EP0386427A2 - Lichtbogenspritzanlage zum Hochleistungsspritzen von Massiv- und Fülldrähten - Google Patents
Lichtbogenspritzanlage zum Hochleistungsspritzen von Massiv- und Fülldrähten Download PDFInfo
- Publication number
- EP0386427A2 EP0386427A2 EP19900101386 EP90101386A EP0386427A2 EP 0386427 A2 EP0386427 A2 EP 0386427A2 EP 19900101386 EP19900101386 EP 19900101386 EP 90101386 A EP90101386 A EP 90101386A EP 0386427 A2 EP0386427 A2 EP 0386427A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- arc
- spraying
- arc spraying
- nozzles
- spraying system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/16—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed
- B05B7/22—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc
- B05B7/222—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc using an arc
- B05B7/224—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc using an arc the material having originally the shape of a wire, rod or the like
Definitions
- the invention relates to an arc spraying system for high-performance spraying of solid and cored wires.
- an atomizer nozzle arranged centrally behind the melting wire electrodes or an additional nozzle is used which gives an atomizing gas flow acting in the radial direction on the spray jet (DE 3533966, DE 2821889 and EP 0051869).
- the achievable speed of the atomizing gas at the melting point at the height of the wire tips is a maximum of approx. 300 m / s and the spray particle speed between approx. 30 - 80 m / s (conference proceedings "2nd Int. Conf. On Surface Engineering", England, 1987, paper 39), although to achieve good adherent, dense and homogeneous protective layers a higher gas and particle speed, as with other thermal spray processes with a lower application rate, eg plasma spraying and high-speed flame spraying (magazine "face und JOT ", year 1988, issue 9, Pages 30 to 39) is required. In this way, in particular a finer atomization and a higher kinetic energy of the spray particles are achieved on impact on the workpiece to be coated.
- the present invention aims to overcome the disadvantages mentioned.
- the invention has for its object to develop an arc spraying system for high-performance spraying of solid and cored wires, which in particular in a cost-effective manner, i.e. With high application rates, the reinforcement of large components, such as rollers, shafts, containers, with high-quality wear and corrosion-resistant protective layers.
- an arc spraying system is used for high-performance spraying, which is equipped with two separately controllable nozzles for accelerating and atomizing the spray particles (melt), which produce two independent supersonic flows.
- a controlled expansion of the atomizing gas is achieved by using two independently adjustable nozzles in the form of so-called Laval nozzles. This makes it possible to keep the energy dissipation small and to achieve supersonic gas velocity, i.e. the momentum transfer of the atomizing gas to the spray particles is significantly increased.
- the atomizing gas used is preferably preheated by means of electrically heated heat exchangers before entering the nozzles inside and / or outside the spray gun belonging to the arc system.
- the expandability and thus the exit speed of the atomizing gas are drastically increased as a result of the increase in volume of the atomizing gas associated with this preheating, and finer atomization and a considerable increase in the speed of the spray particles are achieved even with very high electrical power consumption by the spray gun.
- the contact nozzles with springs e.g. made of steel or bronze.
- the contact nozzles are inside by a gas flow independent of the atomizing gas, e.g. Air, argon, nitrogen or other fluids such as water are cooled.
- a gas flow independent of the atomizing gas e.g. Air, argon, nitrogen or other fluids such as water are cooled.
- the spray gun is equipped with a wire feed device, in which the contact pressure of the feed rollers can be adjusted continuously, or a wire feed device is used which conveys the wire outside the gun in the same way.
- the pneumatically or electrically operated wire feed is steplessly controlled by servomotors independently for both wires and the position of the contact nozzles separately for each contact nozzle .
- a high-melting ceramic cap preferably made of aluminum oxide, is used to guide both wires to close to the melting point. A centering of the wire tips is also possible with the aid of manually or electromotive actuating screws acting on the contact nozzles.
- the length and / or the geometric shape of the arc is used as a measure. Values from arithmetic operations with one or both of these variables can also be used for this regulation.
- the respective arc voltage and / or the current are preferably electronically compared with a predetermined setpoint. In order to maintain this setpoint, the feed speed of one spray wire or both spray wires is varied.
- a transferred arc can be used for preheating the workpiece to be coated and for arc spraying.
- the advantages achieved by the invention are, in particular, that high-quality wear-resistant and corrosion-resistant protective layers can be produced with the described arc spraying system at high application rates by spraying solid and cored wires.
- this arc spraying system for high-performance spraying compared to other conventional methods of thermal spraying, with which comparable high-quality layers can be produced, such as plasma spraying or high-speed flame spraying, application rates which are up to 10 times higher, i.e. up to approx. 30 kg / h, with system costs reduced by a factor of 3-6 at the same time.
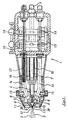
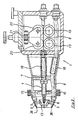
- FIG. 1 and 2 show diagrammatic representations of a spray gun belonging to the arc spraying system in section.
- the spray gun generally designated 1
- These nozzles are supplied with the atomizing gas independently of one another by two infinitely variable supply lines 7, 8 using needle, ball or solenoid valves (not shown in the drawing).
- a gas velocity of up to about 500 m / s is achieved and at the same time by using inert and active gases, such as argon, nitrogen, methane, natural gas or their gas mixtures, as the enveloping gas the erosion of alloy elements due to the resulting reduction in oxidation by the surrounding atmosphere is considerably reduced.
- inert and active gases such as argon, nitrogen, methane, natural gas or their gas mixtures
- a high-melting ceramic cap 13 is preferably used. Centering of the spray wires 9, 10 is also possible with the aid of adjusting screws 15 acting on contact nozzles 14.
- the contact nozzles 14 used for the current transmission to the spray wires 9, 10, preferably made of copper, have steel or bronze springs 16 on the inside for low-loss and low-wear transmission of the electrical current.
- these are used to increase the electrical power consumption and to achieve a small size of the spray gun 1 by means of a further gas stream 17 which is independent of the atomizing gas, e.g. consisting of air, argon, nitrogen, cooled inside.
- the arc spray gun for preheating the atomizing gas is preferably equipped with two separately controllable electrical heat exchangers 18.
- This preheating up to approx. 750 ° C increases the speed of the atomizing gas by more than 100% compared to conventional spray guns, i.e. up to approx. Achieve 800 m / s.
- the two spray wires 9, 10 are transported during the spraying process with a wire feed device, preferably consisting of four driven feed rollers 19 and four idle rollers 20.
- the contact pressure of the pneumatically or electrically driven ones Feed rollers 19 are continuously adjustable depending on the ductility, the mechanical stability and the diameter of the wires used.
- process-dependent parameters preferably the arc voltage, which is a measure of the length and / or geometric shape of the arc 12 blown by the atomizing gas, are used as a measure of the feed control 24 via a measuring transducer 25 and an analog-digital converter 26 with a microcomputer Memory 27 supplied.
- the input data are compared with the target values specified by an operator unit 28. The resulting differences between target and actual values are calculated numerically and fed to the feed control 24 via a digital-to-analog converter 29 to correct the wire feed.
- the spray wire 9 is advanced more quickly via the feed control 24 with the aid of the servo motor 22 in order to achieve the desired value of the voltage.
- the advance of the spray wire 9 is slowed down until the target value is set.
- the feed speed of the feed motor 23 for the spray wire 10 remains constant during the control process.
- the position of the contact nozzles 14 can be regulated in the same way.
- control loops 30, 31, 32 can be seen for further explanation. As shown in the following, these can intervene in the workflow during the application of the coating via parameter acquisition and process control.
- the control circuit 30 thus enables the two contact nozzles 14 to be positioned independently of one another via an electromechanical adjustment (not shown in the drawing) in the x-y-z direction. In this way, in addition to the feed control 24 of the spray wires 9, 10, it is possible to center the wire tips at the level of the melting point 11 in a simple manner and to quickly achieve a stable arc 12.
- this control circuit 30 independently detects the temperature and pressure of the atomizing gas for both high-speed nozzles 4, 5 and the temperature of the internally cooled contact nozzles 14.
- the contact pressure of the feed rollers 19 and the slip between the feed speed of the spray wires 9, 10 and the speed of the feed rollers 19 are controlled independently by the control circuit 31 for both spray wires 9, 10.
- the workpiece 33 to be coated can be positioned in the x-y-z direction via servo drives (not shown in the drawing) and the temperature of a workpiece 33 can be detected.
- Negative or positive electrical polarity of the workpiece 33 relative to the spray wires 9, 10 also makes it possible to preheat the workpiece 33 or arc spray by means of a transmitted arc 35, for example by contact or high-frequency ignition and using an electronically controllable current source 34.
- FIG. 4 shows an example of the configuration of a high-speed ring nozzle 36 with a blind cap 37 for further explanation.
- the outflow angle 39 of the high-speed ring nozzle 35 can also be 3-38 ° in order to be able to exert stronger shear forces on the spray particles 2 and thereby achieve a finer atomization.
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Coating By Spraying Or Casting (AREA)
- Nozzles (AREA)
Abstract
Description
- Die Erfindung betrifft eine Lichtbogenspritzanlage zum Hochleistungsspritzen von Massiv- und Fülldrähten.
- Es ist bekannt, daß unter Verwendung einer Lichtbogenspritzanlage, welche im wesentlichen aus einer Spritzpistole, einer Drahtfördereinrichtung und einer Stromquelle besteht (Zeitschrift "DVS-Berichte", Jahrgang 1977, Heft 47, Seiten 25 bis 31), durch Lichtbogenspritzen verschleiß- und korrosionsbeständige Schutzschichten erzeugt werden können. Hierbei werden in der Regel zwei Massiv- oder Fülldrähte (Hohldrähte) in einem elektrischen Lichtbogen geschmolzen, und die entstehende Metall- oder Metall-Keramik-Schmelze wird durch ein Gas, z.B. Druckluft, zerstäubt und auf ein zu beschichtendes Werkstück geschleudert (DE 3533966 und DE 2821880, EP 0051869 und EP 0118307).
- Zum Beschleunigen und Zerstäuben der Schmelze wird entweder eine zentrisch hinter den abschmelzenden Drahtelektroden angeordnete Zerstäuberdüse oder zusätzlich eine Düse verwendet, die einen in radialer Richtung auf den Spritzstrahl einwirkenden Zerstäubergasstrom ergibt (DE 3533966, DE 2821889 und EP 0051869).
- Da ausnahmslos Düsen verwendet werden, die eine Unterschallströmung ergeben, beträgt die erreichbare Geschwindigkeit des Zerstäubergases am Abschmelzpunkt in Höhe der Drahtspitzen maximal rd. 300 m/s und die Spritzteilchengeschwindigkeit zwischen rd. 30 - 80 m/s (Tagungsband "2nd Int. Conf. on Surface Engineering", England, 1987, paper 39), obwohl zum Erzielen von gut haftenden, dichten und homogenen Schutzschichten eine höhere Gas- und Partikelgeschwindigkeit, wie bei anderen thermischen Spritzverfahren mit geringerer Auftragsrate, z.B. dem Plasmaspritzen und Hochgeschwindigkeits-Flammspritzen (Zeitschrift "Oberfläche und JOT", Jahrgang 1988, Heft 9, Seiten 30 bis 39), erforderlich ist. Hierdurch wird insbesondere eine feinere Zerstäubung und eine höhere kinetische Energie der Spritzteilchen beim Aufprall auf dem zu beschichtenden Werkstück erreicht.
- Da bei den gegenwärtig eingesetzten Düsensystemen keine kontrollierte Expansion des Zerstäubergases möglich ist und daher bereits ein beträchtlicher Anteil der kinetischen Energie des Zerstäubergases durch den frühzeitigen Zerfall des Gasstrahls (Energiedissipation) vor dem Erreichen des Abschmelzpunktes verloren geht, entstehen vor allem bei hoher elektrischer Leistungsaufnahme, auch bei hohen Zerstäubergasdrücken, grobe Partikeln, die poröse, schlecht haftende Schichten ergeben.
- Zudem führt eine hohe elektrische Leistungsaufnahme der Pistole zu einer beträchtlichen Erwärmung der zur Stromübertragung verwendeten Kontaktdüsen. Hierdurch bedingt nimmt der Verschleiß dieser in der Regel aus Kupfer bestehenden Kontaktdüsen infolge der inneren Reibung der Drähte überproportional zu.
- Vor allem bei der Verwendung von Fülldrähten oder weichen Massivdrähten können sich ferner bei hohen Abschmelzleistungen aufgrund deren geringer mechanischer Stabilität erhebliche Förderprobleme ergeben, die einem längeren kontinuierlichen Auftragen dieser Werkstoffe entgegenstehen. So können diese in den Drahtführungen zerdrückt werden oder brechen. Zudem ist bei hohen Auftragsleistungen, d.h. schnellem Drahtvorschub, mit einem an der Kathode und Anode unterschiedlichen Abschmelzverhalten der beiden Drähte zu rechnen, welches zu einem Abreißen des Lichtbogens führen kann. Darüber hinaus werden hierdurch der Wirkungsgrad der Lichtbogenanlage (Abschmelzleistung) und die Zerstäubung der entstehenden Schmelze verringert.
- Bedingt durch Strahlung und Konvektion kühlen die Spritzteilchen auf ihrem Flugweg sehr schnell ab (Tagungsband "2nd Int. Conf. on Surface Engineering", England, 1987, paper 39), so daß die Spritzteilchen beim Auftreffen auf dem Substrat nur ein geringes Spreitungsverhalten aufweisen; insbesondere bei größeren Spritzabständen ist daher mit porösen Schichten geringer Kohäsion zu rechnen.
- Die vorliegende Erfindung bezweckt, die genannten Nachteile zu beseitigen.
- Der Erfindung liegt die Aufgabe zugrunde, eine Lichtbogenspritzanlage zum Hochleistungsspritzen von Massiv- und Fülldrähten zu entwickeln, welche insbesondere in kostengünstiger Weise, d.h. mit hohen Auftragsraten, die Bewehrung von großen Bauteilen, wie Walzen, Wellen, Behältern, mit hochqualitativen verschleiß- und korrosionsbeständigen Schutzschichten ermöglicht.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß zum Hochleistungsspritzen eine Lichtbogenspritzanlage eingesetzt wird, die zum Beschleunigen und Zerstäuben der Spritzteilchen (Schmelze) mit zwei getrennt regelbaren Düsen ausgestattet ist, die zwei voneinander unabhängige Überschallströmungen erzeugen. Durch die Verwendung von zwei unabhängig regelbaren Düsen in der Form von sogenannten Laval-Düsen wird eine kontrollierte Expansion des Zerstäubergases erreicht. Hierdurch ist es möglich, die Energiedissipation klein zu halten und Überschallgeschwindigkeit des Zerstäubergases zu erreichen, d.h. der Impulsübertrag des Zerstäubergases auf die Spritzpartikeln wesentlich gesteigert.
- Es ergibt sich somit einerseits eine feinere Zerstäubung und andererseits eine höhere kinetische Energie der Spritzteilchen. Zum Zerstäuben und Beschleunigen der Spritzteilchen können hochkomprimierte Luft und/oder andere inerte und aktive Gase sowie hieraus zusammengesetzte Gasmischungen verwendet werden. So wird durch die Verwendung von Druckluft und/oder anderen Gasen und Gasmischungen bis etwa 2 MPa Vordruck eine Gasgeschwindigkeit bis etwa 500 m/s erreicht und gleichzeitig durch den Einsatz von inerten und aktiven Gasen oder deren Gasmischungen als Hüllgas der Abbrand von Legierungselementen infolge der hierdurch bedingten Verringerung der Oxidation durch die umgebende Atmosphäre erheblich reduziert.
- Um eine weitere beträchtliche Geschwindigkeitssteigerung des Zerstäubergases zu erreichen, wird das verwendete Zerstäubergas vor Eintritt in die Düsen innerhalb und/oder außerhalb der zur Lichtbogenanlage gehörenden Spritzpistole vorzugsweise durch elektrisch beheizte Wärmetauscher vorgewärmt. Hierdurch werden die Expansionsfähigkeit und damit die Austrittsgeschwindigkeit des Zerstäubergases infolge der mit dieser Vorwärmung verbundenen Volumenzunahme des Zerstäubergases drastich erhöht und eine feinere Zerstäubung sowie eine beträchtliche Steigerung der Geschwindigkeit der Spritzteilchen auch bei sehr hoher elektrischer Leistungsaufnahme der Spritzpistole erreicht.
- Um den Verschleiß der für die Stromübertragung eingesetzten, aus Kupfer bestehenden Kontaktdüsen wegen der hohen elektrischen Leistungsaufnahme der Spritzpistole und der inneren Reibung der Drähte zu vermindern, sind innen die Kontaktdüsen mit Federn, z.B. aus Stahl oder Bronze, versehen.
- Zusätzlich werden, um eine hohe Leistungsaufnahme und gleichzeitig eine geringe Baugröße der Spritzpistole zu ermöglichen, die Kontaktdüsen innen durch einen vom Zerstäubergas unabhängigen Gasstrom, wie z.B. Luft, Argon, Stickstoff oder andere Fluide, wie Wasser, gekühlt.
- Zudem ist die Spritzpistole mit einer Drahtfördereinrichtung ausgestattet, bei welcher der Anpreßdruck der Vorschubrollen stufenlos eingestellt werden kann, oder es wird eine Drahtfördereinrichtung verwendet, die außerhalb der Pistole den Draht in gleicher Weise fördert.
- Hierdurch können Massiv- und Fülldrähte unterschiedlicher Duktilität sowie geringer mechanischer Stabilität auch bei schnellem Drahtvorschub und verschiedenen Durchmessern problemlos gefördert werden.
- Damit insbesondere beim Verspritzen von Fülldrähten bei schnellem Drahtvorschub ein Abreißen des Lichtbogens infolge der starken Anströmung der Drahtspitzen durch das Zerstäubergas verhindert werden kann, werden der pneumatisch oder elektrisch betriebene Drahtvorschub stufenlos über Servomotoren unabhängig für beide Drähte und die Lage der Kontaktdüsen separat für jede Kontaktdüse geregelt. Darüber hinaus wird, um beide Drähte bis nahe an den Abschmelzpunkt zu führen, eine hochschmelzende, vorzugsweise aus Aluminiumoxid bestehende Keramikkappe verwendet. Ferner ist eine Zentrierung der Drahtspitzen mit Hilfe auf die Kontaktdüsen einwirkender manuell oder elektromotorisch betätigter Anstellschrauben möglich.
- Zur automatischen Regelung des Drahtvorschubs und/oder der Lage der Kontaktdüsen wird als Maß die Länge und/oder die geometrische Form des Lichtbogens, ausgedrückt durch die hierdurch beeinflußte Spannung und/oder den Strom,verwendet. Zu dieser Regelung können auch Werte aus Rechenoperationen mit einer oder beiden dieser Größen herangezogen werden.
- Damit kurze Regelzeiten zu erreichen sind, wird vorzugsweise elektronisch die jeweilige Lichtbogenspannung und/oder der -strom mit einem vorgegebenen Sollwert verglichen. Um diesen Sollwert einzuhalten, wird die Vorschubgeschwindigkeit eines Spritzdrahtes oder beider Spritzdrähte variiert.
- Um der Abkühlung der Spritzteilchen auch bei größeren Spritzabständen während des Aufpralls auf dem Werkstück entgegenzuwirken, kann zum Vorwärmen des zu beschichtenden Werkstücks und zum Lichtbogenspritzen ein übertragener Lichtbogen verwendet werden.
- Die mit der Erfindung erzielten Vorteile bestehen insbesondere darin, daß mit der beschriebenen Lichtbogenspritzanlage bei hohen Auftragsleistungen durch das Verspritzen von Massiv- und Fülldrähten qualitativ hochwertige verschleiß- und korrosionsbeständige Schutzschichten erzeugt werden können. So können durch die Verwendung dieser Lichtbogenspritzanlage zum Hochleistungsspritzen gegenüber anderen herkömmlichen Verfahren des thermischen Spritzens, mit denen vergleichbar hochwertige Schichten erzeugt werden, wie etwa das Plasmaspritzen oder das Hochgeschwindigkeits-Flammspritzen, bis zu 10fach höhere Auftragsraten, d.h. bis zu rd. 30 kg/h, bei gleichzeitig um den Faktor 3-6 reduzierten Anlagenkosten erreicht werden.
- Hierdurch wird daher erstmals die Möglichkeit geschaffen, in kostengünstiger Weise durch thermisches Spritzen auch große Bauteile, wie z.B. Walzen, Wellen, Behälter mit hochqualitativen Schichten zu versehen.
- Die Ausgestaltung und Wirkungsweise der Erfindung wird im folgenden unter Bezugnahme auf die Zeichnung näher beschrieben.
- Es zeigen Fig. 1 und 2 schaubildliche Darstellungen einer zur Lichtbogenspritzanlage gehörenden Spritzpistole im Schnitt.
- Die allgemein mit 1 bezeichnete Spritzpistole weist sowohl eine zentrische als auch eine ringförmige um einen aus Spritzteilchen 2 bestehenden Spritzstrahl 3 angeordnete Hochgeschwindigkeitsdüse 4,5 mit sogenannter Laval-Geometrie 6 auf, um eine kontrollierte Expansion der Zerstäubergase zu gewährleisten. Diese Düsen werden unabhängig voneinander durch zwei separat mit Hilfe von Nadel-, Kugel- oder Magnetventilen (in der Zeichnung nicht dargestellt) stufenlos regelbaren Zuleitungen 7,8 mit dem Zerstäubergas versorgt. Durch die Verwendung von Druckluft und/oder anderen Gasen und Gasmischungen bis etwa 2 MPa Vordruck wird eine Gasgeschwindigkeit bis etwa 500 m/s erreicht und gleichzeitig durch den Einsatz von inerten und aktiven Gasen, wie Argon, Stickstoff, Methan, Erdgas oder deren Gasmischungen,als Hüllgas der Abbrand von Legierungselementen infolge der hierdurch bedingten Verringerung der Oxidation durch die umgebende Atmosphäre beträchtlich reduziert. Um die Führung der beiden Spritzdrähte 9, 10 bis nahe dem Abschmelzpunkt 11, wo der Lichtbogen 12 entsteht, zu gewährleisten, wird vorzugsweise eine hochschmelzende Keramikkappe 13 verwendet. Ferner ist eine Zentrierung der Spritzdrähte 9, 10 mit Hilfe von auf Kontaktdüsen 14 einwirkenden Anstellschrauben 15 möglich.
- Die zur Stromübertragung auf die Spritzdrähte 9, 10 benutzten, vorzugsweise aus Kupfer gefertigten Kontaktdüsen 14 weisen innen zur verlust- und verschleißarmen Übertragung des elektrischen Stroms Stahl- oder Bronzefedern 16 auf. Zudem werden diese zum Erhöhen der elektrischen Leistungsaufnahme und zum Erzielen einer geringen Baugröße der Spritzpistole 1 durch einen weiteren vom Zerstäubungsgas unabhängigen Gasstrom 17, z.B. bestehend aus Luft, Argon, Stickstoff, innen gekühlt. Zur Steigerung der Gas- und Spritzteilchengeschwindigkeit ist die Lichtbogenspritzpistole zur Vorwärmung des Zerstäubergases vorzugsweise mit zwei separat regelbaren elektrischen Wärmetauschern 18 ausgerüstet.
- Durch diese Vorwärmung bis rd. 750°C lassen sich Geschwindigkeitssteigerungen des Zerstäubergases von mehr als 100 % gegenüber herkömmlichen Spritzpistolen, d.h. bis rd. 800 m/s erzielen. Die beiden Spritzdrähte 9, 10 werden während des Spritzvorgangs mit einer vorzugsweise aus vier angetriebenen Vorschubrollen 19 und vier Leerlaufrollen 20 bestehenden Drahtfördereinrichtung transportiert.
- Über eine Federanstellung 21 der Leerlaufrollen 20 kann der Anpreßdruck der pneumatisch oder elektrisch angetriebenen Vorschubrollen 19 stufenlose in Abhängigkeit von der jeweiligen Duktilität, der mechanischen Stabilität und dem Durchmesser der verwendeten Drähte eingestellt werden.
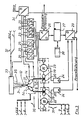
- Fig. 3 zeigt als Ausführungsbeispiel in schematischer Darstellung, wie die elektronische Regelung des Drahtvorschubs unabhängig für beide Spritzdrähte 9, 10 stufenlos über Servomotoren 22, 23 erfolgt. In diesem Fall werden als Maß für die Vorschubregelung 24 prozeßabhängige Parameter, vorzugsweise die Lichtbogenspannung, welche ein Maß für die Länge und/oder geometrische Form des durch das Zerstäubergas angeblasenen Lichtbogens 12 darstellt, über Meßwandler 25 und Analog-Digital-Umsetzer 26 einem Mikrocomputer mit Speicher 27 zugeführt. Hier werden die Eingangsdaten mit den durch eine Operatoreinheit 28 vorgegebenen Sollwerten verglichen. Die sich ergebenden Differenzen zwischen Soll- und Ist-Werten werden numerisch berechnet und zur Korrektur des Drahtvorschubs über einen Digital-Analog-Umsetzer 29 der Vorschubregelung 24 zugeführt.
- Hierbei wird z.B. bei positiver Abweichung der Spannung von dem vorgegebenen Sollwert, d.h. Zunahme der Lichtbogenlänge und der Spannung, der Spritzdraht 9 über die Vorschubregelung 24 mit Hilfe des Servomotors 22 schneller vorgeschoben, um den Sollwert der Spannung zu erreichen. Bei negativer Abweichung der Spannung von dem Sollwert wird dagegen der Vorschub des Spritzdrahtes 9 verlangsamt, bis der Sollwert eingestellt ist. Demgegenüber bleibt in diesem Beispiel während des Regelungsvorgangs die Vorschubgeschwindigkeit des Vorschubmotors 23 für den Spritzdraht 10 konstant. In gleicher Weise kann die Lage der Kontaktdüsen 14 geregelt werden.
- Hierdurch ist es insbesondere möglich, ein Abreißen des Lichtbogens 12 von den Spritzdrähten 9, 10 in Höhe des Abschmelzpunktes 11 bei schnellem Drahtvorschub zu verhindern und hohe Abschmelzleistungen zu erreichen.
- Zur weiteren Erläuterung sind Fig. 3 Regelkreise 30, 31, 32 zu entnehmen. Diese können, wie im folgenden dargestellt, während der Vornahme der Beschichtung über die Parametererfassung und die Prozeßführung in den Arbeitsablauf eingreifen. So ermöglicht der Regelkreis 30 die Positionierung der beiden Kontaktdüsen 14 über eine elektromechanische Anstellung (in der Zeichnung nicht dargestellt) in x-y-z-Richtung unabhängig voneinander. Hierdurch ist es in Ergänzung der Vorschubregelung 24 der Spritzdrähte 9, 10 möglich, die Drahtspitzen in Höhe des Abschmelzpunktes 11 in einfacher Weise zu zentrieren und schnell einen stabilen Lichtbogen 12 zu erreichen. Zudem werden durch diesen Regelkreis 30 Temperatur und Druck des Zerstäubergases unabhängig für beide Hochgeschwindigkeitsdüsen 4,5 sowie die Temperatur der innengekühlten Kontaktdüsen 14 erfaßt.
- Durch den Regelkreis 31 werden neben der Vorschubgeschwindigkeit unabhängig für beide Spritzdrähte 9, 10 der Anpreßdruck der Vorschubrollen 19 sowie der Schlupf zwischen der Vorschubgeschwindigkeit der Spritzdrähte 9, 10 und der Drehzahl der Vorschubrollen 19 kontrolliert.
- Mit Hilfe des Regelkreises 32 kann die Positionierung des zu beschichtenden Werkstücks 33 in x-y-z-Richtung über Servoantriebe (nicht in der Zeichnung dargestellt) erfolgen sowie die Temperatur eines Werkstücks 33 erfaßt werden. Durch negative oder positive elektrische Polung des Werkstücks 33 gegenüber den Spritzdrähten 9, 10 ist auch beispielsweise durch Kontakt- oder Hochfrequenzzündung und Verwendung einer elektronisch regelbaren Stromquelle 34 die Vorwärmung des Werkstücks 33 oder das Lichtbogenspritzen mittels übertragenen Lichtbogens 35 möglich.
- Fig. 4 zeigt zur weiteren Erläuterung ein Beispiel der Ausgestaltung einer Hochgeschwindigkeits-Ringdüse 36 mit Blendkappe 37. Hierbei befindet sich im Gegensatz zu der in Fig. 1 und 2 dargestellten Hochgeschwindigkeitsdüse 5 ein Ringspalt 38 zum Austreten des Zerstäubergases aus der Hochgeschwindigkeits-Ringdüse 36 in unmittelbarer Nähe des Abschmelzpunktes 11, um eine höhere Beschleunigung und Geschwindigkeit der Spritzteilchen 2 und eine Einschnürung des Spritzstrahles 3 zu erreichen. Der Ausströmwinkel 39 der Hochgeschwindigkeits-Ringdüse 35 kann ferner, um stärkere Scherkräfte auf die Spritzteilchen 2 ausüben zu können und hierdurch eine feinere Zerstäubung zu erreichen, 3-38° betragen.
Claims (9)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3902736 | 1989-01-31 | ||
| DE19893902736 DE3902736A1 (de) | 1989-01-31 | 1989-01-31 | Lichtbogenspritzanlage zum hochleistungsspritzen von massiv- und fuelldraehten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0386427A2 true EP0386427A2 (de) | 1990-09-12 |
| EP0386427A3 EP0386427A3 (de) | 1991-09-18 |
Family
ID=6373093
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19900101386 Withdrawn EP0386427A3 (de) | 1989-01-31 | 1990-01-24 | Lichtbogenspritzanlage zum Hochleistungsspritzen von Massiv- und Fülldrähten |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0386427A3 (de) |
| DE (1) | DE3902736A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10204252A1 (de) * | 2002-02-02 | 2003-08-14 | Daimler Chrysler Ag | Verfahren und Spitzpistole zum Lichtbogenspritzen |
| DE102005012360A1 (de) * | 2005-03-17 | 2006-09-28 | Daimlerchrysler Ag | Lichtbogendrahtbrenner |
| WO2007091102A1 (en) * | 2006-02-07 | 2007-08-16 | The Boc Group Plc | Kinetic spraying apparatus and method |
| EP2468914A1 (de) | 2010-12-23 | 2012-06-27 | Linde Aktiengesellschaft | Verfahren und Vorrichtung zum Lichtbogenspritzen |
| CN113957377A (zh) * | 2021-10-20 | 2022-01-21 | 卡贝尼新材料科技(上海)有限公司 | 电弧喷涂金属涂层的工艺方法及系统 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4042276A1 (de) * | 1990-12-31 | 1992-07-02 | Castolin Sa | Vorrichtung und verfahren zum herstellen von schutzschichten |
| DE102008004607A1 (de) * | 2008-01-16 | 2009-05-28 | Daimler Ag | Lichtbogendrahtbrenner |
| CN107930885A (zh) * | 2017-12-19 | 2018-04-20 | 代卫东 | 一种可旋转内孔双丝电弧喷枪 |
| RU2687905C1 (ru) * | 2018-12-19 | 2019-05-16 | Федеральное государственное бюджетное научное учреждение "Федеральный научный агроинженерный центр ВИМ" (ФГБНУ ФНАЦ ВИМ) | Электродуговой металлизатор "Дракон" |
| CN110038747B (zh) * | 2019-04-17 | 2022-04-15 | 广东工业大学 | 一种电弧喷枪 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB210759A (en) * | 1923-02-03 | 1924-09-11 | Electroquimica De Flix Soc | Improvements in apparatus for spraying and projecting molten metals |
| US3358114A (en) * | 1962-08-07 | 1967-12-12 | Inoue Kiyoshi | Method of and apparatus for the electric spray-coating of substrates |
| US3546415A (en) * | 1968-11-07 | 1970-12-08 | Flame Spray Ind Inc | Electric arc metallizing device |
| FR2338105A1 (fr) * | 1976-01-15 | 1977-08-12 | Castolin Sa | Installation pour la recharge par soudage au moyen d'un arc a plasma |
| GB1554820A (en) * | 1978-05-11 | 1979-10-31 | Yoshagiken Kk | Electric arc spraying apparatus |
| US4370538A (en) * | 1980-05-23 | 1983-01-25 | Browning Engineering Corporation | Method and apparatus for ultra high velocity dual stream metal flame spraying |
-
1989
- 1989-01-31 DE DE19893902736 patent/DE3902736A1/de not_active Withdrawn
-
1990
- 1990-01-24 EP EP19900101386 patent/EP0386427A3/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB210759A (en) * | 1923-02-03 | 1924-09-11 | Electroquimica De Flix Soc | Improvements in apparatus for spraying and projecting molten metals |
| US3358114A (en) * | 1962-08-07 | 1967-12-12 | Inoue Kiyoshi | Method of and apparatus for the electric spray-coating of substrates |
| US3546415A (en) * | 1968-11-07 | 1970-12-08 | Flame Spray Ind Inc | Electric arc metallizing device |
| FR2338105A1 (fr) * | 1976-01-15 | 1977-08-12 | Castolin Sa | Installation pour la recharge par soudage au moyen d'un arc a plasma |
| GB1554820A (en) * | 1978-05-11 | 1979-10-31 | Yoshagiken Kk | Electric arc spraying apparatus |
| US4370538A (en) * | 1980-05-23 | 1983-01-25 | Browning Engineering Corporation | Method and apparatus for ultra high velocity dual stream metal flame spraying |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10204252A1 (de) * | 2002-02-02 | 2003-08-14 | Daimler Chrysler Ag | Verfahren und Spitzpistole zum Lichtbogenspritzen |
| DE102005012360A1 (de) * | 2005-03-17 | 2006-09-28 | Daimlerchrysler Ag | Lichtbogendrahtbrenner |
| DE102005012360B4 (de) * | 2005-03-17 | 2009-09-03 | Daimler Ag | Lichtbogendrahtbrenner |
| WO2007091102A1 (en) * | 2006-02-07 | 2007-08-16 | The Boc Group Plc | Kinetic spraying apparatus and method |
| EP2468914A1 (de) | 2010-12-23 | 2012-06-27 | Linde Aktiengesellschaft | Verfahren und Vorrichtung zum Lichtbogenspritzen |
| CN113957377A (zh) * | 2021-10-20 | 2022-01-21 | 卡贝尼新材料科技(上海)有限公司 | 电弧喷涂金属涂层的工艺方法及系统 |
| CN113957377B (zh) * | 2021-10-20 | 2023-09-01 | 卡贝尼新材料科技(上海)有限公司 | 电弧喷涂金属涂层的工艺方法及系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0386427A3 (de) | 1991-09-18 |
| DE3902736A1 (de) | 1990-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3942050B4 (de) | Vorrichtung zur Laserplasmaspritzung mit axialer Strömung | |
| EP1999297B1 (de) | Kaltgasspritzpistole | |
| EP3083107B1 (de) | Vorrichtung und verfahren zum tiegelfreien schmelzen eines materials und zum zerstäuben des geschmolzenen materials zum herstellen von pulver | |
| DE69729805T2 (de) | Vorrichtung und verfahren von thermischem spritzen mit übertragenem lichtbogen | |
| DE69923360T2 (de) | Thermische Lichtbogenspritzpistole und ihre Gaskappe | |
| DE10051907B4 (de) | Verfahren und Gerät zum thermischen Spritzen | |
| DE10128565B4 (de) | Thermisches Plasmaspritzen mit auf einen Draht übertragenem Lichtbogen mit hoher Abscheidungsgeschwindigkeit und Vorrichtung | |
| EP3194635A1 (de) | Vorrichtung zur ausbildung von beschichtungen auf oberflächen eines bauteils, bandförmigen materials oder werkzeugs | |
| EP0386427A2 (de) | Lichtbogenspritzanlage zum Hochleistungsspritzen von Massiv- und Fülldrähten | |
| DE2615679A1 (de) | Lichtbogen-metallspritzgeraet | |
| DE102009004581A1 (de) | Vorrichtung und Verfahren zum Lichtbogendrahtspritzen | |
| DE2656330C2 (de) | Verfahren und Vorrichtung zur Herstellung von Pulvern oder Granulaten aus Metallen und Legierungen | |
| DE10253794B4 (de) | Niedertemperatur Hochgeschwindigkeits-Flammspritzsystem | |
| EP2468914B1 (de) | Verfahren und Vorrichtung zum Lichtbogenspritzen | |
| EP1147844B1 (de) | Verfahren zum Plasma-Pulver-Löten | |
| EP2622111B1 (de) | Verfahren und vorrichtung zum thermischen spritzen | |
| DE3117715A1 (de) | "vorrichtung zum spruehbeschichten von gegenstaenden mit pulver" | |
| EP0493695B1 (de) | Drahtspritzanlage | |
| DE102012003307A1 (de) | Vorrichtung und Plasmaspritzverfahren zum Plasmabeschichten einer Oberfläche eines Substrats | |
| EP3990681B1 (de) | Kaltgasspritzanlage mit einstellbarem partikelstrahl | |
| DE102012003306A1 (de) | Vorrichtung zum Plasmabeschichten | |
| AT522980B1 (de) | VORRICHTUNG ZUM AUFTRAGSSCHWEIßEN | |
| DE3318931C2 (de) | Verfahren zum Spritzbeschichten von Gegenständen und Vorrichtung zur Durchführung des Verfahrens | |
| EP4082670A1 (de) | Vorrichtung zum thermischen beschichten mittels drahtlichtbogenspritzen | |
| DE102010037848A1 (de) | Verfahren und Vorrichtung zum thermischen Spritzen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19901214 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BUSSE, KARL-HERMANN |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BUSSE, KARL-HERMANN |
|
| 17Q | First examination report despatched |
Effective date: 19940223 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19940817 |