EP0185262B1 - Hubmagnet - Google Patents
Hubmagnet Download PDFInfo
- Publication number
- EP0185262B1 EP0185262B1 EP85115476A EP85115476A EP0185262B1 EP 0185262 B1 EP0185262 B1 EP 0185262B1 EP 85115476 A EP85115476 A EP 85115476A EP 85115476 A EP85115476 A EP 85115476A EP 0185262 B1 EP0185262 B1 EP 0185262B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- armature
- winding carrier
- magnet
- magnet frame
- yoke
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000004804 winding Methods 0.000 claims abstract description 60
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 8
- 230000008569 process Effects 0.000 claims description 6
- 238000003466 welding Methods 0.000 claims 3
- 238000003780 insertion Methods 0.000 claims 2
- 230000037431 insertion Effects 0.000 claims 2
- 239000002184 metal Substances 0.000 description 14
- 229910052751 metal Inorganic materials 0.000 description 14
- 238000005452 bending Methods 0.000 description 6
- 230000005284 excitation Effects 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 210000000078 claw Anatomy 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 238000005352 clarification Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F3/00—Cores, Yokes, or armatures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/06—Electromagnets; Actuators including electromagnets
- H01F7/08—Electromagnets; Actuators including electromagnets with armatures
- H01F7/081—Magnetic constructions
Definitions
- the invention relates to a solenoid with a, the magnetic yoke to the armature, frame-shaped yoke and inserted into the yoke, the coil winding carrying the excitation winding, in which the axially displaceable armature is guided, an armature pole arranged at the bottom of the yoke part partially in immerses the winding carrier, the yoke being designed as a one-piece magnetic frame and shaped as a stamped and bent part from a sheet metal blank, and wherein the angled ends of the magnetic frame are provided with semicircular recesses which encompass the collar of the winding carrier and goes from DE-B-1 958 149, and a method for producing such a solenoid.
- Such solenoids are used to drive mechanical actuators or as locking magnets, the armature being pulled out of an initial position against the armature counter pole when the excitation winding of the solenoid is energized and thereby actuating the actuator.
- the return of the armature to the initial position is generally carried out by a spring force when the excitation current is switched off.
- Lifting magnets with a U-shaped yoke, with a pole core (armature opposite pole) being riveted into the yoke base, are generally known.
- the pole core also serves to centrally hold and guide the winding support.
- the winding support is inserted into the U-shaped yoke and a cover plate is provided which is provided with a central bore, pushed over a collar of the winding support and connected / riveted to the ends of the yoke side parts.
- the cover plate is oriented towards the yoke via recesses on the yoke side parts, the depth of which corresponds to the thickness of the cover plate.
- a lifting magnet is known from DE-B-1 958 149, which is provided with frame-shaped yoke parts shaped as punched and bent parts from a sheet metal blank, the upper ends of the yoke parts being provided with semicircular recesses encompassing an armature pole sleeve. It is intended to weld the yoke parts to one another and to the pole sleeve.
- the pole core of the known lifting magnet is inserted into a further pole sleeve, which is inserted into a hole in the yoke base and is also welded to the yoke here.
- the invention is based on the object, while avoiding the disadvantages described above, to provide a lifting magnet which consists of only a few individual parts, is more cost-effective to manufacture and, in terms of achievable lifting work and the course of the characteristic curve, largely corresponds to the known designs and sizes.
- This object is achieved in that at the angled ends of the magnetic frame, on the inwardly facing surfaces holding lugs are formed, which engage after the bending of the side parts of the magnetic frame via the previously inserted winding carrier in recesses formed on its upper flange.
- Another object of the invention is to provide a method by means of which a lifting magnet designed in this way can be produced inexpensively.
- a magnetic frame is used, the upper ends of which are bent at right angles to the side parts (yoke legs) and the side parts are pre-bent to such an extent that the winding support can still be inserted into the frame such that the magnetic frame with the inserted winding support is in one Mounting device is used, and that the side parts are bent into their final, right-angled position, the free ends of the magnetic frame with semicircular recesses provided for this purpose encompass the upper collar of the winding support and on the inside of the ends molded locking hooks in corresponding, in the flange of the winding support provided recesses click into place.
- the yoke which is designed as a one-piece magnetic frame, is simply bent together after the winding support has been inserted and is locked in place with the winding support.
- the one-piece design of the magnetic frame and the armature counterpole always ensures the exact central position of the armature counterpole and is no longer dependent on the manufacturing-related center deviations of the core attachment or riveting accuracy. Manufacturing-related misalignments in the case of an eccentric position of the rivet attachment of the armature counterpole, as well as in the case of oblique riveting of the armature counterpole, are completely eliminated.
- the lifting magnet according to the invention can be designed completely in accordance with the designs used hitherto and has the same characteristic operating data (interchangeability) —however, it can be produced much more economically.
- the operating characteristics can be maintained much more uniformly, without having to use complex assembly and control devices.
- the manufacturing process specified reduces the manufacturing process to a few work steps, which can also be carried out without complex assembly gauges etc.
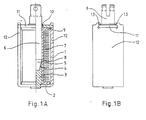
- the lifting magnet essentially consists of a U-shaped yoke 1 with a pole core 3 riveted into the yoke base 2.
- the pole core is here, for example, provided with a conical recess 4 into which the likewise conical end 5 of the magnet armature 6 is immersed in the armature end position.
- the winding carrier 8 provided with the excitation winding 7 is inserted into the U-shaped yoke, the lower end of which is pushed over the pole core 3 and is guided and held here centrally.
- the winding support is provided with a round, central through opening in which the axially displaceable armature 6 is also arranged and guided.
- a flange 9 is provided, which is provided with a collar 10.
- a metallic cover plate 11 is provided, in the central opening of which the collar is immersed.
- the cover plate is connected to the yoke legs 12 by riveting 13.
- the cover plate is oriented towards the yoke via recesses in the yoke, the depth of which corresponds to the thickness of the cover plate.
- FIGS. 1A, B a lifting magnet according to the invention is shown.
- magnetic frame 14 simultaneously fulfills the functions of yoke 1, cover plate 11 and pole core 3 of the known type according to FIG. 1.
- FIGS. 1A, B the corresponding reference numerals of FIGS. 1A, B are entered here, but with a Provide index.
- the one-piece magnetic frame 14 is bent around the winding carrier 8, the pole core 3 'being immersed at the lower end of the winding carrier and holding it centrally here.
- the pole core is as from the material of the Magnetic frame stamped, cylindrical sheet metal passage formed.
- the angled ends 15 of the magnetic frame engage over the flange 9 of the winding support.
- the ends are provided with semicircular recesses 16 and encompass the collar 10 of the winding support.
- locking hooks 17 are integrally formed on the ends of the magnetic frame, which engage in locking recesses 18 in the flange of the winding support and prevent the magnetic frame from springing back after bending over the winding support.
- the pole core 3 'shown in FIG. 2 is designed as an open passage in the form of a hollow cylinder into which the armature 6 is immersed with its stepped conical end 5'.
- the characteristic of the magnet system is determined by the cone angle a.
- This pair of poles mainly produces lifting force characteristics with a high initial force, whereby the shape of the characteristic can be varied within a wide range by changing the cone angle a.
- a round dome 19 with a flat, closed surface 20 is stamped out of the material of the magnetic frame instead of the open sheet metal passage. In cooperation with an armature with a flat pole end, it points such a magnet system has an increasing lifting force characteristic with high final forces.
- pole core 3 is shown in the sheet metal blank according to FIGS. 8, 9.
- the pole core 3 is conical.
- the pole core is formed from the material of the yoke base 2 'by an embossing process.
- the conical pole core is provided with an annular step 26. The surface of the step formed in this way serves as a stop surface for the front annular surface 27 of the magnet armature 6 'shown in FIG.
- the conical pole core 3 "being immersed in the corresponding conical recess 28 when the armature is supported on this step of armature and pole core, as well as the arrangement of the step, so that a small air gap remains between the conical surfaces
- the part 29 of the pole core cone located below the step serves to center the winding carrier when it is inserted into the magnetic frame and ensures that centric position of the winding carrier and thus centric run of the armature to the core.
- the magnetic frame 14 is made from a sheet metal blank, the shape of which is shown in FIGS. 4, 5; 6, 7 and 8, 9 can be seen. It is preferably provided to create the magnetic frame as a stamped and bent part. 4 to 9, the sheet metal blank is punched out and the locking hooks 17 are cut out and bent out of the plane.
- the pole core 3 ', 3 ", 3"' is either as an open, cylindrical sheet metal passage (Fig. 4.5), as a closed, cylindrical dome 19 (Fig. 6, 7) or as a conical Embossing (Fig. 8, 9) is formed.
- the bending lines 21 for the subsequent bending and shaping of the final holding frame are also indicated by dash-dotted lines.
- Recesses 22 are provided, which are arranged so that gripping arms (claws) of the mounting device explained in more detail below can engage in them. These recesses are so arranged on the bending edges between the yoke base and yoke legs that the recesses are in the yoke legs (side parts) after bending the magnetic frame and the gripping devices (claws) can act directly on the yoke base.
- a magnetic frame 14 is provided, the upper ends 15 of which are already bent at right angles with respect to the side legs (yoke legs 12), while the side legs are only pre-bent with respect to the yoke base 2 'or the axis of the magnet system so that straight it is also possible to plug the winding carrier 8 onto the pole core 3 ', 3 "or 3"'.
- the lifting magnet which has been prefabricated so far is inserted into an assembly device, the magnetic frame 14 then being located in a die 23 with the contour 24 indicated by dash-dotted lines.
- Two claws 25 then engage in the recesses 22 of the magnetic frame and pull / push it with the forces F into the die.
- the recesses in the yoke legs are arranged so that the claws act directly on the yoke base 2 '.
- the yoke legs are then pivoted inward (arrow direction a) and their angled ends 15 pass over the upper flange 9 of the winding support.
- the semicircular recesses 16 encompass the collar 10 of the winding carrier and at the same time the latching hooks 17 of the magnetic frame come into engagement with the latching recesses 18 of the winding carrier flange 9. A firm bond is thus produced between the magnetic frame and the winding carrier.
- the magnet system thus completed is then removed from the assembly tool and the magnet armature inserted.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Electromagnets (AREA)
- Manufacture Of Motors, Generators (AREA)
- Liquid Crystal (AREA)
- Reciprocating, Oscillating Or Vibrating Motors (AREA)
Description
- Die Erfindung betrifft einen Hubmagneten mit einem, den magnetischen Rückschluß zum Anker bildenden, rahmenförmigen Joch sowie einem in das Joch eingefügten, die Erregerwicklung tragenden Wicklungsträger, in dem der axial verschiebbare Anker geführt ist, wobei ein am Boden des Jochteiles angeordneter Anker-Gegenpol teilweise in den Wicklungsträger eintaucht, wobei das Joch als einstückiger Magnetrahmen ausgebildet und als Stanz-Biegeteil aus einem Blechzuschnitt geformt ist und wobei die abgewinkelten Enden des Magnetrahmens mit halbkreisförmigen Ausnehmungen versehen sind, die den Kragen des Wicklungsträgers umgreifen und geht dabei von der DE-B-1 958 149 aus, sowie ein Verfahren zur Herstellung eines derartigen Hubmagneten.
- Derartige Hubmagnete dienen zum Antrieb mechanischer Stellglieder oder als Verriegelungsmagnete, wobei bei der Bestromung der Erregerwicklung des Hubmagneten der Anker aus einer Anfangslage heraus gegen den Anker-Gegenpol gezogen wird und dabei die Betätigung des Stellgliedes bewirkt. Die Rückkehr des Ankers in die Anfangslage erfolgt dabei im allgemeinen durch eine Federkraft bei Abschaltung der Erreger-Bestromung.
- Hubmagnete mit einem U-förmigen Joch, wobei in den Jochboden ein Pol-Kern (Anker-Gegenpol) eingenietet ist, sind allgemein bekannt. Außer der Leitung des Magnetflusses dient der Polkern dabei zur zentrischen Aufnahme und Führung des Wicklungsträgers. In das U-förmige Joch ist dabei der Wicklungsträger eingesetzt und es ist eine Deckplatte vorgesehen, die mit einer zentrischen Bohrung versehen, über einen Kragen des Wicklungsträgers geschoben und mit den Enden der Jochseitenteile verbunden/vernietet ist. Die Ausrichtung der Deckplatte zum Joch hin erfolgt über Ausnehmungen an den Jochseitenteilen, deren Tiefe der Dicke der Deckplatte entspricht.
- Für eine optimale Funktion des Hubmagneten ist es dabei erforderlich, daß die Achsen des Polkernes sowie des im Wicklungsträger geführten Ankers genau fluchten.
- Bei der Herstellung derartiger Hubmagnete entstehen jedoch häufig Fluchtungsfehler durch Rundlaufungenauigkeiten des Nietzapfens des Polkernes, schiefes Einnieten des Kernes, Mittenversatz der Deckplattenbohrung sowie Fügespalte zwischen Joch und Deckplatte und zwischen Joch und Kernnietzapfen.
- Außerdem tritt durch die unvermeidbaren Fügespalte eine Erhöhung des magnetischen Widerstandes des Eisenkreises auf, der eine erhöhte elektrische Erregerleistung erfordert. Weiterhin sind aufwendige Vorkehrungen erforderlich, um eine Verformung der Jochschenkel beim Nieten der Deckplatte zu vermeiden.
- Aus der DE-B-1 958 149 ist ein Hubmagnet bekannt geworden, der mit rahmenförmigen, als Stanz-Biegeteile aus einem Blechzuschnitt geformten Jochteilen versehen ist, wobei die oberen Enden der Jochteile mit halbkreisförmigen, eine Anker-Polhülse umgreifenden Ausnehmungen versehen sind. Dabei ist vorgesehen, die Jochteile miteinander und mit der Polhülse zu verschweißen. Der Polkern des bekannten Hubmagneten ist dabei in eine weitere Polhülse eingesetzt, die in eine Bohrung im Jochboden eingesteckt und hier ebenfalls mit dem Joch verschweißt ist.
- Darüber hinaus ist es aus dem DE-U-6 751 655 sowie der DE-A-2 953 568 bekannt, den Anker-Gegenpol (Polkern) eines Hubmagneten einstückig aus dem Material des Jochbodens herauszuprägen.
- Alle bekannten Magnetsysteme sind jedoch aus einer mehr oder weniger großen Anzahl von verschiedenen Einzelteilen zusammengefügt, wobei Fluchtungsungenauigkeiten bem Zusammenfügen der einzelnen Teile durch aufwendige Montagevorrichtungen bzw. äußerst präzise aufeinander abgestimmte Einzelteile verhindert werden müssen.
- Der Erfindung liegt nunmehr die Aufgabe zugrunde, unter Vermeidung der vorstehend erläuterten Nachteile einen Hubmagneten zu schaffen, der aus nur wenigen Einzelteilen besteht, kostengünstiger herstellbar ist und dabei in bezug auf erzielbare Hubarbeit sowie Kennlinienverlauf weitestgehend den bekannten Bauformen und -größen entspricht.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß an den abgewinkelten Enden des Magnetrahmens, an deren nach innen weisenden Flächen Haltenasen ausgebildet sind, die nach dem Zusammenbiegen der Seitenteile des Magnetrahmens über den zuvor eingefügten Wicklungsträger in an dessen oberem Flansch eingeformte Ausnehmungen eingreifen.
- Weitere vorteilhafte Ausgestaltungen der Erfindung sind in den Ansprüchen 2 - 7 näher erläutert.
- Eine weitere Aufgabe der Erfindung besteht darin, ein Verfahren anzugeben, mittels dem ein derartig gestalteter Hubmagnet kostengünstig hergestellt werden kann.
- Diese Aufgabe wird dadurch gelöst, daß ein Magnetrahmen verwendet wird, dessen obere Enden rechtwinklig zu den Seitenteilen (Jochschenkel) abgebogen sind und dessen Seitenteile soweit vorgebogen sind, daß der Wicklungsträger noch in den Rahmen einfügbar ist, daß der Magnetrahmen mit dem eingefügten Wicklungsträger in eine Montagevorrichtung eingesetzt wird, und daß darin die Seitenteile in ihre endgültige, rechtwinklige Lage gebogen werden, wobei die freien Enden des Magnetrahmens mit hierzu vorgesehenen halbkreisförmigen Ausnehmungen den oberen Kragen des Wicklungsträgers umgreifen und an der Innenseite der Enden angeformte Rasthaken in entsprechende, im Flansch des Wicklungsträgers vorgesehene Ausnehmungen einrasten.
- Weitere vorteilhafte Ausgestaltungen eines Herstellungsverfahrens sind in den Ansprüchen 9 und 10 näher erläutert.
- Die mit der Erfindung erzielten Vorteile bestehen insbesondere darin, daß das als einstückiger Magnetrahmen ausgebildete Joch nach dem Einfügen des Wicklungsträgers einfach zusammengebogen und mit dem Wicklungsträger verrastet wird.
- Fügespalte, die bei den bislang verwendeten, eingenieteten Deckplatten im Flußverlauf immer vorhanden waren, entfallen vollständig. Bei Formung des Anker-Gegenpoles als aus dem Material des Jochbodens herausgeprägten Dom bzw. Durchzug, entfällt weiterhin das Einnieten des Kern-Polstückes, wobei auch hier Fügespalte vollständig vermieden werden.
- Dabei ist durch die einstückige Ausbildung des Magnetrahmens und des Anker-Gegenpoles stets die genau zentrische Lage des Anker-Gegenpoles gewährleistet und nicht mehr von herstellungsbedingten Mittenabweichungen des Kernansatzes bzw. Einnietgenauigkeiten abhängig. Herstellungsbedingte Fluchtungsfehler bei exzentrischer Lage des Nietansatzes des Anker-Gegenpoles, sowie bei schiefem Einnieten des Anker-Gegenpoles entfallen vollständig.
- Der erfindungsgemäße Hubmagnet kann in seinen äußeren geometrischen Abmessungen vollständig entsprechend den bislang verwendeten Ausführungen ausgebildet sein und weist dabei die gleichen charakteristischen Betriebsdaten auf (Austauschbarkeit) - ist jedoch wesentlich kostengünstiger herstellbar. Darüber hinaus können die Betriebskenndaten wesentlich gleichmäßiger eingehalten werden, ohne daß aufwendige Montage- und Kontrollvorrichtungen verwendet werden müssen. Durch das angegebene Herstellungsverfahren wird der Fertigungsablauf auf wenige Arbeitsgänge reduziert, die darüber hinaus ohne aufwendige Montagelehren etc. durchgeführt werden können.
- Ein Ausführungsbeispiel der Erfindung ist in der Zeichnung dargestellt und wird im folgenden näher erläutert.
- Es zeigen
- Fig. 1 A, B die Ansichten eines Hubmagneten bekannter Bauart,
- Fig. 2 die Ansicht des erfindungsgemäßen Hubmagneten im Halbschnitt,
- Fig. 3 die Draufsicht auf den Magneten gemäß Fig. 2,
- Fig. 4 die Ansicht eines Blechzuschnittes für den Magnetrahmen des Hubmagneten,
- Fig. 5 die Ansicht des Blechzuschnittes gemäß Fig. 4 im Schnitt,
- Fig. 6 die Ansicht eines modifizierten Blechzuschnittes für den Magnetrahmen,
- Fig. 7 die Ansicht des Blechzuschnittes gemäß Fig. 6 im Schnitt,
- Fig. 8 die Ansicht eines weiteren modifizierten Blechzuschnittes für den Magnetrahmen,
- Fig. 9 die Ansicht des Blechzuschnittes gemäß Fig. 8 im Schnitt,
- Fig. 10 die Ansicht des unteren Endes eines Magnetankers, und
- Fig. 11 die Ansicht eines Montagewerkzeuges mit eingebrachtem Hubmagneten im Teilschnitt.
- In den Fig. 1 A und 1 B ist ein Hubmagnet bekannter Bauart dargestellt. Der Hubmagnet besteht im wesentlichen aus einem U-förmigen Joch 1 mit einem in den Jochboden 2 eingenieteten Polkern 3. Zur Anpassung und Ausbildung einer bestimmten Arbeits-Kennlinie ist der Polkern hier beispielsweise mit einer konischen Ausnehmung 4 versehen, in die das gleichfalls konische Ende 5 des Magnetankers 6 in Anker-Endstellung eintaucht. In das U-förmige Joch ist der mit der Erregerwicklung 7 versehene Wicklungsträger 8 eingefügt, wobei dieser an seinem unteren Ende über den Polkern 3 geschoben ist und hier zentrisch geführt und gehalten ist. Der Wicklungsträger ist dabei mit einer runden, zentrischen Durchgangsöffnung versehen, in der auch der axial verschiebbare Anker 6 angeordnet und geführt ist. Am oberen Ende des Wicklungsträgers ist ein Flansch 9 vorgesehen, der mit einem Kragen 10 versehen ist. Zur Zentrierung der Halterung in diesem Bereich ist eine metallische Deckplatte 11 vorgesehen, in deren zentrische öffnung der Kragen eintaucht. Die Deckplatte ist mit den Jochschenkeln 12 durch Nietung 13 verbunden. Die Ausrichtung der Deckplatte zum Joch hin erfolgt über Ausnehmungen im Joch, deren Tiefe der Dicke der Deckplatte entspricht. Bei Bestromung der Erregerwicklung erfolgt der magnetische Fluß über den Polkern, das Joch (Jochboden, Jochschenkel), die Deckplatte und den Anker. Durch unvermeidbare Fügespalte an den Nietstellen (Polkern, Deckplatte) treten hier oftmals erhöhte magnetische Widerstände im Flußverlauf auf.
- In den Fig. 2 und 3 ist ein erfindungsgemäßer Hubmagnet dargestellt. Abweichend von der bislang bekannten Bauart ist hier für den magnetischen Rückschluß zum Anker nur ein Teil vorgesehen. Dieses Teil, im folgenden als Magnetrahmen 14 bezeichnet, erfüllt gleichzeitig die Funktionen von Joch 1, Deckplatte 11 und Polkern 3 der bekannten Bauart gemäß Fig. 1. Zur Verdeutlichung sind die entsprechenden Bezugszeichen der Fig. 1 A, B hier eingetragen, jedoch mit einem Index versehen.
- Der einstückige Magnetrahmen 14 ist um den Wicklungsträger 8 herumgebogen, wobei der Polkern 3' am unteren Ende des Wicklungsträgers eintaucht und diesen hier zentrisch hält. Der Polkern ist dabei als aus dem Material des Magnetrahmens herausgeprägter, zylinderförmiger Blechdurchzug ausgebildet. Am anderen Ende des Wicklungsträgers greifen die abgewinkelten Enden 15 des Magnetrahmens über den Flansch 9 des Wicklungsträgers. Dabei sind die Enden mit halbkreisförmigen Ausnehmungen 16 versehen und umgreifen den Kragen 10 des Wicklungsträgers. Weiterhin sind an den Enden des Magnetrahmens Rasthaken 17 angeformt, die in Rastausnehmungen 18 im Flansch des Wicklungsträgers eingreifen und ein Zurückfedern des Magnetrahmens nach dem Biegen über den Wicklungsträger verhindern.
- Der in der Fig.2 dargestellte Polkern 3' ist als offener Durchzug in Form eines Hohlzylinders ausgebildet, in den der Anker 6 mit seinem abgesetzten konusförmigen Ende 5' eintaucht. Die Kennlinie des Magnetsystems wird dabei durch den Konuswinkel a bestimmt. Mit dieser Polpaarung werden vorwiegend Hubkraftkennlinien mit hoher Anfangskraft erzeugt, wobei die Kennlinienform durch Veränderung des Konuswinkels a in einem weiten Bereich variiert werden kann.
- Eine andere Ausbildung des Polkernes 3" zeigt der Blechzuschnitt gern. Fig. 6, 7. Hier ist anstelle des offenen Blechdurchzuges ein runder Dom 19 mit planer, geschlossener Oberfläche 20 aus dem Material des Magnetrahmens herausgeprägt. In Zusammenwirkung mit einem Anker mit planem Polende weist ein derartiges Magnetsystem eine steigende Hubkraft-Kennlinie mit hohen Endkräften auf.
- Eine weitere Ausführungsform des Polkernes 3" zeigt der Blechzuschnitt gem. Fig. 8, 9. Hier ist vorgesehen, daß der Polkern 3" kegelförmig gestaltet ist. Auch hierbei ist der Polkern durch einen Prägevorgang aus dem Material des Jochbodens 2' geformt. Dabei ist der kegelförmige Polkern mit einer ringförmigen Stufe 26 versehen. Die hierbei ausgebildete Fläche der Stufe dient als Anschlagfläche für die vordere Ringfläche 27 des in der Fig. 10 dargestellten Magnetankers 6', wobei bei Auflage des Ankers auf dieser Stufe der kegelförmige Polkern 3" in die entsprechend kegelförmige Ausnehmung 28 eintaucht. Maßlich sind die Kegel von Anker und Polkern, sowie die Anordnung der Stufe so aufeinander abgestimmt, daß dabei ein geringer Luftspalt zwischen den Kegelflächen bestehen bleibt. Der unterhalb der Stufe befindliche Teil 29 des Polkern-Kegels dient zur Zenrierung des Wicklungsträgers bei dessen Einfügen in den Magnetrahmen und gewährleistet eine zentrische Lage des Wicklungsträgers und somit zentrischen Lauf des Ankers zum Kern.
- Der Magnetrahmen 14 ist aus einem Blechzuschnitt hergestellt, dessen Formgebung in den Fig. 4, 5; 6, 7 und 8, 9 zu erkennen ist. Vorzugsweise ist vorgesehen, den Magnetrahmen als Stanz-Biegeteil zu erstellen. Im Fertigungszustand gemäß Fig. 4 bis 9 ist der Blechzuschnitt ausgestanzt und es sind die Rasthaken 17 ausgeschnitten und aus der Ebene herausgebogen. Wie in den Fig. zu erkennen, ist der Polkern 3', 3", 3"' entweder als offener, zylindrischer Blechdurchzug (Fig. 4,5), als geschlossener, zylindrischer Dom 19 (Fig. 6, 7) oder als kegelförmige Prägung (Fig. 8, 9) ausgebildet. In den Fig. sind weiterhin die Biegelinien 21 für das spätere Biegen und Formen des endgültigen Halterahmens strichpunktiert angedeutet. Es sind Ausnehmungen 22 vorgesehen, die so angeordnet sind, daß Greifarme (Klauen) der weiter unter näher erläuterten Montagevorrichtung in diese eingreifen können. Dabei sind diese Ausnehmungen so an den Biegekanten zwischen Jochboden und Jochschenkeln angeordnet, daß die Ausnehmungen sich nach dem Biegen des Magnetrahmens in den Jochschenkeln (Seitenteilen) befinden und die Greifeinrichtungen (Klauen) direkt auf den Jochboden wirken können.
- Aufgrund der Ausbildung des erfindungsgemäßen Hubmagneten, bzw. des Magnetrahmens ist ein besonderes Montageverfahren vorgesehen, welches anhand von Fig. 11 näher erläutert wird. Es ist ein Magnetrahmen 14 vorgesehen, dessen oberen Enden 15 bereits rechtwinklig zu in bezug auf die Seitenschenkel (Jochschenkel 12) abgebogen sind, während die Seitenschenkel in bezug auf den Jochboden 2', bzw. die Achse des Magnetsystems nur soweit vorgebogen sind, daß gerade noch das Aufstecken das Wicklungsträgers 8 auf den Polkern 3', 3" bzw. 3"' möglich ist. Nach dem Einfügen des Wicklungsträgers wird der soweit vorgefertigte Hubmagnet in eine Montagevorrichtung eingesetzt, wobei sich dann der Magnetrahmen 14 in einer Matrize 23 mit der strichpunktiert angedeuteten Kontur 24 befindet. Zwei Klauen 25 greifen sodann in die Ausnehmungen 22 des Magnetrahmens und ziehen/drücken ihn mit den Kräften F in die Matrize hinein. Dabei sind die Ausnehmungen in den Jochschenkeln so angeordnet, daß die Klauen direkt auf den Jochboden 2' wirken. Beim Eindrücken des Magnetrahmens in die Matrize werden dann die Jochschenkel nach innen geschwenkt (Pfeilrichtung a) und gelangen mit ihren abgewinkelten Enden 15 über den oberen Flansch 9 des Wicklungsträgers. Die halbkreisförmigen Ausnehmungen 16 umgreifen dabei den Kragen 10 des Wicklungsträgers und gleichzeitig gelangen die Rasthaken 17 des Magnetrahmens in Eingriff mit den Rastausnehmungen 18 des Wicklungsträgerflansches 9. Es wird somit ein fester Verbund zwischen Magnetrahmen und Wicklungsträger hergestellt. Anschließend wird das so fertiggestellte Magnetsystem aus dem Montagewerkzeug entfernt und der Magnetanker eingefügt.
- In Abwandlung des Herstellungsverfahrens kann auch vorgesehen sein, daß nach dem Biegen des Magnetrahmens in seine endgültige Form, die dann zusammenstoßenden Enden 15 miteinander verschweißt werden, um ein Auffedern des Magnetrahmens zu vermeiden.
Claims (11)
daß ein endseitiger, gegebenenfalls konischer Ansatz (5') des Ankers (6) beim Anzug (in der Anker-Endlage) in den hohlzylindrischen Durchzug eintaucht.
daß nach dem Einfügen des Wicklungsträgers (8) in den Magnetrahmen (14) die Ausprägung in den Wicklungsträger eintaucht und eine Zentrierung des Wicklungsträgers über den unteren Teil (29) des Kegelstumpfes erfolgt.
daß ein Magnetrahmen (14) verwendet wird, dessen obere Enden (15) rechtwinklig zu den Seitenteilen (Jochschenkel 12) abgebogen sind und dessen Seitenteile soweit vorgebogen sind, daß der wicklungsträger (8) noch in den Rahmen einfügbar ist, daß der Magnetrahmen mit dem eingfügten Wicklungsträger in eine Montagevorrichtung eingesetzt wird, und daß darin die Seitenteile in ihre endgültige, rechtwinklige Lage gebogen werden, wobei die freien Enden (15) des Magnetrahmens (14) mit hierzu vorgesehenen halbkreisförmigen Ausnehmungen (16) den oberen Kragen (10) des Wicklungsträgers (8) umgreifen und an der Innenseite der Enden (15) angeformte Rasthaken (17) in entsprechende, im Flansch (9) des Wicklungsträgers (8) vorgesehenen Ausnehmungen (18) einrasten.
daß die Enden (15) des Magnetrahmens durch einen Schweißvorgang (Lichtbogen-, Laserschweißung o. ä.) miteinander verbunden werden.
daß der Magnetrahmen (14) in seinem unteren Bereich mit Ausnehmungen (22) in den Seitenteilen versehen ist, und daß beim Montagevorgang Klauen (25) des Montagewerkzeuges in diese Ausnehmungen eingreifen und den Magnetrahmen in eine entsprechend der endgültigen Form des Magnetrahmens ausgebildete Matrize (23) ziehen, wobei der Magnetrahmen seine Restabwinkelung erfährt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT85115476T ATE44188T1 (de) | 1984-12-17 | 1985-12-05 | Hubmagnet. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3445917 | 1984-12-17 | ||
| DE19843445917 DE3445917A1 (de) | 1984-12-17 | 1984-12-17 | Hubmagnet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0185262A1 EP0185262A1 (de) | 1986-06-25 |
| EP0185262B1 true EP0185262B1 (de) | 1989-06-21 |
Family
ID=6252950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85115476A Expired EP0185262B1 (de) | 1984-12-17 | 1985-12-05 | Hubmagnet |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0185262B1 (de) |
| JP (1) | JPS61228603A (de) |
| AT (1) | ATE44188T1 (de) |
| DE (2) | DE3445917A1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3726407A1 (de) * | 1987-08-07 | 1989-02-16 | Mayr Christian Gmbh & Co Kg | Spulentraeger fuer elektromagnetbremsen bzw. -kupplungen |
| IT1241144B (it) * | 1990-05-17 | 1993-12-29 | Vittorio Stiatti | Elettromagnete per elettrovalvole |
| WO2000070628A1 (de) * | 1999-05-14 | 2000-11-23 | Continental Teves Ag & Co. Ohg | Elektromagnet |
| ITTO20050059U1 (it) * | 2005-05-11 | 2006-11-12 | Elbi Int Spa | Attuatore elettrico in corrente continua, in particolare per elettrodomestici. |
| DE102007001141A1 (de) * | 2007-01-05 | 2008-07-10 | Robert Bosch Gmbh | Magnetspule sowie Verfahren zu deren Herstellung |
| JP5419204B2 (ja) * | 2009-03-19 | 2014-02-19 | アイシン・エィ・ダブリュ工業株式会社 | リニアソレノイドの外側ヨーク及び外側ヨークの取付け方法 |
| KR101838422B1 (ko) * | 2014-04-03 | 2018-03-13 | 미쓰비시덴키 가부시키가이샤 | 석방형 전자석 장치 및 그 제조 방법 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4327344A (en) * | 1980-03-31 | 1982-04-27 | Hi-G Incorporated | Solenoid with mechanically latchable plunger |
| FR2480489A1 (fr) * | 1980-04-10 | 1981-10-16 | Telemecanique Electrique | Circuit magnetique a excitation par courant continu ou par courant alternatif |
| DE3047712A1 (de) * | 1980-12-18 | 1982-07-01 | Standard Elektrik Lorenz Ag, 7000 Stuttgart | Gleichstrom-hubmagnet |
| US4419642A (en) * | 1982-01-28 | 1983-12-06 | Deere & Company | Solenoid with saturable element |
| US4438418A (en) * | 1982-07-19 | 1984-03-20 | Mac Valves, Inc. | Low-wattage solenoid |
-
1984
- 1984-12-17 DE DE19843445917 patent/DE3445917A1/de not_active Withdrawn
-
1985
- 1985-12-05 AT AT85115476T patent/ATE44188T1/de active
- 1985-12-05 DE DE8585115476T patent/DE3571170D1/de not_active Expired
- 1985-12-05 EP EP85115476A patent/EP0185262B1/de not_active Expired
- 1985-12-17 JP JP60282174A patent/JPS61228603A/ja active Granted
Non-Patent Citations (1)
| Title |
|---|
| Konstructionszeichung "Joch" der Firma Nass Magnet GmbH - D 3000 HANNOVER als einwendg. Dritter * |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0528886B2 (de) | 1993-04-27 |
| EP0185262A1 (de) | 1986-06-25 |
| DE3445917A1 (de) | 1986-06-19 |
| DE3571170D1 (en) | 1989-07-27 |
| ATE44188T1 (de) | 1989-07-15 |
| JPS61228603A (ja) | 1986-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3736539A1 (de) | Elektromagnetisches einspritzventil und herstellungsverfahren dafuer | |
| DE2809545A1 (de) | Zwischenstueck fuer schloesser, insbesondere zur handgriff- oder druckbetaetigung, sowie verfahren zu dessen herstellung | |
| DE69522951T2 (de) | Einrichtung zum bolzenschweissen | |
| EP0185262B1 (de) | Hubmagnet | |
| DE3114041C2 (de) | ||
| DE19538483A1 (de) | Verfahren zum Herstellen einer Fügeverbindung, insbesondere zwischen Erregerpolen und Polgehäuse einer Elektromaschine und nach dem Verfahren hergestellte Maschine | |
| DE69825940T2 (de) | Verfahren und Vorrichtung zum Herstellen eines Wasserkastenrohres | |
| DE102016219480A1 (de) | Montagevorrichtung zum gleichzeitigen Einführen von Kupferstäben | |
| EP0707332B1 (de) | Verfahren zu Herstellung eines elektromagnetischen Relais | |
| EP1368814B1 (de) | Aktuator | |
| DE102004038208A1 (de) | Verfahren und Werkzeugeinrichtung zum Umformen | |
| DE4436616C2 (de) | Hubmagnet und Verfahren zu seiner Herstellung | |
| EP0552416A1 (de) | Gleichstrom-Hubmagnet | |
| DE4444857C1 (de) | Verfahren und Vorrichtung zur Herstellung mindestens einer Öffnung in der Wandung eines rohrartigen Teils | |
| EP3651167B1 (de) | Elektromagnetischer aktuator mit lagerelement | |
| EP0868954B1 (de) | Vorrichtung sowie Verfahren zur Herstellung eines Gusswerkstückes mit eingegossenem Einlegeteil | |
| DE3842815C2 (de) | ||
| DE2909214C2 (de) | Verfahren zum Herstellen eines Polschuhs für elektrische Maschinen | |
| DE3546037A1 (de) | Verfahren zur herstellung der zungenlagerung in strickmaschinennadeln | |
| DE102013106628A1 (de) | Verfahren zur Herstellung eines Presswerkzeuges | |
| DE102004006335A1 (de) | Verfahren zum Verbinden eines ersten Werkstücks mit einem zweiten Werkstück | |
| DE2038236B1 (de) | Elektromagnetisches Relais | |
| AT519460B1 (de) | Schaltvorrichtung für ein Getriebe, sowie eine Schaltpatte für die Schaltvorrichtung und ein Verfahren zum Herstellen der Schaltvorrichtung | |
| DE102022133388A1 (de) | Verfahren zur Herstellung eines Elektromagneten, Elektromagnet und Magnetventil mit einem nach dem Verfahren hergestellten Elektromagneten | |
| DE1280409B (de) | Elektromagnetisches Relais mit Klappanker |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19860905 |
|
| 17Q | First examination report despatched |
Effective date: 19871126 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 44188 Country of ref document: AT Date of ref document: 19890715 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3571170 Country of ref document: DE Date of ref document: 19890727 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19901203 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19901207 Year of fee payment: 6 Ref country code: BE Payment date: 19901207 Year of fee payment: 6 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19901231 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19911205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19911206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19911231 |
|
| BERE | Be: lapsed |
Owner name: HARTING ELEKTRONIK G.M.B.H. Effective date: 19911231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19920701 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19921124 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19921208 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19921218 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930217 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19931205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19931231 Ref country code: CH Effective date: 19931231 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19931205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85115476.5 Effective date: 19920704 |