EP0150793A2 - Kontinuierlich arbeitende elektromagnetische Induktionsheizanlage für flache Erzeugnisse - Google Patents
Kontinuierlich arbeitende elektromagnetische Induktionsheizanlage für flache Erzeugnisse Download PDFInfo
- Publication number
- EP0150793A2 EP0150793A2 EP85100589A EP85100589A EP0150793A2 EP 0150793 A2 EP0150793 A2 EP 0150793A2 EP 85100589 A EP85100589 A EP 85100589A EP 85100589 A EP85100589 A EP 85100589A EP 0150793 A2 EP0150793 A2 EP 0150793A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- transverse
- heating
- pitch
- inductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 51
- 230000005674 electromagnetic induction Effects 0.000 title claims description 5
- 239000011295 pitch Substances 0.000 claims abstract description 73
- 230000005291 magnetic effect Effects 0.000 claims description 22
- 238000004804 winding Methods 0.000 claims description 20
- 230000004907 flux Effects 0.000 claims description 13
- 238000012546 transfer Methods 0.000 claims description 12
- 230000005284 excitation Effects 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 5
- 230000000737 periodic effect Effects 0.000 claims description 2
- 230000008569 process Effects 0.000 claims description 2
- 235000012431 wafers Nutrition 0.000 claims 2
- 238000005272 metallurgy Methods 0.000 abstract 1
- 239000004020 conductor Substances 0.000 description 3
- 238000012937 correction Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000000265 homogenisation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000003416 augmentation Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000005294 ferromagnetic effect Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005339 levitation Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000135 prohibitive effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/101—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces
- H05B6/103—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces multiple metal pieces successively being moved close to the inductor
- H05B6/104—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces multiple metal pieces successively being moved close to the inductor metal pieces being elongated like wires or bands
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/36—Coil arrangements
- H05B6/44—Coil arrangements having more than one coil or coil segment
Definitions
- the invention applies to the frequent case where the heating must be uniform over the entire surface of the product.
- edge corrections are obtained by various devices (additional magnetic coils or bridges, air gap modifications, etc.) which complicate the production and must be adapted to the armature reaction of the product, this reaction depending on the characteristics of the latter. : thickness, resistivity.
- square mesh Another known device known as "square mesh” overcomes previous difficulties. It is described in document FR-A-2 538 665 (French patent n ° EN 82 21906 of December 28, 1982).
- the inductor constituted by the windings and the magnetic circuits realizes a square mesh of the heating flux with a sinusoidal distribution of the magnetic field in two directions parallel to the sides of the squares. If the product has a width containing an integer number of times the pitch of the mesh, the heating is then homogeneous without any correction of edges. But, if the width of the product does not contain an integer number of times the step of the mesh, a temperature heterogeneity appears on the two edges.
- the device according to the invention comprises the essential elements previously mentioned.
- Its inductor has a periodic constitution both in the longitudinal direction with a longitudinal pitch, and in the transverse direction with a transverse pitch, so that the variations in the amplitude of the heating flux in the heating plane draw a rectangular mesh constituted by a juxtaposition of rectangular tiles of lengths equal to this longitudinal step and widths equal to this transverse step.
- the magnetic circuit comprises in each of these tiles at least one central pole piece such that the amplitude of the heating flow is canceled out on the sides of the tile so that the average heating obtained after the product to be heated is the same in all tile widths fully included in the width of this product.
- the form of this part is also chosen so that this amplitude is maximum in the center of the pane with a distribution substantially in the form of a sinusoid arch as well according to the longitudinal sections as according to the cross sections.
- the ratio of the transverse pitch to the longitudinal pitch is chosen to cancel the local heterogeneity of heating in each of the tiles which are entirely contained in the width of the product to be heated. This local heterogeneity is the difference in one direction or the other of the temperature of the middle of the width of the tile compared to that of the edges of the tile after the scrolling of this product.
- the object of the invention is to allow homogeneous heating of a product of any width without special edge correction and using an acceptable manufacturing cost device.
- the device according to the present invention is characterized in that it comprises first and second said inductors successively longitudinally, and having respectively a first and a second value different from the longitudinal pitch, and consequently a first and a second value d balance of the transverse step.
- Each of these inductors is constituted by the juxtaposition of several inductor sections successively transversely in a regular manner according to said transverse pitch, each of these sections extending longitudinally by having its own inductor winding and its own magnetic circuit and by presenting said periodicity according to said longitudinal pitch.
- Mechanical adjustment means control the spacing between said inductor sections and consequently said transverse pitch at the same value in these two inductors. This makes it possible to adapt the device to limited variations in the width of the product to be heated thanks to a variation of this spacing making this width equal to an integer number of transverse steps. We can then make the edges of this product coincide with the edges of two so-called tiles in each inductor, so as to heat the edge areas of this product to the same temperature as its intermediate areas.
- the common transverse pitch is controllable between said first and second equilibrium values of the transverse pitch.
- Electrical adjustment means control the ratio of electrical currents supplied to the two inductors.
- these adjustment means provide the two inductors with electrical intensities capable of canceling out the local heterogeneity of global heating of the device by compensation for the two heterogeneities specific to the two inductors.
- the device in order to remain within acceptable costs, a configuration varying only in width is adopted according to the invention, so as to always have an integer number of transverse steps in this width, the device then comprising two inductors whose two longitudinal steps define, with the previous common transverse step, two rectangular meshes.
- the long side of the rectangle is in the direction of transfer for one of the inductors and in the direction perpendicular to the transfer for the other inductor. It is then possible, by adjusting the ratio of the excitation intensities in the two inductors, to obtain an exact compensation for the heterogeneities created by one inductor by heterogeneities equal in magnitude and opposite in sign and created by the other inductor.
- each of said sections comprises at least one longitudinal bar carrying said parts polar successively longitudinally projecting towards the product to be heated.
- a winding specific to this bar follows a wavy path passing longitudinally to the right of a first pole piece, then transversely between this piece and a second, then longitudinally to the left of this second, then transversely between this second and a third, and so right now. This allows an easy realization of the inductor edge.
- the device also comprises electrical switches to allow the excitation windings of the lateral sections of the two inductors to be connected or disconnected and thus to vary the number of transverse steps to adapt the width of the flow of heating to variations in the width of the product to be heated greater than said limited variations.
- each section has two said bars arranged on either side of the product to be heated.
- the present invention also relates to a method of heating flat products by electromagnetic induction on parade, according to which the product to be heated is passed longitudinally in the flow of an inductor having a double periodicity in a longitudinal step and in a step transverse, characterized by the fact that this product is passed through the flow of two successive inductors having a common transverse pitch which is adjustable substantially between the two longitudinal pitches of these two inductors, this transverse pitch is adjusted to make the width of this product with an integer number of transverse steps and thus obtain the same heating on the two edge zones of this product as on the intermediate zones, and we regulate on the one hand the ratio of the intensities supplying these two inductors to homogenize the heating in each transverse step, and on the other hand the total power to reach the desired temperature.
- the heterogeneity of heating in a transverse step has a sinusoidal distribution whose amplitude DT is given substantially by the expression: if T denotes the average temperature obtained, has the short side and b the long side of the rectangle.
- a is arranged in the direction of the DX transfer and b according to the width of the product, the maxima of the sinusoid or overheating are in the axis of the rectangles and the minima or underheating on the edges of the rectangles as shown in figure 4.
- the basic configuration comprises two ovens with respectively two inductors IL and IC, one of which forms a longitudinal pitch mesh PL and the other a longitudinal pitch mesh PC. These two steps are fixed by construction.
- the mesh In the transverse direction DY, that is to say in the width of the product, the mesh has a variable pitch PT.
- the product width is n.PC.
- One of the ovens then has a square mesh, leading to heating free of heterogeneity. It is therefore asked for full power while the second oven is not in use.
- the product width is n.PL.
- the oven not used in the previous case becomes square mesh and it is now asked for full power, free of heterogeneity, while the other oven is not used.
- width of the product is less than n.PC, k longitudinal sections of the previous mesh are disconnected in the width of the product, k being determined by the smallest foreseeable width of products to be heated, this by opening switches such as I1, I2 (see figure 14).
- the windings Ei, Ei + 1 shown in FIG. 8 belong to two successive sections of rank i and i + 1. Their shape is linked to this inseparability.
- the electrical conductor takes the form of a ripple around the alternating N and S poles of the same row determining three of the four sides CA, CB and CC of a rectangular turn.
- This same figure shows that the fourth side CE, of the turn is constituted by a conductor of the neighboring section, due to the directions of currents indicated, without preventing the relative displacement of the first section relative to the second to vary the pitch transverse.
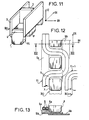
- the two ovens are produced one with a longitudinal pitch of 170 mm according to FIG. 9, the other with a longitudinal pitch of 240 mm according to FIG. 10.
- Each longitudinal row of the mesh is materialized by a section of inductor with a magnetic circuit in the form of a bar.
- the pole pieces are shown in P.
- the longitudinally extreme pole pieces PE have a length of half.
- each bar consists of a bed of magnetic sheets 1, clamped between cheeks 2 and braced by parts 3 and 4, as shown in Figure 11.
- the winding associated with a bar is shown in Figure 12.
- the conductor consists of two copper tubes 5, 25 mm outside diameter, and 19 mm inside diameter connected in parallel and describing around the poles the ripple previously explained.
- Figure 13 is a cross section of a bar and shows in addition insulating wedges both electrical 6a and thermal 6b.
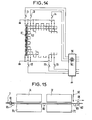
- Figure 14 shows the principle q of electrical connection of one of the inductors.
- the minimum width of 850 mm is covered by five transverse steps of 170 mm.
- two additional slices are excited outside the product, one on each edge. These seven sections, each forming a row of poles, are supplied through an Io switch which is only open when the inductor is not in service.
- the five active steps make it possible to heat all the widths between 850 and 1020 mm.
- heating widths that can range from 1700 to 1870 mm by changing 12 transverse steps, including 10 active from 170 to 187 mm.
- This second device has the advantage of making it possible to heat wider widths than the first.
- the first device not using for large widths the full variation of the transverse pitch, leads for these large widths to better distribute the total power between the two ovens and to minimize the power installation, without using an additional row.
- This example does not limit the method of electrical connection. It is essentially illustrative. In practice, it is advisable to call in certain cases on paralleling.
- the supply voltages are chosen to obtain the same intensity in all the windings of the same inductor.
- Said intensity adjustment means RE are incorporated in the source SE.
- the system for transferring the product to be heated 7 comprises rollers R1, R2, R3, ensuring horizontal scrolling, the support of the product inside the ovens being provided either by the mechanical tension applied between the inlet and the outlet, or, if the product is not ferromagnetic by the magnetic levitation inseparable from the process (see for example the document FR-A-2 509 562). In the latter case, the rollers R1 'R 2 and R 3 can be omitted, which is advantageous if the product must not be subjected to contact during its treatment.
- Each oven has two inductors symmetrical with respect to the plane of the product to be heated. The inductors with long pitch are represented in IL and the L, those with short pitch in IC and I'C. Adjustable lateral guides G1, G2 ensure the transverse positioning of the product.
- FIG. 16 represents the solution adopted in the embodiment to obtain the variation of the transverse pitch. It is the cross section of one of the two ovens and represents only a half width, the other being practically symmetrical.
- the oven is represented in the configuration corresponding to the minimum value of the transverse pitch.
- the inductor bars BC1 to BC13 and B'C1 to B'C13, designed as described above and subject of Figures 9 to 13, are carried by mobile supports 21a to 27a, 21b to 27b, except that the bars 10a and 10b identical to others are carried by fixed supports 20a and 20b.
- the supports 21a to 27b are mobile and driven by rotation of two screws 31a and 31b, guided radially by guides 20a and 20b, the thread pitches being 2 mm for the supports 22a and 22b, as well as 21a and 21b, 4 mm for supports 23a and 23b, 6 mm for supports 24a and 24b, 8 mm for supports 25a and 25b, 10 mm for supports 26a and 26b and 12 mm for supports 27a and 27b. Guides not shown ensure the parallelism of the supports.
- the configuration is practically symmetrical with respect to the fixed supports 20a and 20b, except that the part not shown has 5 pairs of movable bars (including 21a and 21b) instead of 6.
- the two screws 31a and 31b are controlled by the same member comprising, on the same shaft 41, two bevel gears 51a and 51b and an operating wheel 61.
- the product to be heated 7 circulates between the bars 11a to 17a and 11b to 17b perpendicular to the plane of the figure.
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- General Induction Heating (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8401187A FR2558941B1 (fr) | 1984-01-26 | 1984-01-26 | Dispositif de chauffage de produits plats au defile par induction electromagnetique |
| FR8401187 | 1984-01-26 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0150793A2 true EP0150793A2 (de) | 1985-08-07 |
| EP0150793A3 EP0150793A3 (en) | 1985-09-25 |
| EP0150793B1 EP0150793B1 (de) | 1989-01-04 |
Family
ID=9300494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85100589A Expired EP0150793B1 (de) | 1984-01-26 | 1985-01-22 | Kontinuierlich arbeitende elektromagnetische Induktionsheizanlage für flache Erzeugnisse |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4587392A (de) |
| EP (1) | EP0150793B1 (de) |
| JP (1) | JPS60172195A (de) |
| DE (1) | DE3567349D1 (de) |
| FR (1) | FR2558941B1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0308182A1 (de) * | 1987-09-15 | 1989-03-22 | Electricity Association Services Limited | Induktionsheizgerät |
| WO1991003916A1 (de) * | 1989-08-30 | 1991-03-21 | Otto Junker Gmbh | Vorrichtung zum induktiven erwärmen von flachem metallischem gut |
| FR2663491A1 (fr) * | 1990-06-13 | 1991-12-20 | Siderurgie Fse Inst Rech | Inducteur pour le rechauffage localise de produits metallurgiques. |
| WO2012072770A1 (de) * | 2010-12-02 | 2012-06-07 | Zenergy Power Gmbh | Verfahren und induktionsheizer zum erwärmen eines billets |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE452085B (sv) * | 1986-03-03 | 1987-11-09 | Asea Ab | Anordning for vermning av emnen, band eller plat |
| US4751360A (en) * | 1987-06-26 | 1988-06-14 | Ross Nicholas V | Apparatus for the continuous induction heating of metallic strip |
| JPH07101633B2 (ja) * | 1987-09-28 | 1995-11-01 | 株式会社明電舎 | 平板の誘導加熱装置 |
| FR2661849B1 (fr) * | 1990-05-10 | 1995-03-17 | Siderurgie Fse Inst Rech | Procede et dispositifs de rechauffage par induction au defile d'un produit metallurgique de forme allongee. |
| JP2540041Y2 (ja) * | 1993-02-08 | 1997-07-02 | 富士電子工業株式会社 | 円柱状ワークの内周面高周波加熱コイル |
| JP3310920B2 (ja) * | 1998-01-26 | 2002-08-05 | 三菱重工業株式会社 | シートバー接合機 |
| FR2808163B1 (fr) * | 2000-04-19 | 2002-11-08 | Celes | Dispositif de chauffage par induction a flux transverse a circuit magnetique de largeur variable |
| US6677561B1 (en) * | 2002-10-21 | 2004-01-13 | Outokumpu Oyj | Coil for induction heating of a strip or another elongate metal workpiece |
| US20100038358A1 (en) * | 2008-03-20 | 2010-02-18 | Dingle Brad M | Inductive soldering device |
| DE102009026236A1 (de) * | 2009-07-23 | 2011-04-07 | Atn Automatisierungstechnik Niemeier Gmbh | Verfahren zum stoffschlüssigen Verbinden von Fügepartnern |
| EP2838123B1 (de) * | 2013-08-14 | 2016-03-16 | Komax Holding AG | Löteinrichtung zum Verbinden von Solarzellen |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2448012A (en) * | 1944-09-09 | 1948-08-31 | Westinghouse Electric Corp | Induced heating of continuously moving metal strip with pulsating magnetic flux |
| DE884811C (de) * | 1942-10-25 | 1953-07-30 | Deutsche Edelstahlwerke Ag | Elektroinduktive Heizvorrichtung zum fortschreitenden Oberflaechenhaerten metallischer Werkstuecke |
| GB712066A (en) * | 1951-02-03 | 1954-07-14 | Asea Ab | High-frequency electromagnetic induction means for heating metallic strips |
| FR1202900A (fr) * | 1957-03-05 | 1960-01-14 | Penn Induction Corp | Procédé et appareil pour le chauffage par induction de bandes de tôle |
| DE1158194B (de) * | 1962-06-22 | 1963-11-28 | Zd Y Elektrotepelnych Zarizeni | Induktoranordnung zur induktiven Erwaermung von durchlaufenden Metallbaendern |
| FR1347484A (fr) * | 1963-02-13 | 1963-12-27 | Bbc Brown Boveri & Cie | Dispositif pour échauffer par induction uniformément et au défilement des bandes métalliques |
| US3444346A (en) * | 1966-12-19 | 1969-05-13 | Texas Instruments Inc | Inductive heating of strip material |
| EP0087345A1 (de) * | 1982-02-18 | 1983-08-31 | Alsthom | Verfahren und Vorrichtungen zum Verkleinern der induzierten Leistung in einem platten leitenden elektromagnetisch ohne Berührung aufgehängten Produkt |
| FR2527885A1 (fr) * | 1982-05-28 | 1983-12-02 | Glaverbel | Procede et dispositif pour la fabrication de panneaux vitreux |
| FR2538665A1 (fr) * | 1982-12-28 | 1984-06-29 | Cem Comp Electro Mec | Procede et dispositifs de chauffage homogene par induction de produits plats au defile |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH568661A5 (de) * | 1973-09-24 | 1975-10-31 | Varta Batterie | |
| US4321444A (en) * | 1975-03-04 | 1982-03-23 | Davies Evan J | Induction heating apparatus |
| FR2509562A1 (fr) * | 1981-07-10 | 1983-01-14 | Cem Comp Electro Mec | Procede et dispositif de chauffage homogene par induction electromagnetique a flux transversal de produits plats, conducteurs et amagnetiques |
-
1984
- 1984-01-26 FR FR8401187A patent/FR2558941B1/fr not_active Expired
-
1985
- 1985-01-17 US US06/692,141 patent/US4587392A/en not_active Expired - Lifetime
- 1985-01-22 EP EP85100589A patent/EP0150793B1/de not_active Expired
- 1985-01-22 DE DE8585100589T patent/DE3567349D1/de not_active Expired
- 1985-01-24 JP JP60011730A patent/JPS60172195A/ja active Granted
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE884811C (de) * | 1942-10-25 | 1953-07-30 | Deutsche Edelstahlwerke Ag | Elektroinduktive Heizvorrichtung zum fortschreitenden Oberflaechenhaerten metallischer Werkstuecke |
| US2448012A (en) * | 1944-09-09 | 1948-08-31 | Westinghouse Electric Corp | Induced heating of continuously moving metal strip with pulsating magnetic flux |
| GB712066A (en) * | 1951-02-03 | 1954-07-14 | Asea Ab | High-frequency electromagnetic induction means for heating metallic strips |
| FR1202900A (fr) * | 1957-03-05 | 1960-01-14 | Penn Induction Corp | Procédé et appareil pour le chauffage par induction de bandes de tôle |
| DE1158194B (de) * | 1962-06-22 | 1963-11-28 | Zd Y Elektrotepelnych Zarizeni | Induktoranordnung zur induktiven Erwaermung von durchlaufenden Metallbaendern |
| FR1347484A (fr) * | 1963-02-13 | 1963-12-27 | Bbc Brown Boveri & Cie | Dispositif pour échauffer par induction uniformément et au défilement des bandes métalliques |
| US3444346A (en) * | 1966-12-19 | 1969-05-13 | Texas Instruments Inc | Inductive heating of strip material |
| EP0087345A1 (de) * | 1982-02-18 | 1983-08-31 | Alsthom | Verfahren und Vorrichtungen zum Verkleinern der induzierten Leistung in einem platten leitenden elektromagnetisch ohne Berührung aufgehängten Produkt |
| FR2527885A1 (fr) * | 1982-05-28 | 1983-12-02 | Glaverbel | Procede et dispositif pour la fabrication de panneaux vitreux |
| FR2538665A1 (fr) * | 1982-12-28 | 1984-06-29 | Cem Comp Electro Mec | Procede et dispositifs de chauffage homogene par induction de produits plats au defile |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0308182A1 (de) * | 1987-09-15 | 1989-03-22 | Electricity Association Services Limited | Induktionsheizgerät |
| WO1991003916A1 (de) * | 1989-08-30 | 1991-03-21 | Otto Junker Gmbh | Vorrichtung zum induktiven erwärmen von flachem metallischem gut |
| US5336868A (en) * | 1989-08-30 | 1994-08-09 | Otto Junker Gmbh | Device for inductively heating flat metal materials |
| FR2663491A1 (fr) * | 1990-06-13 | 1991-12-20 | Siderurgie Fse Inst Rech | Inducteur pour le rechauffage localise de produits metallurgiques. |
| WO2012072770A1 (de) * | 2010-12-02 | 2012-06-07 | Zenergy Power Gmbh | Verfahren und induktionsheizer zum erwärmen eines billets |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2558941A1 (fr) | 1985-08-02 |
| EP0150793B1 (de) | 1989-01-04 |
| DE3567349D1 (en) | 1989-02-09 |
| JPS60172195A (ja) | 1985-09-05 |
| JPS6310541B2 (de) | 1988-03-08 |
| FR2558941B1 (fr) | 1986-05-02 |
| US4587392A (en) | 1986-05-06 |
| EP0150793A3 (en) | 1985-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0150793B1 (de) | Kontinuierlich arbeitende elektromagnetische Induktionsheizanlage für flache Erzeugnisse | |
| EP1148762B1 (de) | Induktionsheizung mit transversalem Magnetfluss und variabler Breite des Induktors | |
| EP0622974B2 (de) | Verfahren zur Steuerung eines Gleichrichters zum Betrieb eines Gleichstromlichtbogenofens | |
| EP0258101B2 (de) | Verfahren zum Schmelzen von Schrott und Elektroofen zur Durchführung des Verfahrens | |
| FR2589306A1 (fr) | Appareil de chauffage par induction electromagnetique | |
| FR2923951A1 (fr) | Ensemble de connexion electrique pour moteur sans balai. | |
| FR2804801A1 (fr) | Agencement de stator d'une machine electrique tournante pour vehicule | |
| EP0170556A1 (de) | Elektromagnetische Induktionsvorrichtung zum Aufheizen von metallischen Gegenständen | |
| EP0206963A1 (de) | Induktor mit variablem Luftspalt zur Ränderinduktionswärmung eines metallurgischen Produktes | |
| FR2557394A1 (fr) | Moteur a courant continu sans collecteur avec un enroulement triphase | |
| EP0081400B1 (de) | Magnetische Induktionsheizvorrichtung für rechteckige Metallflachkörper, die sich in Längsrichtung bewegen | |
| FR2664837A1 (fr) | Poste de soudure a moteur perfectionne. | |
| EP0600759A1 (de) | Elektromagnetische Linearinduktionmaschine mit einer optimalisierten Magnetflussverteilung und Verwendung | |
| EP0053060B1 (de) | Induktor mit Wanderfeld und orientiertem Fluss für eine Umrührrolle beim Stranggiessen von Brammen | |
| FR2471352A1 (fr) | Procede et appareil pour la fabrication d'un feuil de verre | |
| FR2556625A1 (fr) | Systeme de coulee de metaux liquides comportant une pompe electromagnetique concue pour l'obtention d'une solidification rapide de ces metaux | |
| EP0074895B1 (de) | Drehende elektrische Gleichstrommaschinen mit Hilfskompensationspolen | |
| EP0087345B1 (de) | Verfahren und Vorrichtungen zum Verkleinern der induzierten Leistung in einem platten leitenden elektromagnetisch ohne Berührung aufgehängten Produkt | |
| EP0264510B1 (de) | Verfahren und Vorrichtung zur elektrolytischen Behandlung von metallischen Bändern | |
| FR2573947A1 (fr) | Dispositif de chauffage de produits plats au defile par induction electromagnetique selon un maillage carre | |
| FR2555353A1 (fr) | Electro-aimant a courant variable, notamment pour chauffage inductif | |
| FR2547402A1 (fr) | Dispositif de chauffage de produits metalliques au defile par induction | |
| FR2682551A1 (fr) | Inducteur de chauffage par induction de bandes metalliques. | |
| EP0230185B1 (de) | Verfahren zur Herstellung von Magnetkernen in Ballastdrosselspulen für eine Anordnung von verschiedenen Entladungslampen | |
| EP0289425B1 (de) | Alternator mit einer induzierten Wicklung, die Gleichrichtkomponenten aufweist |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT LI LU |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT LI LU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ALSTHOM |
|
| 17P | Request for examination filed |
Effective date: 19860325 |
|
| 17Q | First examination report despatched |
Effective date: 19880321 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB IT LI LU |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3567349 Country of ref document: DE Date of ref document: 19890209 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EPTA | Lu: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950103 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19950201 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960131 Ref country code: CH Effective date: 19960131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19961212 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19961216 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19961217 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19961219 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980131 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980131 |
|
| BERE | Be: lapsed |
Owner name: ALSTHOM Effective date: 19980131 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981001 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |