EP0378116B1 - Heissendvergütungsanlage - Google Patents
Heissendvergütungsanlage Download PDFInfo
- Publication number
- EP0378116B1 EP0378116B1 EP90100172A EP90100172A EP0378116B1 EP 0378116 B1 EP0378116 B1 EP 0378116B1 EP 90100172 A EP90100172 A EP 90100172A EP 90100172 A EP90100172 A EP 90100172A EP 0378116 B1 EP0378116 B1 EP 0378116B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressure
- air
- coating
- aspiration
- vents
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
- C03C17/003—General methods for coating; Devices therefor for hollow ware, e.g. containers
- C03C17/005—Coating the outside
Definitions
- the invention relates to a hot-end annealing plant for the surface annealing of glass bottles with a tunnel-shaped vapor deposition hood, through which a conveyor belt for bottle transport extends in the longitudinal direction and in the side walls of which a plurality of pressure and suction openings, which are arranged in pairs opposite one another, are arranged alternately, either alone or in connection with another pair of pressure and suction openings form an air circuit enriched with coating agent, which is equipped with a compressor to achieve a sufficiently high pressure energy of the enriched air.
- Organotin compounds which are vapor-deposited onto the glass surface of the bottles at high temperatures, are mainly used as coating agents.
- the metal compound reacts with the hot glass to form metal oxides, which are embedded in the glass surface and increase the strength properties of the glass bottles.
- EP 0 103 019 and a prior art described therein disclose a hot end tempering system of the type mentioned at the outset, which is equipped with either only one (FIG. 1) or with a plurality of air circuits (FIG. 8).
- the air on both sides of the vapor hood is enriched with coating agent before it is blown into the interior of the vapor hood and sucked off again via two pairs of pressure and suction openings. In this way, two opposing flow areas are formed between the pairs of openings, which together represent the actual coating zone of the system.
- an air curtain protecting the coating zone which is generated by two external circuits or loops, each enriched with coating agent, with two pairs of pressure and suction openings each.
- the actual coating of the bottles takes place with the help of two further inner loops, which are enriched together with coating agent via a central feed. Both loops each have only one pair of pressure and suction openings to create a flow area. The two opposing flow areas together form the actual coating zone inside the vapor deposition hood.
- the advantage of this embodiment is relatively small in relation to the additional effort compared to the known system with only one circuit and is practically limited to the two outer air curtains.
- a more effective coating of the bottles can only be achieved to a limited extent, since the two outer loops do not have their own coating agent feed and only a small amount of residual coating agent is contained in the air extracted from the vapor deposition hood.
- the effectiveness of the coating process depends to a large extent on the two inner loops, the mode of operation of which, however, practically does not differ from that of a single circuit with enrichment on both sides.
- the invention has for its object to improve a hot end tempering system of the generic type with simple means such that better economy and Environmental compatibility is guaranteed.
- the object is achieved in that an air circuit with at least two pairs of pressure and suction openings is provided in a hot end tempering system of the type mentioned at the outset, in which the coating agent is fed in the flow direction before the pressure opening of a pair of pressure and suction openings, which is arranged in the interior of the vapor hood.
- the two circuits generate two opposing flow areas in the inner area of the vapor deposition hood, which are equally enriched with coating agent, and at the same time in the outer area two likewise opposite flow areas with a lower degree of enrichment, which both have a protective function and also contribute to further increasing the effectiveness of the coating process.
- This increases the dwell time of the bottles within the enriched zones of the vapor hood with the same throughput compared to the known systems.
- the coating agent used is also better utilized and consequently the environment is less polluted. There is no need for additional separation and recovery devices in the discharge area.
- each air circuit generates a total of 4 flow areas, the degree of enrichment of which decreases from the inside to the outside.
- both air circuits are connected together to a compressor and the coating agent is fed in together via one feed point.
- Fig. 1 shows schematically a hot end tempering system with a tunnel-shaped vapor deposition hood 10 of conventional design, through which a conveyor belt 11 extends for the transport of bottles 12 lined up.
- Outlets 15, 16 and 17, 18 are provided in a known manner in pairs in the inlet and outlet area in the side walls 13, 14 of the vapor deposition hood 10 for venting the vapor deposition hood 10.
- the air circuit 20 has two pairs of pressure and suction openings 21, 22 and 23, 24, which are arranged in the side walls 13, 14 of the vapor deposition hood 10.
- the arrangement is such that a pressure opening 21, 23 opposite a suction opening 22, 24 and the pressure and suction openings in Alternate lengthways of the vapor hood 10.
- the pressure and suction openings can be slit-shaped or consist of several individual openings.
- a sufficiently high pressure energy of the air enriched with coating agent is provided by two compressors 25, 26, which are each arranged in the flow direction in front of a pressure opening 21 or 23.
- the air is enriched with the coating agent via a feed point 27, which is located between the suction opening 22 and the compressor 26.
- a flow area is created between each pair of pressure and suction openings during operation, which ensures that the bottles 12 are exposed to the enriched air from all sides, so that the coating agent can deposit evenly on the glass surface. Due to the specific position of the feed point 27, the degree of enrichment of the flow area between the inner pressure and suction opening pair 23, 24 is higher than with the outer opening pair 21, 22.
- the outer flow area thus also performs a protective function in addition to a coating function by performing one Air curtain forms.
- the first air circuit 20 is followed by a second air circuit 30 in the transport direction of the bottles 12, the arrangement and structure of which are mirror images of the first air circuit 20.
- the inside pressure and opening pair is designated with 33, 34 and the outside with 31, 32.
- the compressor 35 is accordingly arranged in front of the pressure opening 31 and the compressor 36 in front of the pressure opening 33.
- the feed point 37 is located between the suction opening 32 and the compressor 36 or the pressure opening 33.
- the inner flow area between the pressure and suction opening pair 33, 34 is opposite to that of the pressure and suction opening pair 23, 24 of the air circuit 20.
- FIG. 2 1 An alternative embodiment of the invention is shown in FIG. 2 1, which differs from the system according to FIG. 1 in that a first air circuit 40 in the entrance area of the vapor deposition hood 10 has a total of 4 flow areas.
- the air circuit is provided with two additional pairs of pressure and suction openings 41 ', 42' and 43 ', 44', the pair between the outer pressure and suction opening pair 41, 42 and the inner pressure and suction opening pair 43, 44 are arranged that the flow areas of two adjacent pairs of openings are opposite and their degree of enrichment decreases from the inside to the outside.
- the air circuit 40 also has 4 compressors 45, 46, 48, 49, and an infeed point 47.
- the compressors 45, 46 correspond in their arrangement to the compressors 25, 26 according to FIG. 1.
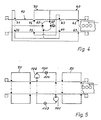
- FIG. 4 shows an alternative form of the invention, in which, in contrast to the system forms shown so far, the first and second air circuits 60, 70 are combined by having only one compressor 65 and one feed point 67.
- the outer pairs of pressure and suction openings 61, 62 and 71, 72 generate the flow regions with the lowest degree of enrichment, which at the same time form an air curtain to protect the actual coating zone.
- the two pressure openings 63 and 73 of the inner pressure and suction opening pairs 63, 64 and 73, 74 are fed via the feed point 67 together with coating agent, which for this purpose lies behind the relevant pressure outlet of the compressor 65.
- This system is characterized in particular by its compact design and its environmentally friendly way of working.
- FIG. 5 shows a possibility of how the hot end tempering system according to the invention can be further expanded or varied in practice.
- a first and a second air circuit 80, 90 of the type according to FIG. 1 one (or more) further air circuit 100 can be provided, which in a conventional construction has two compressors 101, 102 and two feed points 103, 104.
- two additional flow areas are created in the central area of the vapor deposition hood, which are equally enriched with coating agent.
Landscapes
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Organic Chemistry (AREA)
- Physical Vapour Deposition (AREA)
- Surface Treatment Of Glass (AREA)
- Fertilizers (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Drying Of Solid Materials (AREA)
Description
- Die Erfindung betrifft eine Heißendvergütungsanlage zur Oberflächenvergütung von Glasflaschen mit einer tunnelförmigen Bedampfungshaube, durch die sich in Längsrichtung ein Förderband für den Flaschentransport erstreckt und in deren Seitenwänden eine Mehrzahl von in Abständen paarweise gegenüberliegenden Druck- und Ansaugöffnungen wechselweise angeordnet sind, die entweder alleine oder in Verbindung mit einem weiteren Paar Druck- und Ansaugöffnungen einen mit Beschichtungsmittel angereicherten Luftkreislauf bilden, der mit einem Verdichter zur Erzielung einer ausreichend hohen Druckenergie der angereicherten Luft ausgrüstet ist.
- Als Beschichtungsmittel zur Oberflächenvergütung dienen überwiegend Organozinnverbindung, die bei hohen Temperaturen auf die Glasoberfläche der Flaschen aufgedampft werden. Die Metallverbindung reagiert mit dem heißen Glas unter Bildung von Metalloxiden, die sich in die Glasoberfläche einlagern und die Festigkeitseigenschaften der Glasflaschen erhöhen.
- Aus der EP 0 103 019 sowie einem darin beschriebenen Stand der Technik ist eine Heißendvergütungsanlage der eingangsgenannten Art bekannt, die mit entweder nur einem (Fig. 1) oder mit mehreren Luftkreisläufen (Fig. 8) ausgerüstet ist. Bei der Anlage mit nur einem Kreislauf wird die Luft beidseitig der Bedampfungshaube mit Beschichtungsmittel angereichert, bevor sie über zwei Druck- und Ansaugöffnungspaare in das Innere der Bedampfungshaube eingeblasen und wieder abgesaugt wird. Auf diese Weise werden zwischen den Öffnungspaaren zwei entgegengerichtete Strömungsbereiche gebildet, die zusammen die eigentliche Beschichtungszone der Anlage darstellen.
- Eine derartige Anlage arbeitet jedoch relativ unwirtschaftlich, da ein die Beschichtungszone gegen Einflüsse von außen schützender Luftvorhang fehlt und aufgrund der beidseitigen Anreicherung mit einem Übermaß an Beschichtungsmittel gearbeitet wird. Dadurch wird die Umwelt unnötig belastet, dem nur mit Hilfe teurer Abscheide- und Rückgewinnungseinrichtungen Abhilfe geschaffen werden kann.
- Bei der Ausführungsform gemäß Fig. 8 der bekannten Anlage ist ein die Beschichtungszone schützender Luftvorhang vorhanden, der durch zwei außenliegende und nicht mit Beschichtungsmittel angereicherte Kreisläufe bzw. Schleifen mit jeweils zwei Druck- und Ansaugöffnungspaaren erzeugt wird. Die eigentliche Beschichtung der Flaschen erfolgt mit Hilfe zweier weiterer Innenschleifen, die gemeinsam über eine zentrale Einspeisung mit Beschichtungsmittel angereichert werden. Beide Schleifen verfügen jeweils nur über ein Druck- und Ansaugöffnungspaar zur Erzeugung eines Strömungsbereichs. Die beiden entgegengerichteten Strömungsbereiche bilden zusammen wiederum die eigentliche Beschichtungszone im Inneren der Bedampfungshaube.
- Der Vorteil dieser Ausführungsform ist aber im Verhältnis zum Mehraufwand gegenüber der bekannten Anlage mit nur einem Kreislauf relativ gering und beschränkt sich praktisch nur auf die beiden äußeren Luftvorhänge. Eine wirksamere Beschichtung der Flaschen ist dagegen nur bedingt erreichbar, da die beiden Außenschleifen über keine eigene Beschichtungsmitteleinspeisung verfügen und in der aus der Bedampfungshaube abgesaugten Luft nur noch geringe Restanteile des Beschichtungsmittels enthalten sind. Die Wirksamkeit des Beschichtungsverfahrens hängt somit maßgeblich von den beiden inneren Schleifen ab, deren Arbeitsweise sich aber von der eines einzelnen Kreislaufes mit beidseitiger Anreicherung praktisch nicht unterscheidet.
- Der Erfindung liegt die Aufgabe zugrunde, eine Heißendvergütungsanlage der gattungsgemäßen Art mit einfachen Mitteln derart zu verbessern, daß eine bessere Wirtschaftlichkeit und Umweltverträglichkeit gewährleistet ist.
- Die Aufgabe wird erfindungsgemäß dadurch gelöst, daß bei einer Heißendvergütungsanlage der eingangsgenannten Art in beiden Außenbereichen der Bedampfungshaube ein Luftkreislauf mit wenigstens zwei Paar Druck- und Ansaugöffnungen vorgesehen ist, bei dem die Einspeisung des Beschichtungsmittels in Strömungsrichtung vor der Drucköffnung eines Druck- und Ansaugöffnungspaares erfolgt, das im Innenbereich der Bedampfungshaube angeordnet ist.
- Auf diese Weise erzeugen die beiden Kreisläufe im Innenbereich der Bedampfungshaube zwei entgegengerichtete, mit Beschichtungsmittel gleich stark angereicherte Strömungsbereiche und gleichzeitig im Außenbereich zwei, ebenfalls entgegengerichtete Strömungsbereiche mit einem geringeren Anreicherungsgrad, die sowohl eine Schutzfunktion ausüben als auch zur weiteren Erhöhung der Wirksamkeit des Beschichtungsverfahrens beitragen. Dadurch vergrößert sich die Verweilzeit der Flaschen innerhalb der angereicherten Zonen der Bedampfungshaube bei gleichem Durchsatz im Vergleich zu den bekannten Anlagen. Das eingesetzte Beschichtungsmittel wird zudem besser ausgenutzt und demzufolge die Umwelt weniger belastet. Auf zusätzliche Abscheide- und Rückgewinnungseinrichtungen im Ablaufbereich kann dabei verzichtet werden.
- Die Wirksamkeit der Anlage kann weiter gesteigert werden, wenn nach einem Vorschlag der Erfindung zwischen dem äußeren Druck- und Ansaugöffnungspaar und dem inneren Druck- und Ansaugöffnungspaar beider Luftkreisläufe zwei weitere Paare von Druck- und Ansaugöffnungen vorgesehen sind. Auf diese Weise erzeugt jeder Luftkreislauf insgesamt 4 Strömungsbereiche, deren Anreicherungsgrad von Innen nach außen abnimmt.
- Nach einer bevorzugten Ausgestaltung der Erfindung kann bei Bedarf auch zwischen den beiden außenliegenden Luftkreisläufen wenigstens ein weiterer Luftkreislauf mit vorzugsweise beidseitiger Anreicherung vorgesehen sein.
- Der Aufbau der Anlage läßt sich zusätzlich noch dadurch vereinfachen, wenn nach einer weiteren Ausgestaltung der Erfindung beide Luftkreisläufe gemeinsam an einen Verdichter angeschlossen sind und die Einspeisung des Beschichtungsmittels gemeinsam über einen Einspeisepunkt erfolgt.
- Ein Ausführungsbeispiel der Erfindung ist in der Zeichnung dargestellt und wird im folgenden näher beschrieben.
- Es zeigen
- Fig. 1
- die erfindungsgemäße Heißendvergütungsanlage mit zwei Luftkreisläufen in schematischer Darstellung; und
- Fign. 2 - 5
- weitere Ausführungsformen der Erfindung in schematischer Darstellung.
- Fig. 1 zeigt schematisch eine Heißendvergütungsanlage mit einer tunnelförmigen Bedampfungshaube 10 herkömmlicher Bauart, durch die sich ein Förderband 11 für den Transport aneinandergereihter Flaschen 12 erstreckt. In den Seitenwänden 13, 14 der Bedampfungshaube 10 sind im Ein- und Ausgangsbereich in bekannter Weise paarweise Auslässe 15, 16 und 17, 18 für die Entlüftung der Bedampfungshaube 10 vorgesehen. Hinter dem ersten Auslasspaar 15, 16 in Transportrichtung der Flaschen 12 durchzieht die Bedampfungshaube 10 ein erster Luftkreislauf 20, durch den mit Beschichtungsmittel angereicherte Luft strömt. Der Luftkreislauf 20 besitzt zwei Druck- und Ansaugöffnungspaare 21, 22 und 23, 24, die in den Seitenwänden 13, 14 der Bedampfungshaube 10 angeordnet sind. Die Anordnung ist dergestalt, daß einer Drucköffnung 21, 23 eine Ansaugöffnung 22, 24 gegenüberliegt und sich die Druck- und Ansaugöffnungen in Längsrichtung der Bedampfungshaube 10 abwechseln. Die Druck- und Ansaugöffnungen können schlitzförmig ausgebildet sein oder aus mehreren Einzelöffnungen bestehen. Für eine ausreichend hohe Druckenergie der mit Beschichtungsmittel angereicherten Luft sorgen zwei Verdichter 25, 26,die in Strömungsrichtung jeweils vor einer Drucköffnung 21 bzw. 23 angeordnet sind. Die Anreicherung der Luft mit dem Beschichtungsmittel erfolgt über einen Einspeisepunkt 27, der zwischen der Ansaugöffnung 22 und dem Verdichter 26 sitzt.
- Zwischem jedem Druck- und Ansaugöffnungspaar entsteht während des Betriebs ein Strömungsbereich, der dafür Sorge trägt, daß die Flaschen 12 von allen Seiten der angereicherten Luft ausgesetzt sind, so daß sich das Beschichtungsmittel gleichmäßig auf der Glasoberfläche ablagern kann. Aufgrund der bestimmten Lage des Einspeisepunktes 27 ist der Anreicherungsgrad des Strömungsbereichs zwischen dem innenliegenden Druck- und Ansaugöffnungspaar 23, 24 höher als bei dem äußeren Öffnungspaar 21, 22. Der äußere Strömungsbereich übt somit neben einer Beschichtungsfunktion gleichzeitig auch noch eine Schutzfunktion aus, indem er einen Luftvorhang bildet.
- An den ersten Luftkreislauf 20 schließt in Transportrichtung der Flaschen 12 ein zweiter Luftkreislauf 30 an, der in Anordnung und Aufbau spiegelbildlich zum ersten Luftkreislauf 20 ausgerichtet ist. Das innenliegende Druck- und Öffnungspaar ist mit 33, 34 und das außenliegende mit 31, 32 bezeichnet. Der Verdichter 35 ist dementsprechend vor der Drucköffnung 31 und der Verdichter 36 vor der Drcköffnung 33 angeordnet. Der Einspeisepunkt 37 befindet sich zwischen der Ansaugöffnung 32 und dem Verdichter 36 bzw. der Drucköffnung 33. Der innere Strömungsbereich zwischen dem Druck- und Ansaugöffnungspaar 33, 34 ist dem des Druck- und Ansaugöffnungspaars 23, 24 des Luftkreislaufs 20 entgegengerichtet.
- Eine alternative Ausführungsform der Erfindung ist in Fig. 2 dargestellt, die sich von der Anlage nach Fig. 1 darin unterscheidet, daß ein erster Luftkreislauf 40 im Eingangsbereich der Bedampfungshaube 10 insgesamt 4 Strömungsbereiche aufweist. Zu diesem Zweck ist der Luftkreislauf mit zwei zusätzlichen Druck- und Ansaugöffnungspaaren 41', 42' bzw. 43', 44' versehen, die derart zwischen dem äußeren Druck- und Ansaugöff nungspaar 41, 42 und dem inneren Druck- und Ansaugöffnungs paar 43, 44 angeordnet sind, daß die Strömungsbereiche zweier angrenzender Öffnungspaare entgegengerichtet sind und ihr Anreicherungsgrad von innen nach außen abnimmt. Der Luftkreislauf 40 verfügt außerdem über 4 Verdichter 45, 46, 48, 49, und einen Einspeisepunkt 47. Die Verdichter 45, 46 entsprechen in der Anordnung den Verdichtern 25, 26 nach Fig. 1. Der Verdichter 48 sitzt wiederum in Strömungsrichtung vor der Drucköffnung 43' und der Verdichter 49 vor der Drucköffnung 41'. Der Einspeisepunkt 47 befindet sich analog zur Anlage gem. Fig. 1 zwischen der Ansaugöffnung 42 und dem Verdichter 46 bzw. der Drucköffnung 43 des inneren Öffnungspaares. In gleicher Weise wie bei der Anlage nach Fig. 1 ist dem ersten Luftkreislauf 40 in Transportrichtung des Förderbands 11 ein zweiter Luftkreislauf (nicht dargestellt) nachgeschaltet, der wiederum ein Spiegelbild des ersten Luftkreislaufs 40 darstellt und diesem im Aufbau entspricht.
- Fig. 3 zeigt in einer Darstellungsweise gemäß Fig. 2 eine weitere Ausführungsform der Erfindung, bei der beide Luftkreisläufe jweils mit nur einem Verdichter bestückt sind. Bei dem dargestellten Luftkreislauf 50 ist daher der Verdichter 55 zweckmäßigerweise an einer zentralen Stelle angeordnet, um möglichst gleichlange Wege zu den beiden Druck- und Ansaugöffnungspaaren 51, 52 bzw. 53, 54 zu erhalten. Um einen maximalen Anreicherungsgrad bei dem innenliegenden Druck- und Ansaugöffnungspaares 53, 54 zu gewährleisten, befindet sich der Einspeisepunkt 57 zwischen dem Verdichter 55 und der Drucköffnung 53. Auch bei dieser Ausführungsform ist im Ausgangsbereich der Bedampfungshaube ein zweiter Luftkreislauf vorgesehen, auf dessen Wiedergabe der besseren Übersichtlichkeit wegen wiederum verzichtet wurde.
- Fig. 4 zeigt eine Alternativform der Erfindung, bei der im Gegensatz zu den bisher gezeigten Anlageformen der erste und der zweite Luftkreislauf 60, 70 zusammengefaßt sind, indem sie gemeinsam über nur einen Verdichter 65 und einen Einspeisepunkt 67 verfügen. Die äußeren Druck- und Ansaugöffnungspaare 61, 62 bzw. 71, 72 erzeugen die Strömungsbereiche mit dem geringsten Anreicherungsgrad, die gleichzeitig einen Luftvorhang zum Schutz der eigentlichen Beschichtungszone bilden. Die beiden Drucköffnungen 63 bzw. 73 der inneren Druck- und Ansaugöffnungspaare 63, 64 bzw. 73, 74 werden über den Einspeisepunkt 67 gemeinsam mit Beschichtungsmittel gespeist, der zu diesem Zweck hinter dem betreffenden Druckausgang des Verdichters 65 liegt. Diese Anlage zeichnet sich insbesondere durch ihre kompakte Bauweise und ihre umweltfreundliche Arbeitsweise aus.
- Fig. 5 zeigt schließlich eine Möglichkeit, wie die erfindungsgemäße Heißendvergütungsanlage in der Praxis weiter ausgebaut bzw. variiert werden kann. So kann beispielsweise zwischen einem ersten und einem zweiten Luftkreislauf 80, 90 der Bauart nach Fig. 1 ein (oder mehrere) weiterer Luftkreislauf 100 vorgesehen sein, der in herkömmlicher Bauweise neben zwei Verdichtern 101, 102 auch über zwei Einspeisepunkte 103, 104 verfügt. Auf diese Weise entstehen im Mittelbereich der Bedampfungshaube zwei zusätzliche Strömungsbereiche, die gleich stark mit Beschichtungsmittel angereichert sind.
Claims (4)
- Heißendvergütungsanlage zur Oberflächenvergütung von Glasflaschen mit einer tunnelförmigen Bedampfungshaube, durch die sich in Längsrichtung ein Förderband für den Flaschentransport erstreckt und in deren Seitenwänden eine Mehrzahl von in Abständen paarweise gegenüberliegenden Druck- und Ansaugöffnungen wechselweise angeordnet sind, die entweder alleine oder in Verbindung mit einem weiteren Paar Druck- und Ansaugöffnungen einen mit Beschichtungsmittel angereicherten Luftkreislauf bilden, der mit einem Verdichter zur Erzielung einer ausreichenden Druckenergie der angereicherten Luft ausgerüstet ist, dadurch gekennzeichnet, daß in beiden Außenbereichen der Bedampfungshaube (10) ein Luftkreislauf (20, 30; 40; 50; 60, 70; 80, 90) mit wenigstens zwei Paar Druck- und Ansaugöffnungen (21-22, 23-24 bzw. 31-32, 33-34; 41-42, 43-44; 51-52, 53-54; 61-62, 63-64 bzw. 71-72, 73-74) vorgesehen ist, bei dem die Einspeisung (27 bzw. 37; 47; 57; 67) des Beschichtungsmittels in Strömungsrichtung vor der Drucköffnung (23 bzw. 33; 43; 53; 63 bzw. 73) eines Druck- und Ansaugöffnungspaares erfolgt, das im Innenbereich der Bedampfungshaube (10) angeordnet ist.
- Anlage nach Anspruch 1, dadurch gekennzeichnet, daß zwischen dem äußeren Druck- und Ansaugöffnungspaar (41-42) und dem inneren Druck- und Ansaugöffnungspaar (43-44) beider Luftkreisläufe (40) zwei weitere Paare von Druck- und Ansaugöffnungen (41'-42'; 43'-44') angeordnet sind.
- Anlage nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß zwischen den beiden außenliegenden Luftkreisläufen (60, 70) wenigstens ein weiterer Luftkreisluf (100) mit vorzugsweise beidseitiger Anreicherung vorgesehen ist.
- Anlage Anspruch 1, dadurch gekennzeichnet, daß beide Luftkreisläufe (60, 70) gemeinsam an einen Verdichter (65) angeschlossen sind und die Einspeisung des Beschichtungsmittels gemeinsam über einen Einspeisepunkt (67) erfolgt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT90100172T ATE90652T1 (de) | 1989-01-11 | 1990-01-05 | Heissendverguetungsanlage. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3900615 | 1989-01-11 | ||
| DE3900615A DE3900615C1 (de) | 1989-01-11 | 1989-01-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0378116A1 EP0378116A1 (de) | 1990-07-18 |
| EP0378116B1 true EP0378116B1 (de) | 1993-06-16 |
Family
ID=6371868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90100172A Expired - Lifetime EP0378116B1 (de) | 1989-01-11 | 1990-01-05 | Heissendvergütungsanlage |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0378116B1 (de) |
| AT (1) | ATE90652T1 (de) |
| DE (1) | DE3900615C1 (de) |
| ES (1) | ES2047157T3 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11274061B2 (en) | 2016-04-18 | 2022-03-15 | Arkema B.V. | Coating apparatus for containers |
| US11459146B2 (en) | 2013-04-30 | 2022-10-04 | Arkema France | Coating apparatus with half open loop |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19504906A1 (de) * | 1995-02-15 | 1996-08-22 | Goldschmidt Ag Th | Verfahren zur Heißendvergütung von Hohlglaskörpern durch Aufbringen von Metallverbindungen auf die heiße äußere Glasoberfläche |
| EP3109210B1 (de) | 2015-06-24 | 2019-09-11 | Arkema Bv | Beschichtungsvorrichtung für behälter, verfahren zur beschichtung und verwendung der beschichtungsvorrichtung |
| EP3381875A1 (de) | 2017-03-31 | 2018-10-03 | Arkema B.V. | Beschichtungsvorrichtung für behälter mit mitteln zur druckregelung |
| EP3381874A1 (de) | 2017-03-31 | 2018-10-03 | Arkema B.V. | Zuführvorrichtung für eine beschichtungsvorrichtung, beschichtungsvorrichtung damit und verfahren damit |
| EP3381873A1 (de) | 2017-03-31 | 2018-10-03 | Arkema B.V. | Beschichtungsvorrichtung für behälter |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3933457A (en) * | 1970-07-13 | 1976-01-20 | Ball Corporation | Apparatus and method for treating vitreous surfaces |
| US3684469A (en) * | 1970-09-23 | 1972-08-15 | Kerr Glass Mfg Corp | Method of coating glassware |
| US4201562A (en) * | 1977-01-31 | 1980-05-06 | Owens-Illinois, Inc. | Method for coating glassware |
| EP0103628A4 (de) * | 1982-03-11 | 1984-09-19 | Arthur Babson | Stabilisierung von diazoniumsalzelösungen. |
| US4389234A (en) * | 1982-03-18 | 1983-06-21 | M&T Chemicals Inc. | Glass coating hood and method of spray coating glassware |
-
1989
- 1989-01-11 DE DE3900615A patent/DE3900615C1/de not_active Expired - Fee Related
-
1990
- 1990-01-05 ES ES90100172T patent/ES2047157T3/es not_active Expired - Lifetime
- 1990-01-05 AT AT90100172T patent/ATE90652T1/de not_active IP Right Cessation
- 1990-01-05 EP EP90100172A patent/EP0378116B1/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11459146B2 (en) | 2013-04-30 | 2022-10-04 | Arkema France | Coating apparatus with half open loop |
| US11274061B2 (en) | 2016-04-18 | 2022-03-15 | Arkema B.V. | Coating apparatus for containers |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0378116A1 (de) | 1990-07-18 |
| DE3900615C1 (de) | 1990-02-08 |
| ATE90652T1 (de) | 1993-07-15 |
| ES2047157T3 (es) | 1994-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3736306C1 (de) | Rauchgaskanal zur Behandlung eines Rauchgases | |
| DE3223471A1 (de) | Vorrichtung zur kontinuierlichen dampfphasenbehandlung von werkstuecken | |
| EP0378116B1 (de) | Heissendvergütungsanlage | |
| DE102004001628A1 (de) | Vorrichtung zur Behandlung von Gegenständen mit mindestens einem temperierten, gerichteten Luftstrahl | |
| EP1135655B1 (de) | Verfahren und vorrichtung zur luftführung in einem bearbeitungsraum | |
| DE2127163C3 (de) | Gaswasch- und Zugregelvorrichtung | |
| DE10125732B4 (de) | Filter zum Entstauben von ein partikelförmiges Gut enthaltende Prozeßluft in einer Prozeßapparatur sowie derartige Prozeßapparatur | |
| EP2248773A1 (de) | Vorrichtung zum Vorwärmen von Glassscherbengemengen | |
| AT407720B (de) | Giesswalze für kontinuierlichen guss mit gegenläufigen walzen für dünne stärken | |
| WO1987005992A1 (fr) | Dispositif pour introduire selectivement des elements nettoyants dans des tubes d'echangeurs de chaleur | |
| EP0589502B1 (de) | Vorrichtung zum Abblasen von Staub von horizontal angeordneten Katalysatorflächen | |
| DE2030565A1 (de) | Staubfreie Arbeitsstation | |
| WO2008113474A2 (de) | Vorrichtung zum beschichten von metallischen werkstücken | |
| DE4024588A1 (de) | Gasverteiler fuer stoff- und/oder waermeaustauschkolonne | |
| DE3634312C2 (de) | ||
| DE102016121779B4 (de) | Filteranlage mit Reinigungsluftleiteinrichtung für horizontale Filterpatronen | |
| DE2432765A1 (de) | Verfahren und vorrichtung zum abkuehlen erhitzter metallteile | |
| DE3122859A1 (de) | Filtervorrichtung fuer die entstaubung von gasen | |
| DE69920740T2 (de) | Verfahren und vorrichtung zur regelung einer atmosphäre | |
| DE699346C (de) | Vakuumanlage, insbesondere zur Metallisierung von Gegenstaenden | |
| EP0799165A1 (de) | Vorrichtung zur oberflächenbehandlung von hohlglaskörpern | |
| DE1300516C2 (de) | Vorrichtung zur verhinderung des beschlagens von schauglaesern in vakuumanlagen | |
| WO2018228663A1 (de) | Vorrichtung und verfahren zur separierung von gasatmosphären | |
| DE3403449A1 (de) | Vorrichtung zur waermebehandlung von feinkoernigem gut | |
| DD219441A1 (de) | Vorrichtung zum aufnehmen und ausschieben von transportablen bruecken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH ES FR GB GR IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19901227 |
|
| 17Q | First examination report despatched |
Effective date: 19920817 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH ES FR GB GR IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930616 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19930616 |
|
| REF | Corresponds to: |
Ref document number: 90652 Country of ref document: AT Date of ref document: 19930715 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930923 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2047157 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: ELF ATOCHEM VLISSINGEN B.V. Effective date: 19940316 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: ELF ATOCHEM VLISSINGEN B.V. |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: ELF ATOCHEM VLISSINGEN B.V. Effective date: 19940316 |
|
| R26 | Opposition filed (corrected) |
Opponent name: ELF ATOCHEM VLISSINGEN B.V. Effective date: 19940316 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: ELF ATOCHEM VLISSINGEN B.V. |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: ELF ATOCHEM VLISSINGEN B.V. |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19960502 Year of fee payment: 7 |
|
| 27O | Opposition rejected |
Effective date: 19960125 |
|
| NLR2 | Nl: decision of opposition | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19970131 Ref country code: CH Effective date: 19970131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000112 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20000127 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20000128 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010105 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010131 |
|
| BERE | Be: lapsed |
Owner name: HARTUNG LABORATOIRE Effective date: 20010131 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010105 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020131 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20021231 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030801 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20030801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040107 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040129 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050105 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20040107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |