EP0343130A1 - Method for filling vials with liquid - Google Patents
Method for filling vials with liquid Download PDFInfo
- Publication number
- EP0343130A1 EP0343130A1 EP89830225A EP89830225A EP0343130A1 EP 0343130 A1 EP0343130 A1 EP 0343130A1 EP 89830225 A EP89830225 A EP 89830225A EP 89830225 A EP89830225 A EP 89830225A EP 0343130 A1 EP0343130 A1 EP 0343130A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- vial
- liquid
- station
- weight
- weighing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000000034 method Methods 0.000 title claims abstract description 31
- 239000007788 liquid Substances 0.000 title claims abstract description 30
- 238000005303 weighing Methods 0.000 claims abstract description 46
- 230000004913 activation Effects 0.000 claims 2
- 210000003739 neck Anatomy 0.000 description 6
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/26—Methods or devices for controlling the quantity of the material fed or filled
- B65B3/28—Methods or devices for controlling the quantity of the material fed or filled by weighing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/20—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus with provision for metering the liquids to be introduced, e.g. when adding syrups
- B67C3/202—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus with provision for metering the liquids to be introduced, e.g. when adding syrups by weighing
Definitions
- the weight of the dose of liquid with which the vials are to be filled is predetermined a priori, by, for example, determining the corresponding volume.
- the vials are conveyed with an intermittent motion to filling stations in which, in a completely automatic manner, suitable ejectors are inserted in the necks of the related vials in order to inject the preset dose of liquid inside the latter.
- the injection of the said doses is effected in various modes, by, for example, pumping means, or by gravity feed, or by a pressure source acting on the said dose, etc.
- the difference between the preset weight of liquid in a dose and that effectively injected into the vial is, obviously within predetermined tolerances, influenced by a variety of factors, particularly those regarding the means and/or systems used to effect the injection of the liquid, and the timed allocated to these means for effecting this injection stage.
- a second known method involves using what are known as electronic weighing units.
- the empty vial is brought to a filling station, more precisely a scale for measuring the tare of the vial; this stage, although rapid, takes place in an interval of time dependant upon the inertia of the moving parts of the weighing unit as well as on the speed of response (reaction time) of the weighing unit's electronic measuring circuit.
- the information regarding the tare value of the vial is sent to an electronic control unit, where it is memorised, this unit actuating the means for injecting the liquid into the vial, with the ejector that works in conjunction with the latter already being situated in the vial.
- the aforementioned control unit de-activates the said means on reaching the preset weight of the dose injected into the vial.
- the weight of the dose respects the preset value from which it is only permitted to vary by very narrow tolerances, but the electronic weighing unit is not exploited to the full in that the function of the latter is limited to simply determining the weight of the vial and the weight of the latter when already filled with the predetermined dose of liquid.
- the BE-A- 901 407 discloses a process and device for filling a container.
- the process envisages placing the container in a first weighing station, where the tare of the container is measured.
- the container is moved to a partially filling station, where the container is filled up to a preset quantity of material.
- the container is then conveyed to a second weighing station where the amount of material dropped into it is measured, taking in account the tare.
- the object of the invention is propose an original method for filling vials with liquid, which differs from the known methods and is able to fully exploit the characteristics of electronic weighing units, thus conferring not only the advantages deriving from their use, but also a level of productivity that is comparable to that of machines using the above-mentioned first method, and with unit vial filling costs that are lower than those which may be obtained with machines using the aforementioned second method.
- the proposed method enables optimum use to made of weighing means (e.g.: electronic weighing unit); these means represent the most sophisticated and costly part of the machine effecting the method, such that their optimum use is advantageous where limiting the unit cost for filling each vial is concerned.
- weighing means e.g.: electronic weighing unit
- the time that passes between the measurement of the tare of the vial and the final filling stage represents dead time in the prior art insofar as use of the electronic weighing unit is concerned.
- machines effecting the present method would not only benefit from the advantages involved in using electronic weighing units, but would, for the same number of electronic weighing units used, more than double their productivity in relation to the known machines using the second method described in the introduction.
- 1 indicates a known feed line for the vials 2.
- This liquid is supplied by a feed device 5, of known type, working in conjunction with first and second ejector means 6, 7, from which the liquid flows following the enabling of corresponding interceptor means 6a, 7a, which latter are connected to the electronic control unit 3.
- the proposed method includes the following stages:
- suitable means not illustrated, connected to the control unit 3, insert the second ejector means 7 in the neck of the vial, and the interceptor means 7a are actuated, the aforementioned liquid consequently being gradually injected into the flask by the device 5 - second ejectors 7 complex.
- the measurement (third signal V3) effected by the weighing unit 10 is sent to the control unit 3, which compares the difference between the third electric signal V3 and second electric signal V2, with the first electric signal V1.
- control unit 3 de-activates the interceptor means 7a.
- the proposed methods involves measuring the tare of the vial in a first weighing station P1, partially filling the vial in filling station R, separate from the previous station, and, finally, completing the said filling in a second weighing station P2 that is separate from the previous stations P1, R.
- the vials stop in the first weighing station for a very short period of time, corresponding to the time necessary to measure the tare of the vial (second electric signal V2).
- the vials also stop in the filling station R for only a very brief period of time, in that a portion of liquid is injected into the vial in the said station without it's weight being checked, although it is obviously determined a priori with an ample tolerance, but in such a way that it weighs less than the weight of the predetermined dose.
- the vials stop in the second weighing station P2 for a longer period of time than they do in the first weighing station P1; it being necessary to weigh the vial when partially filled with liquid (which takes practically the same amount of time as its stop in the first station), and subsequently complete this filling operation.
- Optimisation of the proposed method is effected by having the first weighing station P1 work in conjunction with a series of lines L1, L2, ... Ln, with each of these latter lines featuring a partial vial-filling station R and second-weighing station P2.
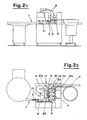
- FIGS. 2a, 2b are diagrammatic illustrations of a machine featuring two lines L1, L2, both of which pass through a first weighing station PI, as described above.
- Each of the said lines L1, L2 features a partial filling station R and a second weighing station P2.
- First means intermittently convey the vials 2 from the vial feed line 1 to the first weighing station P1, where the electronic weighing unit 9 is located, and also convey the same vials alternately to the beginning of one or another of the lines L1, L2.
- Lines L1, L2 feature second and third means 21a, 21b, which operate in synchrony with the first means and are shown in outline, being of known type.
- the said first and second means convey the corresponding vials from the first means 20 to the partial filling station R, from the latter station R to the second weighing station P2, and finally to an operating station Z, located downstream of the second weighing station P2, in which, for example, known means 23 insert at least one plug in the neck of each vial.
- the relevant machine may feature two or more partial filling stations R, instead of a single station R.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
Abstract
The method consists in measuring the tare of a vial 2 in a first weighing station P1, partially filling the said vial, in a station R located downstream of the said first station P1, with an amount having a lower weight than the weight of a predetermined dose of liquid, and finally in completing the filling of the said vial, such that the weight of the liquid injected into the latter is equal to the weight of the said dose, in a second weighing station P2 located downstream of the aforementioned partial filling station R.
Description
- In the technical sector concerning the packaging of vials, the method followed in filling the vials themselves is of considerable importance.
- In a first known method, the weight of the dose of liquid with which the vials are to be filled is predetermined a priori, by, for example, determining the corresponding volume.
- The vials are conveyed with an intermittent motion to filling stations in which, in a completely automatic manner, suitable ejectors are inserted in the necks of the related vials in order to inject the preset dose of liquid inside the latter.
- The injection of the said doses is effected in various modes, by, for example, pumping means, or by gravity feed, or by a pressure source acting on the said dose, etc.
- The difference between the preset weight of liquid in a dose and that effectively injected into the vial is, obviously within predetermined tolerances, influenced by a variety of factors, particularly those regarding the means and/or systems used to effect the injection of the liquid, and the timed allocated to these means for effecting this injection stage.
- Indeed, if on the one hand decreasing this time leads to an increase in productivity, it on the other hand has a negative effect on the extent to which the specifications governing the filling of the vial are respected, which is to say on the extent to which the weight of the dose injected corresponds to the preset dose.
- Since an a posteriori check on the weight of every dose of liquid contained in the vials is impracticable with the above-mentioned method for obvious technical and economic reasons, a statistical check is effected to measure the gross weight of each vial, from which, presupposing a mean empty-vial weight, the weight of the dose of liquid may be indirectly obtained.
- If this last value differs from the predetermined value, exceeding the admissible tolerances, it is necessary to operate on the means used both for determining the weight of the dose, and for injecting the latter into the vial.
- A second known method involves using what are known as electronic weighing units.
- The empty vial is brought to a filling station, more precisely a scale for measuring the tare of the vial; this stage, although rapid, takes place in an interval of time dependant upon the inertia of the moving parts of the weighing unit as well as on the speed of response (reaction time) of the weighing unit's electronic measuring circuit.
- The information regarding the tare value of the vial is sent to an electronic control unit, where it is memorised, this unit actuating the means for injecting the liquid into the vial, with the ejector that works in conjunction with the latter already being situated in the vial.
- The aforementioned control unit de-activates the said means on reaching the preset weight of the dose injected into the vial.
- The filling of a vial is thus completed; the latter finally being conveyed, in a known manner, from the weighing unit to a station in which the neck of the vial is sealed (e.g. by plugging).
- With this second method, the weight of the dose respects the preset value from which it is only permitted to vary by very narrow tolerances, but the electronic weighing unit is not exploited to the full in that the function of the latter is limited to simply determining the weight of the vial and the weight of the latter when already filled with the predetermined dose of liquid.
- With this above second method, the demands of operating efficiency and reliability are undoubtedly satisfied, but the resultant productivity certainly does not bear comparison, being lower, for the same number of filling stations, than that which may be obtained using the first method described above.
- This has constrained manufacturers to produce machines using the second method which feature a series of feed stations, with the same number of electronic weighing units, in order for the machines to achieve the same productivity as the other equipment located upstream and downstream of the latter, albeit at the expense of raising the unit filling costs due to the high cost of the electronic weighing units.
- The BE-A- 901 407 discloses a process and device for filling a container. The process envisages placing the container in a first weighing station, where the tare of the container is measured.
- Further the container is moved to a partially filling station, where the container is filled up to a preset quantity of material. The container is then conveyed to a second weighing station where the amount of material dropped into it is measured, taking in account the tare.
- Finally the container is displaced in a second filling station, where it is completely filled. This process foresees four stages to be completed, and requires an additional device to determine and set the right quantity of material to drop into the container during it being in the second filling station.
- The object of the invention is propose an original method for filling vials with liquid, which differs from the known methods and is able to fully exploit the characteristics of electronic weighing units, thus conferring not only the advantages deriving from their use, but also a level of productivity that is comparable to that of machines using the above-mentioned first method, and with unit vial filling costs that are lower than those which may be obtained with machines using the aforementioned second method.
- This is obtained by the process set forth in the claim.
- In fact the proposed method enables optimum use to made of weighing means (e.g.: electronic weighing unit); these means represent the most sophisticated and costly part of the machine effecting the method, such that their optimum use is advantageous where limiting the unit cost for filling each vial is concerned.
- In the prior art the vial is located on the electronic weighing unit, remaining there until filling is completed.
- The time that passes between the measurement of the tare of the vial and the final filling stage represents dead time in the prior art insofar as use of the electronic weighing unit is concerned.
- This dead time is eliminated with the method that is the subject of the present invention; the weighing unit in a first weighing station is only used to measure the tare of the vial, whilst a second weighing unit in a second weighing station is only used in the final stage during which the filling of the vial is completed.
- Indeed, machines effecting the present method would not only benefit from the advantages involved in using electronic weighing units, but would, for the same number of electronic weighing units used, more than double their productivity in relation to the known machines using the second method described in the introduction.
- The proposed method therefore satisfies the objects of the invention presented in the introduction.
- The characteristics of the invention are emphasised below with specific reference to the enclosed tables of drawings, in which:
- - Figure 1 is a block diagram showing one possible layout of the means and/or devices with which to carry out the method that is the subject of the present invention;
- - Figures 2a, 2b are diagrammatic illustrations showing the plan and side view respectively of an unlimited example of a machine which carries out the said method.
- With reference to the said figures, 1 indicates a known feed line for the
vials 2. - 3 indicates an electronic control unit connected to a
periphery unit 4, using which the operator memorises, in the same control unit, the measurement (first signal V1) of a preset dose of liquid in relation to the capacity of thevials 2 and type of liquid in question. - This liquid is supplied by a
feed device 5, of known type, working in conjunction with first and second ejector means 6, 7, from which the liquid flows following the enabling of corresponding interceptor means 6a, 7a, which latter are connected to theelectronic control unit 3. - The proposed method includes the following stages:
- a) A
vial 2 is conveyed fromline 1 to a first weighing station P1, taking the form of anelectronic weighing unit 9; the latter measures the weight of the empty vial in a relatively short period of time, in the order of a second: the value of the said measurement is sent (electric signal V2) to theelectronic control unit 3, where it is memorised. - b) The
vial 2 is conveyed from the weighing station P1 to a partial filling station R, in which, using suitable means, not illustrated, connected to theelectronic control unit 3, the first ejector means 6 are inserted in the neck of the vial; at this point theelectronic control unit 3 actuates the interceptor means 6a for a sufficient period of time to permit the injection into the vial, by means of the device 5 -first ejectors 6 complex, of a quantity of the aforesaid liquid whose weight is less than the weight of the predetermined dose of liquid. - c) The above-mentioned
vial 2, partially filled with liquid, is conveyed to a second weighing station P2, which takes the form of a correspondingelectronic weighing unit 10. - In appropriate synchrony with the above, suitable means, not illustrated, connected to the
control unit 3, insert the second ejector means 7 in the neck of the vial, and the interceptor means 7a are actuated, the aforementioned liquid consequently being gradually injected into the flask by the device 5 - second ejectors 7 complex. - The measurement (third signal V3) effected by the
weighing unit 10 is sent to thecontrol unit 3, which compares the difference between the third electric signal V3 and second electric signal V2, with the first electric signal V1. - When the said difference is equal to the first signal V1, the
control unit 3 de-activates the interceptor means 7a. - The filling of the vial is thus completed, and the weight of the liquid injected into the latter is equal to the weight of the preset dose of liquid.
- d) The vial which has been filled in this way is conveyed to an operating station Z located downstream of the second weighing station P2; this station may feature means for fitting a corresponding plug in the neck of the vial.
- The proposed methods involves measuring the tare of the vial in a first weighing station P1, partially filling the vial in filling station R, separate from the previous station, and, finally, completing the said filling in a second weighing station P2 that is separate from the previous stations P1, R.
- The vials stop in the first weighing station for a very short period of time, corresponding to the time necessary to measure the tare of the vial (second electric signal V2).
- The vials also stop in the filling station R for only a very brief period of time, in that a portion of liquid is injected into the vial in the said station without it's weight being checked, although it is obviously determined a priori with an ample tolerance, but in such a way that it weighs less than the weight of the predetermined dose.
- The vials stop in the second weighing station P2 for a longer period of time than they do in the first weighing station P1; it being necessary to weigh the vial when partially filled with liquid (which takes practically the same amount of time as its stop in the first station), and subsequently complete this filling operation.
- Optimisation of the proposed method is effected by having the first weighing station P1 work in conjunction with a series of lines L1, L2, ... Ln, with each of these latter lines featuring a partial vial-filling station R and second-weighing station P2.
- Figures 2a, 2b are diagrammatic illustrations of a machine featuring two lines L1, L2, both of which pass through a first weighing station PI, as described above.
- Each of the said lines L1, L2 features a partial filling station R and a second weighing station P2.
- First means, indicated by 20, and shown in outline, being of known type, intermittently convey the
vials 2 from thevial feed line 1 to the first weighing station P1, where theelectronic weighing unit 9 is located, and also convey the same vials alternately to the beginning of one or another of the lines L1, L2. - Lines L1, L2 feature second and third means 21a, 21b, which operate in synchrony with the first means and are shown in outline, being of known type. The said first and second means convey the corresponding vials from the
first means 20 to the partial filling station R, from the latter station R to the second weighing station P2, and finally to an operating station Z, located downstream of the second weighing station P2, in which, for example, known means 23 insert at least one plug in the neck of each vial. - The machine illustrated in Figures 2a, 2b is purely an unlimited example of how the method which is the subject of the present invention might be put into effect.
- Should it be necessary, the relevant machine may feature two or more partial filling stations R, instead of a single station R.
Claims (1)
1) Method for filling vials with liquid, in which use is made of an electronic control unit (3) in which a first electric signal (V1) corresponding to the weight of a preset dose of liquid is memorised, characterised in that it includes the stages listed below:
- transfer of a vial (2) from a vial feed line (1) to a first weighing station (P1) for measuring the weight of the said vial (2), and the subsequent memorising of a second electric signal (V2) corresponding to the weight of said vial (2) in said electronic control unit (3):
- transfer of said vial (2) to at least one partial filling station (R), in which, due to the activation of first ejector means (6), which couple with the neck of said vial, an amount of liquid weighing less than the weight of said preset dose of liquid is injected into the vial;
- transfer of said partially filled vial (2) to a second weighing station (P2) in which, due to the activation of second ejector means (7), which couple with the neck of the vial (2), a further amount of the said liquid is injected into the vial until the aforesaid second ejector means (7) are deactivated, this being commanded by said control unit when the weight of said preset dose is reached for the dose inside the vial;
- transfer of the said vial (2), filled with liquid, to an operating station (Z) located downstream of the said second weighing station (P2).
- transfer of a vial (2) from a vial feed line (1) to a first weighing station (P1) for measuring the weight of the said vial (2), and the subsequent memorising of a second electric signal (V2) corresponding to the weight of said vial (2) in said electronic control unit (3):
- transfer of said vial (2) to at least one partial filling station (R), in which, due to the activation of first ejector means (6), which couple with the neck of said vial, an amount of liquid weighing less than the weight of said preset dose of liquid is injected into the vial;
- transfer of said partially filled vial (2) to a second weighing station (P2) in which, due to the activation of second ejector means (7), which couple with the neck of the vial (2), a further amount of the said liquid is injected into the vial until the aforesaid second ejector means (7) are deactivated, this being commanded by said control unit when the weight of said preset dose is reached for the dose inside the vial;
- transfer of the said vial (2), filled with liquid, to an operating station (Z) located downstream of the said second weighing station (P2).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT346988 | 1988-05-20 | ||
| IT03469/88A IT1220374B (en) | 1988-05-20 | 1988-05-20 | METHOD FOR FILLING BOTTLES WITH LIQUID |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0343130A1 true EP0343130A1 (en) | 1989-11-23 |
Family
ID=11107964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89830225A Ceased EP0343130A1 (en) | 1988-05-20 | 1989-05-19 | Method for filling vials with liquid |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0343130A1 (en) |
| IT (1) | IT1220374B (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5038839A (en) * | 1988-07-18 | 1991-08-13 | Takeda Chemical Industries, Ltd. | Filling apparatus |
| DE102006060834A1 (en) * | 2006-12-22 | 2008-06-26 | Iwk Verpackungstechnik Gmbh | Filling method for a tube in tube-filling machine supplies a tube to a filling station in a tube-filling machine for the machine to pour a liquid or pasty product into the tube via a filling nozzle |
| WO2012055654A1 (en) * | 2010-10-29 | 2012-05-03 | Robert Bosch Gmbh | Filling device for filling a container |
| CN103204252A (en) * | 2012-10-11 | 2013-07-17 | 江苏永和制药机械有限公司 | High precision weighing system |
| EP2412664A3 (en) * | 2010-07-27 | 2013-11-06 | Krones AG | Method and device for filling multi-component drinks |
| ES2447315A1 (en) * | 2013-07-30 | 2014-03-11 | Grifols Worldwide Operations Limited | Machine and method for fillings pharmaceutical product containers |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2608371A (en) * | 1949-12-03 | 1952-08-26 | Republic Flow Meters Co | Tare-setting control mechanism for filling containers |
| US3162258A (en) * | 1962-11-13 | 1964-12-22 | Imac Corp | Method and apparatus for accurately filling liquid containers |
| DE2900863A1 (en) * | 1978-01-20 | 1979-07-26 | Ramoneda Sibidi Juan | WEIGHING DEVICE |
| BE901407A (en) * | 1983-12-30 | 1985-06-28 | Du Pont | METHOD AND APPARATUS FOR PRECISE FILLING OF CONTAINERS. |
| DE3411155A1 (en) * | 1984-03-27 | 1985-10-03 | Abel Gmbh & Co Pumpen Und Maschinenbau, 4300 Essen | Drawing-off installation for drawing off liquids into containers, especially for drawing off mineral oil |
-
1988
- 1988-05-20 IT IT03469/88A patent/IT1220374B/en active
-
1989
- 1989-05-19 EP EP89830225A patent/EP0343130A1/en not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2608371A (en) * | 1949-12-03 | 1952-08-26 | Republic Flow Meters Co | Tare-setting control mechanism for filling containers |
| US3162258A (en) * | 1962-11-13 | 1964-12-22 | Imac Corp | Method and apparatus for accurately filling liquid containers |
| DE2900863A1 (en) * | 1978-01-20 | 1979-07-26 | Ramoneda Sibidi Juan | WEIGHING DEVICE |
| BE901407A (en) * | 1983-12-30 | 1985-06-28 | Du Pont | METHOD AND APPARATUS FOR PRECISE FILLING OF CONTAINERS. |
| DE3411155A1 (en) * | 1984-03-27 | 1985-10-03 | Abel Gmbh & Co Pumpen Und Maschinenbau, 4300 Essen | Drawing-off installation for drawing off liquids into containers, especially for drawing off mineral oil |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5038839A (en) * | 1988-07-18 | 1991-08-13 | Takeda Chemical Industries, Ltd. | Filling apparatus |
| DE102006060834A1 (en) * | 2006-12-22 | 2008-06-26 | Iwk Verpackungstechnik Gmbh | Filling method for a tube in tube-filling machine supplies a tube to a filling station in a tube-filling machine for the machine to pour a liquid or pasty product into the tube via a filling nozzle |
| EP2412664A3 (en) * | 2010-07-27 | 2013-11-06 | Krones AG | Method and device for filling multi-component drinks |
| EP3072847A1 (en) * | 2010-07-27 | 2016-09-28 | Krones AG | Method and device for filling multi-component drinks |
| WO2012055654A1 (en) * | 2010-10-29 | 2012-05-03 | Robert Bosch Gmbh | Filling device for filling a container |
| CN103189276A (en) * | 2010-10-29 | 2013-07-03 | 罗伯特·博世有限公司 | Filling device for filling a container |
| CN103204252A (en) * | 2012-10-11 | 2013-07-17 | 江苏永和制药机械有限公司 | High precision weighing system |
| ES2447315A1 (en) * | 2013-07-30 | 2014-03-11 | Grifols Worldwide Operations Limited | Machine and method for fillings pharmaceutical product containers |
| EP2832648A1 (en) | 2013-07-30 | 2015-02-04 | Grifols Worldwide Operations Limited | Machine and method for fillings pharmaceutical product containers |
| EP2832648B1 (en) | 2013-07-30 | 2016-03-30 | Grifols, S.A. | Method for fillings pharmaceutical product containers |
| US9493254B2 (en) | 2013-07-30 | 2016-11-15 | Grifols, S.A. | Machine and method for filling pharmaceutical product containers |
Also Published As
| Publication number | Publication date |
|---|---|
| IT1220374B (en) | 1990-06-15 |
| IT8803469A0 (en) | 1988-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6800818B2 (en) | Distributor unit | |
| US5156193A (en) | Method for filling containers with liquid, gelatinous, corrosive, and/or sticky products, or abrasive suspensions | |
| US5819816A (en) | Process and apparatus for metering and introducing a liquid into packaging containers | |
| US3977483A (en) | Material handling apparatus and method | |
| US3887110A (en) | Dispensing methods and apparatus | |
| US4696329A (en) | Feedback control for automatic filling machine | |
| US4805673A (en) | Process and device for dispensing predetermined doses having a precise weight of a fluid filling material | |
| EP0343130A1 (en) | Method for filling vials with liquid | |
| US5971037A (en) | Method of controlling the weight of granulated products on multiple metering machines, and metering machine implementing such a method | |
| US4812047A (en) | Apparatus for the gravimetric dosing of flowable products | |
| CN104114983A (en) | Device for providing consumable material | |
| CN104859879B (en) | Liquid drug is poured into the preprocess method and filling apparatus of the filling apparatus of container | |
| US20130112529A1 (en) | System and Method for Determining Weight | |
| EP1647484B1 (en) | Method for statistic weighing of a product introduced into containers, in a filling machine | |
| EP4173792B1 (en) | Quality verification system for the measurement of raw materials in a continuous metering process, and related process | |
| US4476534A (en) | Fixed-cycle-controlled filling machine | |
| US3474874A (en) | Weighing system | |
| CN105620821A (en) | Automatic quantitative packaging line for multi-type irregular materials | |
| CN214190460U (en) | Linkage production system for small bag packaging of traditional Chinese medicine decoction pieces | |
| US4635689A (en) | Method and apparatus for monitoring and controlling the filling of receptacles with a determined weight of material | |
| JPH07112878B2 (en) | Capsule filling machine | |
| US3557888A (en) | Method for automatically weighing pourable goods | |
| JP2019202436A (en) | Resin material feeding mechanism, and resin material feeding method | |
| CN205892714U (en) | Laminated adhesive automatic filling machine | |
| CN207206914U (en) | A kind of automatic vacuum vulcanizer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB LI NL |
|
| 17P | Request for examination filed |
Effective date: 19900320 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MARCHESINI GROUP S.P.A. |
|
| 17Q | First examination report despatched |
Effective date: 19910415 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19920418 |