EP0400249A1 - Vorrichtung zum Perforieren eines blattartigen Produktes - Google Patents
Vorrichtung zum Perforieren eines blattartigen Produktes Download PDFInfo
- Publication number
- EP0400249A1 EP0400249A1 EP19890420086 EP89420086A EP0400249A1 EP 0400249 A1 EP0400249 A1 EP 0400249A1 EP 19890420086 EP19890420086 EP 19890420086 EP 89420086 A EP89420086 A EP 89420086A EP 0400249 A1 EP0400249 A1 EP 0400249A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- injector
- water
- cylinder
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 50
- 239000000463 material Substances 0.000 claims abstract description 9
- 238000000034 method Methods 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 239000004033 plastic Substances 0.000 abstract description 3
- 239000004744 fabric Substances 0.000 description 7
- 239000002985 plastic film Substances 0.000 description 6
- 239000004745 nonwoven fabric Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000000835 fiber Substances 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 229910000906 Bronze Inorganic materials 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000010974 bronze Substances 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 241001122767 Theaceae Species 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003071 parasitic effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/04—Needling machines with water jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/26—Perforating by non-mechanical means, e.g. by fluid jet
Definitions
- the present invention relates to a universal method for manufacturing a sheet which is completely or incompletely perforated, that is to say in particular a sheet pierced with multiple perforations, or else a sheet having, at the end of the operation, a design with intaglio or relief patterns.
- this new process can be used on a sheet of any material, which can be, in particular, a paper, a cardboard, a nonwoven fabric, a film, or a plastic plate, or even a sheet of wood or plywood.
- the invention also relates to new industrial products obtained according to this method, and having original characteristics which it is not possible to obtain with known traditional methods.
- the object of the present invention is to avoid these drawbacks by providing a practically universal machine for the production of papers, non-woven fabrics, textiles or plastic films which are perforated or have intaglio or raised patterns.
- a device comprises a support fabric for the sheet material to be treated to be treated which advances with the material under a rotating perforated cylinder, inside which is arranged a fixed water injector oriented transversely to project pressurized water through the perforations of the cylinder in the direction of the sheet to be treated, and it is characterized in that the hydraulic injector comprises, on the one hand a high pressure water inlet chamber which discharges the water against a perforated plate whose holes define needles of water then directed opposite cylinder holes, on the other hand, under the sheet to be treated, a suction box for the water having passed through said sheet.
- the needles are arranged opposite the holes of the cylinder, offset along one or more generatrices thereof, so as to be the most spaced from each other, on the one hand, to avoid , as much as possible, parasitic phenomena due to the reflection of water on the solid parts of the cylinder, on the other hand, to limit the water flow.
- the diameter of the holes in the perforated plate is between 50 and 500 microns.
- a perforated plate pierced with holes arranged according to several distinct generatrices the holes in the plate being always located opposite those of the cylinder, so that the water emitted by the injector completely covers the width of the holes in the cylinder.
- the injector comprises a device for holding the perforated plate, making it easy to remove it from the body of the injector: the perforated plate is applied strongly against the main body of the injector thanks to the action of hydraulic cylinders which pull the plate upwards via a set of lifting beams and tie rods arranged along the injector.
- a seal located between the perforated plate and the main injector body makes it possible to seal the assembly. It suffices to release the oil pressure in the hydraulic cylinders, to release the clamping jaws of the perforated plate which it is then possible to extract very easily, by pulling it in the longitudinal direction of the injector, c ' that is to say transversely to the direction of advancement of the sheet material.
- the water pressure in the main body of the injector is between 2 and 500 bars depending on whether the material to be treated is more or less thick and must be perforated, or simply marked with a water jet.
- the perforated cylinder can be in contact with the sheet to be treated or be detached from it so that its speed of rotation can be independent of the speed of movement of the sheet, the rotation being able to possibly take place in the opposite direction to that of the sheet scrolling.
- the perforated cylinder can be of any type, stainless steel, bronze, or even nickel. This list is not exhaustive: it can also be of the same type, for example, as the well-known screen printing cylinders used in textile printing or the deposits of plastic material in relief on floor coverings: the only limit is its mechanical resistance nique to the action of the needles of water emitted by the hydraulic injector.
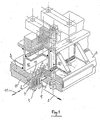
- FIG. 1 shows a sheet 1, for example of a nonwoven fabric, which advances in the longitudinal direction represented by the arrow 2.
- the fixed elongated body 3 of an injector in which a water chamber 4 is defined.
- the lower bottom thereof is constituted by a plate 5, on which micro-perforations 6 are made, which will each define a water needle 7.
- Two longitudinal jaws 8 and 9 are subjected to the action of hydraulic cylinders such as 10, to clamp and tighten the longitudinal edges (perpendicular to the arrow 2), of the plate 5 against the body 3 of the injector. the sealing of the mounting of the plate 5 against the injector body 3, when the assembly is in service.
- This water chamber 4 is, for example, surmounted by a water supply chamber 12, with which it comlunique by large holes 13.
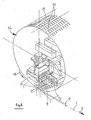
- the hydraulic injector 3 - 5 - 8 - 9 is mounted in a fixed position inside a rotary cylinder 14, on the thin wall 15 of which are distributed orifices 16.
- the wall 15 of the cylinder 14 can be at a certain distance 17 above the upper face of the sheet 1.
- the tangential speed of the rotary cylinder 14 (arrow 18) is independent of the speed of advance of the sheet 1 (arrow 2).
- An 18 g / m2 non-woven sheet obtained by the so-called "wet process” is supported by a bronze fabric of knitting type, comprising 32 threads in the warp direction, and 27 threads in the weft direction. This sheet is subjected to the action of the device shown in Figures 2 and 3.
- the perforated cylinder 14 has holes 16 of rectangular section 0.8 mm in the axial direction (arrow 19) and 1.3 mm in the tangential direction (arrow 20), the distance between these holes being 0.8 mm in both directions.
- the thickness of the cylinder is 0.4 mm and the section of the holes is identical inside and outside the cylinder.
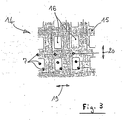
- the hydraulic injector comprises a perforated plate 0.3 mm thick comprising three rows of holes 0.28 mm in diameter spaced 1.6 mm (from axis to axis) along a generator, and 1 mm between the generators (see Figure 3).
- the water pressure in the injector is 3.5 bars (chambers 4 and 12).
- the cylinder is held at 0.5 mm above the sheet 1 and its tangential speed of rotation (arrow 18) is equal to the speed of advancement of the sheet 1 (arrow 2).
- a plastic sheet 30 microns thick is subjected to the action of the above device.
- Sheet 1 is placed on a stainless steel support fabric of the "plain" type, comprising 7 threads per cm, in the warp and weft directions.
- the perforated plate 5 of the injector has a single row of holes 6, 0.12 mm in diameter, spaced from each other by 1.6 mm.
- the perforated plate 5 is positioned so that the water needles 7 are located approximately in the middle of the orifices 16 of the perforated cylinder 14.
- the water pressure in the injector is 150 bars and the treatment speed 25 meters / min.
- the cylinder is located 1 mm above the fabric (interval 17), and its tangential speed of rotation (arrow 18) is equal to the speed of advance of the sheet 1 and its fabric (arrow 2).
- the plastic sheet 1 is perforated in the form of thin rectangular slots, 0.8 mm in length and non-measurable width.
- the resistance in the transverse direction of the sheet 1 is considerably reduced, and its porosity is greatly increased.
- the sheet 1 subjected to a jet of water is no longer waterproof.
- the same sheet 1 is subjected to a similar treatment.
- the only difference with the previous treatment is the speed of rotation of the cylinder 14 which gives a vi tangential tesse (arrow 18) of 120 meters per minute (about five times the speed of advancement of sheet 1 (arrow 2).
- the plastic sheet 1 is now punctured by a multitude of small holes whose dimensions are not measurable.
- the air permeability of the sheet is excellent, and its transverse resistance is little affected.
- the sheet subjected to a jet of water also remains waterproof. Finally, the plastic film has lost its characteristic "sound".
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Treatment Of Fiber Materials (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1989615748 DE68915748T2 (de) | 1989-03-09 | 1989-03-09 | Vorrichtung zum Perforieren eines blattartigen Produktes. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8801004A FR2625937B1 (fr) | 1988-01-19 | 1988-01-19 | Procede et dispositif pour perforer un produit en feuille, et produit perfore ainsi obtenu |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0400249A1 true EP0400249A1 (de) | 1990-12-05 |
| EP0400249B1 EP0400249B1 (de) | 1994-06-01 |
Family
ID=9362733
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890420086 Expired - Lifetime EP0400249B1 (de) | 1988-01-19 | 1989-03-09 | Vorrichtung zum Perforieren eines blattartigen Produktes |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0400249B1 (de) |
| FR (1) | FR2625937B1 (de) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5727292A (en) * | 1995-03-02 | 1998-03-17 | Icbt Perfojet | Installation for the production of nonwoven webs, the cohesion of which is obtained by the action of fluid jets |
| US6699353B1 (en) | 1999-01-20 | 2004-03-02 | Ahlstrom Lystil Sa | Use of an air permeable paper sheet as support element for a stack of fabrics |
| US9687641B2 (en) | 2010-05-04 | 2017-06-27 | Corium International, Inc. | Method and device for transdermal delivery of parathyroid hormone using a microprojection array |
| US9962534B2 (en) | 2013-03-15 | 2018-05-08 | Corium International, Inc. | Microarray for delivery of therapeutic agent, methods of use, and methods of making |
| US10195409B2 (en) | 2013-03-15 | 2019-02-05 | Corium International, Inc. | Multiple impact microprojection applicators and methods of use |
| US10238848B2 (en) | 2007-04-16 | 2019-03-26 | Corium International, Inc. | Solvent-cast microprotrusion arrays containing active ingredient |
| US10245422B2 (en) | 2013-03-12 | 2019-04-02 | Corium International, Inc. | Microprojection applicators and methods of use |
| US10384046B2 (en) | 2013-03-15 | 2019-08-20 | Corium, Inc. | Microarray for delivery of therapeutic agent and methods of use |
| US10384045B2 (en) | 2013-03-15 | 2019-08-20 | Corium, Inc. | Microarray with polymer-free microstructures, methods of making, and methods of use |
| US10624843B2 (en) | 2014-09-04 | 2020-04-21 | Corium, Inc. | Microstructure array, methods of making, and methods of use |
| US10857093B2 (en) | 2015-06-29 | 2020-12-08 | Corium, Inc. | Microarray for delivery of therapeutic agent, methods of use, and methods of making |
| US11052231B2 (en) | 2012-12-21 | 2021-07-06 | Corium, Inc. | Microarray for delivery of therapeutic agent and methods of use |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2752247B1 (fr) * | 1996-08-09 | 1998-09-25 | Lystil Sa | Procede pour la realisation d'une nappe textile non tissee et nouveau type de materiau obtenu par sa mise en oeuvre |
| US7108681B2 (en) | 2000-10-16 | 2006-09-19 | Corium International, Inc. | Microstructures for delivering a composition cutaneously to skin |
| US7828827B2 (en) | 2002-05-24 | 2010-11-09 | Corium International, Inc. | Method of exfoliation of skin using closely-packed microstructures |
| EP1737357B1 (de) | 2004-03-24 | 2019-12-11 | Corium, Inc. | Vorrichtung zur transdermalen abgabe |
| WO2008091602A2 (en) | 2007-01-22 | 2008-07-31 | Corium International, Inc. | Applicators for microneedle arrays |
| WO2009048607A1 (en) | 2007-10-10 | 2009-04-16 | Corium International, Inc. | Vaccine delivery via microneedle arrays |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3613999A (en) * | 1970-04-29 | 1971-10-19 | Du Pont | Apparatus for jetting liquid onto fibrous material |
| US4069563A (en) * | 1976-04-02 | 1978-01-24 | E. I. Du Pont De Nemours And Company | Process for making nonwoven fabric |
| US4319524A (en) * | 1980-02-20 | 1982-03-16 | Prevent-A-Theft International Ltd. | Abrasive stenciling apparatus |
| FR2536432A1 (fr) * | 1982-11-19 | 1984-05-25 | Fontanaroux Ets | Procede pour la fabrication d'etoffes non tissees portant des motifs en creux ou en relief, et etoffes non tissees ainsi obtenues |
| FR2601970A1 (fr) * | 1986-07-24 | 1988-01-29 | Vuillaume Andre | Dispositif pour fabriquer des etoffes non tissees possedant des caracteristiques de resistance elevees. |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3193436A (en) * | 1960-07-22 | 1965-07-06 | Johnson & Johnson | Nonwoven fabric |
| US3214819A (en) * | 1961-01-10 | 1965-11-02 | Method of forming hydrauligally loomed fibrous material | |
| US3403862A (en) * | 1967-01-06 | 1968-10-01 | Du Pont | Apparatus for preparing tanglelaced non-woven fabrics by liquid stream jets |
| GB1234782A (en) * | 1967-10-04 | 1971-06-09 | Courtaulds Ltd | Fibrillation process |
| US4024612A (en) * | 1976-04-02 | 1977-05-24 | E. I. Du Pont De Nemours And Company | Process for making an apertured nonwoven fabric |
| ZA82846B (en) * | 1981-02-27 | 1983-01-26 | Dexter Ltd C H | Method and apparatus for making a patterned non-woven fabric |
-
1988
- 1988-01-19 FR FR8801004A patent/FR2625937B1/fr not_active Expired - Fee Related
-
1989
- 1989-03-09 EP EP19890420086 patent/EP0400249B1/de not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3613999A (en) * | 1970-04-29 | 1971-10-19 | Du Pont | Apparatus for jetting liquid onto fibrous material |
| US4069563A (en) * | 1976-04-02 | 1978-01-24 | E. I. Du Pont De Nemours And Company | Process for making nonwoven fabric |
| US4319524A (en) * | 1980-02-20 | 1982-03-16 | Prevent-A-Theft International Ltd. | Abrasive stenciling apparatus |
| FR2536432A1 (fr) * | 1982-11-19 | 1984-05-25 | Fontanaroux Ets | Procede pour la fabrication d'etoffes non tissees portant des motifs en creux ou en relief, et etoffes non tissees ainsi obtenues |
| FR2601970A1 (fr) * | 1986-07-24 | 1988-01-29 | Vuillaume Andre | Dispositif pour fabriquer des etoffes non tissees possedant des caracteristiques de resistance elevees. |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5727292A (en) * | 1995-03-02 | 1998-03-17 | Icbt Perfojet | Installation for the production of nonwoven webs, the cohesion of which is obtained by the action of fluid jets |
| US6699353B1 (en) | 1999-01-20 | 2004-03-02 | Ahlstrom Lystil Sa | Use of an air permeable paper sheet as support element for a stack of fabrics |
| US10238848B2 (en) | 2007-04-16 | 2019-03-26 | Corium International, Inc. | Solvent-cast microprotrusion arrays containing active ingredient |
| US9687641B2 (en) | 2010-05-04 | 2017-06-27 | Corium International, Inc. | Method and device for transdermal delivery of parathyroid hormone using a microprojection array |
| US11419816B2 (en) | 2010-05-04 | 2022-08-23 | Corium, Inc. | Method and device for transdermal delivery of parathyroid hormone using a microprojection array |
| US11052231B2 (en) | 2012-12-21 | 2021-07-06 | Corium, Inc. | Microarray for delivery of therapeutic agent and methods of use |
| US10245422B2 (en) | 2013-03-12 | 2019-04-02 | Corium International, Inc. | Microprojection applicators and methods of use |
| US11110259B2 (en) | 2013-03-12 | 2021-09-07 | Corium, Inc. | Microprojection applicators and methods of use |
| US9962534B2 (en) | 2013-03-15 | 2018-05-08 | Corium International, Inc. | Microarray for delivery of therapeutic agent, methods of use, and methods of making |
| US10384045B2 (en) | 2013-03-15 | 2019-08-20 | Corium, Inc. | Microarray with polymer-free microstructures, methods of making, and methods of use |
| US10384046B2 (en) | 2013-03-15 | 2019-08-20 | Corium, Inc. | Microarray for delivery of therapeutic agent and methods of use |
| US10195409B2 (en) | 2013-03-15 | 2019-02-05 | Corium International, Inc. | Multiple impact microprojection applicators and methods of use |
| US11565097B2 (en) | 2013-03-15 | 2023-01-31 | Corium Pharma Solutions, Inc. | Microarray for delivery of therapeutic agent and methods of use |
| US10624843B2 (en) | 2014-09-04 | 2020-04-21 | Corium, Inc. | Microstructure array, methods of making, and methods of use |
| US10857093B2 (en) | 2015-06-29 | 2020-12-08 | Corium, Inc. | Microarray for delivery of therapeutic agent, methods of use, and methods of making |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2625937A1 (fr) | 1989-07-21 |
| EP0400249B1 (de) | 1994-06-01 |
| FR2625937B1 (fr) | 1993-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0400249B1 (de) | Vorrichtung zum Perforieren eines blattartigen Produktes | |
| FR2536432A1 (fr) | Procede pour la fabrication d'etoffes non tissees portant des motifs en creux ou en relief, et etoffes non tissees ainsi obtenues | |
| EP1812638B1 (de) | Trommel für wasserstrahlverwirbelungsmaschine für vliesstoff | |
| EP0776391B1 (de) | Verfahren zur herstellung einer musterfreien vliesstoffbahn unter verwendung von hochdruckwasserstrahlung und vorrichtung dafür | |
| EP1407065B1 (de) | Verfahren und vorrichtung zur herstellung einer faservliesbahn durch ausbreitung von endlosen filamentbündeln | |
| CA1182033A (fr) | Machine de fabrication de tapis | |
| FR2520764A1 (fr) | Etoffe non tissee a motifs et procede de fabrication de cette etoffe | |
| FR2511054A1 (fr) | Tissu a trois couches pour la formation de feuilles, en particulier de feuilles de papier sur une machine a papier a deux toiles | |
| FR2601970A1 (fr) | Dispositif pour fabriquer des etoffes non tissees possedant des caracteristiques de resistance elevees. | |
| FR2799214A1 (fr) | Procede pour la realisation de nappes non tissees dont la cohesion est obtenue par l'action de jets de fluide | |
| EP0772705B1 (de) | Vorrichtung zur herstellung von vliesstoffen wovon die kohäsion durch flüssigkeitsstrahl hergestellt ist | |
| FR2891761A1 (fr) | Procede de fabrication d'un materiau en feuille comportant au moins une fenetre. | |
| EP1499767B1 (de) | Trommel für produktionsanlage eines vliesstoffs, verfahren zur herstellung eines vliesstoffs und so erhaltener vliesstoff | |
| EP1190132B1 (de) | Vorrichtung zur behandlung von folienmaterialen durch druckwasserstrahlen | |
| FR2781508A1 (fr) | Procede et dispositif de perforation d'une nappe non tissee de fibres ou filaments | |
| FR2651719A1 (fr) | Dispositif d'enrobage des fibres d'un faisceau par de la resine. | |
| FR2856414A1 (fr) | Procede et dispositif d'hydroliage d'une nappe de produit cellulosique fibreux | |
| EP1682712B1 (de) | Maschine zur herstellung verschiedenartiger vliesstoffe | |
| EP1384804B1 (de) | Verfahren zur Begrenzung der Verschmutzung einer Nadelmachine mit fliegenden Fasern und Nadelmachine dafür | |
| FR2794144A1 (fr) | Procede de fabrication d'une moquette aiguilletee | |
| EP0082794B1 (de) | Vorrichtung zur Herstellung eines aus parallelen Fäden gebildeten Vlieses und Verfahren zur Herstellung von verschiedenen zusammengesetzten, ein solches Vlies enthaltenden Produkten | |
| FR2752247A1 (fr) | Procede pour la realisation d'une nappe textile non tissee et nouveau type de materiau obtenu par sa mise en oeuvre | |
| FR2806426A1 (fr) | Installation pour la realisation de nappes non tissees dont la cohesion est obtenue par l'action de jets de fluide | |
| EP1664414B1 (de) | Maschine zur musterbildung auf vliesstoff | |
| WO1997020978A1 (fr) | Procede pour imprimer des motifs dans une structure textile chaine et trame, et produit ainsi obtenu |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE GB IT NL SE |
|
| DIN1 | Information on inventor provided before grant (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PERFOJET S.A. |
|
| 17P | Request for examination filed |
Effective date: 19910313 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: VUILLAUME, ANDRE |
|
| 17Q | First examination report despatched |
Effective date: 19921106 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 68915748 Country of ref document: DE Date of ref document: 19940707 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940609 |
|
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19940901 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19950331 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19961001 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19961001 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050309 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20060322 Year of fee payment: 18 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070309 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20080301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080321 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080321 Year of fee payment: 20 |