EP0343130A1 - Method for filling vials with liquid - Google Patents
Method for filling vials with liquid Download PDFInfo
- Publication number
- EP0343130A1 EP0343130A1 EP89830225A EP89830225A EP0343130A1 EP 0343130 A1 EP0343130 A1 EP 0343130A1 EP 89830225 A EP89830225 A EP 89830225A EP 89830225 A EP89830225 A EP 89830225A EP 0343130 A1 EP0343130 A1 EP 0343130A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- vial
- liquid
- station
- weight
- weighing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/26—Methods or devices for controlling the quantity of the material fed or filled
- B65B3/28—Methods or devices for controlling the quantity of the material fed or filled by weighing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/20—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus with provision for metering the liquids to be introduced, e.g. when adding syrups
- B67C3/202—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus with provision for metering the liquids to be introduced, e.g. when adding syrups by weighing
Definitions
- the weight of the dose of liquid with which the vials are to be filled is predetermined a priori, by, for example, determining the corresponding volume.
- the vials are conveyed with an intermittent motion to filling stations in which, in a completely automatic manner, suitable ejectors are inserted in the necks of the related vials in order to inject the preset dose of liquid inside the latter.
- the injection of the said doses is effected in various modes, by, for example, pumping means, or by gravity feed, or by a pressure source acting on the said dose, etc.
- the difference between the preset weight of liquid in a dose and that effectively injected into the vial is, obviously within predetermined tolerances, influenced by a variety of factors, particularly those regarding the means and/or systems used to effect the injection of the liquid, and the timed allocated to these means for effecting this injection stage.
- a second known method involves using what are known as electronic weighing units.
- the empty vial is brought to a filling station, more precisely a scale for measuring the tare of the vial; this stage, although rapid, takes place in an interval of time dependant upon the inertia of the moving parts of the weighing unit as well as on the speed of response (reaction time) of the weighing unit's electronic measuring circuit.
- the information regarding the tare value of the vial is sent to an electronic control unit, where it is memorised, this unit actuating the means for injecting the liquid into the vial, with the ejector that works in conjunction with the latter already being situated in the vial.
- the aforementioned control unit de-activates the said means on reaching the preset weight of the dose injected into the vial.
- the weight of the dose respects the preset value from which it is only permitted to vary by very narrow tolerances, but the electronic weighing unit is not exploited to the full in that the function of the latter is limited to simply determining the weight of the vial and the weight of the latter when already filled with the predetermined dose of liquid.
- the BE-A- 901 407 discloses a process and device for filling a container.
- the process envisages placing the container in a first weighing station, where the tare of the container is measured.
- the container is moved to a partially filling station, where the container is filled up to a preset quantity of material.
- the container is then conveyed to a second weighing station where the amount of material dropped into it is measured, taking in account the tare.
- the object of the invention is propose an original method for filling vials with liquid, which differs from the known methods and is able to fully exploit the characteristics of electronic weighing units, thus conferring not only the advantages deriving from their use, but also a level of productivity that is comparable to that of machines using the above-mentioned first method, and with unit vial filling costs that are lower than those which may be obtained with machines using the aforementioned second method.
- the proposed method enables optimum use to made of weighing means (e.g.: electronic weighing unit); these means represent the most sophisticated and costly part of the machine effecting the method, such that their optimum use is advantageous where limiting the unit cost for filling each vial is concerned.
- weighing means e.g.: electronic weighing unit
- the time that passes between the measurement of the tare of the vial and the final filling stage represents dead time in the prior art insofar as use of the electronic weighing unit is concerned.
- machines effecting the present method would not only benefit from the advantages involved in using electronic weighing units, but would, for the same number of electronic weighing units used, more than double their productivity in relation to the known machines using the second method described in the introduction.
- 1 indicates a known feed line for the vials 2.
- This liquid is supplied by a feed device 5, of known type, working in conjunction with first and second ejector means 6, 7, from which the liquid flows following the enabling of corresponding interceptor means 6a, 7a, which latter are connected to the electronic control unit 3.
- the proposed method includes the following stages:
- suitable means not illustrated, connected to the control unit 3, insert the second ejector means 7 in the neck of the vial, and the interceptor means 7a are actuated, the aforementioned liquid consequently being gradually injected into the flask by the device 5 - second ejectors 7 complex.
- the measurement (third signal V3) effected by the weighing unit 10 is sent to the control unit 3, which compares the difference between the third electric signal V3 and second electric signal V2, with the first electric signal V1.
- control unit 3 de-activates the interceptor means 7a.
- the proposed methods involves measuring the tare of the vial in a first weighing station P1, partially filling the vial in filling station R, separate from the previous station, and, finally, completing the said filling in a second weighing station P2 that is separate from the previous stations P1, R.
- the vials stop in the first weighing station for a very short period of time, corresponding to the time necessary to measure the tare of the vial (second electric signal V2).
- the vials also stop in the filling station R for only a very brief period of time, in that a portion of liquid is injected into the vial in the said station without it's weight being checked, although it is obviously determined a priori with an ample tolerance, but in such a way that it weighs less than the weight of the predetermined dose.
- the vials stop in the second weighing station P2 for a longer period of time than they do in the first weighing station P1; it being necessary to weigh the vial when partially filled with liquid (which takes practically the same amount of time as its stop in the first station), and subsequently complete this filling operation.
- Optimisation of the proposed method is effected by having the first weighing station P1 work in conjunction with a series of lines L1, L2, ... Ln, with each of these latter lines featuring a partial vial-filling station R and second-weighing station P2.
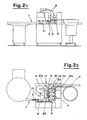
- FIGS. 2a, 2b are diagrammatic illustrations of a machine featuring two lines L1, L2, both of which pass through a first weighing station PI, as described above.
- Each of the said lines L1, L2 features a partial filling station R and a second weighing station P2.
- First means intermittently convey the vials 2 from the vial feed line 1 to the first weighing station P1, where the electronic weighing unit 9 is located, and also convey the same vials alternately to the beginning of one or another of the lines L1, L2.
- Lines L1, L2 feature second and third means 21a, 21b, which operate in synchrony with the first means and are shown in outline, being of known type.
- the said first and second means convey the corresponding vials from the first means 20 to the partial filling station R, from the latter station R to the second weighing station P2, and finally to an operating station Z, located downstream of the second weighing station P2, in which, for example, known means 23 insert at least one plug in the neck of each vial.
- the relevant machine may feature two or more partial filling stations R, instead of a single station R.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT346988 | 1988-05-20 | ||
| IT03469/88A IT1220374B (it) | 1988-05-20 | 1988-05-20 | Metodo per il riempimento di flaconi con liquido |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0343130A1 true EP0343130A1 (en) | 1989-11-23 |
Family
ID=11107964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89830225A Ceased EP0343130A1 (en) | 1988-05-20 | 1989-05-19 | Method for filling vials with liquid |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0343130A1 (it) |
| IT (1) | IT1220374B (it) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5038839A (en) * | 1988-07-18 | 1991-08-13 | Takeda Chemical Industries, Ltd. | Filling apparatus |
| DE102006060834A1 (de) * | 2006-12-22 | 2008-06-26 | Iwk Verpackungstechnik Gmbh | Verfahren und Vorrichtung zum Befüllen einer Tube in einer Tubenfüllmaschine |
| WO2012055654A1 (de) * | 2010-10-29 | 2012-05-03 | Robert Bosch Gmbh | Füllvorrichtung zur befüllung eines behältnisses |
| CN103204252A (zh) * | 2012-10-11 | 2013-07-17 | 江苏永和制药机械有限公司 | 高精度称重系统 |
| EP2412664A3 (de) * | 2010-07-27 | 2013-11-06 | Krones AG | Vorrichtung und Verfahren zum Abfüllen von mehrkomponentigen Getränken |
| ES2447315A1 (es) * | 2013-07-30 | 2014-03-11 | Grifols Worldwide Operations Limited | Máquina y procedimiento para el llenado de contenedores de productos farmacéuticos |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2608371A (en) * | 1949-12-03 | 1952-08-26 | Republic Flow Meters Co | Tare-setting control mechanism for filling containers |
| US3162258A (en) * | 1962-11-13 | 1964-12-22 | Imac Corp | Method and apparatus for accurately filling liquid containers |
| DE2900863A1 (de) * | 1978-01-20 | 1979-07-26 | Ramoneda Sibidi Juan | Wiegeeinrichtung |
| BE901407A (fr) * | 1983-12-30 | 1985-06-28 | Du Pont | Procede et appareil pour le remplissage precis de recipients. |
| DE3411155A1 (de) * | 1984-03-27 | 1985-10-03 | Abel Gmbh & Co Pumpen Und Maschinenbau, 4300 Essen | Abfuellanlage zum abfuellen von fluessigkeiten in gebinde, insbesondere zum abfuellen von mineraloel |
-
1988
- 1988-05-20 IT IT03469/88A patent/IT1220374B/it active
-
1989
- 1989-05-19 EP EP89830225A patent/EP0343130A1/en not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2608371A (en) * | 1949-12-03 | 1952-08-26 | Republic Flow Meters Co | Tare-setting control mechanism for filling containers |
| US3162258A (en) * | 1962-11-13 | 1964-12-22 | Imac Corp | Method and apparatus for accurately filling liquid containers |
| DE2900863A1 (de) * | 1978-01-20 | 1979-07-26 | Ramoneda Sibidi Juan | Wiegeeinrichtung |
| BE901407A (fr) * | 1983-12-30 | 1985-06-28 | Du Pont | Procede et appareil pour le remplissage precis de recipients. |
| DE3411155A1 (de) * | 1984-03-27 | 1985-10-03 | Abel Gmbh & Co Pumpen Und Maschinenbau, 4300 Essen | Abfuellanlage zum abfuellen von fluessigkeiten in gebinde, insbesondere zum abfuellen von mineraloel |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5038839A (en) * | 1988-07-18 | 1991-08-13 | Takeda Chemical Industries, Ltd. | Filling apparatus |
| DE102006060834A1 (de) * | 2006-12-22 | 2008-06-26 | Iwk Verpackungstechnik Gmbh | Verfahren und Vorrichtung zum Befüllen einer Tube in einer Tubenfüllmaschine |
| EP2412664A3 (de) * | 2010-07-27 | 2013-11-06 | Krones AG | Vorrichtung und Verfahren zum Abfüllen von mehrkomponentigen Getränken |
| EP3072847A1 (de) * | 2010-07-27 | 2016-09-28 | Krones AG | Vorrichtung und verfahren zum abfüllen von mehrkomponentigen getränken |
| WO2012055654A1 (de) * | 2010-10-29 | 2012-05-03 | Robert Bosch Gmbh | Füllvorrichtung zur befüllung eines behältnisses |
| CN103189276A (zh) * | 2010-10-29 | 2013-07-03 | 罗伯特·博世有限公司 | 用于填充小容器的填充装置 |
| CN103204252A (zh) * | 2012-10-11 | 2013-07-17 | 江苏永和制药机械有限公司 | 高精度称重系统 |
| ES2447315A1 (es) * | 2013-07-30 | 2014-03-11 | Grifols Worldwide Operations Limited | Máquina y procedimiento para el llenado de contenedores de productos farmacéuticos |
| EP2832648A1 (en) | 2013-07-30 | 2015-02-04 | Grifols Worldwide Operations Limited | Machine and method for fillings pharmaceutical product containers |
| EP2832648B1 (en) | 2013-07-30 | 2016-03-30 | Grifols, S.A. | Method for fillings pharmaceutical product containers |
| US9493254B2 (en) | 2013-07-30 | 2016-11-15 | Grifols, S.A. | Machine and method for filling pharmaceutical product containers |
Also Published As
| Publication number | Publication date |
|---|---|
| IT1220374B (it) | 1990-06-15 |
| IT8803469A0 (it) | 1988-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6800818B2 (en) | Distributor unit | |
| EP0430897B1 (en) | Method for filling containers with liquid and/or gelatinous, and/or corrosive, or sticky products, or abrasive suspensions, and machine for carrying out such method | |
| US5819816A (en) | Process and apparatus for metering and introducing a liquid into packaging containers | |
| US3977483A (en) | Material handling apparatus and method | |
| US4696329A (en) | Feedback control for automatic filling machine | |
| US4805673A (en) | Process and device for dispensing predetermined doses having a precise weight of a fluid filling material | |
| EP0260532B1 (en) | Apparatus for filling liquid | |
| CN105197263B (zh) | 一种填充机及其填充工艺 | |
| EP0343130A1 (en) | Method for filling vials with liquid | |
| US5971037A (en) | Method of controlling the weight of granulated products on multiple metering machines, and metering machine implementing such a method | |
| CN103829607A (zh) | 中药柜的自动控制管理方法及系统 | |
| US7503353B2 (en) | Method for statistic weighing of a product introduced into containers in a filling machine | |
| CN104859879B (zh) | 将液态药物灌入容器的灌装装置的预处理方法和灌装装置 | |
| CN211108110U (zh) | 一种多种物料组合称重装置 | |
| CN104114983A (zh) | 用于提供耗材的设备 | |
| EP0339943A3 (en) | Automatic weight sorting machine | |
| US4476534A (en) | Fixed-cycle-controlled filling machine | |
| US3474874A (en) | Weighing system | |
| CN105620821A (zh) | 多品种不规则物料自动定量包装线 | |
| US4635689A (en) | Method and apparatus for monitoring and controlling the filling of receptacles with a determined weight of material | |
| CN114630742A (zh) | 自清洁重量和体积定量给料设备 | |
| EP0298407A2 (en) | Process and apparatus for the net weight dosage of liquids | |
| US3557888A (en) | Method for automatically weighing pourable goods | |
| CN210824187U (zh) | 输液袋输送线自动理袋装置 | |
| CN205892714U (zh) | 一种覆膜胶自动灌装机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB LI NL |
|
| 17P | Request for examination filed |
Effective date: 19900320 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MARCHESINI GROUP S.P.A. |
|
| 17Q | First examination report despatched |
Effective date: 19910415 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19920418 |