EP0212979B1 - Procédé et dispositif pour introduire consécutivement une mèche d'un nouveau pot de filature plein à un banc d'étirage dans un système de filature continue - Google Patents
Procédé et dispositif pour introduire consécutivement une mèche d'un nouveau pot de filature plein à un banc d'étirage dans un système de filature continue Download PDFInfo
- Publication number
- EP0212979B1 EP0212979B1 EP19860306499 EP86306499A EP0212979B1 EP 0212979 B1 EP0212979 B1 EP 0212979B1 EP 19860306499 EP19860306499 EP 19860306499 EP 86306499 A EP86306499 A EP 86306499A EP 0212979 B1 EP0212979 B1 EP 0212979B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sliver
- drawing frame
- fresh
- nip rollers
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims description 7
- 238000009987 spinning Methods 0.000 title 1
- 238000011144 upstream manufacturing Methods 0.000 claims description 5
- 230000002441 reversible effect Effects 0.000 claims description 4
- 230000007246 mechanism Effects 0.000 description 11
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000012840 feeding operation Methods 0.000 description 1
- 230000001012 protector Effects 0.000 description 1
Images





Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/005—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving
- D01H9/008—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving for cans
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/005—Arrangements for feeding or conveying the slivers to the drafting machine
Definitions
- the present invention relates to a method and apparatus for sequentially feeding a fresh sliver in a can delivered to a feed roller means of a drawing frame.
- a detector detects that a tail end of a sliver in a exhausting can drops down from the conveyor and arrives in the vicinity of the above suction nozzle, a signal is generated from the detector, whereby the front end of the fresh sliver held in the suction nozzle is cut, which front end is forwarded together with the tail end of the preceding sliver to a feed roller means of the second drawing frame.
- a first drawing frame 1 of one head and one delivery type is arranged upstream of a second drawing frame 2 of the same type at a suitable distance therebetween.
- an automatic can-exchanger 4 having an oval can path 3 is arranged between the two drawing frames 1 and 2, between the two drawing frames 1 and 2, an automatic can-exchanger 4 having an oval can path 3 is arranged.
- the second drawing frame 2 is provided with an auto-leveler (not shown) for leveling a thickness unevenness of sliver of both short and long periods.
- This type of auto-leveler is well-known in the art, such as disclosed in JP-B-6 012 447 and, therefore, the description thereof is eliminated in this specification.
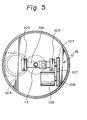
- a can 5 deposited at a delivery position A and now accommodating a sliver delivered from the first drawing frame 1, an empty can 6 deposited at a waiting position I for the next can exchange, and a full can 7 pushed out from the delivery position A to a push-out position B are arranged along a semi-circular path.
- a predetermined number of supply cans 8 are deposited at supply positions C through G and at least one empty can 9 is disposed at a reserve position H prior to the waiting position I.
- the number of the supply cans 8 at the supply positions C through G corresponds to a doubling number of slivers processed in the second drawing frame 2.
- the amounts of sliver stored in the supply cans 8 initially differ from each other in such a manner that the last can 8 at the position C closest to the full can 7 is 100 % full of sliver and the top can 8 at the position G has the least amount of sliver while the middle cans 8 at the positions D through G have, in order, a gradually decreased amount of sliver so that a so-called "tapered operation" can be carried out, the content in the supply can 8 occupying the position G is exhausted one by one as the sliver processing in the second drawing frame 2 is continued, if the respective can 8 is forwarded to the succeeding position in the clockwise direction in Fig. 1 when one of the supply cans 8 is exhausted.
- a plurality of can-exchanging arms 10 are provided in front of the can 5 at the delivery position A of the first drawing frame 1, each of which arms 10 is rotatable in the clockwise direction at a predetermined angle when the can 5 is full with sliver so as to push the empty can 6 at the waiting position I in to the delivery position A and push out the full can 5 to the push-out position B, which, in turn, causes the preceding full can 7 to displace from the push-out position B where search of a sliver end is carried out, as stated later, to the supply position C, as well as causes a newly generated empty can 9 to back toward the first drawing frame 1 to a reserve position H.
- a positively driven roller-conveyor 11 is arranged in a region of the can path 3 near the supply position C. With cooperation of the roller-conveyor 11 and the can-exchanging arms 10, the supply can B is successively forwarded in the direction shown by an arrow at a time when the can 5 at the delivery position A has been full.
- a turn-table 12 is arranged at the push-out position B of the preceding doffed full can 7, which is slowly rotatable in the arrowed direction in accordance with a signal indicating the completion of the doffing operation of the first drawing frame 1.
- the search for a free end of a sliver dropping down from the periphery of the can 7 is carried out with the cooperation of a detecting means 50, such as a photoelectric tube, attached to a suction nozzle 17 of a suction arm 13 (see Fig. 3) while the can 7 is rotated by means of the turning table 12, whereby the sliver end is positioned at a predetermined suction position.
- the suction arm 13 movable up and down is provided so as to face the front side of the full can 7, which position and withdraws the sliver from the can 7 while sucking the sliver end thereby.
- the root portion of the suction nozzle 13 connected to a suction source (not shown) is related to a turning mechanism 15 and a swinging mechanism 16 mounted on a base 14.
- the suction arm 13 is turnable at a predetermined angle substantially in the horizontal plane passing through an upper position thereof by means of the turning mechanism 15. Further, the suction arm 13 is swingable at a predetermined angle substantially in the vertical plane between the lower position corresponding to the suction position and the upper position. More specifically, as illustrated in Figs.
- the turning mechanism 15 comprises a disc 101 rotatably mounted on a stand 22 and a motor 104 for driving the disc 101 through gears 102 and 103.
- the swinging mechanism 16 comprises a shaft 106 rotatably held by a pair of supports 105, 105 and a motor 109 for driving the shaft 106 through gears 107 and 108, on which shaft 106 is fixedly secured the root of the suction arm 13.
- a suction nozzle 17 is pivoted at the tip end of the suction nozzle 13 and rotatable axially by means of a motor 53.
- a mouth of the suction nozzle 17 is covered with a wire mesh 52, on which the sliver end is held by suction and lifted to to a sliver-transferring position disposed above the supply position C.
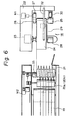
- a sliver nipping and supplying device 18 for receiving a fresh sliver 31 withdrawn from the full can 7 and supplying the same to the second drawing frame 2 is provided immediately upstream of a pair of feed rollers 20a, 20b and a screw guide 21, both of which are secured on a frame of a sliver conveyor 19 extending backward from the back side of the second drawing frame 2.
- the sliver nipping and supplying device 18 is mounted on a stand 22 installed on a basement 14 in the central region of the can-exchanger 4. Inside of the upper portion of the stand 22, a swing arm 24 is pivoted and rotated back and forth, by a motor 23, at a predetermined angle in a vertical plane.
- a nip roller 25 of a fixed position is rotatably secured at the upper end of the swing arm 24.
- a friction roller 26 which, in turn, is engageable with another friction roller 27 fixedly mounted to an output shaft of a motor M1 when the swing arm 24 is in the sliver nip position shown in Fig. 2.
- This nip roller 25 is mated with a displaceable nip roller 28 rotatably mounted at the end of a swing lever 29 pivoted on the swing arm 24 as stated before.
- the swing lever 29 is made to reversibly rotate at a predetermined angle about a pivot thereof by a motor (not shown) connected thereto, whereby the displaceable nip roller 28 is engageable with and disengageable from the nip roller 25 of the fixed position.
- a detector 30 such as a photoelectric tube is provided for detecting the front end of the sliver 31 lifted up from the full can 7 by the suction arm 13 on the stand 22 at a position above the nip roller 25 when the swing arm 24 occupies the sliver transferring position as shown in Fig. 2.
- a V-shaped guide 32 is secured for smoothly guiding the sliver 31 during the reversing operation thereof to the can 7.
- a receiving plate (not shown) for the sliver 31 which is released from the suction arm 13 may be provided between the V-shaped guide 32 and the suction arm 13. As illustrated in Fig.
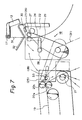
- a friction roller 33 is arranged immediately upstream of the pair of feed rollers 20a, 20b provided on the rear side of the second drawing frame 2 and is driven by the feed roller 20a through the conventional pulley and belt means.
- the sliver 31 nipped by the pair of nip rollers 25 and 28 is forwarded by the normal rotation of the latter with the friction roller 26 coaxially fixed with the nip roller 25 being pressed onto the friction roller 33 when the nip roller 25 is moved to the sliver feeding position shown by an imaginary line in Fig. 2 according to rotation of the swing arm 24.
- the screw guide 21 is connected to a motor M2 through the conventional pulley and belt means so that the screw guide 21 makes one rotation as the fresh sliver 31 is supplied between the feed rollers 20a, 20b, whereby the old slivers precedingly supplied to the feed roller 20a, 20b are transversely shifted by one pitch of the screw guide 21.
- the first drawing frame 1 is made to stop. Thereafter, the can-exchanging arm 10 and the roller conveyor 11 start to rotate at substantially the same time, whereby the doffing operation of the full can 5 at the delivery position A and the donning operation of the empty can 6 at the waiting position I are carried out. Simultaneously therewith, the pushing-out operation of the preceding full can 7 from the push-out position B and the pushing-in operation of the empty can 9 from the reserve position H to the waiting position I are also completed. After the completion of can-exchanging, the searching operation for the sliver end is carried out on the as-doffed can 7 deposited on the turn table 12.
- the turning mechanism 15 is operated so that the suction arm 13 waiting at a waiting position shown by a solid line in Fig. 1 turns counter-clockwise to an operating position shown by an imaginary line in Fig. 1. Then, the suction arm 13 is lowered down from an upper position to a lower position shown by an imaginary line in Fig. 2 by means of the swinging mechanism 16.
- suction of the suction nozzle 17 is commenced.
- the turn- table 12 When the suction arm 13 arrives at the lower position to operate a limit switch (not shown), the turn- table 12 is made to turn, which, in turn, rotates the full can 7 in the arrowed direction so that the front end of the sliver dropping down from the periphery of the can 7 is sucked and held on a wire mesh 52 covering a mouth of the suction nozzle 17.
- the turn-table 12 Upon the detection of the sliver end by a detector 50 incorporated in the suction nozzle 17, the turn-table 12 is made to stop, and, simultaneously therewith, the swinging mechanism 16 is operated so that the suction arm 13 is displaced from the lower position to the upper position, whereby the sliver 31 is withdrawn from the full can 7.
- the turning mechanism 15 is again operated to make the suction arm 13 rotate in the clockwise direction in Fig. 1 and retreat to the position of a solid line.
- the sliver 31 lifted up from the can 7 can be introduced between the pair of nip rollers 25 and 28 of the sliver nipping and supplying device 18 waiting with both the rollers 25, 28 being separated from each other to form an opening therebetween, as shown in Fig. 2.
- a detector 30 such as a photoelectric tube detects the sliver 31 introduced between the nip rollers 25 and 28, a signal is generated therefrom to start a motor (not shown) to displace the nip roller 28 in the clockwise direction as shown in Fig. 2, whereby the rollers 25 and 28 engage with each other and nip the sliver 31 therebetween.
- suction transmitted to the suction nozzle 17 is interrupted, and the end portion of the sliver 31 lifted by the suction nozzle 17 is dropped down on the protector (not shown).
- the motor M1 After releasing of the sliver end from the suction nozzle, the motor M1 is made to start to cause the reversing of the nip rollers 25, 28 through the friction rollers 27 and 26, whereby the sliver 31 is backed to the full can 7.
- the motor M1 is made to stop immediately before the sliver end passes through the nip zone between the nip rollers 25, 28 by the action of the detector 30. According to this reversing of the nip rollers 25, 28, a length of the free end of the sliver 31 extending out from the nip zone of the nip rollers 25, 28 becomes very short.
- the sliver nipping and supplying device 18 is maintained in the state with the nip rollers 25, 28 holding the sliver end until the next doffing of the first drawing frame 1 and the next can supply for the second drawing frame 2 are completed.
- a signal is generated from a detector (not shown) for supplying a fresh sliver.
- the motor 23 is made to start to cause the swing arm 24 together with the nip rollers 25, 28 to displace forward from above said nip position to a feed position. Because the length of the sliver end projected out from the nip rollers 25, 28 is very short, this portion of the sliver is kept straight without bending during the displacement.
- the friction roller 26 coaxially fixed with the nip roller 25 is pressed onto the rotating friction roller 33, whereby the nip rollers 25, 28 are rotated in the normal direction so that the front end of the fresh sliver 31 held thereby is forwarded between the feed rollers 20a, 20b.
- the screw guide 21 arranged upstream thereof is caused to make one rotation by means of the motor M2 so that the older slivers now being processed are transversely displaced by one pitch of the screw guide 21.
- the sliver 31 is released from the nip zone between the nip rollers 25 and 28 through the backward swing motion of the swing lever 29 caused by the motor (not shown), because this motion of the lever 29 causes, in turn, the disengagement of the nip roller 28 from the nip roller 25.
- the fresh sliver 31 is continuously supplied to a space of the screw guide 21 prepared by the transverse displacement of the older slivers.
- the swing arm 24 together with the nip rollers 25 and 28 is made to reverse from the feed position to the nip position through the action of the motor 23 and maintained in the latter position while the nip rollers 25 and 28 are separated from each other until the next sliver supply is needed.
- FIG. 8 another embodiment of the sliver nipping and feeding device 18 is illustrated, in which, instead of a pair of simple nip rollers 25 and 28 of the above embodiment, a pair of nip rollers with aprons 25A and 28A, such as a tensor bar type, are utilized. Because the nip zone of the aproned nip rollers 25A and 28A is longer than that of the former embodiment, the sliver end waiting in the nip position while held between the pair of rollers can be perfectly concealed within the nip zone of the aproned nip rollers 25A and 28A so as not to damage the sliver end.
- a pair of nip rollers with aprons 25A and 28A such as a tensor bar type
- the bending of the sliver end is avoidable during the displacement thereof from the nip position to the feed position, whereby the sliver end is smoothly supplied to the feed system of the second drawing frame, which, in turn, eliminates the thickness variance of the resultant sliver and the blockage of a trumpet provided on a coiler motion of the second drawing frame.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Claims (7)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP18796985A JPH0663144B2 (ja) | 1985-08-26 | 1985-08-26 | 紡機におけるスライバ供給方法 |
| JP187969/85 | 1985-08-26 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0212979A2 EP0212979A2 (fr) | 1987-03-04 |
| EP0212979A3 EP0212979A3 (en) | 1987-12-09 |
| EP0212979B1 true EP0212979B1 (fr) | 1989-10-25 |
Family
ID=16215315
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19860306499 Expired EP0212979B1 (fr) | 1985-08-26 | 1986-08-21 | Procédé et dispositif pour introduire consécutivement une mèche d'un nouveau pot de filature plein à un banc d'étirage dans un système de filature continue |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0212979B1 (fr) |
| JP (1) | JPH0663144B2 (fr) |
| DE (1) | DE3666595D1 (fr) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3802414A1 (de) * | 1988-01-28 | 1989-08-10 | Fritz Stahlecker | Spinnmaschine mit einer vielzahl von nebeneinander angeordneten spinnstellen |
| ES2032054T3 (es) * | 1988-03-22 | 1993-01-01 | S.P.A. Pettinatura Italiana | Procedimiento y aparato para encontrar uno de los extremos de una banda o mecha de fibra textil y para acoplarlo con los elementos de alimenacion de una maquina textil. |
| JPH01278059A (ja) * | 1988-04-28 | 1989-11-08 | Nec Corp | 半導体集積回路装置 |
| EP0472962A1 (fr) * | 1990-08-16 | 1992-03-04 | Maschinenfabrik Rieter Ag | Procédé et dispositif pour introduire une mèche dans un système d'etirage courant d'une machine textile, particulierement d'une metier a filer a anneaux |
| IT1241035B (it) * | 1990-12-21 | 1993-12-27 | Sant Andrea Novara Spa | Impianto e procedimento per lo stiro di nastri di fibre tessili, lavorante in continuo. |
| US5586641A (en) * | 1993-07-22 | 1996-12-24 | Trutzschler Gmbh & Co. Kg | Apparatus for feeding slivers to a drawing frame |
| DE4324540A1 (de) * | 1993-07-22 | 1995-01-26 | Truetzschler Gmbh & Co Kg | Vorrichtung zum Zuleiten von Faserbändern zu einer Strecke in einer Spinnerei |
| IT1293613B1 (it) * | 1996-08-22 | 1999-03-08 | Truetzschler & Co | Sistema di trasporto di vasi fra due stiratoi consecutivi nel ciclo di lavorazione |
| DE19722536A1 (de) * | 1996-08-22 | 1998-02-26 | Truetzschler Gmbh & Co Kg | Kannenfördersystem zwischen zwei im Arbeitsgang aufeinanderfolgenden Strecken |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0069087B1 (fr) * | 1981-06-19 | 1986-01-15 | Officine Savio S.p.A. | Procédé et dispositif pour charger un râtelier et pour interconnecter des machines de traitement de fibres |
-
1985
- 1985-08-26 JP JP18796985A patent/JPH0663144B2/ja not_active Expired - Fee Related
-
1986
- 1986-08-21 EP EP19860306499 patent/EP0212979B1/fr not_active Expired
- 1986-08-21 DE DE8686306499T patent/DE3666595D1/de not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| EP0212979A3 (en) | 1987-12-09 |
| DE3666595D1 (en) | 1989-11-30 |
| EP0212979A2 (fr) | 1987-03-04 |
| JPS6245729A (ja) | 1987-02-27 |
| JPH0663144B2 (ja) | 1994-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4125990A (en) | Open-end spinning machine | |
| US3695017A (en) | Automatic yarn piecing apparatus for spindleless spinning machine | |
| JP2752503B2 (ja) | 自動式のワインダ | |
| US4127983A (en) | Yarn guiding and threading mechanisms for use with textile yarn processing machines | |
| US4687148A (en) | Apparatus and process for forming a thread-reserve winding | |
| EP0212979B1 (fr) | Procédé et dispositif pour introduire consécutivement une mèche d'un nouveau pot de filature plein à un banc d'étirage dans un système de filature continue | |
| JP2792879B2 (ja) | 紡績運転再開のための方法 | |
| US6189826B1 (en) | Apparatus and method for guiding and cutting a continuously advancing yarn during a winding process | |
| JPS61169452A (ja) | 糸端の口出し装置 | |
| EP0220945B1 (fr) | Installation de filature continue pour connecter plusieurs machines de cardage à une étireuse | |
| US5778651A (en) | Method of, and device for, spinning-in yarn on an open-end spinning machine | |
| US4736898A (en) | Means for positioning the end of yarn on a cross-wound bobbin | |
| US4996747A (en) | Combing machine | |
| JPS59149275A (ja) | コツプの巻き管に糸端部をはさみ込みかつ保持するための装置 | |
| EP0721910B1 (fr) | Dispositif pour la manipulation et la distribution de bobines aux stations d'une machine à bobiner les bobines | |
| GB2142048A (en) | Process and apparatus for setting a friction spinning unit in operation | |
| US5494231A (en) | Method and apparatus for finding and feeding a yarn end to be taken up in a textile winder | |
| JP3283578B2 (ja) | 操作オートマトンとエアージェット紡績機の紡績ステーションとの間の動作シーケンスの制御方法および制御装置 | |
| US3688486A (en) | Textile machine | |
| US5430917A (en) | Method and apparatus for piecing lap sheets | |
| US4002305A (en) | Device for forming a tail wind around a bobbin held by a take-up mechanism of a ringless spinning machine | |
| US4248037A (en) | Yarn positioning means for open-end spinning machine piecing apparatus | |
| US5293738A (en) | Device for picking up and preparing the skein end for rejoining in an open-end spinning machine | |
| JPH03138265A (ja) | コツプの表面からバツクワインデイング糸を剥離するための装置 | |
| US4905356A (en) | Residual lap clearing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19860915 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 19880425 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 3666595 Country of ref document: DE Date of ref document: 19891130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940707 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940817 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19950821 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19960430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19990827 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990830 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050821 |