EP0378461A1 - Schneiddüse für die Eisenverarbeitung - Google Patents
Schneiddüse für die Eisenverarbeitung Download PDFInfo
- Publication number
- EP0378461A1 EP0378461A1 EP90400045A EP90400045A EP0378461A1 EP 0378461 A1 EP0378461 A1 EP 0378461A1 EP 90400045 A EP90400045 A EP 90400045A EP 90400045 A EP90400045 A EP 90400045A EP 0378461 A1 EP0378461 A1 EP 0378461A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- heating
- nozzle
- oxygen
- annular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 93
- 229910000831 Steel Inorganic materials 0.000 title claims description 3
- 239000010959 steel Substances 0.000 title claims description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 title abstract description 6
- 229910052742 iron Inorganic materials 0.000 title abstract description 3
- 238000010438 heat treatment Methods 0.000 claims abstract description 79
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 46
- 239000001301 oxygen Substances 0.000 claims abstract description 46
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 46
- 239000000446 fuel Substances 0.000 claims description 30
- 239000000203 mixture Substances 0.000 claims description 17
- 238000004891 communication Methods 0.000 claims description 4
- 239000000470 constituent Substances 0.000 claims description 3
- 239000007789 gas Substances 0.000 claims description 3
- 230000004323 axial length Effects 0.000 claims 2
- 230000002093 peripheral effect Effects 0.000 claims 1
- 238000007789 sealing Methods 0.000 claims 1
- 238000009865 steel metallurgy Methods 0.000 abstract 1
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 230000000740 bleeding effect Effects 0.000 description 3
- 208000031968 Cadaver Diseases 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000003749 cleanliness Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- QVGXLLKOCUKJST-IGMARMGPSA-N oxygen-16 atom Chemical compound [16O] QVGXLLKOCUKJST-IGMARMGPSA-N 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- QVGXLLKOCUKJST-BJUDXGSMSA-N oxygen-15 atom Chemical compound [15O] QVGXLLKOCUKJST-BJUDXGSMSA-N 0.000 description 1
- 230000001846 repelling effect Effects 0.000 description 1
- 238000009991 scouring Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D14/00—Burners for combustion of a gas, e.g. of a gas stored under pressure as a liquid
- F23D14/46—Details, e.g. noise reduction means
- F23D14/48—Nozzles
- F23D14/52—Nozzles for torches; for blow-pipes
- F23D14/54—Nozzles for torches; for blow-pipes for cutting or welding metal
Definitions
- the cutting nozzles commonly used in the iron and steel industry for hot flame cutting of large thicknesses, or cold slitting, are generally in one piece, made of copper, with a central oxygen jet and most of them they have two concentric heating rings with an oxygen jet.
- French patent No. 86.11.008 proposes a new design of injectors for oxygen supply to the Antifriction central heating and a realization of this two-part cutting nozzle, thereby optimizing the output gas velocities heating, while offering the user the advantage of only changing the cutting block in the event of an incident leading to deterioration of the visible part of the nozzle.
- the most commonly used technology in the design of cutting nozzles for very thick layers is the double heating ring concentric with a central oxygen jet with an external ring, with a highly oxidizing flame, allowing to heat the top of the slab to be flame-cut, has a heating ring located between this outer ring and the central cutting jet, with a very combustible flame, to obtain a long plume around the cutting jet which, driven by the latter. partly fits into the cutting groove and helps to heat the middle and bottom part of the groove.
- Laval nozzle is the most commonly used to obtain a high exit speed without bursting of the jet.
- French patent 87.04.523 has proposed a flame-cutting nozzle comprising two jets of cutting oxygen, with between them a central duct for a fuel heating flame, ensuring a resumption of heating. deep into the raw cutting groove, which was made by the first oxygen jet and which is finished by the second oxygen jet.
- a nozzle can be produced in two parts or in one piece in one piece.
- the applicant has set itself the goal of simultaneously solving three problems, namely: -
- the production of the cutting duct, and in particular the machining of the Laval nozzle is a decisive element for obtaining good performance (width of the groove and cutting speed)
- this production is delicate and expensive, taking into account the size of the nozzles currently sold, and the invention aims to simplify this operation.
- the user of the material is currently obliged to have two types of nozzles depending on whether he wants to favor the cutting speed (nozzle with two cutting jets) or the bleeding width (nozzle with single cutting jet ), and the invention aims to combine these two functions in one and the same nozzle.
- the cutting nozzle according to the present invention is characterized in that it comprises a nozzle body with two conduits connected to an oxygen supply conduit cutting ending in two housings aligned along a diametrical axis, with a fuel mixture supply means opening at one of said housings, said first housing, said nozzle body being associated with at least one set of three inserts , including two so-called cutting inserts adapted to engage one in the first housing with closure of the outlet of the fuel mixture supply means and communication with the cutting oxygen conduit, the other in the second housing, the third insert being an additional heating nozzle adapted to engage, in place of the first cutting insert, in the first housing with establishment of communication of nozzle heating conduits with the supply means combustible mixture.
- the nozzle can be used in two versions, namely a single jet version associated with a heating nozzle conferring a remarkable surface heating power just before the intervention of the cutting jet while by carrying out a simple removal of the said heating nozzle and by engaging a cutting insert - which is located in front of the cutting jet of the initial cutting insert -, there is produced, practically with the same essential constituents of the nozzle body, a nozzle with two particularly fast acting cutting jets.
- the nozzle body comprises two bodies engaged one on the other, namely a body made of injectors with core and injector head with a stepped plurality of grooves for supplying gaseous constituents , (heating oxygen, cutting oxygen, combustible gas), forming an abutment shoulder for an annular body known as heating, with fixing means with determined angular orientation of said annular heating body on said injector body core, said annular heating body incorporating longitudinal heating conduits in alignment with homologous conduits of the injector head, which are connected on the one hand to a conduit opening into a fuel supply groove, on the other hand to a said injector conduit opening into a heating oxygen supply groove, the fuel mixture supply means at the first insert housing forming a chamber transverse supplied with combustible mixture by longitudinal conduits each connected on the one hand to a conduit leading to the fuel supply groove on the other hand to a said injector conduit connected to a groove for supplying heating oxygen.
- the transverse chamber for supplying a fuel mixture with a low oxygen content, therefore a high fuel content it is possible, on the one hand, to complete the supply of the heating nozzle which is carried out in part by a head with an oxygen intake duct known as a cut-out opening into longitudinal nozzle heating ducts, on the other hand supplying a longitudinal fuel mixture with fuel mixture interlayer formed between the two insert housings.
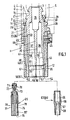
- a cutting nozzle 1 is mounted on a torch body 2 (shown in broken lines) and incorporating an axial cutting oxygen supply duct 3, a heating oxygen supply duct 4 subdivided into two conduits 4 ′ and 4 ⁇ , and a fuel supply conduit 5.
- the cutting nozzle comprises a central body called a body called injectors 11, on which a so-called heating body 12 is fixed.
- the injector body 11 comprises an upstream part 13 of generally frustoconical shape adapted to engage in the torch body 2 and having three axially stepped grooves 14, 15, 16, one of which 14, comes opposite the outlet of fuel supply duct 5, thus forming an annular fuel distribution chamber 14, and the other two 15 and 16 of which come opposite the outlets respectively for the ducts 4 ′ and 4 ⁇ for supplying heating oxygen, thus forming two annular distribution chambers for heating oxygen 15 and 16 arranged axially on either side of the fuel chamber 14.
- a large axial duct 18 presents itself opposite the outlet of the cutting oxygen conduit 3, while there are, from the periphery inward; - At the periphery an annular plurality (eight in the drawing) of longitudinal conduits 21, called cleanliness, starting from the transverse chamber for supplying heating oxygen 16 and all emerging through a shoulder 22 of injector block 11 ; - two longitudinal conduits known as preheating 23 and 24 supplied with fuel via a conduit 25 starting from the fuel chamber 14 and via a small injector conduit 26 starting from the annular heating oxygen chamber 16 and all opening out through a shoulder 22 of the injector block 11 (cf. FIGS.
- annular plurality (sixteen in the drawing) of so-called heating conduits 28 inclined outward and downstream, supplied with oxygen by an injector conduit 29 starting from the annular heating oxygen chamber 15 and by a conduit 30 starting from the annular fuel chamber 14 and all opening out through the shoulder 22 of the injector body 11; - interposed between certain conduits of the ring of heating conduits 28 are arranged (cf. FIG. 2) an annular plurality of fuel heating conduits 31 connected via a conduit 32 to the fuel supply chamber 14 and via a conduit 33 to injector 34 starting from the heating oxygen supply chamber 16.
- These fuel heating conduits 31 are longitudinal and, unlike the heating conduits 28, which, inclined towards the outside, open out through the upstream shoulder 22, extend in a downstream part in the form of a core 35 of the injector body 11 until opening out through a terminal end face 36 of this injector body 11; the cutting oxygen pipe 18 is subdivided into two pipes 37 and 38, the axes of which are in a mean diametrical plane between the preheating pipes 23 and 24 and opening out through the front face 36.
- the heating body 12 is in the form of an annular part with, on the upstream side, an internal face 41 slidably mounted on the external face 42 of the core 35 of the injector body 11 until it abuts against the shoulder 22 of this injector body 11, with a predetermined orientation by means of pins 43 relative to the injector body 11, and by virtue of a key 44 relative to the torch body 2.
- the heater body 12 closes in a solid piece 61 beyond a cut annular face 62 whose most flared diameter is located at a short distance from the front face 36 of the injector block 11, so as to form a circular transverse groove 55 in which open the fuel heating pipes 31.
- This heating corpos 12 has a radially outward collar 45 in which are formed longitudinal conduits 46 in exact extension of the cleanliness conduits 21 of the injector body 11 and opening at 47.
- two longitudinal preheating conduits 48 and 49 are in exact extension of the two preheating pipes 23 and 24 of the injector body 11 to open at 50 and 51 through the front transverse face 52 of the heating body 12.
- heating pipes 53 inclined towards the downstream and towards the center arise upstream in exact look - not visible in the drawings - of the outlet of the heating conduits 28 of the injector body 11, to emerge at 54 through the transverse face 52 of the heater body 12
- the heating body 12 also has two large longitudinal perforations 56 and 57 which are presented axially in the extension of the cutting oxygen conduits 37 and 38.
- perforations 56 and 57 as well as a flared end portion 58 and 59 of the conduits 37 and 38 serve as housings for a cutting insert 63, a second cutting insert 64 or an insert forming a heating nozzle 65.
- the cutting insert 63, or 64 has a wide duct 66 with convergent-divergent nozzle 67. It has on its external face a thread 68 adapted to cooperate with a thread 59 of the housing at 58 and 59 and an annular plurality of millings longitudinal 69.
- a cutting insert 63 ( Figure 3) or 63-64 ( Figure 5) is fully screwed into a housing (57-59) and / or (56- 58), the axial duct 66 being supplied with cutting oxygen by the duct 38 (FIG. 3) by the ducts 38 and 37 (FIG.
- a heating nozzle 65 has a head 70 with a gasket 71 with an axial duct 72 opening radially through conduits 73 in a groove 74 forming, in the mounted position, an oxygen dispensing chamber 74 (called cutting chamber which is here used in heating oxygen for a ring of longitudinal conduits 75, of increasing diameter until opening at 76.
- the heating nozzle 65 has an annular narrowing 77 at the location of the transverse groove 55 and at this level are provided with radial perforations 78, so that a downstream part 75 ′ of the conduits 75 is supplied with a combustible mixture.
- a groove 80 which forms an additional heating duct with fuel effect particularly useful when the nozzle is equipped with two inserts forming two cutting jets intervening successively, the intermediate heating thus produced ensuring a resumption of heating in a medium or bottom zone of the groove outlined by the first cutting jet 64.
- the pre-cut heating is reinforced at 50 and 51 which represents the leading edge of the future cut.
- the cutting jet 63 which occurs either on a one-off basis after the heating nozzle (FIG. 3) or after the roughing out of the groove made by the cutting jet 64 (FIG. 5) sees its action reinforced by an annular ring of flames 69 supplied with a mixture also with a fuel effect.
- the annular ring of oxygen jets opening at the outlet 47 of the conduits 46 at the level of the nozzle fixing nut has the role of preventing any definitive connection between nozzle and nut which usually can result from metal projections in fusion.
- the oxygen delivered to this location ensures instant burning, or at least a repelling action, of the splashes of molten metal.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Gas Burners (AREA)
- Nozzles (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Heat Treatment Of Articles (AREA)
- Shovels (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8900199A FR2641849B1 (fr) | 1989-01-10 | 1989-01-10 | Buse de coupe siderurgique |
| FR8900199 | 1989-01-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0378461A1 true EP0378461A1 (de) | 1990-07-18 |
| EP0378461B1 EP0378461B1 (de) | 1993-06-09 |
Family
ID=9377565
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90400045A Expired - Lifetime EP0378461B1 (de) | 1989-01-10 | 1990-01-08 | Schneiddüse für die Eisenverarbeitung |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5002261A (de) |
| EP (1) | EP0378461B1 (de) |
| JP (1) | JPH02247080A (de) |
| AT (1) | ATE90438T1 (de) |
| DE (1) | DE69001818T2 (de) |
| DK (1) | DK0378461T3 (de) |
| ES (1) | ES2041147T3 (de) |
| FR (1) | FR2641849B1 (de) |
| PT (1) | PT92826B (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10144179C1 (de) * | 2001-09-07 | 2003-04-17 | Messer Cutting & Welding Gmbh | Schneidbrenner mit multifunktionalem Brennerkopf |
| DE102013106511B4 (de) * | 2013-03-27 | 2015-09-24 | Gefam Gmbh | Düse zum Schneiden von Stahlwerkstücken |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2302734A (en) * | 1937-02-11 | 1942-11-24 | Linde Air Prod Co | Blowpipe nozzle |
| FR2613264A1 (fr) * | 1987-04-01 | 1988-10-07 | Air Liquide | Procede et buse d'oxycoupage |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4455176A (en) * | 1983-05-17 | 1984-06-19 | Union Carbide Corporation | Post-mixed oxy-fuel gas cutting torch and nozzle and method of oxy-fuel gas cutting |
-
1989
- 1989-01-10 FR FR8900199A patent/FR2641849B1/fr not_active Expired - Fee Related
-
1990
- 1990-01-08 EP EP90400045A patent/EP0378461B1/de not_active Expired - Lifetime
- 1990-01-08 DK DK90400045.2T patent/DK0378461T3/da active
- 1990-01-08 DE DE9090400045T patent/DE69001818T2/de not_active Expired - Fee Related
- 1990-01-08 AT AT90400045T patent/ATE90438T1/de not_active IP Right Cessation
- 1990-01-08 ES ES199090400045T patent/ES2041147T3/es not_active Expired - Lifetime
- 1990-01-08 US US07/462,069 patent/US5002261A/en not_active Expired - Fee Related
- 1990-01-10 PT PT92826A patent/PT92826B/pt not_active IP Right Cessation
- 1990-01-10 JP JP2001641A patent/JPH02247080A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2302734A (en) * | 1937-02-11 | 1942-11-24 | Linde Air Prod Co | Blowpipe nozzle |
| FR2613264A1 (fr) * | 1987-04-01 | 1988-10-07 | Air Liquide | Procede et buse d'oxycoupage |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2041147T3 (es) | 1993-11-01 |
| US5002261A (en) | 1991-03-26 |
| FR2641849B1 (fr) | 1991-03-22 |
| JPH02247080A (ja) | 1990-10-02 |
| ATE90438T1 (de) | 1993-06-15 |
| FR2641849A1 (fr) | 1990-07-20 |
| DK0378461T3 (da) | 1993-10-25 |
| EP0378461B1 (de) | 1993-06-09 |
| PT92826A (pt) | 1991-09-13 |
| DE69001818D1 (de) | 1993-07-15 |
| PT92826B (pt) | 1995-12-29 |
| DE69001818T2 (de) | 1993-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0255430B1 (de) | Schneiddüse mit zwei Kränzen von Heizgasbohrungen für Eisenverarbeitung | |
| CA2144349C (fr) | Procede et dispositif de pulverisation d'un liquide, notamment d'un liquide a haute viscosite, a l'aide d'au moins un gaz auxiliaire | |
| EP1770333B1 (de) | Anti-Verkokungsinjektorarm | |
| FR2817017A1 (fr) | Refroidissement integral des injecteurs de decollage d'une chambre de combustion a deux tetes | |
| FR2591668A1 (fr) | Ajutage d'injection de combustible pour moteur a combustion interne et moteur equipe d'un tel ajutage | |
| EP1806536A1 (de) | Kühlung einer multimodalen Einspritzvorrichtung für eine Brennkammer, insbesondere für eine Gasturbine | |
| FR2494777A1 (fr) | Tubulure de buse d'injection de carburant pour turboreacteur | |
| EP0933981A1 (de) | Düse/Düsenhalterung-Anlage für einen Plasmabrenner | |
| EP1489359B1 (de) | Ringförmige Brennkammer für eine Turbomaschine | |
| FR2918726A1 (fr) | Accouplement d'arbres par engrenage a denture droite. | |
| FR2460312A1 (fr) | Dispositif de production de noir de carbone | |
| EP2683930A1 (de) | Injektor zum mischen zweier treibstoffe mit mindestens einem einspritzelement mit einer trikoaxialen struktur | |
| EP0378461B1 (de) | Schneiddüse für die Eisenverarbeitung | |
| EP0397561B1 (de) | Schneidkopf mit Sauerstoffstrahl | |
| EP0287420B2 (de) | Verfahren und Düse zum Sauerstoffschneiden | |
| EP0967434B1 (de) | Brenner mit konzentrischer Luftzufuhr und zentral angeordnetem Stabilisator | |
| FR2644558A1 (fr) | Four a arc equipe de bruleurs fuel-oil/oxygene et bruleur fuel/oil/oxygene | |
| EP0683886B1 (de) | Schneekanone | |
| EP0676024B1 (de) | Gasbrenndüse | |
| FR2987428A1 (fr) | Liaison mecanique amelioree entre un nez d'injecteur et une bague de traversee d'un systeme d'injection pour chambre de combustion de turbomachine | |
| EP0605278B1 (de) | Düse und Schneidbrenner | |
| WO1998053250A1 (fr) | Chalumeau d'oxycoupage | |
| FR2970551A1 (fr) | Nez d'injecteur demontable pour injecteur de carburant de chambre annulaire de combustion de turbomachine d'aeronef | |
| EP3183498A2 (de) | Verbindungsvorrichtung mit mehreren gekrümmten konzentrischen rohren | |
| EP0963517A1 (de) | Verteilervorrichtung für die kraftstoffversorgung zu den zylindern einer brennkraftmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19900111 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19910903 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930609 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19930609 Ref country code: GB Effective date: 19930609 Ref country code: AT Effective date: 19930609 |
|
| REF | Corresponds to: |
Ref document number: 90438 Country of ref document: AT Date of ref document: 19930615 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 69001818 Country of ref document: DE Date of ref document: 19930715 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2041147 Country of ref document: ES Kind code of ref document: T3 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19930609 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940131 Ref country code: CH Effective date: 19940131 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19971222 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19971229 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19971231 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980108 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19980113 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19980210 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990202 |
|
| BERE | Be: lapsed |
Owner name: S.A. L' AIR LIQUIDE POUR L'ETUDE ET L'EXPLOITATION Effective date: 19990131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991103 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19991213 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010928 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010503 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050108 |