EP0337080A2 - Verfahren zur Herstellung von Giessformen aus tongebundenem Formsand - Google Patents
Verfahren zur Herstellung von Giessformen aus tongebundenem Formsand Download PDFInfo
- Publication number
- EP0337080A2 EP0337080A2 EP89102826A EP89102826A EP0337080A2 EP 0337080 A2 EP0337080 A2 EP 0337080A2 EP 89102826 A EP89102826 A EP 89102826A EP 89102826 A EP89102826 A EP 89102826A EP 0337080 A2 EP0337080 A2 EP 0337080A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- cast iron
- casting
- molding sand
- sand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C3/00—Selection of compositions for coating the surfaces of moulds, cores, or patterns
Definitions
- the coating materials contain e.g. Clays, talc, quartz, mica, zirconium silicate, magnesite, aluminum silicate and chamotte.
- coke and graphite can also be used as inorganic raw materials. These raw materials are the intended portion of the form coating; they cover the mold surface and close the sand pores against the penetration of the casting metal.
- the surface roughness of the castings was measured on the surfaces in the mold box below.
- the measurements were carried out with a roughness depth measuring device, model M4 from Microtechnik, Liederbach.
- the roughness was measured five times on each casting, and the averaged roughness (Rz) was calculated from the measured values.
- the mold box from which gaseous pollutants are emitted after pouring, was surrounded by a cuboid metal hood, which had an opening at the top for introducing the measuring lines.
- the metal hood was immediately after the Pouring over the molding box. By attaching the hood, the exhaust gases could be measured from a homogeneous, continuously changing gas atmosphere.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Mold Materials And Core Materials (AREA)
- Silicates, Zeolites, And Molecular Sieves (AREA)
- Preparation Of Clay, And Manufacture Of Mixtures Containing Clay Or Cement (AREA)
Abstract
- (a) Herstellung einer Form aus einem Formsand, der im wesentlichen frei von Glanzkohlenstoffbildnern und pyrolytisch zersetzbaren organischen Bestandteilen enthaltenden Formsand ist, und
- (b) Aufbringung eines die üblichen feuerfesten anorganischen Bestandteile enthaltenden Formüberzugstoffs, der im wesentlichen frei von pyrolytisch zersetzbaren organischen Bestandteilen ist, zumindest auf diejenigen Oberflächen der Form, die mit dem gegossenen Metall in Berührung kommen.
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung von Gießformen aus tongebundenem Formsand für Grauguß, Temperguß, Sphäroguß und Schwermetallguß.
- Bei der Formherstellung für Gußstücke aus Stahl, Grauguß, Temperguß, Sphäroguß und Schwermetallguß hat der tongebundene Formsand nach wie vor mit etwa 95 % des gesamten Formsandbedarfs dominierende Bedeutung (vgl. z.B. R.Weiss und U. Kleinheyer, Gießerei, 74, 1987, Nr. 21, Seite 629).
- Tongebundene Formsande enthalten neben den umweltfreundlichen Bestandteilen Quarzsand, Ton und Wasser, meist noch Glanzkohlenstoffbildner, z.B. Kohlenstaub, zur Verbesserung der Gußoberfläche und zur Konditionierung des Formsandsystems (Formstoff). Beim Abguß bildet sich in der Hitze unter reduzierender Atmosphäre Glanzkohlenstoff, der sich an der Formwand abscheidet und ein Penetrieren des flüssigen Metalls in die Sandform vermindert bzw. verhindert. Der Nachteil glanzkohlenstoffhaltiger Formsande ist die Entstehung von Pyrolyseprodukten beim Abguß. Diese Schadstoffe am Arbeitsplatz, in der Abluft und den Altsanden von Gießereien sind heute nur noch in begrenztem Umfang tolerierbar und werden für viele Gießereien zunehmend zu einem Umweltproblem mit wirtschaftlichen und manchmal existenziellen Konsequenzen. Es ist deshalb ein vordringliche Aufgabe, die beim Abguß entstehenden Schadstoffe zu vermindern oder ganz zu verhindern.
- Ein umweltfreundliches Formsandsystem, bei dem keinerlei gasförmige, flüssige oder feste Schadstoffe beim Abguß entstehen, ist der tongebundene Formsand, der nur aus Sand, insbsondere Quarzsand, einem anorganischen Binder, wie Ton (z.B. Bentonit und/oder Kaolin) und Wasser besteht. Bei Verwendung eines derartigen Formsandsystems müssen allerdings Sandanhaftungen sowie eine schlechtere und rauhere Gußoberfläche in Kauf genommen werden, was in der Praxis aus Qualitätsgründen nicht möglich ist.
- Deshalb ist es bisher auch nicht möglich, insbesondere bei Grau- und Temperguß, mit Formsanden zu arbeiten, die frei von Glanzkohlenstoffbildnern sind. Die Glanzkohlenstoffbildner, die üblicherweise in Form von Kohlenstäuben oder synthetischen Kohlenstäuben, Pechen, Bitumen, Kunstharzen, wie Polystyrol usw., vorliegen, werden darüberhinaus dem gesamten Formsandsystem zugesetzt, obwohl der gewünschte Effekt nur begrenzt an der Formoberfläche beim Eingießen des flüssigen Metalls wirksam wird.
- Andererseits ist es bekannt, die Gießformen mit Formüberzugstoffen zu überziehen. Die Formüberzugstoffe haben den Zweck, die Formteiloberfläche zu beeinflussen, das Gußstückaussehen zu verbessern, das Gußstück metallurgisch zu beeinflussen und/oder Gußfehler zu vermeiden. Die Formüberzugstoffe enthalten als Grundstoffe z.B. Tone, Talkum, Quarz, Glimmer, Zirkonsilicat, Magnesit, Aluminiumsilicat und Schamotte. Im weiteren Sinn kommen als anorganische Grundstoffe auch Koks und Graphit infrage. Diese Grundstoffe sind der zweckbestimmende Anteil des Formüberzugstoffs; sie überdecken die Formoberfläche und schließen die Sandporen gegen das Eindringen des Gießmetalls.
- Weiterhin enthalten die Formüberzugstoffe im allgemeinen eine Trägerflüssigkeit, wie Wasser oder Alkohol, die mit den Grundstoffen eine Suspension bilden, damit der Formüberzugstoff verarbeitbar wird. Weiterhin enthalten die Formüberzugstoffe im allgemeinen organische Bindemittel, wie Cellulosen, Alginate und Stearate. Mit Hilfe dieser Stoffe werden die Suspensionen verdickt und/oder stabilisiert, wodurch das Absetzen der Feststoffteilchen gehemmt wird. Außerdem können sie im Überzug zur Bindung zwischen den Grundstoffteilchen und zur Haftung an der Formteiloberfläche beitragen.
- Schließlich enthalten die Formüberzugstoffe Bindemittel, wie Stärkederivate, Ligninderivate, Harze und Kunststoffe. Diese dienen im Überzug zur Bindung zwischen den Grundstoffteilchen und zur Haftung des Überzugs an der Formteiloberfläche.
- Sowohl die Suspensionsmittel als auch die Bindemittel werden beim Abguß unter Bildung von Pyrolyseprodukten zersetzt, so daß sie ein Umweltbelastung am Arbeitsplatz und in der Abluft darstellen.
- Eine zusammenfassende Darstellung der Formüberzugstoffe findet sich beispielsweise im VDG-Merkblatt R 150, August 1973, herausgegeben vom Verein Deutscher Gießereifachleute.
- Für Spezialanwendungen sind zwar auch Formüberzugstoffe bekannt, die keine pyrolytisch zersetzbaren organischen Suspensionsmittel und/oder Bindemittel enthalten; diese Formüberzugstoffe wurden jedoch bisher immer nur in Verbindung mit Formsandsystemen verwendet, die Glanzkohlenstoffbildner und/oder pyrolytisch zersetzbare organische Bestandteile enthielten, so daß die Bildung von umweltschädlichen Pyrolyseprodukten nicht zu vermeiden war.
- Der Erfindung liegt die Aufgabe zugrunde, bei der Herstellung von Gießformen aus tongebundenem Formsand, die mit Überzügen aus Formüberzugstoffen versehen werden, die Bildung von umweltschädlichen Pyrolyseprodukten zu vermeiden.
- Diese Aufgabe wird bei dem eingangs definierten Verfahren durch die Kombination folgender Schritte gelöst:
- (a) Herstellung einer Form aus einem Formsand, der im wesentlichen frei von Glanzkohlenstoffbildnern und pyrolytisch zersetzbaren organischen Bestandteilen ist, und
- (b) Aufbringung eines die üblichen feuerfesten anorganischen Bestandteile enthaltenden Formüberzugstoffs, der im wesentlichen frei von pyrolytisch zersetzbaren organischen Bestandteilen ist, zumindest auf diejenigen Oberflächen der Form, die mit dem gegossenen Metall in Berührung kommen.
- Mit Hilfe des erfindungsgemäßen Verfahrens erhält man Gießformen, die einerseits mit einem Formüberzugstoff gleichmäßig beschichtet sind, während andererseits beim Abguß keine oder nur geringe Menge an umweltschädlichen Pyrolyseprodukten entstehen.
- Die Angabe, daß der Formsand bzw. der Formüberzugstoff im wesentlichen frei von pyrolytisch zersetzbaren organischen Bestandteilen ist, schließt nicht aus, daß geringe Mengen an organischen Verunreinigungen vorhanden sein können.
- Die erfindungsgemäß verwendeten Formüberzugstoffe können einen oder mehrere der folgenden feuerfesten anorganischen Bestandteile enthalten: Tone, Talkum, Quarz, Glimmer, Zirkonsilicat, Magnesit, Aluminiumsilicat und Schamotte. Im weiteren Sinn können als anorganische Bestandteile Graphit bzw. Koks verwendet werden. Diese Grundstoffe setzen beim Abguß keine umweltschädigenden Pyrolyseprodukt frei.
- Vorzugsweise verwendet man Formüberzugstoffe, in denen die Teilchengröße der feuerfesten anorganischen Bestandteile oder Grundstoffe unter etwa 75 µm, vorzugsweise unter etwa 60 µm liegt. Nach unten ist der Teilchengröße keine Grenze gesetzt. Beispielsweise kann die Primärteilchengröße bei Bentonit und Kaolin bis herab zu etwa 0,1 µm reichen, wobei z.B. bei Bentonit ein Maximum der Primärteilchen im Bereich von etwa 1 µm liegt.
- Vorzugsweise verwendet man einen Formüberzugstoff in Form einer wäßrigen Dispersion mit einem Feststoffgehalt von etwa 300 bis 500 g/l, insbesondere von 450 bis 500 g/l.
- Das erfindungsgemäße Verfahren ist nachstehend erläutert.
- Zunächst wird in das Anmachwasser ein Verflüssigungsmittel (z.B. 0,5 % einer Kombination hochpolymerer Phosphate) eingemischt. Sodann erfolgt das Einrühren eines anorganischen Antiabsetzmittels (z.B. 7,5 % eines alkalisch aktivierten Bentonits; Handelsbezeichnung TIXOTON(R) ) und die Zugabe des Grundstoffes (z.B. Graphit, Kaolin usw.). Zur Herstellung der Dispersion kann man einen Laborrührer verwenden. Der Feststoffgehalt der Dispersionen wird im allgemeinen so eingestellt, daß eine für die Verarbeitung günstige Viskosität erhalten wird. Die Viskosität kann auf einfache Weise mit einem Viskositäts-Meßbecher bestimmt werden. Beispielsweise kann man zu diesem Zweck einen DIN-Viskositätsmeßbecher, der 100 ml faßt und der einen Auslaufdurchmesser von 4 mm hat, verwenden (Ford-Becher). Die Dispersion hat im allgemeinen die richtige Konsistenz, wenn die Auslaufzeit im Ford-Becher 15 DIN-Sek. beträgt. Bei dieser Auslaufzeit liegt der Feststoffgehalt der Dispersionen im allgemeinen zwischen etwa 300 und 500 g/l, vorzugsweise bei etwa 450 bis 500 g/l. Die günstigste Feststoffkonzentration hängt u.a. von der Art, der Beschaffenheit und der Teilchengröße der verwendeten Grundstoffe ab. Beispielsweise liegt die Feststoffkonzentration der Dispersionen bei Verwendung von quellfähigen Tonen bei einer Auslaufzeit von 15 DIN-Sek. niedriger als die Feststoffkonzentration bei Verwendung von Quarz oder Graphit.
- Die Laborprüfungen der Formüberzugstoffe können nach dem VDG-Merkblatt P79 "Prüfung von Formüberzugstoffen", Ausgabe März 1976 (herausgegeben durch den Verein Deutscher Gießereifachleute) durchgeführt werden. Dieses Merkblatt umfaßt die Bestimmung des Schüttgewichts, des Glühverlustes, der flüchtigen Bestandteile, der Korngröße, des Feststoffgehalts, der chemischen Zusammensetzung, der Viskosität, des Absetzverhaltens und der Haltbarkeit.
- Die in den Beispielen verwendeten Formsandmischunge setzen sich aus 100 Gewichtsteilen Quarzsand F32 (einem Quarzsand der Quarzwerke Frechen mit einem mittleren Korndurchmesser von 0,23 mm), 9 Gewichtsteilen alkalisch aktiviertem Gießereibentonit (GEKO(R) ) und so viel Wasser zusammen, daß das Schüttgewicht als Steuergröße nach einer Gesamtmitschzeit von 3 Min. im Eirich-Wirbler R07 0,800 kg/l betrug (vgl. VDG-Merkblatt P 37, Ausgabe März 1976). Es wurde nachstehende Mischfolge gewählt: Der Quarzsand wurde mit dem größeren Teil des erforderlichen Wassers (Grobwasser) 0,5 min. vorgemischt. Nach Zugabe des Bentonits wurde 1,5 min. weitergemischt. Aus dem dann ermittelten Schüttgewicht wurde die erforderliche Restwassermenge (Feinwassermenge) errechnet, und nach deren Zugabe wurde 1 min. fertiggemischt.
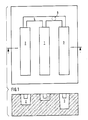
- Mit dem vorstehend angegebenen Formsand wurden auf einer Künkel-Wagner-Rüttelpreßformmaschine (APM-0) Formen nach dem 3-Riegel-Modell hergestellt. Der Unterkasten dieses Modells ist in Fig. 1 in der Draufsicht und im Schnitt dargestellt. Es enthält drei unterschiedlich tiefe Riegel 1, 2 und 3, die durch einen gemeinsamen Gußkanal 4 miteinander verbunden sind. Das flüssige Metall wird durch eine Öffnung 5 in einem nicht dargestellten Oberkasten eingegossen. Mit Hilfe dieses Modells wird eine differenzierte Oberflächenbeanspruchung erzielt, derart, daß das flüssige Metall aufgrund seines unterschiedlichen metallostatischen Druckes und des unterschiedlich hohen Wärmestaus unterschiedlich tief in den Formsand eindringt. Das Gußgewicht beträgt einschließlich Eingußsystem (Kanal 4 und Öffnung 5) 12,5 kg. Bei einem Sandgewicht von 30 kg pro Form ergibt sich daraus ein Verhältnis zwischen Metall und Sand von 1 : 2,4.
- Das Ausbringen der Formüberzugstoff-Dispersion erfolgte mit Hilfe eines Wasserzerstäubers (Düsendurchmesser 1,5 mm). Die aufgebrachte Überzugsmenge wurde durch Wiegen ermittelt (Differenzbildung aus dem Gewicht nach und vor dem Aufbringen, Subtraktion des Wassergehalts).
- Es wurde ein in einem Mittelfrequenz-Induktions-Tiegelofen erschmolzenes Gußeisen bei einer Gießtemperatur von etwa 1420°C vergossen. Die Gußstücke kühlten über Nacht in der Form ab und wurden am nächsten Morgen ausgeleert. Der an den Gußtrauben haftende lose Sand wurde durch Hammerschläge entfernt. Dann wurde die festhaftende Sandmenge, die durch Stahlkiesstrahlen entfernt werden mußte, gewichtsmäßig erfaßt.
- Die Rauhtiefen der Gußstücke wurden auf den im Formkasten unten liegenden Flächen gemessen. Die Messungen erfolgten mit einem Rauhtiefenmeßgerät, Modell M4 der Firma Microtechnik, Liederbach. An jedem Gußstück wurde die Rauhtiefe fünfmal gemessen, und aus den Meßwerten wurden die gemittelten Rauhtiefen (Rz) errechnet.
- Der Formkasten, aus dem nach dem Abgießen gasförmige Schadstoffe emittiert werden, wurde mit einer quaderförmigen Metallhaube umgeben, die an ihrer Oberseite eine Öffnung zum Einbringen der Meßleitungen aufwies. Die Metallhaube wurde unmittelbar nach dem Abgießen über den Formkasten gestülpt. Durch das Anbringen der Haube konnte die Messung der Abgase aus einer homogenen, sich kontinuierlich ändernden Gasatmosphäre erfolgen.
- Die Meßanordnung ist in Fig. 2 dargestellt. Über den Formkasten 1 ist die Abdeckhaube 2 gestülpt, durch deren obere Öffnung 3 drei Meßleitungen geführt sind. Die Meßleitung 4 führt von einer CO-Meßsonde 5 im Inneren der Abdeckhaube zum CO-Meßgerät 6. Die Meßleitung 7 führt über ein mit Kieselgel gefülltes Adsorptionsrohr 8 für die aromatischen Kohlenwasserstoffe zu einr Ansaugpumpe 9. Die Meßleitung 10 führt über eine Flasche 11, in der Wasserdampf kondensiert wird, zu einem Flammenionisationsdetektor 12 (FID) mit eingebauter Ansaugpumpe. Der Flammenionisationsdetektor wird mit Hilfe eines Eichgases (C₃H₈) geeicht, das dem Eichgasbehälter 13 entnommen wird. Ferner sind mit dem Flammenionisationsdetektor die Brenngasbehälter 14 (N₂/0₂) und 15 (H₂) sowie der Inertgasbehälter 16 (N₂) verbunden. Im einzelnen wurden folgende gasförmige Schadstoffe bestimmt:
- Es wurde ein Flammenionisationsdetektor (Modell RS 5 der Firma Ratfisch, München) mit angeschlossenem X,Y-Schreiber zur kontinuierlichen Registrierung der Meßwerte verwendet.
- Die Messungen erfolgten unter konstanten Bedingungen:
Gaseintrittstemperatur 160°C Probedruck 200 hPa Meßbereich 0-1000 ppm bzw. 0-10000 ppm KW Eichgas (aus Behälter 13) 800 ppm C₃H₈ Brenngas (aus Behältern 14 und 15) O₂/H₂ Trägergas (aus Behälter 16) N₂ Probenfluß 3-4 ml/min Meßzeit 25 min. - Die unter konstanten Bedingungen registrierten Meßkurven wurden zur Auswertung ausgeschnitten, und die jeweiligen Flächen wurden gewogen und auf Flächeneinheiten umgerechnet. Die ermittelten Flächen wurden relativ zur Nullprobe (tongebundener Formsand ohne weiteren Zusatz) ins Verhältnis gesetzt; die maximal auftretenden Kohlenwasserstoff-Konzentrationen sind in Absolutwerten angegeben.
- Die Messung erfolgte mit einem Infrarot-Gasanalysator (Modell EFAW 215, Bosch, Stuttgart). Die CO-Werte wurden in Abständen von jeweils 1 min. registriert.
-
Gaseintrittstemperatur 25°C Meßbereich 0-5 % CO Meßzeit 25 min. - Die Auswertung der Meßwerte erfolgte wie unter a) für die flüchtigen Kohlenwasserstoffe beschrieben, durch Bestimmung der Flächeneinheiten über das Flächengewicht der aufgezeichneten Einzelwerte. Auch hier erfolgte die relative Darstellung bezogen auf tongebundenen Formsand als Standard sowie die Angabe der Maximalwerte als Absolutwerte.
- Zur Bestimmung der aromatischen Kohlenwasserstoffe wurde mit einer Membran-Ansaugpumpe 9 (Modell 3 der Firma Hartmann und Braun, Leistung etwa 250 l/h) mit Gaszähler ein Gasstrom über 10 g granuliertes Kieselgel im Adsorptionsrohr 8 zur Adsorption der aromatischen Anteile geleitet. Das Kieselgel-Granulat wurde anschließend mit Diethylether eluiert (25 ml) und das Eluat wurde gaschromatographisch auf Benzol und Phenol untersucht; Benzol und Phenol wurden in getrennten Arbeitsgängen bestimmt. Der verwendete Gaschromatograph (Carlo Erba) war mit einem Flammenionisationsdetektor (FID) wie bei der Bestimmung der flüchtigen Kohlenwasserstoffe ausgerüstet.
-
Säulenfüllung 5 % FFAP(Free Fatty Acid Phase = Mischung aus Polyethylenglykol und Terephthalsäure) auf weitporigem SiO₂, behandelt mit Dichlordimethylsilan (Volaspher A2(R)) Temperatur (Benzol) Inj. 150°C, Ofen 50°C Temperatur (Phenol) Inj. 275°C, Ofen 200°C Spülgas Helium 2 bar. - Die durch Vergleich mit Standardlösungen erhaltenn Meßwerte für die aromatischen Gasanteile wurden in Gewichtsanteilen Benzol (adsorbiert an 10 g Kieselgel) angegeben; Phenol konnte in keiner der untersuchten Proben gefunden werden.
- Die Zusammensetzunge der Formsandsysteme sind in Tabelle I, die Zusammensetzung der Formsandsysteme sowie die Schadstoffemissionen beim Abguß sind in Tabelle II angegeben.

- Alle Prozentangaben (mit Ausnahme von %VB) beziehen sich auf das Gewicht. Der Glühverlust wurde nach dem VDG-Merkblatt P 33, Ausgabe Januar 1976 (herausgegeben vom Verein Deutscher Gießereifachleute) bestimmt. Die Verdichtbarkeit (% VB) wurde nach dem VDG-Merkblatt P 37, Ausgabe März 1976, bestimmt.

- Wie Tabelle I zeigt, werden mit den üblichen Formsandsystemen, denen als Glanzkohlenstoffbildner pyrolytisch zersetzbare kohlenstoffhaltige Substanzen, wie z.B. Kohlenstaub und Naturasphalte zugegeben wurden (System Nr. 2), gute Gußergebnisse mit glatten Oberflächen der Gußstücke erzielt.
- Ein wesentliches Merkmale dieses Verfahrens besteht darin, daß zur Verbesserung der Gußstückoberfläche nur ein Bruchteil der gesamten Menge an Glanzkohlenstoffbildner, die im Sandsystem vorhanden ist, benötigt wird, der größere Teil des Glanzkohlenstoffbildners jedoch nur mitgeschleppt wird. Zur Einhaltung bestehender Vorschriften zur Luftreinhaltung ist es aber unbedingt erforderlich, den Anteil an Pyrolyseprodukten auf ein Mindestmaß zu begrenzen, d.h. mögliche Quellen für die Entstehung von Pyrolyseprodukten (pyrolytisch zersetzbare kohlenstoffhaltige Substanzen) zu senken.
- Durch den vollständigen Verzicht auf die Verwendung von pyrolytisch zersetzbaren kohlenstoffhaltigen Verbindunge, d.h. durch Einsatz von anorganischen Formüberzugstoffen (wozu erfindungsgemäß auch Graphit und Koksmehl gehören) in wäßrigen Systemen, kann die Bildung von Schadstoffen vermieden werden. Diese Systeme sind in Tabellen I und II unter Nr. 5 bis 10 aufgeführt. Diese Systeme zeigen auch gute Gußoberflächen (geringe Rauhtiefe). Die Formsande ohne Formüberzugstoffe und ohne Glanzkohlenstoffbildner (Systeme Nr. 1 und 4) zeigen verhältnismäßig große Rauhtiefen. Die handelsüblichen Formüberzugstoffe (Systeme 11 und 12) zeigen zwar verhältnismäßig geringe Rauhtiefen, jedoch verhältnismäßig hohe Emissionen an flüchtigen Kohlenwasserstoffen.
- Mit Hilfe des erfindungsgemäßen Verfahrens kann also die im Gießversuch gemessene Schadstoffbelastung deutlich verringert weden, wobei die Rauhtiefewerte von bekannte Formsandsystemen erreicht bzw. sogar unterschritten werden.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89102826T ATE81041T1 (de) | 1988-04-15 | 1989-02-18 | Verfahren zur herstellung von giessformen aus tongebundenem formsand. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3812634A DE3812634A1 (de) | 1988-04-15 | 1988-04-15 | Verfahren zur herstellung von giessformen aus tongebundenem formsand |
| DE3812634 | 1988-04-15 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0337080A2 true EP0337080A2 (de) | 1989-10-18 |
| EP0337080A3 EP0337080A3 (en) | 1990-10-17 |
| EP0337080B1 EP0337080B1 (de) | 1992-09-30 |
Family
ID=6352094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89102826A Expired - Lifetime EP0337080B1 (de) | 1988-04-15 | 1989-02-18 | Verfahren zur Herstellung von Giessformen aus tongebundenem Formsand |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0337080B1 (de) |
| JP (1) | JPH01306040A (de) |
| KR (1) | KR890015799A (de) |
| AT (1) | ATE81041T1 (de) |
| DE (2) | DE3812634A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0644006A1 (de) * | 1993-09-17 | 1995-03-22 | Süd-Chemie Ag | Bindemittel für Giessereiformsand |
| WO2011032668A2 (de) | 2009-09-16 | 2011-03-24 | Süd-Chemie AG | Giessereiadditiv auf grafitbasis |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19906770C2 (de) * | 1998-08-31 | 2003-03-27 | Huettenes Albertus | Verfahren zum Herstellen eines Gußstücks |
| KR100640223B1 (ko) * | 2006-04-04 | 2006-11-01 | 임인호 | 고인쇄 금속활자 주조용 주형조성물 |
| EP1925936B1 (de) * | 2006-11-24 | 2010-05-19 | SinterCast AB | Neue Vorrichtung zur thermischen Analyse |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1433944A1 (de) * | 1964-07-18 | 1969-01-02 | Chemoil Corp | Bindemittelmischung fuer Giessereiformsand |
| NL7609076A (nl) * | 1976-08-16 | 1978-02-20 | Hoogovens Ijmuiden Bv | Vuurvast vulmateriaal. |
| DE3519367A1 (de) * | 1985-05-30 | 1986-12-04 | Giulini Chemie Gmbh, 6700 Ludwigshafen | Verfahren zur herstellung von formen, modellen und werkzeugen auf hartgips - und/oder zementbasis |
| DE3704726C3 (de) * | 1987-02-14 | 1998-01-08 | Iko Gmbh & Co Kg | Verfahren zum Beschleunigen der Wasseradsorption von als Zuschlagstoff für Gießereiformsande verwendetem Bentonit |
-
1988
- 1988-04-15 DE DE3812634A patent/DE3812634A1/de not_active Withdrawn
-
1989
- 1989-01-31 KR KR1019890001057A patent/KR890015799A/ko not_active Withdrawn
- 1989-02-18 EP EP89102826A patent/EP0337080B1/de not_active Expired - Lifetime
- 1989-02-18 DE DE8989102826T patent/DE58902349D1/de not_active Expired - Lifetime
- 1989-02-18 AT AT89102826T patent/ATE81041T1/de not_active IP Right Cessation
- 1989-04-14 JP JP1093276A patent/JPH01306040A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0644006A1 (de) * | 1993-09-17 | 1995-03-22 | Süd-Chemie Ag | Bindemittel für Giessereiformsand |
| WO2011032668A2 (de) | 2009-09-16 | 2011-03-24 | Süd-Chemie AG | Giessereiadditiv auf grafitbasis |
| DE102009041677A1 (de) | 2009-09-16 | 2011-03-24 | Süd-Chemie AG | Gießereiadditiv auf Grafitbasis |
| WO2011032668A3 (de) * | 2009-09-16 | 2011-09-15 | Süd-Chemie AG | Giessereiadditiv auf grafitbasis |
Also Published As
| Publication number | Publication date |
|---|---|
| DE58902349D1 (de) | 1992-11-05 |
| EP0337080A3 (en) | 1990-10-17 |
| JPH01306040A (ja) | 1989-12-11 |
| EP0337080B1 (de) | 1992-09-30 |
| ATE81041T1 (de) | 1992-10-15 |
| DE3812634A1 (de) | 1989-10-26 |
| KR890015799A (ko) | 1989-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1095719B1 (de) | Bindemittelsystem, Kernsandgemisch und Verfahren zu seiner Herstellung | |
| DE2205437A1 (de) | ||
| DE102007027577A1 (de) | Formstoffmischung, Formling für Gießereizwecke und Verfahren zur Herstellung eines Formlings | |
| WO1994026440A1 (de) | Schlichte zur herstellung von formüberzügen | |
| EP3829798A1 (de) | Schlichtezusammensetzung zur reduzierung von formaldehyd-emissionen | |
| US4154894A (en) | Process for treating olivine foundry sand | |
| EP1934001B8 (de) | Borsilikatglashaltige formstoffmischungen | |
| EP0337080B1 (de) | Verfahren zur Herstellung von Giessformen aus tongebundenem Formsand | |
| EP2193858A1 (de) | Gießereikerne mit verbesserten Entkernungseigenschaften II | |
| DE102007008104A1 (de) | Verfahren zur Regeneration von Gießereisanden | |
| DE2415731C2 (de) | Grünsandformmasse mit Glanzkohlenstoffbildern | |
| EP0111616B2 (de) | Verwendung von Zusätzen für umweltfreundliche Giessereiformsande | |
| EP1228128A1 (de) | Aluminium- und borhaltiges bindemittelsystem auf resolbasis | |
| CH641264A5 (de) | Maschinen- apparate- und instrumententeile aus einem gemenge von sand, kies und/oder schotter. | |
| DE2924540A1 (de) | Produkt zur herstellung von bauelementen mit metallischer zusammensetzung | |
| DE4418466C2 (de) | Verfahren zur Herstellung von dreidimensionalen Formen aus aushärtbaren Formstoff | |
| US3763080A (en) | Pressure molded articles and moldable composition | |
| DE69512426T2 (de) | Formen und kerne aus gebrochenem und gradiertem magnetiterz und verfahren zum giessen von metall unter deren verwendung | |
| DE2708265C3 (de) | Verfahren zur Herstellung einer selbsthärtenden und wasserlöslichen Form | |
| DE19906770C2 (de) | Verfahren zum Herstellen eines Gußstücks | |
| DE69703966T2 (de) | Verfahren zur Herstellung feuerfester Körper | |
| CH642876A5 (en) | Coating for moulds and cores | |
| EP0078408B1 (de) | Verfahren zur Herstellung von Giessformen für Metallguss | |
| EP0363568A2 (de) | Bindemittelsysteme und Verfahren unter Verwendung derselben zur kohlenstaubfreien Frischung zur Bildung von Bentonitbindungen und zur Herstellung von Giesskernen | |
| DE3342975A1 (de) | Verfahren zur automatischen steuerung des schlaemmstoffes von giessereiformsanden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR IT LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19901201 |
|
| 17Q | First examination report despatched |
Effective date: 19911212 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR IT LI SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19920930 Ref country code: SE Effective date: 19920930 Ref country code: BE Effective date: 19920930 |
|
| REF | Corresponds to: |
Ref document number: 81041 Country of ref document: AT Date of ref document: 19921015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58902349 Country of ref document: DE Date of ref document: 19921105 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19930107 Year of fee payment: 5 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930224 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19940218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940228 Ref country code: CH Effective date: 19940228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19960102 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970618 |