. - Moreover, as described hereinbefore, since the
work machines 6 are detachably mounted on the respective self-propelling type machine frames of the identical construction, re-arrangement of disposing order of themachines 6 in said direction is also readily possible by selectively replacing or relocating themachines 6 relative to theframes 8. - On a lateral side of the
spray painting booth 1, anoperator box 15 having a length extending over the entire length of therails booth side wall 1a; and thebooth side wall 1a has awindow 16 for allowing an operator inside anoperator chamber 15a of thebox 15 to inspect and watch the spray painting operation taking place inside the booth. - Inside the
operator box 15, apartition 11 is provided for forming anupper section 15b separately from theoperator chamber 15a. Theupper section 15b accommodates paint hose-cable means 18 such as paint hoses, electric cables and pressure-air hoses for feeding paint, electricity and pressure air to therespective work machines 6; flexible means 19 such as flexible cable racks for allowing movements of thework machines 6 along the conveying direction and further theupper rail 9a and thechain 11. - The
upper section 15b further accommodates ashaft 14a for operatively connecting themotor 14 and thedrive sprocket 12b and an opening S for inserting the hose-cable means 18 therethrough. - Inside the
operator chamber 15a, there is provided aremote control panel 22 for remote-controlling thework machines 6. At alower section 15c sectioned by thepartition 23 from theoperator chamber 15a inside theoperator box 15, there are accommodated control panel means 24 such as electric control panels and pressure-air control panels. - The
operator chamber 15a is connected with aduct 21 having adumper 20 for forcibly introducing ventilatin air from aair feed chamber 4a through the overhead outlet vent 4 into thechamber 15a. - Numeral 25 denotes a grating floor used for e.g. a system maintenance operation. This grating
floor 25 is provided only at a certain region inside the booth along the object-conveying direction. For maintenance operations of thework machines 6, themachine 6 to be maintained is driven to self-move to the region of thegrating floor 25. - That is, since the
grating floor 25 is provided only at a certain region inside the booth, cleaning operation of thisgrating floor 25 to eliminate excess paint adhered thereto is required less frequently than the conventional system in which the grating floor is provide over the entire booth floor. - Further, it is also conceivable to render this
grating floor 25 movable in the object-conveying direction. In this case, the setting location of thegrating floor 25 can be changed in accordance with the necessity and convenience. - The types of the work implements used for spray painting operation are not limited to those described in the foregoing embodiment.
- Further, the
object 2, in place of the automobile body, can be any kind such as a casing of a home electric appliance or a train body and so on. - The invention may be embodied in other specific forms without departing from the essential characteristics thereof. The present embodiments are therefore to be considered in all respects as illustrative and not restrictive, the scope of the invention being defined by the appended claims rather than by the foregoing description and all changes which come within the meaning and range of equivalency of the claims are therefore intended to be embraced therein.
Claims (4)
- A spray painting system having a plurality of work machines (6) disposed side by side along the direction of conveyance of a work object (2) to be sprayed inside a spray painting booth (1), and having an upper rail (9a) and a lower rail (9b) for guiding the work machines (6) to move along said conveying direction, with each of the machines (6) running on said upper rail (9b); characterised by said upper rail (9a) being arranged in a region outwardly of the working area of said spray painting booth (1) and positioned higher than at least said work object (2); said upper rail supporting the work machines (6) so as to receive all the load therefrom, and said lower rail (9b) guiding said work machines (6) without receiving any load from said work machines (6).
- A spray painting system according to claim 1, characterized in that said rails (9a,9b) guide the movement of the machines (6) in the object-conveying direction with said machines (6) supported on respective frames (8), each machine (6) being detachably supported on the respective frame (8).
- A spray painting system according to claim 2, characterized in that said frame (8) includes a first roller (10a) for rolling on an upper face of said upper rail (9a) with the weight of the frame (8) being supported by said upper rail (9a), a pair of second rollers (10b) which strides across said upper rail (9a) and a pair of third rollers (10c) which strides across said lower rail (9b).
- A spray painting system according to Claim 3,
characterized in that
said frame (8) is driven via a chain (11) layed along said upper rail (9a).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP1260940A JPH03123652A (en) | 1989-10-05 | 1989-10-05 | Coating facility |
| JP260940/89 | 1989-10-05 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0421791A2 EP0421791A2 (en) | 1991-04-10 |
| EP0421791A3 EP0421791A3 (en) | 1991-09-18 |
| EP0421791B1 true EP0421791B1 (en) | 1993-12-22 |
Family
ID=17354892
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90310886A Expired - Lifetime EP0421791B1 (en) | 1989-10-05 | 1990-10-04 | Spray painting system |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0421791B1 (en) |
| JP (1) | JPH03123652A (en) |
| CA (1) | CA2026931C (en) |
| DE (1) | DE69005404T2 (en) |
| ES (1) | ES2049426T3 (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4114762A1 (en) * | 1991-05-06 | 1992-11-19 | Eisenmann Kg Maschbau | Paint line for car bodywork - has whole operating side area hermetically closed and formed as clean chamber accessible by personnel sluices |
| JP2756482B2 (en) * | 1995-05-31 | 1998-05-25 | 川崎重工業株式会社 | Robot Placement Method and Structure in Automotive Painting Line |
| FR2777483A1 (en) * | 1998-04-15 | 1999-10-22 | Sames Sa | METHOD AND INSTALLATION FOR SPRAYING COATING PRODUCTS |
| GB2486705B (en) * | 2010-12-23 | 2013-03-13 | Spraybooth Technology Ltd | Spray booths |
| DE102011121343A1 (en) | 2011-12-16 | 2013-06-20 | Dürr Systems GmbH | Coating plant and corresponding operating method |
| DE102019215079A1 (en) * | 2019-09-30 | 2021-04-01 | Dürr Systems Ag | Treatment facility and treatment process |
| CN113457897B (en) * | 2021-07-07 | 2022-07-12 | 成都天码行空机器人研究有限公司 | Continuous spraying line for automobile parts and using method |
| CN114054278B (en) * | 2021-12-09 | 2022-12-16 | 江苏鑫时创铝幕墙制造有限公司 | Thermal-insulated nanometer self-cleaning curtain aluminium veneer surface treatment device |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4342535A (en) * | 1980-08-14 | 1982-08-03 | General Motors Corporation | Door-opener apparatus |
| IT1144708B (en) * | 1981-05-15 | 1986-10-29 | Dea Spa | INDUSTRIAL PRODUCTION SYSTEM SERVED BY A PLURALITY OF OPERATING ARMS AND CONTROLLED BY A CALCULATOR SYSTEM |
| IT1153412B (en) * | 1982-01-15 | 1987-01-14 | Basfer Srl | PROCEDURE FOR THE AUTOMATIC PAINTING OF FORWARD OBJECTS ALONG A PROCESSING AND EQUIPMENT LINE FOR THE IMPLEMENTATION OF THE SAME PROCEDURE |
| CA1263015C (en) * | 1985-07-31 | 1989-11-21 | Painting process for inner panel region of motorcar vehicle body and apparatus therefor | |
| US4630567A (en) * | 1985-08-28 | 1986-12-23 | Gmf Robotics Corporation | Spray paint system including paint booth, paint robot apparatus movable therein and rail mechanism for supporting the apparatus thereout |
-
1989
- 1989-10-05 JP JP1260940A patent/JPH03123652A/en active Pending
-
1990
- 1990-10-04 EP EP90310886A patent/EP0421791B1/en not_active Expired - Lifetime
- 1990-10-04 DE DE69005404T patent/DE69005404T2/en not_active Expired - Fee Related
- 1990-10-04 CA CA002026931A patent/CA2026931C/en not_active Expired - Fee Related
- 1990-10-04 ES ES90310886T patent/ES2049426T3/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ES2049426T3 (en) | 1994-04-16 |
| JPH03123652A (en) | 1991-05-27 |
| DE69005404T2 (en) | 1994-07-14 |
| CA2026931A1 (en) | 1991-04-06 |
| CA2026931C (en) | 1997-10-14 |
| EP0421791A2 (en) | 1991-04-10 |
| EP0421791A3 (en) | 1991-09-18 |
| DE69005404D1 (en) | 1994-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0216482B1 (en) | Spray paint system including paint booth, paint robot apparatus movable therein and rail mechanism for supporting the apparatus thereout | |
| US7650852B2 (en) | Modular painting apparatus | |
| CA1331085C (en) | Method of installing painting system and painting-machine control unit for use in painting booth | |
| EP2359939B1 (en) | Painting system | |
| CA2672156C (en) | Coating plant and method for the series coating of workpieces | |
| EP0421791B1 (en) | Spray painting system | |
| US5336321A (en) | Paint apparatus having two robots | |
| US6776843B2 (en) | Sprayer device for a motor vehicle body paint spray booth | |
| CN102728508A (en) | Robot coating system | |
| CN113272074A (en) | Surface treatment apparatus and surface treatment method for vehicle body | |
| EP0429289B1 (en) | Automatic spray painting machine | |
| CN111719826A (en) | Automatic paint spraying robot for building wall surface | |
| US4864965A (en) | Automatic painting apparatus | |
| JPH04290570A (en) | Vertical reciprocating coating apparatus | |
| CN109986166A (en) | Automate arc-welding work station | |
| US20080251011A1 (en) | Device for Coating, in Particular for Painting Objects, in Particular Vehicle Bodies | |
| US8104131B2 (en) | Rollover wash unit for a vehicle wash system | |
| JP2007029840A (en) | Low exhaust spray apparatus | |
| EP3009195B1 (en) | A varnishing plant for body shops | |
| KR0116881Y1 (en) | Part for spraygun of painting | |
| JP3527383B2 (en) | painting booth | |
| JPH05317762A (en) | Robbot apparatus for painting | |
| CN221210802U (en) | Guiding and conveying device for numerical control machine tool | |
| CN211436769U (en) | Carry on spraying equipment of robot | |
| CN112074630B (en) | Bale opener for opening compressed fiber bales having an improved basic design |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19901025 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES FR GB |
|
| 17Q | First examination report despatched |
Effective date: 19920911 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB |
|
| REF | Corresponds to: |
Ref document number: 69005404 Country of ref document: DE Date of ref document: 19940203 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2049426 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970929 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19981002 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19981006 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991005 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19991004 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020905 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20001113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040501 |