EP0240482B1 - Dispositif pour la coulée de l'acier - Google Patents
Dispositif pour la coulée de l'acier Download PDFInfo
- Publication number
- EP0240482B1 EP0240482B1 EP19870870041 EP87870041A EP0240482B1 EP 0240482 B1 EP0240482 B1 EP 0240482B1 EP 19870870041 EP19870870041 EP 19870870041 EP 87870041 A EP87870041 A EP 87870041A EP 0240482 B1 EP0240482 B1 EP 0240482B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- steel
- channel
- nozzle
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/58—Pouring-nozzles with gas injecting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/62—Pouring-nozzles with stirring or vibrating means
Definitions
- the present invention relates to a device for casting, in particular for the continuous casting of steel according to the first part of claim 1.
- the liquid steel intended for casting is contained in a container such as a steel ladle or a distribution basket from which it is poured into the ingot mold through an orifice generally located in the bottom of the container.
- This orifice is normally provided with a closure device making it possible to modify the steel flow rate and possibly to interrupt the casting.
- the pouring orifice is constituted by a part of generally tubular shape, called a nozzle; this tubular part, as well as the closure device which is associated with it, are generally made of a refractory material, in order to avoid any cooling of the steel which comes into contact with them.
- the present invention provides a device for carrying out this pasty phase during the casting of steel.
- the process in which the steel is poured through a nozzle is essentially characterized in that one causes a partial solidification of the peripheral layers of the steel in contact with the walls of the nozzle, and in that that is created within the steel in the nozzle sufficient agitation to suspend in the liquid steel particles of steel from the peripheral layers being solidified.
- the steel has a low overheating, that is to say less than 30 ° C, before entering the nozzle.
- Said partial solidification is brought about by carrying out intense cooling of the walls of the nozzle.
- agitation is created in the steel by means of a rotating electromagnetic field.
- Such an electromagnetic field can be established by means of coils judiciously arranged around the steel vein.
- the rotating electromagnetic field induces forces in the steel which create agitation and lead to the appearance of shear stresses, which give rise to high deformation rates in particular in the zone in the course of solidification.
- This rotational movement of the steel in the nozzle can be further accentuated, if an inert gas is injected into the steel in the vicinity of the entry of the steel into the nozzle. There is thus formed, at the inlet of the nozzle, a gas pocket which causes the formation of a vortex within the liquid steel.
- this gas pocket extends into the nozzle itself.
- the steel flowing through the nozzle is thus applied against the interior, cooled wall of the pouring channel, which promotes the cooling of its peripheral layers.
- peripheral cooling and shearing thus causes the appearance of a pasty phase which retains good fluidity and which therefore does not disturb the flow of steel through the nozzle.
- the proportion of the solid fraction which is thus suspended in the liquid steel can be adjusted, by varying the intensity of the cooling and the viscosity of the mixture by modifying at least one of the parameters of the rotating field, for example its frequency. or its intensity, and / or the flow rate of said inert gas.
- the direction of rotation of the vortex caused by said inert gas is preferably the same as the direction of rotation imparted by the rotating field.
- GB-A 705 762 already discloses a nozzle equipped with means for cooling the molten metal passing through it.
- BE-A 893 168 also discloses a pouring tube having orifices for injecting a protective gas into the molten metal during the casting operation.
- the object of the present invention is to provide a pouring nozzle which, thanks to its particular configuration and constitution, makes it possible to create conditions which lead to the appearance of a pasty phase in the steel, during its journey. between the ladle or the tundish on the one hand and the ingot mold on the other.
- the pouring device of the nozzle type, which is the subject of the present invention, comprising a body in which is formed a pouring channel for the liquid steel and first cooling means for cooling the said device. body, is characterized in that it further comprises second stirring means for creating agitation within the liquid steel located in said channel.
- the inlet and outlet sections of said channel are of different dimensions, said outlet section being capable of ensuring the targeted steel flow rate taking into account the height of the load of liquid steel at - above this section.
- said channel may comprise at least two sections of different passage sections and, over at least part of its length, have a passage section greater than said outlet section.
- said channel has a final section of short length, the section of which is constant and equal to said outlet section, an initial section of which the section is constant and greater than said outlet section, and an intermediate section connecting the initial section and the final section and the section of which varies continuously from the section of the initial section to the section of the final section.
- the element in which said channel is formed advantageously consists of two parts, one part, said body of the nozzle having the initial section of said channel, and the other part, said head of the nozzle, presenting the intermediate section and the final section of said channel.
- the inner surface of the nozzle carries inclined ribs, of short length, preferably arranged in the vicinity of the entrance to said channel.
- FIG. 1 there is shown in 1 the channel of radius r through which the steel stream flows through the nozzle 2.
- the reference numeral 3 designates the conductors grouped in pairs (1 +, 1 -; 2 +, 2 -; 3 +, 3-) to constitute three inductors connected to the three phases of a three-phase current source not shown. The whole is joined by an envelope 4.
- the steel vein flows through channel 1 perpendicular to the plane of the drawing, in the direction indicated by the arrow in the center.
- the nozzle 2 is made of a material which is both a good conductor of heat, to facilitate the cooling of the steel, and electrically insulating, so as not to disturb the electromagnetic field.
- a material based on boron nitride, silicon nitride or silicon carbide for example use a material based on boron nitride, silicon nitride or silicon carbide.
- the conductors 3 consist of tubes made of a material which is a good conductor of heat and electricity, for example copper. They penetrate the thickness of the wall of the nozzle and they are traversed by water; they provide both intense cooling of the nozzle 2 and the application of the electromagnetic field.
- the outer casing 4 is preferably made of a material which does not conduct electricity.
- a cooling agent preferably gaseous, can be circulated in the channels between the outer casing 4, the conductors 3 and the nozzle 2.
- a boron nitride nozzle having an internal radius r of 10 mm was used, while the radius R of the circumference tangent to the conductors 3 was equal to 15 mm.
- the intensity of the induction at the level of the inductors was 20 mT and the current density at the periphery of the steel vein amounted to 12.5. 106 A / m2.
- This same figure 2 also shows (ordinates - right axis) the evolution of the speed of deformation V d in steel along the radius r. This rate of deformation increases first very slightly from the center, then very suddenly in the zone being solidified. This growth in the rate of deformation causes the solidified layer to disintegrate as it is formed.
- FIGS. 1 and 3 the nozzles are shown in their normal casting position, that is to say with the liquid steel flowing up and down. bottom, and in Figures 1, 3 and 4, the same components are designated by the same reference numerals.
- the nozzle shown schematically in Figure 3 consists of a nozzle body 2 and a nozzle head 5 which succeed one another without interruption in the direction of flow of the liquid steel. These two parts are fixed to each other by means not shown.
- an initial section of diameter Di, of the pouring channel In the body of the nozzle 2 is formed an initial section of diameter Di, of the pouring channel, while the head of the nozzle 5 is provided with the final section, of diameter Ds, and of the intermediate section, with a decreasing diameter of Di to D s , of said sprue.
- Tubular electrical conductors 3 are distributed over the periphery of the nozzle body 2; they are cooled by a circulation of water 6. These conductors 3 are further connected to an alternating current source, not shown.
- the outer casing 4 ( Figure 1) is not shown here. These conductors 3 are intended on the one hand to inductively stir the steel present in the initial section of the pouring channel and on the other hand to cause, by cooling, a beginning of solidification of this steel, in particular in the close areas of the wall of the sprue.
- the pouring channel has in its initial section a diameter D i greater than the diameter De of the outlet section, the latter being determined so as to ensure the desired steel flow, taking into account the height of the load of liquid steel above the outlet section.
- the nozzle conforms to the invention allows an accentuation on the one hand of the solidification of the steel under the action of the cooled conductors 3 and on the other hand of the rotational movement of the steel caused by the rotating electric field applied by the conductors 3.
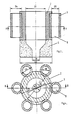
- FIG. 4 shows the peripheral distribution of the conductors 3 around the nozzle body 2, as well as their penetration into the thickness of this nozzle body 2.
- the nozzle body 2 and the nozzle head 5 are advantageously made of different refractory materials adapted to the respective functions of these two parts.
- the nozzle body is made of a material which is a good conductor of heat and a poor conductor of electricity, in order to ensure both the cooling of the steel and the electrical insulation of the conductors 3.
- a material which is a good conductor of heat and a poor conductor of electricity in order to ensure both the cooling of the steel and the electrical insulation of the conductors 3.
- a material having a high resistance to erosion in particular zirconium oxide.
- the outlet section of the nozzle head 5, or its diameter (De in FIGS. 3 and 4) is determined so as to ensure the flow of steel, that is to say say the desired casting speed (in t / h for example), taking into account the height of the liquid steel charge above this section.
- An assimilation between the section and the diameter of the pouring channel is justified by the fact that this channel usually has a circular section.
- the diameter of the initial section of the runner, ie D 1 should advantageously be between two and five times the diameter of the outlet section D ⁇ .
- the final section of the pouring channel will have an axial length of between once and three times the diameter of the outlet section D s .
- a length at least equal to the diameter is necessary to cancel the tangential component of the speed of flow of the steel. Beyond three times this diameter, an increase in this length does not bring any more improvement in this respect, it only results in an unnecessary increase in the price of the nozzle head.
- a nozzle was produced in accordance with the invention, the body of which was made of a ceramic composed of boron nitride and silicon nitride, and the head of which was made of zirconium oxide.
- the conductors 3 were copper tubes traversed by water circulating at high speed.
- the steel had a carbon content of 0.7% and it had an overheating of 25 ° C at the inlet of the nozzle.
- the steel flow rate to be insured amounted to 20 t / h.
- the three-phase inductor with a pair of poles was supplied with current having a frequency of 3000 Hz and an intensity per phase of 1550 A.
- the magnetic induction at the level of the inductor was 20 mT.
- the steel had an axial speed of 0.25 m / s and a tangential speed of 1.5 m / s.
- This speed increases rapidly and sharply in the vicinity of the cooled wall of the channel, that is to say in the zone where the cooling of the steel is most pronounced. It reflects the disintegration of the solidified steel layer, which thus retains sufficient fluidity for casting.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Description
- La présente invention concerne un dispositif pour la coulée, en particulier pour la coulée continue de l'acier selon la première partie de la revendication 1.
- Dans la description qui va suivre, on a utilisé l'expression coulée en lingotière. Bien qu'il soit ainsi fait spécialement référence à la coulée continue de l'acier, il doit être bien entendu qu'il ne s'agit là que d'une application paraticulière, choisie en raison de l'importance que présente actuellement cette technique de coulée. Il va de soi que l'invention est également applicable avec intérêt aux procédés de coulée plus classiques, tels que la coulée en lingotière ou en moules.
- Actuellement, l'acier liquide destiné à la coulée est contenu dans un récipient tel qu'une poche à acier ou un panier répartiteur à partir duquel il est coulé dans la lingotière à travers un orifice situé généralement dans le fond du récipient. Cet orifice est normalement pourvu d'un dispositif d'obturation permettant de modifier le débit d'acier et éventuellement d'interrompre la coulée. Habituellement, l'orifice de coulée est constitué par une pièce de forme généralement tubulaire, appelée busette; cette pièce tubulaire, ainsi que le dispositif d'obturation qui lui est associé, sont généralement réalisés en un matériau réfractaire, afin déviter tout refroidissement de l'acier qui vient en contact avec eux.
- Dans son brevet belge no 903.805, le présent Demandeur a proposé un procédé de coulée de l'acier en phase pâteuse, notamment afin d'augmenter la vitesse de coulée continue de l'acier sans accroître le risque de percées.
- La présente invention propose un dispositif permettant de réaliser cette phase pâteuse pendant la coulée de l'acier.
- A cet effet, le procédé dans lequel on coule l'acier à travers une busette, est essentiellement caractérisé en ce que l'on provoque une solidification partielle des couches périphériques de l'acier en contact avec les parois de la busette, et en ce que l'on crée au sein de l'acier se trouvant dans la busette une agitation suffisante pour mettre en suspension dans l'acier liquide des particules d'acier provenant des couches périphériques en cours de solidification.
- Selon une mise en oeuvre intéressante, l'acier présente une surchauffe faible, c'est-à-dire inférieure à 30°C, avant de pénétrer dans la busette.
- La limitation de la surchauffe de l'acier permet de réduire la durée et l'intensité du refroidissement requis pour provoquer la solidification partielle désirée.
- On provoque ladite solidification partielle en réalisant un refroidissement intense des parois de la busette.
- Selon une autre particularité, on crée l'agitation dans l'acier au moyen d'un champ électromagnétique tournant.
- Un tel champ électromagnétique peut être établi au moyen de bobines judicieusement disposées autour de la veine d'acier. Le champ électromagnétique tournant induit dans l'acier des forces qui créent l'agitation et conduisent à l'apparition de contraintes de cisaillement, lesquelles donnent lieu à des vitesses de déformation élevées en particulier dans la zone en cours de solidification.
- Sous l'effet de ce champ tournant, l'acier liquide est entraîné en un mouvement de rotation qui arrache des paraticules solidifiées de la couche périphérique et les maintient en suspension.
- Ce mouvement de rotation de l'acier dans la busette peut encore être accentué, si l'on injecte un gaz inerte dans l'acier au voisinage de l'entrée de l'acier dans la busette. Il se forme ainsi, à l'entrée de la busette, une poche de gaz qui provoque la formation d'un vortex au sein de l'acier liquide.
- En outre, cette poche de gaz se prolonge dans la busette proprement dite. L'acier s'écoulant à travers la busette est ainsi appliqué contre la paroi intérieure, refroidie, du canal de coulée, ce qui favorise le refroidissement de ses couches périphériques.
- L'action combinée du refroidissement périphérique et du cisaillement provoque ainsi l'apparition d'une phase pâteuse qui conserve une bonne fluidité et qui ne perturbe dès lors pas l'écoulement de l'acier par la busette.
- On peut régler la proportion de la fraction solide qui se trouve ainsi mise en suspension dans l'acier liquide, en faisant varier l'intensité du refroidissement et la viscosité du mélange en modifiant au moins un des paramètres du champ tournant, par exemple sa fréquence ou son intensité, et/ou le débit dudit gaz inerte. Le sens de rotation du vortex provoqué par ledit gaz inerte est de préférence le même que le sens de la rotation imprimée par le champ tournant.
- On connaît déjà, par le GB-A 705 762, une busette équipée de moyens de refroidissement du métal en fusion qui la traverse.
- On connaît également, par le BE-A 893 168, un tube de coulée présentant des orifices d'injection d'un gaz de protection dans le métal en fusion pendant l'opération de coulée.
- La présente invention a pour objet de proposer une busette de coulée qui, grâce à sa configuration et à sa constitution particulières, permet de créer des conditions qui conduisent à l'apparition d'une phase pâteuse dans l'acier, au cours de son trajet entre la poche ou le panier de coulée d'une part et la lingotière d'autre part.
- A cet effet, le dispositif de coulée, du type busette, qui fait l'objet de la présente invention, comportant un corps dans lequel est ménagé un canal de coulée de l'acier liquide et des premiers moyens de refroidissement pour assurer le refroidissement dudit corps, est caractérisée en ce qu'il comporte en outre des seconds moyens de brassage pour créer une agitation au sein de l'acier liquide se trouvant dans ledit canal.
- Selon une réalisation particulière de ce dispositif, les sections d'entrée et de sortie dudit canal sont de dimensions différentes, tadite section de sortie étant apte à assurer le débit d'acier visé compte tenu de la hauteur de la charge d'acier liquide au-dessus de cette section.
- En outre, ledit canal peut comporter au moins deux tronçons de sections de passage différentes et, sur au moins une partie de sa longueur, présenter une section de passage supérieure à ladite section de sortie.
- Selon un autre mode de réalisation d'une busette conforme à l'invention, ledit canal présente un tronçon final de faible longueur, dont la section est constante et égale à ladite section de sortie, un tronçon initial dont la section est constante et supérieure à ladite section de sortie, et un tronçon intermédiaire reliant le tronçon initial et le tronçon final et dont la section varie de façon continue depuis la section du tronçon initial jusqu'à la section du tronçon final.
- Selon une caractéristique supplémentaire de l'invention, l'élément dans lequel est ménagé ledit canal est avantageusement constitué de deux parties, une partie, dite corps de la busette présentant le tronçon initial dudit canal, et l'autre partie, dite tête de la busette, présentant le tronçon intermédiaire et le tronçon final dudit canal.
- Il ne sortirait évidemment pas du cadre de la présente invention de réaliser l'une et/ou l'autre de ces parties elles-mêmes en plusieurs pièces présentant chacune une portion de canal de section, constante ou non, appropriée à la position de ladite pièce dans la partie concernée dudit élément.
- Selon encore une autre caractéristique supplémentaire, la surface intérieure de la busette porte des nervures inclinées, de faible longueur, disposées de préférence au voisinage de l'entrée dudit canal.
- Ces tronçons de nervures sont avantageusement des fragments de nervures hélicoïdales.
- . s'est également avéré avantageux d'incliner ces tronçons de nervures dans le sens du vortex provoqué par le gaz, comme cela est décrit plus haut.
- D'autres particularités et avantages de la présente invention apparaîtront à la lecture de la description qui suit, donnée à titre d'exemple de réalisations préférées et se référant aux dessins annexés, dans lesquels.la
- Figure 1 montre une vue en plan, en coupe transversale, d'une busette de coulée continue d'acier permettant la mise en oeuvre du procédé de l'invention; la
- Figure 2 représente un double diagramme donnant la distribution de la vitesse tangentielle Vt de l'acier liquide et de la vitesse de déformation Vd, le long d'un rayon de la veine d'acier dans la busette de la figure 1 ; la
- Figure 3 est une vue d'une busette conforme à l'invention, en coupe longitudinale suivant la ligne B-B de la figure 4; la
- Figure 4 est une vue de cette même busette, en coupe transversale suivant la ligne A-A de la figure 3; et la
- Figure 5 est un diagramme montrant l'évolution de la vitesse de cisaillement Vc au sein de l'acier en fonction du rayon intérieur du corps de la busette des figures 3 et 4.
- Faisant à présent référence à la figure 1, on a représenté en 1 le canal de rayon r par lequel la veine d'acier s'écoule à travers la busette 2. Le repère numérique 3 désigne les conducteurs groupés par paires (1 +,1 -; 2 +,2 -; 3 +,3-) pour constituer trois inducteurs raccordés aux trois phases d'une source de courant triphasé non représentée. L'ensemble est solidarisé par une enveloppe 4.
- La veine d'acier s'écoule par le canal 1 perpendiculairement au plan du dessin, dans la direction indiquée par la flèche figurée au centre. La busette 2 est constituée d'un matériau qui est à la fois bon conducteur de la chaleur, pour faciliter le refroidissement de l'acier, et électriquement isolant, afin de ne pas perturber le champ électromagnétique. A cet effet, on peut par exemple utiliser un matériau à base de nitrure de bore, de nitrure de silicium ou de carbure de silicium.
- Les conducteurs 3 sont constitués par des tubes en un matériau bon conducteur de la chaleur et de l'électricité, par exemple en cuivre. Ils pénètrent dans l'épaisseur de la paroi de la busette et ils sont parcourus par de l'eau; ils assurent à la fois le refroidissement intense de la busette 2 et l'application du champ électromagnétique. Enfin, l'enveloppe extérieure 4 est de préférence réalisée en un matériau non conducteur de l'électricité.
- Dans une variante avantageuse, on peut faire circuler un agent de refroidissement, de préférence gazeux, dans les canaux compris entre l'enveloppe extérieure 4, les conducteurs 3 et la busette 2.
- Dans un exemple de mise en oeuvre, on a utilisé une busette en nitrure de bore présentant un rayon intérieur r de 10 mm, tandis que le rayon R de la circonférence tangente aux conducteurs 3 valait 15 mm.
- Avec une intensité de courant électrique de 620 A par phase et une fréquence de 5000 Hz dans les inducteurs, l'intensité de l'induction au niveau des inducteurs était de 20 mT et la densité de courant à la périphérie de la veine d'acier s'élevait à 12,5 . 106 A/m2.
- La veine d'acier a été mise en rotation avec une vitesse tangentielle Vt croissante le long du rayon r, suivant la répartition représentée dans la figure 2 (ordonnées - axe de gauche). On voit que la vitesse tangentielle passe par un maximum au voisinage de la paroi de la busette. Cette zone est donc le siège de l'agitation la plus forte, ce qui permet d'en arracher des particules déjà solidifiées sous l'effet du refroidissement extérieur.
- Cette même figure 2 montre également (ordonnées - axe de droite) l'évolution de la vitesse de déformation Vd dans l'acier le long du rayon r. Cette vitesse de déformation croît d'abord très faiblement à partir du centre, puis très brusquement dans la zone en cours de solidification. Cette croissance de la vitesse de déformation provoque la désagrégation de la couche solidifiée au fur et à mesure de sa formation.
- Dans les figures 1 et 3, les busettes sont représentées dans leur position normale de coulée, c'est-à-dire avec l'acier liquide circulant de haut en bas, et dans les figures 1, 3 et 4, les mêmes constituants sont désignés par les mêmes repères numériques.
- La busette représentée schématiquement dans la figure 3 se compose d'un corps de busette 2 et d'une tête de busette 5 qui se succèdent sans interruption dans le sens de l'écoulement de l'acier liquide. Ces deux parties sont fixées l'une à l'autre par des moyens non représentés.
- Dans le corps de la busette 2 est ménagé un tronçon initial de diamètre Di, du canal de coulée, tandis que la tête de la busette 5 est pourvue du tronçon final, de diamètre Ds, et du tronçon intermédiaire, d'un diamètre décroissant de Di à Ds, dudit canal de coulée.
- Des conducteurs électriques tubulaires 3 sont répartis sur la périphérie du corps de busette 2; ils sont refroidis par une circulation d'eau 6. Ces conducteurs 3 sont en outre raccordés à une source de courant alternatif, non représentée. L'enveloppe extérieure 4 (figure 1) n'est pas représentée ici. Ces conducteurs 3 sont destinés d'une part à brasser par induction l'acier présent dans le tronçon initial du canal de coulée et d'autre part à provoquer, par refroidissement, un début de solidification de cet acier, en particulier dans les zones proches de la paroi du canal de coulée.
- Pour accentuer ces deux effets, le canal de coulée présente dans son tronçon initial un diamètre Di supérieur au diamètre De de la section de sortie, ce dernier étant déterminé de façon à assurer le débit d'acier désiré, compte tenu de la hauteur de la charge d'acier liquide au-dessus de la section de sortie.
- Dans ces conditions, la vitesse axiale d'écoulement de l'acier dans le tronçon initial est plus faible que dans la section de sortie; la durée de séjour de l'acier dans le tronçon initial est ainsi accrue, et l'acier y est soumis pendant une durée plus longue à la double action de refroidissement et de brassage exercée par les conducteurs 3. Par conséquent, la busette conforme à l'invention permet une accentuation d'une part de la solidification de l'acier sous l'action des conducteurs 3 refroidis et d'autre part du mouvement de rotation de l'acier provoqué par le champ électrique tournant appliqué par les conducteurs 3.
- La figure 4 montre la répartition périphérique des conducteurs 3 autour du corps de busette 2, ainsi que leur pénétration dans l'épaisseur de ce corps de busette 2.
- Selon l'invention, le corps de busette 2 et la tête de busette 5 sont avantageusement réalisés en des matériaux réfractaires différents adaptés aux fonctions respectives de ces deux parties.
- Le corps de busette est réalisé en un matériau qui est bon conducteur de la chaleur et mauvais conducteur de l'électricité, afin d'assurer aussi bien le refroidissement de l'acier que l'isolation électrique des conducteurs 3. A cet effet, on utilise par exemple une céramique à base de nitrure de bore, de nitrure de silicium ou de carbure de silicium.
- Pour la tête de la busette 5, on utilisera de préférence un matériau présentant une résistance élevée à l'érosion, en particulier de l'oxyde de zirconium.
- Comme on l'a indiqué plus haut, la section de sortie de la tête de busette 5, ou son diamètre (De dans les figures 3 et 4) est déterminé de façon à assurer le débit d'acier, c'est-à-dire la vitesse de coulée désirée (en t/h par exemple), compte tenu de la hauteur de la charge d'acier liquide au-dessus de cette section. Une assimilation entre la section et le diamètre du canal de coulée se justifie par le fait que ce canal présente habituellement une section circulaire.
- Les essais du demandeur ont en outre montré que le diamètre du tronçon initial du canal de coulée, soit D1 devait avantageusement être compris entre deux fois et cinq fois le diamètre de la section de sortie Dε.
- La limite inférieure (Di = 2 Ds) résulte de la nécessité d'abaisser suffisamment la vitesse axiale de l'acier dans ce tronçon pour assurer le refroidissement et le brassage requis.
- La limite supérieure (Di = 5 Dε) est fixée par la limitation de l'encombrement de la busette et des conducteurs, ainsi que de la puissance du système d'induction.
- Par ailleurs, le tronçon final du canal de coulée aura une longueur axiale comprise entre une fois et trois fois le diamètre de la section de sortie Ds.
- Une longueur au moins égale au diamètre est nécessaire pour annuler la composante tangentielle de la vitesse d'écoulement de l'acier. Au-delà de trois fois ce diamètre, un accroissement de cette longueur n'apporte plus d'amélioration à cet égard, il ne se traduit en fait que par une augmentation inutile du prix de la tête de la busette.
- On a réalisé une busette conforme à l'invention, dont le corps était constitué d'une céramique composée de nitrure de bore et de nitrure de silicium, et dont la tête était en oxyde de zirconium. Les conducteurs 3 étaient des tubes de cuivre parcourus par de l'eau circulant à grande vitesse.
- Les différents diamètres indiqués dans les figures 3 et 4 avaient les valeurs suivantes :
- D1=54mm D4=32mm
- D2 = 74 mm D5=20mm
- D3 = 88 mm De = 20 mm.
- L'acier avait une teneur en carbone de 0,7 % et il présentait à l'entrée de la busette, une surchauffe de 25°C. Le débit d'acier à assurer s'élevait à 20 t/h. L'inducteur triphasé à une paire de pôles était alimenté en courant ayant une fréquence de 3000 Hz et une intensité par phase de 1550 A. L'induction magnétique au niveau de l'inducteur était de 20 mT.
- Dans le tronçon initial du canal de coulée, c'est-à-dire dans le corps de busette 2, l'acier avait une vitesse axiale de 0,25 m/s et une vitesse tangentielle de 1,5 m/s. La vitesse résultante élevée, soit 1,52 m/s, conduisait à un coefficient d'échange élevé entre le corps de busette et l'acier liquide, soit environ 20 kW/m2 °C. Il en résultait la possibilité d'évacuer un flux de chaleur de 0,56 kW/m.
- Dans ces conditions, un tronçon initial d'une longueur de 0,59 m permettait d'atteindre 14 % d'acier solidifié à la sortie de la busette, tandis que ce volume passait à 20 % pour une longueur de 0,75 m.
- La figure 5 montre l'évolution de la vitesse de cisaillement Vc de l'acier le long d'un rayon r d'une - section quelconque du tronçon initial du canal de coulée (diamètre : Di = 54 mm), dans les conditions précitées de coulée et de brassage.
- Cette vitesse augmente rapidement et fortement au voisinage de la paroi refroidie du canal, c'est-à-dire dans la zone où le refroidissement de l'acier est le plus prononcé. Elle traduit la désagrégation de la couche d'acier solidifiée, qui conserve ainsi une fluidité suffisante pour la coulée.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87870041T ATE56643T1 (de) | 1986-04-02 | 1987-04-01 | Vorrichtung zum giessen von stahl. |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE6/48215A BE904545A (fr) | 1986-04-02 | 1986-04-02 | Procede pour la coulee de l'acier. |
| BE6048215 | 1986-04-02 | ||
| BE6048253 | 1986-08-08 | ||
| BE6/48253A BE905256A (fr) | 1986-08-08 | 1986-08-08 | Dispositif pour la coulee de l'acier. |
| BE6/48278A BE905968R (fr) | 1986-04-02 | 1986-12-17 | Procede et dispositif pour la coulee de l'acier. |
| BE6048278 | 1986-12-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0240482A2 EP0240482A2 (fr) | 1987-10-07 |
| EP0240482A3 EP0240482A3 (en) | 1988-01-13 |
| EP0240482B1 true EP0240482B1 (fr) | 1990-09-19 |
Family
ID=27159695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19870870041 Expired - Lifetime EP0240482B1 (fr) | 1986-04-02 | 1987-04-01 | Dispositif pour la coulée de l'acier |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0240482B1 (fr) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB705762A (en) * | 1951-10-15 | 1954-03-17 | Skf Svenska Kullagerfab Ab | Improvements relating to the continuous casting of metals |
| BE893168A (fr) * | 1982-05-13 | 1982-11-16 | Vesuvius Internat Corp | Orifice d'injection d'un gaz de protection dans un tube de coulee |
| LU84617A1 (fr) * | 1983-01-31 | 1984-10-24 | Arbed | Busettes pour lingotieres ainsi que leur utilisation |
| BE903805A (fr) * | 1985-12-05 | 1986-06-05 | Centre Rech Metallurgique | Procede pour la coulee continue des metaux. |
-
1987
- 1987-04-01 EP EP19870870041 patent/EP0240482B1/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0240482A3 (en) | 1988-01-13 |
| EP0240482A2 (fr) | 1987-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0275228B1 (fr) | Dispositif de fusion et coulée continue de métaux, son procédé de mise en oeuvre et son utilisation | |
| EP0269180B1 (fr) | Dispositif de coulée d'un métal en phase pâteuse | |
| CA2128936C (fr) | Procede de fusion d'un materiau electroconducteur dans un four de fusion par induction en creuset froid et four de fusion pour la mise en oeuvre de ce procede | |
| EP0103220B1 (fr) | Chenal de coulée chauffé par induction | |
| FR2688516A1 (fr) | Dispositif pour la fabrication de metaux et d'alliages de metaux de grande purete. | |
| FR2671992A1 (fr) | Procede de coulee sous pression, a chambre froide. | |
| EP0005676A2 (fr) | Procédé de brassage électromagnétique de billettes ou blooms coulés en continu | |
| EP0092477A1 (fr) | Procédé et dispositif de fabrication d'un lingot d'acier creux | |
| EP0240482B1 (fr) | Dispositif pour la coulée de l'acier | |
| FR2575683A1 (fr) | Procede et installation pour la fabrication continue de tuyaux en fonte a graphite spheroidal a structure controlee | |
| EP0743114B2 (fr) | Procédé de lubrification des parois d'une lingotière de coulée continue des métaux et lingotière pour sa mise en oeuvre | |
| FR2646859A1 (fr) | Procede et appareil pour regler les isothermes d'electrode dans une refonte d'electro-laitier | |
| EP0038275B1 (fr) | Dispositif de coulée continue d'ébauches de tubes métalliques | |
| BE905256A (fr) | Dispositif pour la coulee de l'acier. | |
| EP0586481B1 (fr) | Procede et dispositif pour obtenir un fil en alliage metallique amorphe a base de fer | |
| BE904545A (fr) | Procede pour la coulee de l'acier. | |
| CA2250786C (fr) | Procede de coulee continue des metaux et lingotiere pour sa mise en oeuvre | |
| BE1000221A6 (fr) | Dispositif pour la coulee d'un metal en phase pateuse. | |
| EP0452294B1 (fr) | Procédé et installation pour la coulée continue d'un métal | |
| EP0290423B1 (fr) | Dispositif de fabrication en continu d'une bande métallique mince | |
| FR2553317A1 (fr) | Joint pour installation de coulee continue horizontale des metaux notamment de l'acier et installation de coulee equipee de ce joint | |
| EP0393005A2 (fr) | Procédé et dispositif de refroidissement d'un produit métallique coulé en continu | |
| BE1011970A3 (fr) | Procede d'elaboration d'une enveloppe metallique sur un arbre. | |
| WO1994022619A1 (fr) | Procede et dispositif de realisation d'une enveloppe metallique sur une ame de forme allongee | |
| BE1008246A6 (fr) | Procede pour la coulee continue d'un metal. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT DE ES FR GB IT LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT DE ES FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19880707 |
|
| 17Q | First examination report despatched |
Effective date: 19890301 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE ES FR GB IT LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19900919 Ref country code: SE Effective date: 19900919 Ref country code: NL Effective date: 19900919 |
|
| REF | Corresponds to: |
Ref document number: 56643 Country of ref document: AT Date of ref document: 19901015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3764990 Country of ref document: DE Date of ref document: 19901025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19901230 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19940324 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940329 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19940331 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19940405 Year of fee payment: 8 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19950401 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950401 Ref country code: GB Effective date: 19950401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960103 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980401 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |