EP0317434B1 - Procédé pour la réalisation d'une chaussette du type à deux couches - Google Patents
Procédé pour la réalisation d'une chaussette du type à deux couches Download PDFInfo
- Publication number
- EP0317434B1 EP0317434B1 EP88402888A EP88402888A EP0317434B1 EP 0317434 B1 EP0317434 B1 EP 0317434B1 EP 88402888 A EP88402888 A EP 88402888A EP 88402888 A EP88402888 A EP 88402888A EP 0317434 B1 EP0317434 B1 EP 0317434B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- knitting
- sock
- layers
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 18
- 238000004519 manufacturing process Methods 0.000 title abstract description 6
- 238000009940 knitting Methods 0.000 claims abstract description 69
- 238000007493 shaping process Methods 0.000 claims abstract description 6
- 239000010410 layer Substances 0.000 claims description 131
- 239000002356 single layer Substances 0.000 claims description 10
- 210000003371 toe Anatomy 0.000 claims description 10
- 230000000694 effects Effects 0.000 claims description 6
- 208000024780 Urticaria Diseases 0.000 claims 3
- 239000004952 Polyamide Substances 0.000 description 31
- 229920002647 polyamide Polymers 0.000 description 31
- 229920000742 Cotton Polymers 0.000 description 16
- 229920002334 Spandex Polymers 0.000 description 14
- 210000002683 foot Anatomy 0.000 description 13
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 10
- 238000005304 joining Methods 0.000 description 6
- 239000004759 spandex Substances 0.000 description 6
- 239000000945 filler Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 240000008042 Zea mays Species 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 241001311547 Patina Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 230000000399 orthopedic effect Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000012216 screening Methods 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 230000036642 wellbeing Effects 0.000 description 1
Images




Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B9/00—Circular knitting machines with independently-movable needles
- D04B9/42—Circular knitting machines with independently-movable needles specially adapted for producing goods of particular configuration
- D04B9/46—Circular knitting machines with independently-movable needles specially adapted for producing goods of particular configuration stockings, or portions thereof
- D04B9/54—Circular knitting machines with independently-movable needles specially adapted for producing goods of particular configuration stockings, or portions thereof welts, e.g. double or turned welts
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41B—SHIRTS; UNDERWEAR; BABY LINEN; HANDKERCHIEFS
- A41B11/00—Hosiery; Panti-hose
- A41B11/005—Hosiery made essentially of a multi-ply construction
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/12—Patterned fabrics or articles characterised by thread material
- D04B1/126—Patterned fabrics or articles characterised by thread material with colour pattern, e.g. intarsia fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
- D04B1/26—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel stockings
- D04B1/265—Surgical stockings
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06H—MARKING, INSPECTING, SEAMING OR SEVERING TEXTILE MATERIALS
- D06H1/00—Marking textile materials; Marking in combination with metering or inspecting
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/023—Fabric with at least two, predominantly unlinked, knitted or woven plies interlaced with each other at spaced locations or linked to a common internal co-extensive yarn system
Definitions
- the present invention relates to a method allowing the automatic production on a knitting machine, in particular single-cylinder, of a sock of the type with two concentric layers and threaded one inside the other.
- socks consisting of two substantially concentric tubular structures and consisting of an inner layer and an outer layer, the two layers joining and being secured at the tip of the toe.
- Socks of this type have advantages in terms of user comfort.
- the two-layer socks of the type here concerned allow absorption and evacuation of naturally exuded moisture; but moreover the making of socks on two layers, makes it possible to put in place comfort structures in particular in the form of loops thus allowing the foot to rest on a real carpet inside the shoe ensuring a damping sensation at each contact of the foot on the ground and consequently in addition to a pleasure and a feeling of "hushed walking", the removal of a source of fatigue and discomfort.
- the socks of the double type here concerned are traditionally made on a double cylinder knitting machine, the sock being knitted successively in one piece from the tip (open) of a layer, to the ribbing, knitting continuing without interruption through the ribbing of the other layer to the open tip of the second layer, after which the knitting operation is finished.
- a structure is thus obtained in reality consisting of two socks symmetrically opposed by their common rib edges.
- This operation has serious drawbacks in that it requires for each sock a manual operation intended to pass from a single collinear tubular structure, to a tubular structure with two concentric layers.
- finishing operation represented by the joining of the two points, with the necessary assembly of four layers also represents an operation not without difficulties and which results in a terminal area of extra thickness at the level of the toe, source of inconvenience and inconvenience to the user.
- the present invention relates to improvements which make it possible to produce, in a particularly simple and elegant manner, a tubular structure intended to conform a two-layer sock, and in which the structure with two concentric layers is obtained directly on the machine which secures the two layers when the knitting operation of the entire structure is completed.
- the invention thus makes it possible to save the operation of shaping the sock by integrating the two layers into one another and it also considerably facilitates the finishing operation consisting in closing the the sock at the tip.
- Patent US Pat. No. 4,467,626 discloses a method of knitting a sock in which, during part of the knitting, the circular knitting machine produces an inner layer concentric with the outer layer previously knitted to produce a two-layer sock on one part. of the foot and a layer on the ribs.
- a first layer or inner layer is formed forming a uniform cylindrical tubular structure from the initial tip (waiting on the plate) to the rib edges, while the second outer layer or layer comprises at the appropriate level and in a manner known in itself, shaping the heel.
- two flexible locating means are inserted at two diametrically opposite points on the needle cylinder, such as sections of filler threads, the two sections being diametrically opposite on the needle cylinder, and on the last rows of the single terminal layer (resulting from the junction of the inner and outer layers), the marks formed by the filler wires making it possible, during the finishing operation, to place the sock in order to close the toe, by automatically presenting the single terminal layer, face against face, along an appropriate and determined axis: and the two marks are positioned along a diametral axis perpendicular to the plane of symmetry of the heel conformation on the outer layer, so that the alignment of the single terminal layer between the two reference points, the single terminal layer being brought face to face, automatically produces a transverse line corresponding substantially to the alignment of the toes.
- Figure 1 shows a view with partial cutaway of the sock finished and produced according to the method of the invention.
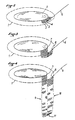
- Figure 2 shows a schematic view showing the establishment of the first rows of meshes on the central transfer plate.
- Figures 3 and 4 show subsequent phases of the sock during knitting in two successive phases of its production.
- Figure 5 shows the final phase of production of the sock in which the two layers are joined by transferring the row of stitches on hold from the transfer plate to the set of circular needles.
- Figure 6a shows the blank of the sock as it is delivered by the machine at the end of knitting in a cross-sectional view, with tubular inner sock, which in Figure 6b has a shaped heel.
- Figure 7 shows a view with torn off the foot of the sock before the finishing operation, that is to say of joining the two faces of the tip.
- Figure 8 shows the foot of the sock once completed and after the joining operation of the two faces of the tip.
- Figure 9 shows a diagram of the successive work of the needles throughout the making of the tubular structure to conform the blank of the sock.
- this plate is here represented diagrammatically and it is separated from the crown of the needles 1 by a distance in the form of a crown considerably enlarged for the simple clarity of the drawings, it being understood that in reality the transfer plate 5 comes into position immediately juxtaposed relative to the crown of the needles 1, thus allowing interference games between the transfer needles (not shown) positioned radially on the plate and the knitting needles 2,3,4 belonging to the crown 1.
- the tubular structure is suspended; and as the two ends respectively on standby 7 and during knitting 8 are substantially at the same level, the knitting rows accumulating, the tubular structure thus shaped is at all times in a concentric position and consequently defining two layers, namely an inner layer 9 and an outer layer 10, joined by the lower corner gear 11.
- the machine knits a uniform tubular structure and of constant section 12, which will constitute the inner sock; arrived at a suitable place corresponding to the level of the heel 14, the knitting machine makes in a known manner a protuberance (in Y) which will conform the heel on the outer sock 13.
- This single terminal layer 15 extends over a few rows so as to subsequently allow the point to be secured and closed.
- two sections of filler threads 16.16 ′ are brought automatically, when knitting the last row of the single end layer 15.
- These threads are preferably of a coloring allowing them to be easily identified by eye and they effectively constitute each a mark which will allow the alignment and the correct positioning of the single end layer 15 during the final shaping operation for closure. of the tip.
- These two locating wires 16 and 16 ′ are easily positioned on the machine, when knitting the end rows of the single layer 15, the filler wires 16 and 16 ′ being positioned diametrically opposite and perpendicular to the plane of symmetry of heel making.
- Figure 1 on the one hand and the knitting diagram 9 on the other hand gives a detail of implementation and embodiment of the invention according to a particular form presented by way of illustrative example.
- the inner layer 17a represents the inner layer in rib 1 x 1 identical to the outer layer 17b; one could however foresee that the inner layer 17a is produced on a jersey base like the whole of the inner sock of tubular structure with constant section (see FIG. 6).
- the inner layer 18a is made in a jersey texture on cotton yarn vanized one row in two with lycra gum thread; we could alternatively make the stocking stitch in a vanized texture on all the rows.
- the heel 20 has here been shaped in Y shape to ensure better comfort always in a looped texture called sandwich in cotton, polyamide or lycra, but the heel could be made in simplified form or in pocket form.
- the foot 21 is knitted in the same texture as looped sandwiches in cotton wadding, polyamide or lycra; the foot can be knitted in full loops; it could also include loops on the sole sole, the upper being made in jersey.
- the tip 22 can be shaped, diminished or straight, always in cotton, polyamide or lycra with loops up to the tip end.
- the assembly of the two layers is obtained as previously described by transfer of stitches directly on the knitting machine; the 16,16 ′ embroidery threads ensuring good centering for remeshing.
- the invention also makes it possible to produce socks with high decorative power; indeed the effect yarns or decorative yarns added during knitting, in the case of a conventional simple sock overflow and float on the inner face of the sock where they constitute a risk of snagging for example for the toes when the sock is put on, in addition to the unsightly appearance of these floating threads.
- the effect yarns added during knitting on the outer layer can be left projecting on the rear face since this face is doubled by the layer constituting the inner sock; the decorative threads therefore remain hidden in the interface between the two layers while respecting the beautiful presentation of the assembly and the plain wall encountered by the foot when the sock is put on.
- FIG. 6b shows these floating wires 23 between two rows 24, 24 ′ forming decorative stripes; the floating threads are trapped between the layers 13 and 12 and cannot attack the foot when the sock is put on any more than they are visible on the sock even turned over.
- the invention also makes it possible to produce orthopedic socks comprising an inner layer forming a support or compression envelope associated with an outer layer of normal appearance decorated or not, thereby avoiding the sometimes unsightly appearance of care or medical socks.
- the sock or inner layer can indeed be knitted with suitable characteristics to ensure the desired holding effect.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Socks And Pantyhose (AREA)
- Knitting Of Fabric (AREA)
- Knitting Machines (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88402888T ATE77422T1 (de) | 1987-11-19 | 1988-11-17 | Verfahren zur herstellung einer zweischichtigen socke. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8716027 | 1987-11-19 | ||
| FR8716027A FR2623529B1 (fr) | 1987-11-19 | 1987-11-19 | Procede pour la realisation d'une chaussette du type a deux couches |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0317434A1 EP0317434A1 (fr) | 1989-05-24 |
| EP0317434B1 true EP0317434B1 (fr) | 1992-06-17 |
Family
ID=9356954
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88402888A Expired - Lifetime EP0317434B1 (fr) | 1987-11-19 | 1988-11-17 | Procédé pour la réalisation d'une chaussette du type à deux couches |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4958507A (es) |
| EP (1) | EP0317434B1 (es) |
| JP (1) | JP2628361B2 (es) |
| AT (1) | ATE77422T1 (es) |
| DE (1) | DE3872178T2 (es) |
| ES (1) | ES2092986T3 (es) |
| FR (1) | FR2623529B1 (es) |
| GR (1) | GR3005742T3 (es) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5649435A (en) * | 1995-11-07 | 1997-07-22 | Union Underwear Company, Inc. | Circular knitting machine with replaceable knitting head |
| US6209363B1 (en) * | 1997-01-03 | 2001-04-03 | B.B. & T. Knitting, Ltd. | Process for facilitating closure of a tubular knit article |
| US6158254A (en) * | 1999-12-06 | 2000-12-12 | Ridgeview, Inc. | Double layer sock and method of making |
| US6708348B1 (en) * | 2001-06-29 | 2004-03-23 | Injinji Footwear, Inc. | Anatomic dry athletic toe sock |
| US7069600B1 (en) | 2001-06-29 | 2006-07-04 | Injinji Footwear, Inc. | Toe sock |
| JP2005508455A (ja) * | 2001-11-09 | 2005-03-31 | レジェンド・ケア・アイ・ピー・リミテッド | ソックス |
| US6612136B2 (en) | 2002-02-07 | 2003-09-02 | Wigwam Mills, Inc. | Double layer sock and method for making same |
| US7044071B2 (en) * | 2003-01-24 | 2006-05-16 | B.B. & S Knitting Consultants | Apparatus and method for automatically orienting hosiery articles for closing toe ends thereof |
| US7025011B2 (en) * | 2003-01-24 | 2006-04-11 | B.B. & S Knitting Consultants | Apparatus for automatically orienting hosiery articles for closing toe ends thereof |
| KR20050119528A (ko) | 2004-06-16 | 2005-12-21 | 김봉락 | 이중양말 및 그의 제조방법 |
| ITBS20080229A1 (it) * | 2008-12-15 | 2010-06-16 | Busi Giovanni Srl | Metodo di costruzione di un manufatto con un doppio strato di tessuto e manufatto ottenuto |
| US9365960B2 (en) | 2011-04-20 | 2016-06-14 | Nike, Inc. | Sock with zones of varying layers |
| ITMN20110014A1 (it) * | 2011-04-20 | 2012-10-21 | Luigi Redini | Calze per la stimolazione di zone del piede. |
| FR2995525B1 (fr) * | 2012-09-19 | 2014-10-10 | Thuasne | Procede de fabrication d'un article tubulaire de compression et article ainsi obtenu. |
| US11408104B2 (en) | 2016-12-16 | 2022-08-09 | The North Face Apparel Corp. | Footwear article including circular knit structures |
| US10316441B2 (en) | 2016-12-16 | 2019-06-11 | The North Face Apparel Corp. | Footwear article including circular knit structures |
| US10385486B2 (en) | 2017-02-06 | 2019-08-20 | Nike, Inc. | Garment for foot with triangular ankle panels |
| US20180343927A1 (en) * | 2017-05-31 | 2018-12-06 | Wigwam Mills, Inc. | Sock with double-layer foot portion and bottom toe seam |
| EP3856963A1 (en) * | 2018-09-26 | 2021-08-04 | SANTONI S.p.A. | A process for manufacturing a tubular intarsia knitted item by means of a circular weft knitting machine |
| WO2021184087A1 (en) * | 2020-03-16 | 2021-09-23 | Todorov Ivan Todorov | Sock with anti-slip off structure |
| US20230151517A1 (en) * | 2021-11-18 | 2023-05-18 | Hurdle Apparel Inc. | Sock and a method of knitting a sock |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2475845A (en) * | 1949-07-12 | Method of knitting hosiery | ||
| US2747390A (en) * | 1955-03-09 | 1956-05-29 | Kendall & Co | Stocking and method of making the same |
| US2968937A (en) * | 1958-06-19 | 1961-01-24 | Margulies Samuel | Knitted fabrics and methods of closing same |
| US2977782A (en) * | 1959-04-29 | 1961-04-04 | Hanes Hosiery Mills Company | Knitted fabric |
| GB1039605A (en) * | 1963-09-25 | 1966-08-17 | Wolsey Ltd | Improvements in or relating to knitted articles of hose |
| US3510882A (en) * | 1968-05-14 | 1970-05-12 | Anna Mae White | Articles of hosiery |
| DE2007299A1 (en) * | 1970-02-18 | 1971-09-02 | Nebel, Erhard, 6200 Wiesbaden | Turning completed stockings for finishing |
| US3796066A (en) * | 1970-02-24 | 1974-03-12 | Scott & Williams Inc | Method of making a run resistant stocking tab |
| GB1320047A (en) * | 1971-03-23 | 1973-06-13 | Pretty Polly Ltd | Trunks and similar garments |
| US3841113A (en) * | 1971-04-26 | 1974-10-15 | Schubert & Salzer Maschinen | Method of knitting stocking toe closure |
| US4011738A (en) * | 1971-08-12 | 1977-03-15 | Nova Tec Establishment | Manufacturing of pantyhose or tights using a circular knitting machine |
| US3796067A (en) * | 1973-03-05 | 1974-03-12 | Crescent Hosiery Mills | Two-ply terry sock and method of forming same |
| CS176624B1 (es) * | 1974-12-12 | 1977-06-30 | ||
| US4341096A (en) * | 1980-08-06 | 1982-07-27 | Kayser-Roth Hosiery, Inc. | Sock with triple layer fabric in foot and method |
| US4615188A (en) * | 1981-02-13 | 1986-10-07 | Foster-Boyd, Inc. | Two-ply athletic sock |
| US4571960A (en) * | 1982-09-30 | 1986-02-25 | Foster-Boyd, Inc. | Two-ply athletic sock with low-friction interface surfaces |
| US4467626A (en) * | 1983-01-31 | 1984-08-28 | Kayser-Roth Hosiery, Inc. | Sock with double-layer fabric in foot and method |
-
1987
- 1987-11-19 FR FR8716027A patent/FR2623529B1/fr not_active Expired - Lifetime
-
1988
- 1988-11-17 DE DE8888402888T patent/DE3872178T2/de not_active Expired - Fee Related
- 1988-11-17 AT AT88402888T patent/ATE77422T1/de not_active IP Right Cessation
- 1988-11-17 EP EP88402888A patent/EP0317434B1/fr not_active Expired - Lifetime
- 1988-11-17 ES ES88402888T patent/ES2092986T3/es not_active Expired - Lifetime
- 1988-11-18 JP JP63292254A patent/JP2628361B2/ja not_active Expired - Fee Related
- 1988-11-21 US US07/273,804 patent/US4958507A/en not_active Expired - Lifetime
-
1992
- 1992-09-17 GR GR920402068T patent/GR3005742T3/el unknown
Also Published As
| Publication number | Publication date |
|---|---|
| FR2623529B1 (fr) | 1991-06-14 |
| DE3872178T2 (de) | 1993-02-04 |
| DE3872178D1 (de) | 1992-07-23 |
| FR2623529A1 (fr) | 1989-05-26 |
| JP2628361B2 (ja) | 1997-07-09 |
| GR3005742T3 (es) | 1993-06-07 |
| ATE77422T1 (de) | 1992-07-15 |
| ES2092986T3 (es) | 1996-12-16 |
| JPH01213445A (ja) | 1989-08-28 |
| US4958507A (en) | 1990-09-25 |
| EP0317434A1 (fr) | 1989-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0317434B1 (fr) | Procédé pour la réalisation d'une chaussette du type à deux couches | |
| EP2536370B1 (fr) | Orthèse compressive tubulaire | |
| EP2961872A2 (fr) | Procede de tricotage d'un element chaussant et element chaussant obtenu par un tel procede | |
| EP3818205B1 (fr) | Article de compression à enfilage/désenfilage facilité et utilisation d'un fil poilu dans le tricotage dudit article | |
| FR2473278A1 (fr) | Vetement collant | |
| FR2486373A1 (fr) | Fermeture a glissiere separable et procede pour fixer cette fermeture a glissiere sur des tissus tricotes | |
| FR2973655A1 (fr) | Kit de realisation de sandales et sandales obtenues. | |
| FR2626201A1 (fr) | Support textile brode, procede de decoration d'un support textile et dispositif permettant la mise en oeuvre dudit procede | |
| EP0653507B2 (fr) | Dentelle et son procédé de fabrication | |
| WO2024184515A1 (fr) | Procédé de fabrication d'un article de compression et article de compression associé | |
| EP1172472A1 (fr) | Tissu à double réseaux de boucles et procédé de fabrication | |
| CA3220867A1 (fr) | Procede de tricotage de zones denses et tricot obtenu | |
| WO2000026455A1 (fr) | Tricot fonctionnel a double couche, et vetement de contention realise a partir dudit tissu | |
| FR2653790A1 (fr) | Procedes pour realiser un bord-cote double et modifier a cette fin un metier a tricoter, et articles de bonneterie et metier a tricoter s'y rapportant. | |
| EP1074652A1 (fr) | Chaussette tricotée à effet relaxant | |
| EP2771504A1 (fr) | Procede de fabrication d'un manchon muni de lacets a ses extremites, poire de pompe habillée dudit manchon et pompe pour flacon de parfum | |
| FR2671485A1 (fr) | Bas medical de contention a pointe elastique. | |
| JPH10245753A (ja) | ピコット付スカラップ縁飾りを有する細幅レースの製造方法 | |
| BE481966A (es) | ||
| FR2749024A1 (fr) | Chaussette a talon renforce sans diminution de mailles | |
| BE517437A (es) | ||
| BE352735A (es) | ||
| CH89806A (fr) | Article tricoté et procédé pour sa fabrication. | |
| BE519009A (es) | ||
| CH362039A (fr) | Bas de dames et procédé pour sa fabrication |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19891002 |
|
| 17Q | First examination report despatched |
Effective date: 19910319 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 77422 Country of ref document: AT Date of ref document: 19920715 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3872178 Country of ref document: DE Date of ref document: 19920723 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: BA2A Ref document number: 2092986 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3005742 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 88402888.7 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2092986 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20011115 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20011121 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030609 |
|
| EUG | Se: european patent has lapsed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20041014 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20041021 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20041119 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051117 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20051117 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20061110 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20061128 Year of fee payment: 19 Ref country code: BE Payment date: 20061128 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20061130 Year of fee payment: 19 Ref country code: IT Payment date: 20061130 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070102 Year of fee payment: 19 |
|
| BERE | Be: lapsed |
Owner name: S.A. *DEVANLAY Effective date: 20071130 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20080601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080601 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080603 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20071119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071117 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071117 |