EP0272452B1 - Load lifting sling and woven textile webbing for manufacturing it - Google Patents
Load lifting sling and woven textile webbing for manufacturing it Download PDFInfo
- Publication number
- EP0272452B1 EP0272452B1 EP87116942A EP87116942A EP0272452B1 EP 0272452 B1 EP0272452 B1 EP 0272452B1 EP 87116942 A EP87116942 A EP 87116942A EP 87116942 A EP87116942 A EP 87116942A EP 0272452 B1 EP0272452 B1 EP 0272452B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- band
- threads
- lifting
- melting
- woven
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 239000004753 textile Substances 0.000 title claims description 27
- 238000004519 manufacturing process Methods 0.000 title description 5
- 238000002844 melting Methods 0.000 claims description 30
- 230000008018 melting Effects 0.000 claims description 21
- 239000004743 Polypropylene Substances 0.000 claims description 14
- 239000004033 plastic Substances 0.000 claims description 10
- 229920003023 plastic Polymers 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 9
- 239000004698 Polyethylene Substances 0.000 claims description 6
- 239000000155 melt Substances 0.000 claims description 6
- -1 polypropylene Polymers 0.000 claims description 6
- 229920001155 polypropylene Polymers 0.000 claims description 6
- 229920000728 polyester Polymers 0.000 claims description 4
- 229920000573 polyethylene Polymers 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 description 9
- 239000004744 fabric Substances 0.000 description 7
- 239000010410 layer Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 239000000700 radioactive tracer Substances 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06H—MARKING, INSPECTING, SEAMING OR SEVERING TEXTILE MATERIALS
- D06H7/00—Apparatus or processes for cutting, or otherwise severing, specially adapted for the cutting, or otherwise severing, of textile materials
- D06H7/22—Severing by heat or by chemical agents
- D06H7/221—Severing by heat or by chemical agents by heat
- D06H7/225—Severing by heat or by chemical agents by heat using meltable yarns or interwoven metal wires heated by an electric current
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C1/00—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles
- B66C1/10—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles by mechanical means
- B66C1/12—Slings comprising chains, wires, ropes, or bands; Nets
- B66C1/18—Band-type slings
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/587—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads adhesive; fusible
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D3/00—Woven fabrics characterised by their shape
- D03D3/005—Tapes or ribbons not otherwise provided for
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/022—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polypropylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/03—Shape features
- D10B2403/031—Narrow fabric of constant width
- D10B2403/0311—Small thickness fabric, e.g. ribbons, tapes or straps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/15—Sheet, web, or layer weakened to permit separation through thickness
Definitions
- the invention first relates to a load lifting sling with the features listed in the preamble of claim 1, known from GB-A-1 556 818.
- Such lifting slings also known as “cloverleaf” slings, traditionally consist of a textile band fabric.
- lifting slings cannot be produced with any load-bearing capacity, because the thickness of the plastic layer producing the cross-connection between the textile threads is limited by the need to ensure a minimum degree of flexibility of the lifting sling.
- Another disadvantage of these lifting slings is that the user can only obtain them in circumferential lengths specified by the manufacturer.
- the invention has for its object to provide a lifting sling of the type mentioned in such a way that the possibilities of easy manufacture of lashing loops can only be maintained by partially cutting the cross-connection existing between the supporting textile threads, but otherwise the disadvantageous cross-connection between the supporting textile threads is avoided by a plastic layer.
- This object is achieved by the features listed in the characterizing part of claim 1.
- the invention makes use of the fabric construction known per se from FR-A-1 396 435 and FR-A-1 258 862 for the application of the hot-cutting process taking place in the warp thread longitudinal direction.
- the band 1 to 4 are essentially produced in that the band 1 is cut off from a band supply of practically infinite length in the respective desired circumferential length of the lifting loop and the band section with its two ends is initially closed by a seam 2 Loop is connected.
- the loop is then designed like a cloverleaf (Fig. 1-3) or in the form of an elongated oval (Fig. 4) before the lashing loops 4 are attached in the area of the lifting loops 3 and the load floor 5 is attached if necessary.
- the lashing loops 4 - in the case of FIGS. 2 and 3 crosswise - are tied together by a traction means 7 on the top of the load stack 6.
- the load stack 6 is held together even in the lowered state (FIG. 3, 4), without the free accessibility of the lifting loops 3 for hanging the crane hooks 8 being hindered thereby.
- the band 1 is a band fabric with warp threads 10, 17 extending in the longitudinal direction 9 of the belt and weft threads 11 running in the transverse direction of the band. It extends in the longitudinal direction 9 of the strip over the entire strip length.
- the warp threads 17 of the band fabric formed by textile threads made of a plastic, the melting temperature of which is lower than the melting temperature of those warp threads 10 which form the lateral band width regions assigned to the spacings 13, 14.
- These textile threads formed from comparatively low-temperature melting plastic are also simply referred to below as "melt threads".
- the band width range assigned to the larger distance 14 is the load bearing area of the lifting sling made from the band, while the band width range assigned to the smaller distance 13 forms the lashing loops 4.
- This bandwidth range assigned to the shorter distance 13 therefore only has to absorb lower tensile forces than the load range of the later lifting strap. Therefore, the weave density of this area can also be lower than that of the support area (distance 14).
- the warp threads 10 consist of a plastic, the melting temperature of which, however, is significantly higher than the melting temperature of the melt warp threads 17 in the cutting width range 12.
- a longitudinal cut is made only in the longitudinal direction 9 of the belt or in the warp thread direction into the cutting width region 12 of the melt warp threads 17 under the effect of heat, which only melts the melt warp threads 17, but not that in the two lateral band width regions 18,19 lying warp threads 10 causes.
- At least one textile thread made of a plastic is also added to the weft threads 11 of the band fabric, the melting temperature of which is lower than that of the other weft threads, whereby the same effect is achieved during hot cutting: the comparatively low-temperature melting weft thread (melting thread) is also melted during hot cutting and facilitates the desired production of a material connection, while the comparatively higher temperature melting textile threads (warp threads 10 and weft threads 11) do not change their state of matter under the influence of temperature and remain undamaged.
- a mechanical hot cut in the longitudinal direction 9 and thereby cutting through the weft threads 11 such a cut can also be carried out by means of radiation, ultrasound or a blower.
- the lashing loops can also be produced mechanically or automatically by introducing the slits 20 after the loop configuration has been laid out.
- the cutting width region 12 is delimited on both sides by at least one warp thread 21 which is different in color from the band fabric, in order to prevent damage to the load-bearing band width region 19 in particular in the case of manual insertion of the slots 20 and to ensure that the hot cut is introduced into the desired region.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Load-Engaging Elements For Cranes (AREA)
- Package Frames And Binding Bands (AREA)
- Woven Fabrics (AREA)
- Ropes Or Cables (AREA)
Description
Die Erfindung betrifft zunächst eine Last-Hebeschlinge mit den im Oberbegriff des Anspruches 1 aufgeführten, aus GB-A-1 556 818 bekannten Merkmalen.The invention first relates to a load lifting sling with the features listed in the preamble of
Derartige auch als "Kleeblatt"-Schlingen bezeichnete Hebeschlingen bestehen traditionell aus einem textilen Bandgewebe. Derartige gewebte Textilbänder können in einer praktisch unbegrenzten Länge gewebt werden, die nur durch die Transportmöglichkeiten begrenzt ist. Für die jeweiligen Verwendungszwecke werden Hebeschlingen mit unterschiedlicher Umfangslänge benötigt. Zu deren Herstellung aus gewebtem Textilband wird dieses in der gewünschten Länge von einem vorhandenen Vorrat abgeschnitten und die beiden Enden des Bandabschnittes werden miteinander vernäht. Eine solche Kleeblatt-Schlinge ist durch das Aufnähen od.dgl. von ebenfalls aus gewebtem Textilband bestehenden Zurrschlaufen (tie-loops) weiterentwickelt worden (DE-AS 22 56 452 = US 3 701 559).Such lifting slings, also known as "cloverleaf" slings, traditionally consist of a textile band fabric. Such woven textile tapes can be woven in a practically unlimited length, which is only limited by the transport options. Lifting slings with different circumferential lengths are required for the respective purposes. To manufacture them from woven textile tape, this is cut to the desired length from an existing supply and the two ends of the tape section are sewn together. Such a cloverleaf loop or the like is by sewing. lashing loops (tie-loops), also made of woven textile tape, have been further developed (DE-AS 22 56 452 = US 3 701 559).
Da das Aufnähen von Zurrschlaufen auf die ebenfalls aus gewebtem Textilband bestehenden Hebebänder sehr arbeitsintensiv ist, wurde die eingangs beschriebene, aus GB-A-1 556 818 bekannte Hebeschlinge mit Zurrschlaufen entwickelt, bei der das Lastaufnahmemittel an Stelle eines gewebten Textilbandes ein Fadenwickel von einlagig oder mehrlagig zu einem in sich ringartig geschlossenen Band aufgewickelte Textilfäden sind, deren Querverbund durch ein elastisches, nässeresistentes Bindemittel, nämlich durch eine Kunststoffschicht gebildet ist. Der Nachteil dieser arbeits- und kostensparend herstellbaren Hebeschlingen mit Zurrschlaufen besteht darin, daß diese je nach maschineller Ausstattung des Herstellers nur mit einer begrenzten Umfangslänge herstellbar sind. Auch können derartige Hebeschlingen nicht mit beliebiger Lastaufnahmefähigkeit hergestellt werden, weil die Stärke der den Querverbund zwischen den Textilfäden herstellenden Kunststoffschicht durch die Notwendigkeit der Gewährleistung eines Mindestmaßes an Flexibilität der Hebeschlinge begrenzt ist. Ein weiterer Nachteil dieser Hebeschlingen besteht auch darin, daß der Benutzer sie nur in vom Hersteller bestimmten Umfangslängen beziehen kann.Since the sewing of lashing loops on the lifting straps, which are also made of woven textile tape, is very labor-intensive, the lifting sling with lashing loops known from GB-A-1 556 818, which was described at the outset, was developed, in which the load-carrying means instead of a woven textile tape had a single-layer or Textile threads are wound in multiple layers to form a self-contained band, the cross-connection of which is formed by an elastic, moisture-resistant binder, namely by a plastic layer. The disadvantage of these labor and cost-saving lifting slings with lashing loops is that, depending on the machine equipment of the manufacturer, these can only be produced with a limited circumferential length. Also, such lifting slings cannot be produced with any load-bearing capacity, because the thickness of the plastic layer producing the cross-connection between the textile threads is limited by the need to ensure a minimum degree of flexibility of the lifting sling. Another disadvantage of these lifting slings is that the user can only obtain them in circumferential lengths specified by the manufacturer.
Der Erfindung liegt die Aufgabe zugrunde, eine Hebeschlinge der eingangs genannten Art so auszubilden, daß die Möglichkeiten der leichten Herstellbarkeit von Zurrschlaufen lediglich durch ein partielles Zerschneiden des zwischen den tragenden Textilfäden bestehenden Querverbundes beibehalten werden können, im übrigen jedoch der nachteilige Querverbund zwischen den tragenden Textilfäden durch eine Kunststoffschicht vermieden wird. Diese Aufgabe wird durch die im kennzeichnenden Teil des Anspruches 1 aufgeführten Merkmale gelöst.The invention has for its object to provide a lifting sling of the type mentioned in such a way that the possibilities of easy manufacture of lashing loops can only be maintained by partially cutting the cross-connection existing between the supporting textile threads, but otherwise the disadvantageous cross-connection between the supporting textile threads is avoided by a plastic layer. This object is achieved by the features listed in the characterizing part of
Diese Lösung macht es möglich, die Hebeschlingen in traditioneller Weise aus gewebten Textilbändern herzustellen und deren vorteilhafte Eigenschaften zu nutzen, trotzdem aber die Zurrschlaufen auch nachträglich den individuellen Erfordernissen entsprechend einfach und arbeitssparend anbringen zu können. Hierzu bedient sich die Erfindung des an sich aus FR-A-1 396 435 und FR-A-1 258 862 bekannten Gewebeaufbaus für die Anwendung des in Kettfadenlängsrichtung erfolgenden Heißschnittverfahrens.This solution makes it possible to manufacture the lifting slings in the traditional way from woven textile belts and to use their advantageous properties, but nevertheless to be able to attach the lashing loops easily and labor-saving according to individual requirements. For this purpose, the invention makes use of the fabric construction known per se from FR-A-1 396 435 and FR-A-1 258 862 for the application of the hot-cutting process taking place in the warp thread longitudinal direction.
Durch das Merkmal des Anspruches 2 ist mit noch größerer Sicherheit die Gefahr eines Aufspringens des Bandgewebes im Schnittbereich unterbunden, weil eine noch sicherere Stoffschlußverbindung zwischen den niedrigschmelzenden Schmelz-Kettfäden im Schlitzbereich und den Schußfäden, insbesondere dem niedrigtemperaturig schmelzenden Teil der Schußfäden sichergestellt ist.Due to the feature of
Der Gegenstand der Erfindung wird anhand von in den Figuren dargestellten Ausführungsbeispielen näher erläutert. Es zeigen:
- Fig. 1 eine sogenannte Kleeblattschlinge in ausgelegtem, vor der Fixierung an der Ladung befindlichem Zustand,
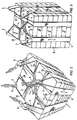
- Fig. 2 eine perspektivische Darstellung einer im Anlagezustand am Laststapel fixierten und in vier Kranhaken eingehängten Hebeschlinge,
- Fig. 3 einen von einer mit dem erfindungsgemäßen Band hergestellten Kleeblattschlinge in abgesetztem Zustand zusammengehaltenen Laststapel gemäß Fig. 2,
- Fig. 4 die schematische Darstellung eines Laststapels, der von einer mit zwei Hebeschlaufen und zwei Zurrschlaufen versehenen Hebeschlinge zusammengehalten ist,
- Fig. 5 das erfindungsgemäß ausgebildete Band,
- Fig. 6 das Band gemäß Fig. 5 im Bereich des aufgeschnittenen Schlitzes.
- 1 is a so-called cloverleaf loop in the designed state, before being fixed to the load,
- 2 is a perspective view of a lifting sling fixed in the system state on the load stack and suspended in four crane hooks,
- 3 shows a load stack according to FIG. 2 held together by a cloverleaf loop produced with the tape according to the invention, in a lowered state,
- 4 the schematic representation of a load stack which is held together by a lifting loop provided with two lifting loops and two lashing loops,
- 5 the band designed according to the invention,
- Fig. 6 shows the tape of FIG. 5 in the area of the cut slot.
Die Hebeschlingen gemäß Fig. 1 bis 4 werden im wesentlichen dadurch hergestellt, daß das Band 1 in der jeweiligen Soll-Umfangslänge der Hebeschlinge von einem Bandvorrat praktisch unendlicher Länge abgeschnitten und der Bandabschnitt mit seinen beiden Enden durch eine Nahtstelle 2 zunächst zu einer in sich geschlossenen Schlinge verbunden wird. Die Schlinge wird sodann kleeblattartig (Fig. 1-3) oder in Form eines langgestreckten Ovals (Fig. 4) ausgelegt, bevor im Bereich der Hebeschlaufen 3 die Zurrschlaufen 4 angebracht und gegebenenfalls der Lastboden 5 angebracht werden. In an der Last bzw. am Laststapel 6 fixierter Form werden die Zurrschlaufen 4 - im Falle von Fig. 2 und 3 über Kreuz - durch ein Zugmittel 7 auf der Oberseite des Laststapels 6 miteinander verschnürt. Dadurch wird auch in abgesetztem Zustand (Fig. 3,4) der Laststapel 6 zusammengehalten, ohne daß dadurch die freie Zugänglichkeit der Hebeschlaufen 3 zum Einhängen der Kranhaken 8 behindert wird.1 to 4 are essentially produced in that the
Das Band 1 ist ein Bandgewebe mit in Bandlängsrichtung 9 verlaufenden Kettfäden 10,17 und in Bandquerrichtung verlaufenden Schußfäden 11. Ein mittlerer Band- bzw. Schnittbreitenbereich 12 liegt beidseitig in einem Abstand 13 und 14 zu den beiden Bandseitenkanten 15,16. Er erstreckt sich in Bandlängsrichtung 9 über die gesamte Bandlänge. Im Band- bzw. Schnittbreitenbereich 12 sind die Kettfäden 17 des Bandgewebes durch Textilfäden aus einem Kunststoff gebildet, dessen Schmelztemperatur niedriger ist als die Schmelztemperatur derjenigen Kettfäden 10, die die den Abständen 13,14 zugeordneten, seitlichen Bandbreitenbereiche bilden. Diese aus vergleichsweise niedrigtemperaturig schmelzendem Kunststoff gebildeten Textilfäden sind nachstehend auch einfach als "Schmelzfäden" bezeichnet. Der dem größeren Abstand 14 zugeordnete Bandbreitenbereich ist der tragende Lastbereich der aus dem Band hergestellten Hebeschlinge, während der dem kleineren Abstand 13 zugeordnete Bandbreitenbereich die Zurrschlaufen 4 bildet. Dieser dem kürzeren Abstand 13 zugeordnete Bandbreitenbereich hat daher auch nur geringere Zugkräfte als der Tragbereich des späteren Hebebandes aufzunehmen. Daher kann die Webdichte dieses Bereiches auch geringer sein als die des Tragbereiches (Abstand 14). In den den Abständen 13,14 zugeordneten Bandbreitenbereichen bestehen die Kettfäden 10 aus einem Kunststoff, dessen Schmelztemperatur jedoch bedeutend höher ist als die Schmelztemperatur der Schmelz-Kettfäden 17 im Schnittbreitenbereich 12.The
Zur Herstellung der Zurrschlaufen 4 wird lediglich in Bandlängsrichtung 9 bzw. in Kettfadenrichtung ein Längsschnitt in den Schnittbreitenbereich 12 der mit Schmelz-Kettfäden 17 unter einer solchen Hitzeeinwirkung eingebracht, die ein Schmelzen nur der Schmelz-Kettfäden 17, jedoch nicht der in den beiden seitlichen Bandbreitenbereichen 18,19 liegenden Kettfäden 10 bewirkt.To produce the
Den Schußfäden 11 des Bandgewebes ist ebenfalls mindestens ein textiler Faden aus einem Kunststoff beigegeben, dessen Schmelztemperatur niedriger ist als die der übrigen Schußfäden, wodurch derselbe Effekt beim Heißschnitt erzielt wird: Der vergleichsweise niedrigtemperaturig schmelzende Schußfaden (Schmelzfaden) wird beim Heißschnitt ebenfalls zum Schmelzen gebracht und erleichtert die gewünschte Herstellung einer stoffschlüssigen Verbindung, während die vergleichsweise höhertemperaturig schmelzenden Textilfäden (Kettfäden 10 und Schußfäden 11) ihren Aggregatszustand unter dem Temperatureinfluß nicht ändern und unbeschädigt bleiben. An Stelle eines mechanischen, in Längsrichtung 9 erfolgenden und dabei die Schußfäden 11 durchtrennenden Heißschnittes kann auch ein solcher mittels Strahlung, Ultraschalls oder Gebläse durchgeführt werden.At least one textile thread made of a plastic is also added to the
Zur Herstellung des erfindungsgemäßen Bandes werden beispielsweise folgende Werkstoffe für die Textilfäden verwendet:The following materials, for example, are used for the textile threads to produce the band according to the invention:
Für die tragenden Textilfäden mit vergleichsweise hoher Schmelztemperatur solche aus Polyester (PES) mit einem Schmelzpunkt bei ca. 240°C und für die vergleichsweise niedrigschmelzenden Textilfäden (Schmelzfäden) Polypropylen mit einem Schmelzpunkt bei ca. 170°CFor the load-bearing textile threads with a comparatively high melting temperature, those made of polyester (PES) with a melting point at approx. 240 ° C and for the comparatively low-melting textile threads (melting threads) polypropylene with a melting point at approx. 170 ° C
Für die tragenden Textilfäden mit vergleichsweise hohem Schmelzpunkt solche aus Polypropylen mit einem Schmelzpunkt bei ca. 160°C und für die vergleichsweise niedrigschmelzenden Textilfäden (Schmelzfäden) Polyäthylen mit einem Schmelzpunkt bei ca. 125°CFor the load-bearing textile threads with a comparatively high melting point, those made of polypropylene with a melting point at approx. 160 ° C and for the comparatively low-melting textile threads (melting threads) polyethylene with a melting point at approx. 125 ° C
Die erfindungsgemäßen Bänder können z.B. die nachstehend aufgeführte Zusammensetzung aufweisen:
- Werkstoff: PP-PE
- Farbe: rohweiß
- Grundkette : 300 Fd. ä dtex 1100 weiß ß PP
- Kennfaden : 1 Fd. ä dtex 1100 rot PP
- Kennfaden : 1 Fd. ä dtex 1100 gelb PP
- Schmelzfäden : 39 Fd. ä dtex 0,20 monofil
- Schuß 1 : 30/10 cm dtex 1100 weiß PP
- Schuß 2 : 30/10
cm dtex 0,20 PE-monofil - Breite : 55 ± 1 m
- Dicke : ca. 2,00 mm
- Gewicht : 46 ± 1 g/m
- Mindestbruchlast : 1.500 daN
- Material: PP-PE
- Color: raw white
- Base chain: 300 Fd. Ä dtex 1100 white ß PP
- Tracer: 1 Fd. Ä dtex 1100 red PP
- Tracer: 1 Fd. Ä dtex 1100 yellow PP
- Fusible strands: 39 feet Ä dtex 0.20 monofil
- Weft 1: 30/10 cm dtex 1100 white PP
- Weft 2: 30/10 cm dtex 0.20 PE monofilament
- Width: 55 ± 1 m
- Thickness: approx. 2.00 mm
- Weight: 46 ± 1 g / m
- Minimum breaking load: 1,500 daN
Zur Herstellung von Hebeschlingen aus den erfindungsgemäßen Webbändern können die Zurrschlaufen nach Auslegen der Schlingenkonfiguration auch gleichzeitig mechanisch oder automatisch durch Einbringen der Schlitze 20 hergestellt werden.To produce lifting slings from the woven belts according to the invention, the lashing loops can also be produced mechanically or automatically by introducing the
Der Schnittbreitenbereich 12 ist beidseitig von mindestens einem sich farblich vom Bandgewebe abhebenden Kettfaden 21 begrenzt, um im Falle einer manuellen Einbringung der Schlitze 20 eine Beschädigung insbesondere des tragenden Bandbreitenbereiches 19 zu verhindern und sicherzustellen, daß der Heißschnitt in den Sollbereich eingebracht wird.The cutting width region 12 is delimited on both sides by at least one
Claims (7)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8631339 | 1986-11-22 | ||
| DE8631339U | 1986-11-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0272452A1 EP0272452A1 (en) | 1988-06-29 |
| EP0272452B1 true EP0272452B1 (en) | 1989-10-25 |
Family
ID=6800462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87116942A Expired EP0272452B1 (en) | 1986-11-22 | 1987-11-17 | Load lifting sling and woven textile webbing for manufacturing it |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4834439A (en) |
| EP (1) | EP0272452B1 (en) |
| ES (1) | ES2011792B3 (en) |
| GR (1) | GR3000308T3 (en) |
| IL (1) | IL84485A (en) |
| PT (1) | PT86173B (en) |
| TR (1) | TR24081A (en) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5004633A (en) * | 1989-05-24 | 1991-04-02 | Lovik Craig J | Balloon decorative devices, methods and kits |
| US5340180A (en) * | 1991-08-01 | 1994-08-23 | Paper Systems, Inc. | Apparatus for securing contained material |
| US5725089A (en) * | 1996-10-02 | 1998-03-10 | Anderson Hay & Grain Co., Inc. | Strap towing system |
| ES2152789B1 (en) * | 1997-10-17 | 2001-09-01 | Murtra Ind | SLING SYSTEM FOR LIFTING SACKS. |
| US6331024B1 (en) | 1997-11-18 | 2001-12-18 | William F. Gulley | Lifting sling system with spaced, bi-directional loops |
| GB0101362D0 (en) * | 2001-01-19 | 2001-03-07 | Bae Systems Plc | Non-crimp fabrics |
| FR2820133B1 (en) * | 2001-01-30 | 2003-05-16 | G Fargamel Sa | PRE-SLINGING DEVICE, PARTICULARLY FOR HANDLING BALLOON PACKAGES |
| US6375241B1 (en) * | 2001-04-11 | 2002-04-23 | United States Of America As Represented By The Secretary Of The Army | Load securing and release system |
| US7419198B2 (en) | 2002-04-26 | 2008-09-02 | Drilltec Patents & Technologie Company, Inc. | Elongated member lifting system |
| US6824346B2 (en) * | 2002-12-14 | 2004-11-30 | W. Sam Coblentz | Method and apparatus for handling bagged cargo |
| US8061480B2 (en) * | 2004-02-05 | 2011-11-22 | Morning Pride Manufacturing, L.L.C. | Drag harness improvements |
| WO2007081361A2 (en) * | 2005-02-28 | 2007-07-19 | Pactec, Inc. | Lifting bag device |
| US8894282B2 (en) * | 2005-02-28 | 2014-11-25 | Pactec, Inc. | Lifting bag device |
| US20060226667A1 (en) * | 2005-03-21 | 2006-10-12 | John Leaverton | Cable lifting basket |
| US8747284B2 (en) | 2006-11-28 | 2014-06-10 | Mccrane, Inc. | Lifting strap with enhanced gripping properties |
| FR2923214A1 (en) * | 2007-11-07 | 2009-05-08 | Kabi Sarl | LIFTING STRAP |
| US8590116B2 (en) * | 2009-12-24 | 2013-11-26 | Jeffery Dahl | Loop rope assembly |
| FR2991673A1 (en) * | 2012-06-06 | 2013-12-13 | Damien Ghesquier | Flexible assembly for storing loads i.e. concrete blocks, with different shapes, has continuous strap forming loops in form of clover by four sheets, and fabric band bent over length of two parallel sides of continuous strap |
| US20130330023A1 (en) * | 2012-06-07 | 2013-12-12 | John McGeoghean | Reusable, Multi-Purpose Dumpster Bag |
| BR112014032273A2 (en) * | 2012-06-22 | 2017-06-27 | Ness Danny | bulk bag appliance |
| US8905451B1 (en) * | 2012-07-25 | 2014-12-09 | Murdock Webbing Co., Ltd. | Rescue sling and method of construction |
| ES2525948B1 (en) * | 2013-06-26 | 2015-09-09 | Industrias Ponsa, S.A. | PROCEDURE FOR THE MANUFACTURE OF A ROUND TEXTILE LINGING AND A SLING SO OBTAINED |
| CN107458801A (en) * | 2017-07-24 | 2017-12-12 | 谢兴艺 | A kind of household electrical appliances carry strap |
| DE102017010376B3 (en) | 2017-11-09 | 2018-12-20 | Thorald Keim | Textile slot tape with openings |
| DK180306B1 (en) * | 2018-04-11 | 2020-10-26 | V Guldmann As | STRAP FOR LIFTING SAILS AND PROCEDURE FOR MANUFACTURE OF SUCH A STRAP AND USE OF SUCH STRAP |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR65993E (en) * | 1956-03-27 | |||
| FR932554A (en) * | 1941-04-11 | 1948-03-25 | Alginate Ind Ltd | Process for the manufacture of fabrics, knits or lace and products such as threads and fabrics obtained by this process |
| GB892516A (en) * | 1959-03-17 | 1962-03-28 | Polymark Int Ltd | Web-slitting apparatus |
| FR1396435A (en) * | 1964-03-10 | 1965-04-23 | Bodin Girin & Cie Tissus Ind S | Weaving process and resulting products |
| FR1457488A (en) * | 1965-08-20 | 1966-01-24 | Soieries Andre Fab De | Manufacturing process for coated fabrics and fabrics obtained by the implementation of this process |
| US3563839A (en) * | 1968-08-01 | 1971-02-16 | Foster Grant Co Inc | Method of forming weakened tear lines and the article formed thereby |
| US3701559A (en) * | 1971-03-25 | 1972-10-31 | Marino Systems Inc | Combination sling and unitizing means |
| DE7515053U (en) * | 1975-05-10 | 1975-10-02 | Spanset Inter Ag | Lifting sling with eyelets for loading purposes |
| GB1524990A (en) * | 1975-12-24 | 1978-09-13 | Spanset Inter Ag | Lifting slings and a method for producing same |
| GB1556818A (en) * | 1977-09-08 | 1979-11-28 | Ici Ltd | Webbings |
| SE7712575L (en) * | 1977-11-08 | 1979-05-09 | Berrezouga Ridha | KIT FOR MANUFACTURE OF LIFTING WITH DUAL FUNCTION |
| DE2855974A1 (en) * | 1978-12-23 | 1980-07-10 | Ridha Berrezouga | Palletless piece goods packing system - uses endless belt forming sling with lifting loops initially held open |
-
1987
- 1987-11-16 IL IL84485A patent/IL84485A/en unknown
- 1987-11-17 ES ES87116942T patent/ES2011792B3/en not_active Expired - Lifetime
- 1987-11-17 EP EP87116942A patent/EP0272452B1/en not_active Expired
- 1987-11-19 PT PT86173A patent/PT86173B/en not_active IP Right Cessation
- 1987-11-20 TR TR87/0813A patent/TR24081A/en unknown
- 1987-11-20 US US07/123,255 patent/US4834439A/en not_active Expired - Fee Related
-
1990
- 1990-01-17 GR GR90400019T patent/GR3000308T3/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| IL84485A (en) | 1991-04-15 |
| ES2011792B3 (en) | 1990-02-16 |
| EP0272452A1 (en) | 1988-06-29 |
| IL84485A0 (en) | 1988-04-29 |
| GR3000308T3 (en) | 1991-06-07 |
| PT86173B (en) | 1993-08-31 |
| PT86173A (en) | 1988-12-15 |
| TR24081A (en) | 1991-03-04 |
| US4834439A (en) | 1989-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0272452B1 (en) | Load lifting sling and woven textile webbing for manufacturing it | |
| DE69311304T2 (en) | WINDING LOCKING ELEMENT | |
| EP0032749B1 (en) | Loop, and a strap or sling made therefrom | |
| DE3689732T2 (en) | Foil material coated with abrasive and loop-like fasteners. | |
| DE2923714A1 (en) | HOLD NET | |
| DE2927414A1 (en) | Resinous laminates reinforcing fabric - with weft knit stitches anchoring lengthwise parallel warp inserts each comprising parallel monofil groups | |
| EP0116916A2 (en) | Loop and a strap or sling made therefrom | |
| WO1994026648A1 (en) | Reinforced textile sling band | |
| DE2449286C3 (en) | Chain-knitted zip fastener tape | |
| DE3041162C2 (en) | Woven zip fastener strap | |
| DE3736859C2 (en) | ||
| DE2938033A1 (en) | FIBER FLEECE CONSISTING OF A SINGLE-LAYER RIBBON | |
| DE8715234U1 (en) | Load lifting sling | |
| EP1345837A1 (en) | Sling band | |
| EP0602471B1 (en) | Flat textile structure for composite material, apt to be cut in separate strips of double pile fabric | |
| EP2855204B1 (en) | Tension absorbing means | |
| EP1554159B1 (en) | Air freight net | |
| DE2428215B2 (en) | NET FOR CARRYING LOADS, ESPECIALLY UNIT NET | |
| DE1610375C3 (en) | Zipper | |
| DE2838012A1 (en) | Camouflage net with sewn support net | |
| DE69503597T2 (en) | Production of a flexible bulk container | |
| DE2727441A1 (en) | Plastics, flexible shipping container for flowable bulk goods - comprises reinforced plastics woven tape fabric with pref. polyamide polyester or aramid reinforcing bands woven into it | |
| DE2506147A1 (en) | Tape fastener with interlocking pile arranged in zones - conveniently attached, neat and effective, fully flexible and easily released | |
| DE1960476A1 (en) | Zipper strips and process for their manufacture | |
| DE2217150C3 (en) | Carrier sheet for making a ground or bank reinforcement and method for making the sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE ES FR GB GR IT NL |
|
| 17P | Request for examination filed |
Effective date: 19880728 |
|
| 17Q | First examination report despatched |
Effective date: 19890403 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE ES FR GB GR IT NL |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3000308 |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19921102 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19921130 Year of fee payment: 6 Ref country code: GR Payment date: 19921130 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19921207 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19931117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19931130 |
|
| BERE | Be: lapsed |
Owner name: SPANSET INTER A.G. Effective date: 19931130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940601 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19931117 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: MM2A Free format text: 3000308 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19951116 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970731 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20001121 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011118 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20021213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051117 |