EP0412099B1 - Machine et procede d'hydroembellissement de tissu - Google Patents
Machine et procede d'hydroembellissement de tissu Download PDFInfo
- Publication number
- EP0412099B1 EP0412099B1 EP19890905247 EP89905247A EP0412099B1 EP 0412099 B1 EP0412099 B1 EP 0412099B1 EP 19890905247 EP19890905247 EP 19890905247 EP 89905247 A EP89905247 A EP 89905247A EP 0412099 B1 EP0412099 B1 EP 0412099B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fabric
- spun
- yarn
- approximately
- inch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
















Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C29/00—Finishing or dressing, of textile fabrics, not provided for in the preceding groups
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/04—Needling machines with water jets
Definitions
- This invention generally relates to a textile finishing process for upgrading the quality of woven and knit fabrics. More particularly, it is concerned with a hydroentangling process which enhances woven and knit fabrics through use of dynamic fluid jets to entangle and cause fabric yarns to bloom. Fabrics produced by the method of the invention have enhanced surface finish and improved characteristics such as cover, abrasion resistance, drape, stability as well as reduced air permeability, wrinkle recovery, seam slippage, and edge fray.
- the quality of a woven or knit fabric can be measured by various properties, such as, the yarn count, thread count, abrasion resistance, cover, weight, yarn bulk, yarn bloom, torque resistance, wrinkle recovery, drape and hand.
- Yarn count is the numerical designation given to indicate yarn size and is the relationship of length to weight.
- Thread count in woven or knit fabrics defines the number of ends and picks, and wales and courses per inch of fabric. For example, the count of cloth is indicated by enumerating first the number of warp ends per cm (inch), then the number of filling picks per cm (inch).
- 27 x 28 (68 x 72) defines a fabric having 27 (68) warp ends and 28 (72) filling picks per cm (inch).
- Abrasion resistance is the ability of a fabric to withstand loss of appearance, utility, pile or surface through destructive action of surface wear and rubbing.
- Cover is the degree to which underlying structure in a fabric is concealed by surface material.
- a measure of cover is provided by fabric air permeability, that is, the ease with which air passes through the fabric. Permeability measures fundamental fabric qualities and characteristics such as filtration and cover.
- Yarn bloom is a measure of the opening and spread of fibers in yarn.
- Fabric weight is measured in weight per unit area, for example, the number of grams per square meter (ounces per square yard).
- Torque of fabric refers to that characteristic which tends to make it turn on itself as a result of twisting. It is desirable to remove or diminish torque in fabrics. For example, fabrics used in vertical blinds should have no torque, since such torque will make the fabric twist when hanging in a strip.
- Wrinkle recovery is the property of a fabric which enables it to recover from folding deformations.
- Hand refers to tactile fabric properties such as softness and drapability.
- Willbanks Fabric enhancement of limited extent is obtained in Willbanks as a secondary product of the patterning process.
- Willbanks fails to suggest or teach a hydroentangling process that can be employed to uniformly enhance fabric characteristics. See Willbanks Example 4, page 40.
- a more specific object of the invention is to provide a hydroenhancing process for enhancement of fabrics made of spun and spun/filament yarn.
- Another object of the invention is to provide a hydroenhancing process having application for the fabrication of novel composite and layered fabrics.
- a further object of the invention is to provide a hydroenhancing production line apparatus which is less complex and improved over the prior art.
- a hydroenhancing module is employed in the invention in which the fabric is supported on a member and impacted with a fluid curtain under controlled process energies. Enhancement of the fabric is effected by entanglement and intertwining of yarn fibers at cross-over points in the fabric weave or knit. Fabrics enhanced in accordance with the invention have a uniform finish and improved characteristics, such as, edge fray, drape, stability, wrinkle recovery, abrasion resistance, fabric weight and thickness.
- a method for enhancing and finishing woven or knitted textile fabrics having yarns which intersect at cross-over points wherein the fabric is supported on a support member, conveyed in a machine direction through a production line, and impacted with liquid, is characterised in that the fabric is made from spun and/or spun filament yarn fibres having dtex and lengths in the range of 0.333 to 17.8 dtex (0.3 to 16.0 denier) and 1.27 to 20.3 centimetres (0.5 - 8 inches) respectively, and yarn counts in the range of 1180 to 7.4 TEX (0.5s to 80s) and in that the method comprises uniformly and continuously impacting at least one side of the fabric with a continuous curtain of fluid which impacts the fabric with an energy in the range of 5.7 x 10 5 to 11.5 x 10 6 joule/kg (0.1 - 2.0 hp-hr/lb), thereby effecting entanglement of the yarns at their cross-over points.
- the continuous curtain of fluid is preferably provided by an array of closely spaced liquid jets which emanate from jet orifices.
- the conveying speed is preferably from .0508 to 2.54 m/sec (10 to 500 fpm)
- the jet pressure is preferably from 1,379 to 20,685 kpa (200 to 3000 psi)
- the jets are preferably columnar
- the jet orifices preferably have a diameter of 0.0127 to 0.254 cm (0.005 to 0.010 inches), and preferably centre-to-centre spacing of 0.043 to 0.086 cm (0.017 to 0.034 inches).
- the jets are preferably spaced approximately 1.27 cm (0.5 inches) from the support member.
- the support member is preferably liquid pervious and includes open areas of 17-40% and has a fine mesh pattern which permits fluid passage without imparting a patterned effect to the fabric.
- the support preferably includes a fine mesh screen arranged in offset relation to the machine direction.
- the array of jets is preferably provided by a plurality of parallel manifolds spaced approximately 20.3 cm (8 inches) apart.
- the pressure is approximately 10,340 kPa (1500 psi)
- the jet orifice diameter is approximately 0.0127 cm (0.005 inches)
- the centre-to-centre spacing of the jet orifices provides approximately 24 jets per cm (60 jets per inch)
- the fabric is impacted with a cumulative energy of approximately 2.64 x 10 6 joule/kg (0.46 hp-hr/lb).
- the fabric is advanced to a tenter frame which dries the fabric to a specified width under tension to produce a uniform fabric finish.
- First and second enhancement stations are provided which include a plurality of cross-directionally (“CD”) aligned and spaced manifolds.
- columnar jet nozzles having orifice diameters of approximately 0.0127 cm (0.005 inches) with center-to center spacings of approximately 0.043 cm (.017 inches) are mounted approximately 1.27 cm (.5 inches) from the screens.
- this spacing arrangement provides a curtain of fluid which yields a uniform fabric enhancement.
- Use of fluid pervious support members which are oriented in offset relation, preferably 45°, effectively limits jet streaks and eliminates reed markings in processed fabrics.
- Optimum fabric enhancement results are obtained in fabrics including fibers with dtex and staple lengths in the range of 0.555 to 6.66 dtex (0.5 to 6.0 denier), and 1.27 cm to 12.7 cm (0.5 to 5 inches), respectively, and yarn counts in the range of 1180 to 11.8 Tex (.5s to 50s).
- Preferred yarn spinning systems of the invention fabrics include open end cotton spun, wrap spun, open end wool spun and friction spun.
- the fabric preferably includes low denier, short length fibres and loosely twisted yarns.
- the liquid jets are preferably aligned in a cross-direction relative to the machine direction, and each liquid jet has an axis substantially perpendicular to the fabric.
- the method effects enhancement of the yarns in interstitial open areas defined by the cross-over points in the fabric weave, and the fabric demonstrates a reduction in air permeability in the range of 10 to 90% after enhancement.
- the fabric is a woven polyester fabric and the fabric includes 2.22 dtex (2 denier), 4.8 cm (1.9 inch) polyester fibre, open-end cotton spun yarn having a yarn number of 34.7 Tex (17s) and count of 19 x 9 per cm (49 x 23 per inch), and the method yields an approximately 48% reduction in air permeability in the fabric after enhancement.
- the fabric is a woven acrylic fabric and the fabric includes 3.33 dtex (3 denier), 3.8 cm (1.5 inch) fibre, open-end cotton warp yarn having a yarn number of 65.7 Tex (9s), 11 ends per cm (28 per inch), and a 3.33 dtex (3 denier), 7.6 cm (3 inch) acrylic fibre, open-end wool spun fill yarn having a number of 147.6 Tex (4s), 6.3 picks per cm (16 per inch), and the method yields an approximately 36% reduction in air permeability in the fabric after enhancement.
- the fabric is an acrylic wrap spun fabric and the fabric includes 3.33 dtex (3 denier), 7.6 cm (3 inch) acrylic fibre, wrap spun with 111 dtex (100 denier) textured polyester yarn having a yarn number of 147.6 Tex (4s) and count of 5.5 x 6.3 per cm (14 x 16 per inch), and the method yields an approximately 65% reduction in air permeability in the fabric after enhancement.
- the fabric is a woven acrylic fabric and the fabric includes 3.33 dtex (3 denier), 3.8 cm (1.5 inch) acrylic fibre, open-end cotton spun warp yarn having a yarn number of 65.7 Tex (9s), 11 ends per cm (28 per inch), and a 3.33 dtex (3 denier), 7.62 cm (3 inch) acrylic fibre, hollow wrap spun fill yarn, 2.4 twists per cm (6 per inch) having a number of 147.6 Tex (4s), 6.3 picks per cm (16 per inch), and the method yields an approximately 48% reduction in air permeability in the fabric after enhancement.
- the fabric is a woven acrylic fabric and the fabric includes 3.33 dtex (3 denier), 3.8 cm (1.5 inch) acrylic fibre, open-end wool spun warp yarn having a yarn number of 147.6 Tex (4s), 5.5 ends per cm (14 per inch), and a 3.33 dtex (3 denier), 7.6 cm (3 inch) acrylic fibre, open-end wool spun fill yarn having a yarn number of 227 Tex (2.6s), 6.3 picks per cm (16 per inch), and the method yields an approximate 48% reduction in air permeability in the fabric after enhancement.
- the fabric is a woven fabric and the fabric includes 80% wool/20% nylon in a 2 x 1 twill weave, and the method yields an approximately 49.5% reduction in air permeability in the fabric after enhancement.
- the fabric is a 53% polyester/47% cotton fabric and the fabric includes a 3 x 1 twill weave, a thread count of 47 ends/cm x 14.9 picks/cm (120 ends/inch x 38 picks/inch), and the method yields an approximately 50.6% reduction in air permeability in the fabric after enhancement.
- the fabric is a 50% polyester/50% cotton doubleknit fabric and the fabric includes wrap spun yarn with 111 dtex (100 denier) polyester wrap, and the process yields an approximately 16% reduction in air permeability in the fabric after enhancement.
- the invention also extends to apparatus for enhancing and finishing woven or knitted textile fabrics having spun and/or spun filament yarns which intersect at cross-over points, the apparatus including a fabric support member, and means for providing a plurality of liquid jet streams which impact the fabric, characterised in that the apparatus comprises:
- the jets are preferably columnar, and the jet orifices preferably have diameters and centre-to-centre spacings of 0.0127 to 0.254 cm (0.005 to 0.010 inches) and 0.043 to 0.086 cm (0.017 to 0.034 inches) respectively.
- the jets are preferably approximately 1.27 cm (0.5 inches) from the support member.
- the support member is preferably liquid pervious and includes open areas of 17-40% and has a fine mesh pattern which permits fluid passage without imparting a patterned effect to the fabric.
- the support preferably includes a fine mesh screen arranged in offset relation to the machine direction.
- the jets are preferably provided by a plurality of parallel manifolds spaced approximately 20.32 cm (8 inches) apart.
- the jet orifice diameter is preferably approximately 0.0127 cm (0.005 inches) and the centre-to-centre spacing of the jet orifices (32) is approximately 24/cm (60/inch).
- the liquid jets each preferably have an axis substantially perpendicular to the fabric.
- the invention also extends to a uniformly enhanced woven or knit textile fabric made by supporting the fabric on a support member and impacting the fabric with a plurality of liquid jet streams, characterised in that the fabric includes spun and/or spun filament yarns which intersect at cross-over points to define interstitial open areas, said yarns including fibres having dtex and lengths in the range of 0.333 to 17.8 dtex (0.3 to 16.0 denier) and 1.27 to 20.32 cms (0.5 to 8 inches), respectively, wherein said yarns are fluid entangled in said interstitial open areas, by application of a continuous curtain of non-compressible fluid energy in the range of 5.7 x 10 5 to 11.5 x 10 6 joule/kg (0.1 to 2.0 hp-hr/lb).
- the fabric preferably includes low denier, short length fibres and loosely twisted yarns.
- a uniformly enhanced woven or knit textile demonstrates a substantial improvement in at least two of air permeability, abrasion resistance, tensile strength, edge fray, seam slippage, wrinkle recovery, torque resistance, and fabric weight.
- the invention also extends to a method for enhancing and hydrobonding woven or knit fabric materials having spun and/or spun filament yarns which intersect at cross-over points characterised in that it comprises:
- the invention also extends to a method for hydrobonding woven or knit fabric materials to form a composite textile fabric, the fabric including spun and/or spun filament yarns in a structured pattern including yarns which intersect at cross-over points, the method comprising the steps of:
- the conveying speed is from .0508 to 2.54 m/sec (10 to 500 fpm)
- jet pressure is from 1,379 to 20,685 kpa (200 to 3000 psi)
- the jets are columnar, the jet orifices having a diameter of 0.0127 to 0.254 cm (0.005 to 0.010 inches), and centre-to-centre spacing of 0.043 to 0.086 cm (0.017 to 0.034 inches).
- the fabric is preferably treated on both sides.
- the fabric preferably includes low denier, short length fibres and loosely twisted yarns.
- the invention also extends to an enhanced composite woven or knit textile fabric characterised in that the fabric includes first and second napped surfaces which have raised surface fibres, said napped surfaces being arranged in overlying and opposed relation, and in which the said raised surface fibres in said first and second surfaces are entangled.
- Fig. 1 illustrates a preferred embodiment of a production line of the invention, generally designated 10, for hydroenhancement of a fabric 12 including spun and/or spun/filament yarns.
- the line includes a conventional weft straightener 14, flat and drum enhancing modules 16, 18, and a tenter frame 20.
- Modules 16, 18 effect two sided enhancement of the fabric through fluid entanglement and bulking of fabric yarns. Such entanglement is imparted to the fabric in areas of yarn cross-over or intersection. Control of process energies and provision of a uniform curtain of fluid produces fabrics having a uniform finish and improved characteristics including, edge fray, torque, wrinkle recovery, drape, stability, abrasion resistance, fabric weight and thickness.
- Fabric is advanced through the weft straightener 14 which aligns the fabric weft prior to processing in enhancement modules 16, 18. Following hydroenhancement, the fabric is advanced to the tenter frame 20, which is of conventional design, where it is dried under tension to produce a uniform fabric of specified width.
- Module 16 includes a first support member 22 which is supported on an endless conveyor means including rollers 24 and drive means (not shown) for rotation of the rollers.
- Preferred line speeds for the conveyor are in the range of 0.0508 to 2.54 m/sec (10 to 500 ft/min). Line speeds are adjusted in accordance with process energy requirements which vary as a function of fabric type and weight.
- Support member 22 which preferably has a flat configuration, includes closely spaced fluid pervious open areas 26.
- Support member 22 is a tight seamless weave which is not subject to angular displacement or snag. Specifications for the screen, which is manufactured by Albany International, Appleton Wire Division, P.O. Box 1939, Appleton, Wisconsin 54913 are set forth in Table I.
- Module 16 also includes an arrangement of parallel and spaced manifolds 30 oriented in a cross-direction ("CD") relative to movement of the fabric 12.
- the manifolds which are spaced approximately 20.3 cm (8 inches) apart each include a plurality of closely aligned and spaced columnar jet orifices 32 which are spaced approximately 1.27 cm (.5 inches) from the support member 22.
- the jet orifices have diameters and center-to-center spacings in the range of 0.0127 to 0.0254 cm (.005 to .010 inches) and 0.043 to 0.086 cm (.017 to .034 inches), respectively, and are designed to impact the fabric with fluid jets 28 at pressures in the range of 1379 to 20685 kPa (200 to 3000 psi).
- Preferred orifices have diameters of approximately 0.0127 cm (.005 inches) with center-to-center spacings of approximately 0.043 cm (.017 inches).
- This arrangement of fluid jets 28 provides a curtain of fluid entangling streams which yield optimum enhancement in the fabric.
- Energy input to the fabric is cumulative along the line and preferably set at approximately the same level in modules 16, 18 (two stage system) to impart uniform enhancement to top and bottom surfaces of the fabric.
- Effective first stage enhancement of fabric yarn is achieved at an energy output in the range of 5.7 x 10 5 to 11.5 x 10 6 Joule/Kg (.1 to 2.0 hp-hr/lb).
- Module 18 includes a second support member 34 of cylindrical configuration which is supported on a drum.
- the member 34 includes closely spaced fluid pervious open areas 36 which comprise approximately 36% of the screen area.
- a preferred support member 34, shown in Fig. 2B, is a 16x16 45° mesh/cm (40x40 45° mesh/inch) stainless steel screen, manufactured by Appleton Wire, having the specifications set forth in Table I.
- Module 18 functions in the same manner as the planar module 16.
- Manifolds 30 and jet orifices 32 are provided which have substantially the same specifications as in the first stage enhancement module.
- Fluid energy to the fabric of at least 2.9 x 10 6 Joule/Kg (0.5 hp-hr/lb) and preferably in the range of 5.7 x 10 5 to 11.5 x 10 6 Joule/Kg (.1 to 2.0 hp-hr/lb) effects second stage enhancement.
- Figs. 3A and 4A are photomicrographs at 10X and 16X magnification of a polyester LIBBEY brand fabric style no. S/x-A805 (see Table II). Reed marks in Figs. 3A and 4A are designated by the letter "R".
- the invention overcomes this defect in conventional weaving processes through use of a single and preferably two stage hydroenhancement process.
- Advantage is obtained in the invention process by orienting the drum support member 34 in offset relation, preferably 45°, relative to machine direction ("MD") of the hydroenhancing line. See Figs. 2A and B.
- Support members 22 and 34 are preferably provided with fine mesh open areas which are dimensioned to effect fluid passage through the members without imparting a patterned effect to the fabric.
- the preferred members have an effective open area for fluid passage in the range of 17 - 40%.
- Figs. 3 - 15 illustrate representative woven and knit fabrics enhanced in accordance with the method of the invention, employing test conditions which simulate the line of Fig. 1. Table II sets fort specifications for the fabrics illustrated in the drawings.
- test manifolds 30 were spaced approximately 20.3 cm (8 inches) apart in modules 16, 18, and provided with densely packed columnar jet orifices 32 of approximately 23.6/cm (60/inch). Orifices 32 each had a diameter of 0.0127cm (0.005 inches) and were spaced approximately 1.27cm (.5 inches) from the first and second support members 22, 34.
- the process line of Fig. 1 includes enhancement modules 16, 18 which, respectively, are provided with six manifolds.
- modules 16, 18 were each fitted with two manifolds 34. To simulate line conditions, the fabrics were advanced through multiple runs on the line. Three processing runs in each two manifold module was deemed to be equivalent to a six manifold module.
- Fabrics were hydroenhanced at process pressures of approximately 10340 kPa (1500 psi). Line speed and cumulative energy output to the modules were respectively maintained at approximately 0.15m/sec (30 fpm) and 2.64 x 10 6 Joule/Kg (0.46 hp-hr/lb). Adjustments in the line speed and fluid pressure were made to accommodate differences in fabric weight for uniform processing and to maintain the preferred energy level.
- Fabrics processed in the Examples exhibited marked enhancement in aesthetic appearance and quality including, characteristics such as cover, bloom, abrasion resistance, drape, stability, and reduction in seam slippage, and edge fray.
- Tables III - XI set forth data for fabrics enhanced in accordance with invention on the test process line. Standard testing procedures of The American Society for Testing and Materials (ASTM) were employed to test control and processed characteristics of fabrics. Data set forth in the Tables was generated in accordance with the following ASTM standards: Fabric Characteristic ASTM Standard Weight D3776-79 Thickness D1777-64 (Ames Tester) Tensile Load D1682-64 (1975) (Cut strip/grab) Elongation D1682-64 (1975) Air Permeability D737-75 (1980) (Frazier) Thread Count D3775-79 Ball Burst D3787-80A Seam Slippage D4159-82 Tongue Tear D2261-71 Wrinkle Recovery D1295-67 (1972) Abrasion Resistance D3884-80 Pilling D3514-81
- FIG. 4-15 illustrate the enhancement in fabric cover obtained in the invention. Attention is directed to open areas in the unprocessed fabrics, photographs designated A, these areas are of reduced size in the processed fabrics in the photographs designated B. Hydroenhancement caused fabric yarns to bloom and entangle at cross-over points, filling in open areas to improve cover and reduce air permeability in the fabrics.
- Figs. 12 and 13 are photomicrographs of a HYTEX brand wall covering fabric, manufactured by Hytex, Inc, Randolph, Massachusetts. A multi-textured surface appearance of the fabric is provided by yarns which are woven through discrete areas of the front fabric surface. Free floating weave stitches, designated by the letter "S" in Figs. 12B and 13B, are formed on the backside of the fabric.
- Figs. 14A, B are photomacrographs of control and processed acrylic vertical blind fabric, manufactured by W.S. Libbey, style designation S/406. Enhancement of the fabric reduces fabric torque which is particularly advantageous in vertical blind applications.
- the torque reduction test of Figs. 14A, B employed fabric strips 213 cm (84") long and 8.9 cm (3.5") wide, which were suspended vertically without restraint. Torque was measured with reference to the angle of fabric twist from a flat support surface. As can be seen in the photographs, a torque of 90° in the unprocessed fabric, Fig. 14A, was eliminated in the enhancement process.
- Figs. 15A-C are macrophotographs of control and processed acrylic fabrics, LIBBEY style nos. 022, 406 and 152, respectively, which were tested for washability. Unprocessed fabrics exhibited excessive fraying and destruction, in contrast to the enhanced fabrics which exhibit limited fraying and yarn (weight) loss. Table XI sets forth washability test weight loss data. TABLE XI 022, 406, 152 - Figs. 15A-C Percent Weight Loss (3 wash/dry cycles) Sample Control Processed 022 36.5 5.0 406 28.0 4.0 152 28.1 7.2
- Fig. 16 illustrates an alternative embodiment of the invention apparatus, generally designated 40.
- the apparatus includes a plurality of drums 42a-d over which a fabric 44 is advanced for enhancement processing. Specifically, the fabric 44 traverses the line in a sinuous path under and over the drums 42 in succession. Rollers 46 are provided at opposite ends of the line adjacent drums 42a and d to support the fabric. Any or all of the drums can be rotated by a suitable motor drive (not shown) to advance the fabric on the line.
- a plurality of manifolds 48 are provided in groups, Fig. 16 illustrates groups of four, which are respectively spaced from each of the drums 42a-d.
- An arrangement of manifold groups at 90° intervals on the sinuous fabric path successively positions the manifolds in spaced relation with respect to opposing surfaces of the fabric.
- Each manifold 48 impinges columnar fluid jets 50, such as water, against the fabric.
- Fluid supply 52 supplies fluid to the manifolds 48 which is collected in liquid sump 54 during processing for recirculation via line 56 to the manifolds.
- the support drums 42 may be porous or non-porous. It will be recognized that advantage is obtained through use of drums which include perforated support surfaces. Open areas in the support surfaces facilitate recirculation of the fluid employed in the enhancement process.
- Enhancement is a function of energy which is imparted to the fabric.
- Preferred energy levels for enhancement in accordance with the invention are in the range of 5.7 x 10 5 to 11.5 x 10 6 Joule/Kg (.1 to 2.0 hp-hr/lb).
- Variables which determine process energy levels include line speed, the amount and velocity of liquid which impinges on the fabric, and fabric weight and characteristics.
- Fluid velocity and pressure are determined in part by the characteristics of the fluid orifices, for example, columnar versus fan jet configuration, and arrangement and spacing from the process line. It is a feature of the invention to impinge a curtain of fluid on a process line to impart an energy flux of approximately 2.64 x 10 6 Joule/Kg (0.46 hp-hr/lb) to the fabric.
- Preferred specifications for orifice type and arrangement are set forth in description of the embodiment of Fig. 1. Briefly, the jet orifices are closely spaced with center-to-center spacings of approximately 0.043 cm (0.017 inches) and are spaced 1.27 cm (0.5 inches) from the support members. Orifice diameters of 0.0127 cm (.005 inches) and densities of 23.6 per manifold cm (60 per manifold inch) eject columnar fluid jets which form a uniform fluid curtain.
- a plain woven 100% polyester fabric comprised of friction spun yarns having the following specifications was processed in accordance with the invention: count of 6.3 x 3.9 yarns/cm 2 (16 x 10 yarns/in 2 ), weight of 271 g/m 2 (8 ounces/yd 2 ), an abrasion resistance of 500 grams (measured by 50 cycles of a CS17 abrasicn test wheel) and an air permeability of 141 m 3 /m 2 /min (465 ft 3 /ft 2 /min).
- the fabric was processed on a test line to simulate a speed of 1.5 m/sec (300 ft/min) on process apparatus including four drums 42 and eighteen nozzles 16 at a pressure of approximately 10340 kPa (1500 psi). Energy output to the fabric at these process parameters was approximately 2.64 x 10 6 Joules/Kg (.46 hp-hr/lb).
- Table XII sets forth control and processed characteristics of the fabric. TABLE XII 100% Polyester Friction Spun Fabric Fabric Characteristic Control Processed Count yarns/cm 2 (yarns/in. 2 ) 6.3x3.9 (16x10) 6.7x3.9 (17x10) Weight g/m 2 (ounces/yd. 2 ) 271 (8) 278 (8.2) Abrasion resistance (cycles) 50 85 Air permeability m 3 /m 2 /min (ft 3 ft 2 /min.) 141 (465) 55 (181)
- Example XIV The process conditions of Example XIV were employed to process a plain woven cotton osnaburg and plain woven polyester ring spun fabrics yielding the results set forth in Tables XIV and XV. TABLE XV Plain Woven Cotton Osnaburg Fabric Characteristic Control Processed Count yarns/cm 2 (yarns/in.
- Fabrics processed in Examples XIV-XVI are characterized by a substantial reduction in air permeability and increase in abrasion resistance.
- Process energy levels in these Examples were approximately 2.64 x 10 6 Joule/Kg (.46 hp-hr/lb). It has been discovered that there is a correlation between process energy and enhancement. Increased energy levels yield optimum enhancement effects.
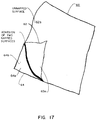
- Fig. 17 illustrates a composite flannel fabric 60 including fabric layers 62, 64. Hydrobonding of the layers is effected by first napping opposing surfaces 62a, 64a of each of the layers to raise surface fibers. The opposing surfaces 62a, 64a are then arranged in overlying relation and processed on the production line of the invention. See Figs. 1 and 16. Enhancement of the layers 62, 64 effects entanglement of fibers in the napped surfaces and bonding of the layers to form a integral composite fabric 60. Exterior surfaces 62b, 64b are also enhanced in the process yielding improvements in cover and quality in the composite fabric.
- Napped surfaces 62a, 64a are provided by use of conventional mechanical napping apparatus.
- Such apparatus include cylinders covered with metal points or teasel burrs which abrade fabric surfaces.
- composite fabric 60 is manufactured without requirement of conventional laminating adhesives. As a result, the composite fabric breaths and has improved tactile characteristics than obtained in prior art laminated ccnposites. It will be recognized that such composite fabrics have diverse applications in fields such as apparel and footwear.
- Optimum enhancement in single and multi-ply fabrics is a function of energy. Preferred results are obtained at energy levels of approximately 2.64 x 10 6 Joule/Kg (.46 hp-hr/lb). Energy requirements will of course vary for different fabrics as will process conditions required to achieve optimum energy levels. In general, process speeds, nozzle configuration and spacing may be varied to obtain preferred process energy levels.
- Enhanced fabrics of the invention are preferably fabricated of yarns including fibers having dtex and lengths, respectively, in the ranges of 0.333 to 11.1 dtex (0.3 to 10.0 denier) and 1.27 to 15.24 cm (0.5 to 6.0 inches), and yarn counts of 1180 to 7.4 Tex (.5s to 80s).
- Optimum enhancement is obtained in fabrics having fiber dtex in the range of 0.555 to 6.66 dtex (.5 to 6 denier), staple fibers of 1.27 to 15.24 cm (.5 to 6.0 inches), and yarn counts in the range of 1180 to 11.8 Tex (.5s to 50s).
- Experimentation indicates that preferred enhancement results are obtained in fabrics including low denier, short lengths fibers, and loosely twisted yarns.
- the invention advances the art by recognizing that superior fabric enhancement can be obtained under controlled process conditions and energy levels.
- the art has not recognized the advantages and the extent to which hydroenhancement can be employed to upgrade fabric quality. It is submitted that the results achieved in the invention reflect a substantial and surprising contribution to the art.
- Figs. 1 and 16 respectively illustrate two and four stage enhancement process lines.
- System configurations which include one or more modules having flat, drum or other support member configuration may be employed in the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Woven Fabrics (AREA)
- Treatment Of Fiber Materials (AREA)
- Physical Water Treatments (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
Claims (42)
- Procédé d'amélioration et d'ennoblissement d'étoffes tissées ou tricotées ayant des fils qui s'entrecroisent à des points de croisement, dans lequel l'étoffe est supportée sur un élément de support (22, 34, 42), acheminée dans un sens machine suivant une ligne de production, et sur laquelle est projetée du liquide, caractérisé en ce que l'étoffe est faite à partir de fibres filées et/ou de fibres de fils continus filés de décitex et de longueurs de l'ordre de 0,333 à 17,8 dtex (0,3 à 16,0 deniers) et de 1,27 à 20,3 centimètres (0,5 à 8 pouces), respectivement, et le titre du fil est de l'ordre de 1180 à 7,4 Tex (0,5 s à 80 s) et en ce que le procédé comprend la projection uniforme et continue, sur au moins une face de l'étoffe, d'un rideau continu de fluide qui frappe l'étoffe avec une énergie de l'ordre de 5,7 x 105 à 11,5 x 106 joule/kg (0,1 à 2,0 ch·h/livre), ce qui a pour effet d'enchevêtrer les fils à leurs points de croisement.
- Procédé suivant la revendication 1, caractérisé en ce que le rideau continu de fluide est créé par une série de jets liquides (28, 50) disposés les uns près des autres qui sortent d'orifices d'éjection (32).
- Procédé suivant la revendication 2, caractérisé en ce que la vitesse d'acheminement est comprise entre 0,0508 et 2,54 m/s (10 à 500 pieds/min), la pression d'éjection est comprise entre 1379 et 20 685 kPa (200 à 3000 livres/pouce carré), les jets (28, 50) sont colonnaires, les orifices d'éjection (32) ont un diamètre de 0,0127 à 0,254 cm (0,005 à 0,010 pouce), et une distance de centre à centre de 0,043 à 0,086 cm (0,017 à 0,034 pouce).
- Procédé suivant la revendication 2 ou la revendication 3, caractérisé en ce que les jets (28) sont distants d'approximativement 1,27 cm (0,5 pouce) de l'élément de support.
- Procédé suivant l'une quelconque des revendications 1 à 4, caractérisé en ce que l'élément de support (22, 34) est perméable aux liquides et comporte entre 17 et 40% de zones ouvertes (26, 36) et a une structure à mailles fines qui permet le passage de fluide sans imprimer un effet de dessin à l'étoffe.
- Procédé suivant la revendication 5, caractérisé en ce que le support comprend un tamis à mailles fines (34) décalé par rapport au sens machine.
- Procédé suivant l'une quelconque des revendications 1 à 6, caractérisé en ce que l'étoffe (12, 44) est traitée sur les deux faces.
- Procédé suivant l'une quelconque des revendications 2 à 7, caractérisé en ce que la série de jets (28, 50) est créée par une pluralité de collecteurs parallèles (30, 48) espacés les uns des autres d'approximativement 20,3 cm (8 pouces).
- Procédé suivant l'une quelconque des revendication 2 à 8, caractérisé en ce que la pression vaut approximativement 10 340 kPa (1500 livre/pouce carré), le diamètre des orifices d'éjection vaut approximativement 0,0127 cm (0,005 pouce), la distance de centre à centre des orifices d'éjection (32) assure approximativement 24 jets/cm (60 jets/pouce), et l'étoffe est frappée avec une énergie cumulée d'approximativement 2,64 x 106 joule/kg (0,46 ch·h/livre).
- Procédé suivant l'une quelconque des revendications 1 à 9, caractérisé en ce que l'étoffe (12, 44) comprend des fils de faible denier, composés de fibres courtes et retordus floches.
- Procédé suivant l'une quelconque des revendications 2 à 10, caractérisé en ce que les jets liquides (28, 50) sont alignés dans une direction transversale au sens machine, et l'axe de chaque jet liquide (28, 50) est sensiblement perpendiculaire à l'étoffe.
- Procédé suivant l'une quelconque des revendications 1 à 11, caractérisé en outre en ce qu'il comprend l'étape consistant à sécher l'étoffe frappée.
- Procédé suivant l'une quelconque des revendications 1 à 12, caractérisé en outre en ce qu'il comprend l'étape consistant à sécher l'étoffe frappée à une largeur déterminée sous tension.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que le procédé a pour effet d'améliorer les fils dans des zones ouvertes interstitielles définies par les points de croisement dans l'armure de l'étoffe, et l'étoffe présente une réduction de la perméabilité à l'air de l'ordre de 10 à 90% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que l'étoffe est un tissu de polyester et elle comprend un filé de coton open-end, composé de fibres de polyester de 2,22 dtex (2 deniers) et de 4,8 cm (1,9 pouce), ayant un titre de 34,7 Tex (17 s) et un compte en fils de 19,2 x 9/cm (49 x 23/pouce), et le procédé réduit la perméabilité à l'air de l'étoffe d'approximativement 48% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que l'étoffe est un tissu acrylique et elle comprend un fil de chaîne de coton open-end, composé de fibres de 3,33 dtex (3 deniers) et de 3,8 cm (1,5 pouce), ayant un titre de 65,7 Tex (9 s), 11 fils de chaîne/cm (28/pouce), et un filé de trame de laine open-end, composé de fibres acryliques de 3,33 dtex (3 deniers) et 7,6 cm (3 pouces), ayant un titre de 147,6 Tex (4 s), 6,3 duites/cm (16/pouce) et le procédé réduit la perméabilité à l'air de l'étoffe d'approximativement 36% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que l'étoffe est une étoffe de filé guipé acrylique et elle comprend un filé, composé de fibres acryliques de 3,33 dtex (3 deniers) et de 7,6 cm (3 pouces), guipé d'un fil de polyester texturé de 111 dtex (100 deniers) et ayant un titre de 147,6 Tex (4 s) et un compte en fils de 5,5 x 6,3/cm (14 x 16/pouce), et le procédé réduit la perméabilité à l'air de l'étoffe d'approximativement 65% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que l'étoffe est un tissu acrylique et elle comprend un filé de chaîne de coton open-end, composé de fibres acryliques de 3,33 dtex (3 deniers) et de 3,8 cm (1,5 pouce), ayant un titre de 65,7 Tex (9 s), 11 fils de chaine/cm (28/pouce), et un filé guipé de trame creux, composé de fibres acryliques de 3,33 dtex (3 deniers) et de 7,62 cm (3 pouces), ayant 2,4 torsions/cm (6/pouce), un titre de 147,6 Tex (4 s), 6,3 duites/cm (16/pouce), et le procédé réduit la perméabilité à l'air de l'étoffe d'approximativement 48% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 3, caractérisé en ce que l'étoffe est un tissu acrylique et elle comprend un filé de chaîne de laine open-end, composé de fibres acryliques de 3,33 dtex (3 deniers) et de 3,8 cm (1,5 pouce), ayant un titre de 147,6 Tex (4 s), 5,5 fils de chaîne/cm (14/pouce), et un filé de trame de laine open-end, composé de fibres acryliques de 3,33 dtex (3 deniers) et de 7,6 cm (3 pouces), ayant un titre de 227 Tex (2,6 s), 6,3 duites/cm (16/pouce) et le procédé réduit la perméabilité à l'air de l'étoffe d'approximativement 48% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que l'étoffe est un tissu et elle comprend une armure sergé 2 x 1 à 80% laine/20% Nylon, et le procédé réduit la perméabilité à l'air de l'étoffe d'approximativement 49,5% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que l'étoffe est une étoffe à 53% polyester/47% coton et elle comprend une armure sergé 3 x 1, un compte en fils de 47 fils de chaîne/cm x 14,9 duites/cm (120 fils de chaîne/pouce x 38 duites/pouce) et le procédé réduit la perméabilité à l'air de l'étoffe d'approximativement 50,6% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que l'étoffe est un tricot deux fontures à 50% polyester/50% coton et elle comprend un filé guipé avec une guipure de polyester de 111 dtex (100 deniers) et le procédé réduit la perméabilité à l'air de l'étoffe d'approximativement 16% après amélioration.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que le fil est un filé de coton open-end.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que le fil est un filé guipé.
- Procédé suivant l'une quelconque des revendications 1 à 13, caractérisé en ce que le fil est un filé de laine open-end.
- Appareil destiné à l'amélioration et l'ennoblissement d'étoffes tissées ou tricotées ayant des fils filés et/ou continus filés qui s'entrecroisent à des points de croisement, l'appareil comprenant un élément (22, 34, 42) de support de l'étoffe et un moyen pour fournir une pluralité de courants-jets liquides qui sont projetés sur l'étoffe (12, 44), caractérisé en ce que l'appareil comprend :un moyen (24) pour acheminer l'étoffe supportée dans un sens machine;un moyen pour projeter de manière uniforme sur l'étoffe acheminée un rideau continu de fluide comprenant une pluralité de jets liquides (28, 50) disposés très près les uns des autres, alignés dans une direction transversale au sens machine, lesdits jets liquides (28, 50) sortant, sous la forme d'un rideau continu de fluide, d'une pluralité d'orifices d'éjection (32) disposés très près les uns des autres;ledit rideau de fluide agissant de concert avec l'élément de support pour enchevêtrer les fils de l'étoffe à leurs points de croisement.
- Appareil suivant la revendication 26, caractérisé en ce que les jets (28, 50) sont colonnaires, et les orifices d'éjection (32) ont des diamètres et des distances de centre à centre de 0,0127 à 0,254 cm (0,005 à 0,010 pouce) et de 0,043 à 0,086 cm (0,017 à 0,034 pouce), respectivement.
- Appareil suivant la revendication 26 ou la revendication 27, caractérisé en ce que les jets (28, 50) sont distants d'approximativement 1,27 cm (0,5 pouce) de l'élément de support (22, 34).
- Appareil suivant la revendication 26, 27 ou 28, caractérisé en ce que l'élément de support (22, 34, 44) est perméable aux liquides et comporte entre 17 et 40% de zones ouvertes (26, 36) et a un dessin à mailles fines qui permet le passage de fluide sans imprimer un effet de dessin à l'étoffe (12, 44).
- Appareil suivant la revendication 29, caractérisé en ce que le support comprend un tamis à mailles fines (34) décalé par rapport au sens machine.
- Appareil suivant l'une quelconque des revendications 26 à 30, caractérisé en ce que les jets (28, 50) sont créés par une pluralité de collecteurs parallèles (30, 48) distants d'approximativement 20,32 cm (8 pouces).
- Appareil suivant l'une quelconque des revendications 26 à 31, caractérisé en ce que le diamètre des orifices d'éjection vaut approximativement 0,0127 cm (0,005 pouce) et la distance de centre à centre des orifices d'éjection (32) vaut approximativement 24/cm (60/pouce).
- Appareil suivant l'une quelconque des revendications 26 à 32, caractérisé en ce que l'axe de chaque jet liquide (28, 50) est sensiblement perpendiculaire à l'étoffe (12, 44).
- Etoffe tissée ou tricotée améliorée uniformément réalisée en supportant l'étoffe sur un élément de support (22, 34, 42) et en projetant sur l'étoffe (12, 44) une pluralité de courants-jets liquides (28, 50), caractérisée en ce que l'étoffe comprend des fils filés et/ou continus filés qui s'entrecroisent à des points de croisement afin de définir des zones ouvertes interstitielles, lesdits fils comprenant des fibres ayant des dtex et longueurs de l'ordre de 0,333 à 17,8 dtex (0,3 à 16,0 deniers) et de 1,27 à 20,32 cm (0,5 à 8 pouces), respectivement, dans laquelle lesdits fils sont enchevêtrés de manière hydrodynamique dans lesdites zones ouvertes interstitielles par application d'un rideau continu de fluide non compressible avec une énergie de l'ordre de 5,7 x 105 à 11,5 x 106 joule/kg (0,1 à 2,0 ch·h/livre).
- Etoffe améliorée uniformément suivant la revendication 34, caractérisée en ce que l'étoffe comprend des fils de faible denier, composés de fibres courtes et retordus floches.
- Etoffe tissée ou tricotée améliorée uniformément suivant la revendication 34 ou la revendication 35, caractérisée en ce que l'étoffe améliorée présente au moins deux caractéristiques sensiblement améliorées telles que la perméabilité à l'air, la résistance à l'abrasion, la résistance à la traction, l'effilochement du bord, le glissement de la couture, l'infroissabilité, la résistance à la torsion, et le poids de l'étoffe.
- Procédé d'amélioration et de liage hydrodynamique d'étoffes tissées ou tricotées ayant des fils filés et/ou continus filés qui s'entrecroisent à des points de croisement, caractérisé en ce qu'il comprend les étapes consistant à :gratter la première et seconde surfaces (62a, 64a) de l'étoffe afin de redresser les fibres superficielles de ces dernières, etsuperposer l'une face à l'autre, sur l'élément de support (22, 34, 42), lesdites première et seconde surfaces de l'étoffe,dans lequel un rideau continu de fluide est projeté sur l'étoffe (60) avec une énergie de l'ordre de 5,7 x 105 à 11,5 x 106 joule/kg (0,1 à 2,0 ch·h/livre) afin d'enchevêtrer lesdites fibres redressées dans lesdites première et seconde surfaces (62a, 64a) et d'assembler l'étoffe (60).
- Procédé de liage hydrodynamique d'étoffes tissées ou tricotées pour former une étoffe composite, l'étoffe comprenant des fils filés et/ou continus filés dans une structure comprenant des fils qui s'entrecroisent à des points de croisement, le procédé comprenant les étapes consistant à :gratter la première et seconde surfaces (62a, 64a) de l'étoffe afin de redresser les fibres superficielles de ces dernières,superposer lesdites première et seconde surfaces l'une face à l'autre,supporter l'étoffe en couches sur un élément de support (22, 34, 42), ettraverser une face de ladite étoffe en couches avec un premier rideau continu de fluide pendant un temps suffisant pour enchevêtrer lesdites fibres superficielles redressées dans lesdites première et seconde surfaces,ledit rideau de fluide étant projeté sur l'étoffe avec une énergie de l'ordre de 5,7 x 105 à 11,5 x 106 joule/kg (0,1 à 2,0 ch·h/livre).
- Procédé suivant la revendication 37 ou la revendication 38, caractérisé en ce que le procédé des revendications 1 et 2 est utilisé et en ce que la vitesse d'acheminement est comprise entre 0,0508 et 2,54 m/s (10 à 500 pieds/min), la pression d'éjection est comprise entre 1379 à 20 685 kPa (200 à 3000 pieds/pouce carré), et les jets (28, 50) sont colonnaires, les orifices d'éjection (32) ayant un diamètre compris entre 0,0127 et 0,0254 cm (0,005 à 0,010 pouce), et une distance de centre à centre comprise entre 0,043 et 0,086 cm (0,017 à 0,034 pouce).
- Procédé suivant la revendication 37, 38 ou 39, caractérisé en ce que l'étoffe (60) est traitée sur les deux faces.
- Procédé suivant l'une quelconque des revendications 37 à 40, caractérisé en ce que l'étoffe (60) comprend des fils de faible denier, composés de fibres courtes et retordus floches.
- Etoffe tissée ou tricotée composite améliorée suivant la revendication 34, 35 ou 36, caractérisé en ce que l'étoffe comprend une première et une seconde surfaces grattées (62a, 64) dont des fibres superficielles sont redressées, lesdites surfaces grattées étant superposées l'une face à l'autre, et dans lesquelles lesdites fibres superficielles redressées dans lesdites première et seconde surfaces sont enchevêtrées.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18435088A | 1988-04-21 | 1988-04-21 | |
| US184350 | 1988-04-21 | ||
| PCT/US1989/001593 WO1989010441A1 (fr) | 1988-04-21 | 1989-04-14 | Machine et procede d'hydroembellissement de tissu |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0412099A1 EP0412099A1 (fr) | 1991-02-13 |
| EP0412099A4 EP0412099A4 (en) | 1991-04-10 |
| EP0412099B1 true EP0412099B1 (fr) | 1996-09-04 |
Family
ID=22676528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890905247 Expired - Lifetime EP0412099B1 (fr) | 1988-04-21 | 1989-04-14 | Machine et procede d'hydroembellissement de tissu |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP0412099B1 (fr) |
| JP (1) | JP3212595B2 (fr) |
| KR (1) | KR940002697B1 (fr) |
| CN (1) | CN1031079C (fr) |
| AT (1) | ATE142290T1 (fr) |
| AU (1) | AU3544189A (fr) |
| CA (1) | CA1313453C (fr) |
| DE (1) | DE68927102T2 (fr) |
| ES (1) | ES2010941A6 (fr) |
| RU (1) | RU2043434C1 (fr) |
| WO (1) | WO1989010441A1 (fr) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5235733A (en) * | 1984-09-28 | 1993-08-17 | Milliken Research Corporation | Method and apparatus for patterning fabrics and products |
| US5080952A (en) * | 1984-09-28 | 1992-01-14 | Milliken Research Corporation | Hydraulic napping process and product |
| US5136761A (en) * | 1987-04-23 | 1992-08-11 | International Paper Company | Apparatus and method for hydroenhancing fabric |
| US5066535A (en) * | 1987-05-01 | 1991-11-19 | Milliken Research Corporation | Fabric patterning process and product |
| US5142752A (en) * | 1990-03-16 | 1992-09-01 | International Paper Company | Method for producing textured nonwoven fabric |
| DK0652988T3 (da) * | 1992-07-27 | 1998-05-11 | Procter & Gamble | Lamenerede, dobbeltteksturerede behandlingsservietter |
| GB9602313D0 (en) * | 1996-02-06 | 1996-04-03 | Courtaulds Eng Ltd | Nonwoven fabric manufacture |
| GB2313851B (en) * | 1996-02-06 | 1998-12-02 | Courtaulds Eng Ltd | Nonwoven fabric manufacture |
| JP2003503603A (ja) * | 1999-06-25 | 2003-01-28 | ミリケン・アンド・カンパニー | けば立てられたファブリックおよびけば立て処理プロセス |
| JP2002235263A (ja) * | 2001-02-08 | 2002-08-23 | Unitica Fibers Ltd | 防風性に優れたソフトな風合いの編物及びその製造方法 |
| DE102005007757A1 (de) * | 2005-02-18 | 2006-08-31 | Fleissner Gmbh | Vorrichtung zur Musterung und Verfestigung einer Warenbahn mit austauschbarer Musterschale |
| JP5520091B2 (ja) * | 2010-03-10 | 2014-06-11 | ユニ・チャーム株式会社 | 積層体処理装置 |
| CN102701133B (zh) * | 2012-06-27 | 2014-10-29 | 际华三五三四制衣有限公司 | 一种自动棉胎生产流水线 |
| DE102016119480A1 (de) * | 2016-10-12 | 2018-04-12 | TRüTZSCHLER GMBH & CO. KG | Düsenbalken für die Bearbeitung von Fasern mit Wasserstrahlen |
| RU2682810C1 (ru) * | 2017-12-08 | 2019-03-21 | Лариса Александровна Соболева | Узел соединения войлочного застила с тканью, элементы конструкции узла и способ его реализации |
| CN113358855B (zh) * | 2021-08-11 | 2021-10-22 | 南通永盛汇维仕纤维新材料有限公司 | 一种低熔点聚酯长丝粘结性检测装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA739652A (en) * | 1966-08-02 | J. Evans Franklin | Jet stitching of batt | |
| US3873255A (en) * | 1971-01-27 | 1975-03-25 | Johnson & Johnson | Apparatus for producing nonwoven fabric |
| US3747161A (en) * | 1971-08-20 | 1973-07-24 | Johnson & Johnson | Method for producing a rearranged fabric having improved cross-strength |
| JPS5411433A (en) * | 1977-06-28 | 1979-01-27 | Hitachi Maxell | Alkaline cell |
| JPS5735051A (en) * | 1980-08-06 | 1982-02-25 | Mitsubishi Rayon Co | Three dimensional nonwoven structure reinforced by base cloth and method |
| AU1570083A (en) * | 1982-06-11 | 1983-12-15 | Milliken Research Corporation | Surface treatment |
| JPH0673445B2 (ja) * | 1984-08-31 | 1994-09-21 | 麒麟麦酒株式会社 | 酒類の製造法 |
| IL76495A (en) * | 1984-09-28 | 1990-09-17 | Milliken Res Corp | Method and apparatus for texturing fabrics |
| JPS61252339A (ja) * | 1985-04-30 | 1986-11-10 | 東レ株式会社 | 織編物およびその製造方法 |
-
1989
- 1989-04-14 AU AU35441/89A patent/AU3544189A/en not_active Abandoned
- 1989-04-14 AT AT89905247T patent/ATE142290T1/de not_active IP Right Cessation
- 1989-04-14 JP JP50504589A patent/JP3212595B2/ja not_active Expired - Fee Related
- 1989-04-14 EP EP19890905247 patent/EP0412099B1/fr not_active Expired - Lifetime
- 1989-04-14 WO PCT/US1989/001593 patent/WO1989010441A1/fr active IP Right Grant
- 1989-04-14 DE DE1989627102 patent/DE68927102T2/de not_active Expired - Fee Related
- 1989-04-14 KR KR1019890702415A patent/KR940002697B1/ko not_active IP Right Cessation
- 1989-04-20 CA CA 597326 patent/CA1313453C/fr not_active Expired - Fee Related
- 1989-04-21 ES ES8901405A patent/ES2010941A6/es not_active Expired
- 1989-04-21 CN CN89104407A patent/CN1031079C/zh not_active Expired - Fee Related
-
1990
- 1990-10-19 RU SU4831574/12A patent/RU2043434C1/ru not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE68927102T2 (de) | 1997-02-13 |
| KR900700675A (ko) | 1990-08-16 |
| ES2010941A6 (es) | 1989-12-01 |
| ATE142290T1 (de) | 1996-09-15 |
| RU2043434C1 (ru) | 1995-09-10 |
| WO1989010441A1 (fr) | 1989-11-02 |
| DE68927102D1 (de) | 1996-10-10 |
| EP0412099A4 (en) | 1991-04-10 |
| CA1313453C (fr) | 1993-02-09 |
| CN1040070A (zh) | 1990-02-28 |
| JPH03504990A (ja) | 1991-10-31 |
| KR940002697B1 (ko) | 1994-03-30 |
| CN1031079C (zh) | 1996-02-21 |
| EP0412099A1 (fr) | 1991-02-13 |
| AU3544189A (en) | 1989-11-24 |
| JP3212595B2 (ja) | 2001-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| USRE40362E1 (en) | Apparatus and method for hydroenhancing fabric | |
| EP0556267B1 (fr) | Appareil et procede d'hydroamelioration de tissu | |
| US3498874A (en) | Apertured tanglelaced nonwoven textile fabric | |
| AU711232B2 (en) | Apparatus and method for hydraulic finishing of filament fabrics | |
| EP0412099B1 (fr) | Machine et procede d'hydroembellissement de tissu | |
| US3494821A (en) | Patterned nonwoven fabric of hydraulically entangled textile fibers and reinforcing fibers | |
| US3485708A (en) | Patterned nonwoven fabric of multifilament yarns and jet stream process for its production | |
| US7091140B1 (en) | Hydroentanglement of continuous polymer filaments | |
| US5281461A (en) | Textured nonwoven fabric | |
| US4069563A (en) | Process for making nonwoven fabric | |
| US3486168A (en) | Tanglelaced non-woven fabric and method of producing same | |
| JP2989867B2 (ja) | テキスタイルベロアウエブの製造方法 | |
| US6253429B1 (en) | Multi-vane method for hydroenhancing fabrics | |
| EP0223965B1 (fr) | Etoffe légère non-tissée et enchevêtrée ayant une bonne résistance à la traction dans le sens de la machine et en travers et procédé pour la fabriquer | |
| US3434188A (en) | Process for producing nonwoven fabrics | |
| US5657520A (en) | Method for tentering hydroenhanced fabric | |
| US6430788B1 (en) | Hydroentangled, low basis weight nonwoven fabric and process for making same | |
| US3870592A (en) | Laminates containing outer plies of continuous filament webs | |
| JP2004353162A (ja) | 不織布 | |
| US3537945A (en) | Nonwovens from bulk-yarn warps | |
| EP1360357B2 (fr) | Hydroentremelage de filaments continus de polymere |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19901011 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 19910218 |
|
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: INTERNATIONAL PAPER COMPANY |
|
| 17Q | First examination report despatched |
Effective date: 19930524 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 142290 Country of ref document: AT Date of ref document: 19960915 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO ROMA S.P.A. |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KIRKER & CIE SA |
|
| REF | Corresponds to: |
Ref document number: 68927102 Country of ref document: DE Date of ref document: 19961010 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030513 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20030527 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20030530 Year of fee payment: 15 Ref country code: SE Payment date: 20030530 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20030531 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20030617 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040414 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040414 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040414 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 |
|
| BERE | Be: lapsed |
Owner name: *INTERNATIONAL PAPER CY Effective date: 20040430 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040414 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060430 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070405 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20070424 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070420 Year of fee payment: 19 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20081101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081101 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070414 |