EP0150793A2 - Dispositif de chauffage de produits plats au défilé par induction électromagnétique - Google Patents
Dispositif de chauffage de produits plats au défilé par induction électromagnétique Download PDFInfo
- Publication number
- EP0150793A2 EP0150793A2 EP85100589A EP85100589A EP0150793A2 EP 0150793 A2 EP0150793 A2 EP 0150793A2 EP 85100589 A EP85100589 A EP 85100589A EP 85100589 A EP85100589 A EP 85100589A EP 0150793 A2 EP0150793 A2 EP 0150793A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- transverse
- heating
- pitch
- inductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 51
- 230000005674 electromagnetic induction Effects 0.000 title claims description 5
- 239000011295 pitch Substances 0.000 claims abstract description 73
- 230000005291 magnetic effect Effects 0.000 claims description 22
- 238000004804 winding Methods 0.000 claims description 20
- 230000004907 flux Effects 0.000 claims description 13
- 238000012546 transfer Methods 0.000 claims description 12
- 230000005284 excitation Effects 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 5
- 230000000737 periodic effect Effects 0.000 claims description 2
- 230000008569 process Effects 0.000 claims description 2
- 235000012431 wafers Nutrition 0.000 claims 2
- 238000005272 metallurgy Methods 0.000 abstract 1
- 239000004020 conductor Substances 0.000 description 3
- 238000012937 correction Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000000265 homogenisation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000003416 augmentation Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000005294 ferromagnetic effect Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005339 levitation Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000135 prohibitive effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/101—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces
- H05B6/103—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces multiple metal pieces successively being moved close to the inductor
- H05B6/104—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces multiple metal pieces successively being moved close to the inductor metal pieces being elongated like wires or bands
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/36—Coil arrangements
- H05B6/44—Coil arrangements having more than one coil or coil segment
Definitions
- the invention applies to the frequent case where the heating must be uniform over the entire surface of the product.
- edge corrections are obtained by various devices (additional magnetic coils or bridges, air gap modifications, etc.) which complicate the production and must be adapted to the armature reaction of the product, this reaction depending on the characteristics of the latter. : thickness, resistivity.
- square mesh Another known device known as "square mesh” overcomes previous difficulties. It is described in document FR-A-2 538 665 (French patent n ° EN 82 21906 of December 28, 1982).
- the inductor constituted by the windings and the magnetic circuits realizes a square mesh of the heating flux with a sinusoidal distribution of the magnetic field in two directions parallel to the sides of the squares. If the product has a width containing an integer number of times the pitch of the mesh, the heating is then homogeneous without any correction of edges. But, if the width of the product does not contain an integer number of times the step of the mesh, a temperature heterogeneity appears on the two edges.
- the device according to the invention comprises the essential elements previously mentioned.
- Its inductor has a periodic constitution both in the longitudinal direction with a longitudinal pitch, and in the transverse direction with a transverse pitch, so that the variations in the amplitude of the heating flux in the heating plane draw a rectangular mesh constituted by a juxtaposition of rectangular tiles of lengths equal to this longitudinal step and widths equal to this transverse step.
- the magnetic circuit comprises in each of these tiles at least one central pole piece such that the amplitude of the heating flow is canceled out on the sides of the tile so that the average heating obtained after the product to be heated is the same in all tile widths fully included in the width of this product.
- the form of this part is also chosen so that this amplitude is maximum in the center of the pane with a distribution substantially in the form of a sinusoid arch as well according to the longitudinal sections as according to the cross sections.
- the ratio of the transverse pitch to the longitudinal pitch is chosen to cancel the local heterogeneity of heating in each of the tiles which are entirely contained in the width of the product to be heated. This local heterogeneity is the difference in one direction or the other of the temperature of the middle of the width of the tile compared to that of the edges of the tile after the scrolling of this product.
- the object of the invention is to allow homogeneous heating of a product of any width without special edge correction and using an acceptable manufacturing cost device.
- the device according to the present invention is characterized in that it comprises first and second said inductors successively longitudinally, and having respectively a first and a second value different from the longitudinal pitch, and consequently a first and a second value d balance of the transverse step.
- Each of these inductors is constituted by the juxtaposition of several inductor sections successively transversely in a regular manner according to said transverse pitch, each of these sections extending longitudinally by having its own inductor winding and its own magnetic circuit and by presenting said periodicity according to said longitudinal pitch.
- Mechanical adjustment means control the spacing between said inductor sections and consequently said transverse pitch at the same value in these two inductors. This makes it possible to adapt the device to limited variations in the width of the product to be heated thanks to a variation of this spacing making this width equal to an integer number of transverse steps. We can then make the edges of this product coincide with the edges of two so-called tiles in each inductor, so as to heat the edge areas of this product to the same temperature as its intermediate areas.
- the common transverse pitch is controllable between said first and second equilibrium values of the transverse pitch.
- Electrical adjustment means control the ratio of electrical currents supplied to the two inductors.
- these adjustment means provide the two inductors with electrical intensities capable of canceling out the local heterogeneity of global heating of the device by compensation for the two heterogeneities specific to the two inductors.
- the device in order to remain within acceptable costs, a configuration varying only in width is adopted according to the invention, so as to always have an integer number of transverse steps in this width, the device then comprising two inductors whose two longitudinal steps define, with the previous common transverse step, two rectangular meshes.
- the long side of the rectangle is in the direction of transfer for one of the inductors and in the direction perpendicular to the transfer for the other inductor. It is then possible, by adjusting the ratio of the excitation intensities in the two inductors, to obtain an exact compensation for the heterogeneities created by one inductor by heterogeneities equal in magnitude and opposite in sign and created by the other inductor.
- each of said sections comprises at least one longitudinal bar carrying said parts polar successively longitudinally projecting towards the product to be heated.
- a winding specific to this bar follows a wavy path passing longitudinally to the right of a first pole piece, then transversely between this piece and a second, then longitudinally to the left of this second, then transversely between this second and a third, and so right now. This allows an easy realization of the inductor edge.
- the device also comprises electrical switches to allow the excitation windings of the lateral sections of the two inductors to be connected or disconnected and thus to vary the number of transverse steps to adapt the width of the flow of heating to variations in the width of the product to be heated greater than said limited variations.
- each section has two said bars arranged on either side of the product to be heated.
- the present invention also relates to a method of heating flat products by electromagnetic induction on parade, according to which the product to be heated is passed longitudinally in the flow of an inductor having a double periodicity in a longitudinal step and in a step transverse, characterized by the fact that this product is passed through the flow of two successive inductors having a common transverse pitch which is adjustable substantially between the two longitudinal pitches of these two inductors, this transverse pitch is adjusted to make the width of this product with an integer number of transverse steps and thus obtain the same heating on the two edge zones of this product as on the intermediate zones, and we regulate on the one hand the ratio of the intensities supplying these two inductors to homogenize the heating in each transverse step, and on the other hand the total power to reach the desired temperature.
- the heterogeneity of heating in a transverse step has a sinusoidal distribution whose amplitude DT is given substantially by the expression: if T denotes the average temperature obtained, has the short side and b the long side of the rectangle.
- a is arranged in the direction of the DX transfer and b according to the width of the product, the maxima of the sinusoid or overheating are in the axis of the rectangles and the minima or underheating on the edges of the rectangles as shown in figure 4.
- the basic configuration comprises two ovens with respectively two inductors IL and IC, one of which forms a longitudinal pitch mesh PL and the other a longitudinal pitch mesh PC. These two steps are fixed by construction.
- the mesh In the transverse direction DY, that is to say in the width of the product, the mesh has a variable pitch PT.
- the product width is n.PC.
- One of the ovens then has a square mesh, leading to heating free of heterogeneity. It is therefore asked for full power while the second oven is not in use.
- the product width is n.PL.
- the oven not used in the previous case becomes square mesh and it is now asked for full power, free of heterogeneity, while the other oven is not used.
- width of the product is less than n.PC, k longitudinal sections of the previous mesh are disconnected in the width of the product, k being determined by the smallest foreseeable width of products to be heated, this by opening switches such as I1, I2 (see figure 14).
- the windings Ei, Ei + 1 shown in FIG. 8 belong to two successive sections of rank i and i + 1. Their shape is linked to this inseparability.
- the electrical conductor takes the form of a ripple around the alternating N and S poles of the same row determining three of the four sides CA, CB and CC of a rectangular turn.
- This same figure shows that the fourth side CE, of the turn is constituted by a conductor of the neighboring section, due to the directions of currents indicated, without preventing the relative displacement of the first section relative to the second to vary the pitch transverse.
- the two ovens are produced one with a longitudinal pitch of 170 mm according to FIG. 9, the other with a longitudinal pitch of 240 mm according to FIG. 10.
- Each longitudinal row of the mesh is materialized by a section of inductor with a magnetic circuit in the form of a bar.
- the pole pieces are shown in P.
- the longitudinally extreme pole pieces PE have a length of half.
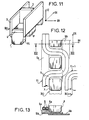
- each bar consists of a bed of magnetic sheets 1, clamped between cheeks 2 and braced by parts 3 and 4, as shown in Figure 11.
- the winding associated with a bar is shown in Figure 12.
- the conductor consists of two copper tubes 5, 25 mm outside diameter, and 19 mm inside diameter connected in parallel and describing around the poles the ripple previously explained.
- Figure 13 is a cross section of a bar and shows in addition insulating wedges both electrical 6a and thermal 6b.
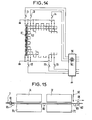
- Figure 14 shows the principle q of electrical connection of one of the inductors.
- the minimum width of 850 mm is covered by five transverse steps of 170 mm.
- two additional slices are excited outside the product, one on each edge. These seven sections, each forming a row of poles, are supplied through an Io switch which is only open when the inductor is not in service.
- the five active steps make it possible to heat all the widths between 850 and 1020 mm.
- heating widths that can range from 1700 to 1870 mm by changing 12 transverse steps, including 10 active from 170 to 187 mm.
- This second device has the advantage of making it possible to heat wider widths than the first.
- the first device not using for large widths the full variation of the transverse pitch, leads for these large widths to better distribute the total power between the two ovens and to minimize the power installation, without using an additional row.
- This example does not limit the method of electrical connection. It is essentially illustrative. In practice, it is advisable to call in certain cases on paralleling.
- the supply voltages are chosen to obtain the same intensity in all the windings of the same inductor.
- Said intensity adjustment means RE are incorporated in the source SE.
- the system for transferring the product to be heated 7 comprises rollers R1, R2, R3, ensuring horizontal scrolling, the support of the product inside the ovens being provided either by the mechanical tension applied between the inlet and the outlet, or, if the product is not ferromagnetic by the magnetic levitation inseparable from the process (see for example the document FR-A-2 509 562). In the latter case, the rollers R1 'R 2 and R 3 can be omitted, which is advantageous if the product must not be subjected to contact during its treatment.
- Each oven has two inductors symmetrical with respect to the plane of the product to be heated. The inductors with long pitch are represented in IL and the L, those with short pitch in IC and I'C. Adjustable lateral guides G1, G2 ensure the transverse positioning of the product.
- FIG. 16 represents the solution adopted in the embodiment to obtain the variation of the transverse pitch. It is the cross section of one of the two ovens and represents only a half width, the other being practically symmetrical.
- the oven is represented in the configuration corresponding to the minimum value of the transverse pitch.
- the inductor bars BC1 to BC13 and B'C1 to B'C13, designed as described above and subject of Figures 9 to 13, are carried by mobile supports 21a to 27a, 21b to 27b, except that the bars 10a and 10b identical to others are carried by fixed supports 20a and 20b.
- the supports 21a to 27b are mobile and driven by rotation of two screws 31a and 31b, guided radially by guides 20a and 20b, the thread pitches being 2 mm for the supports 22a and 22b, as well as 21a and 21b, 4 mm for supports 23a and 23b, 6 mm for supports 24a and 24b, 8 mm for supports 25a and 25b, 10 mm for supports 26a and 26b and 12 mm for supports 27a and 27b. Guides not shown ensure the parallelism of the supports.
- the configuration is practically symmetrical with respect to the fixed supports 20a and 20b, except that the part not shown has 5 pairs of movable bars (including 21a and 21b) instead of 6.
- the two screws 31a and 31b are controlled by the same member comprising, on the same shaft 41, two bevel gears 51a and 51b and an operating wheel 61.
- the product to be heated 7 circulates between the bars 11a to 17a and 11b to 17b perpendicular to the plane of the figure.
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- General Induction Heating (AREA)
Abstract
Description
- L'invention concerne le chauffage de produits plats électriquement conducteurs, ce chauffage étant effectué au défilé par induction électromagnétique. Un dispositif connu utilisé pour cela comporte les éléments essentiels suivants :
- - Un système de transfert pour maintenir le produit plat à chauffer dans un plan de chauffage et le faire défiler selon une direction longitudinale de transfert dans ce plan. La largeur du produit est disposée selon une direction transversale également dans ce plan et son épaisseur selon une direction de flux, chacune de ces trois directions étant perpendiculaire aux deux autres. La position transversale du produit à chauffer est réglable.
- - Des enroulements d'excitation d'inducteur.
- - Des moyens d'alimentation électrique pour fournir à ces enroulements une intensité électrique périodiquement variable selon le temps et commandable en amplitude, et pour leur faire ainsi produire un flux magnétique variant comme cette intensité,
- - et des circuits magnétiques d'inducteur pour canaliser ce flux et former un flux de chauffage traversant le produit à chauffer sensiblement selon ladite direction de flux.
- L'invention s'applique au cas fréquent où le chauffage doit être homogène sur toute la surface du produit.
- Parmi les dispositifs connus pour obtenir un tel chauffage, la plupart utilisent un champ magnétique dont le profil est uniforme sur la plus grande partie de la largeur du produit. Ce profil est corrigé sur les bords de façon à obtenir un chauffage homogène sur toute la largeur par aménagement de la répartition des courants de fermeture. L'homogénéité selon la longueur résulte du défilement longitudinal du produit.
- Il en est notamment ainsi selon le brevet britannique n° 1.546.367. Lescorrections de bords sont obtenues par des dispositifs divers (bobines ou ponts magnétiques additionnels, modifications d'entrefer,...) qui compliquent la réalisation et doivent être adaptés à la réaction d'induit du produit, cette réaction dépendant des caractéristiques de ce dernier : épaisseur, résistivité.
- Un autre dispositif connu dit "à maillage carré" permet de s'affranchir des difficultés précédentes. Il est décrit dans le document FR-A-2 538 665 (brevet français n° EN 82 21906 du 28 Décembre 1982). L'inducteur constitué par les enroulements et les circuits magnétiques réalise un maillage carré du flux de chauffage avec une distribution sinusoïdale du champ magnétique suivant les deux directions parallèles aux côtés des carrés. Si le produit a une largeur contenant un nombre entier de fois le pas du maillage, le chauffage est alors homogène sans aucune correction de bords. Mais, si la largeur du produit ne contient pas un nombre entier de fois le pas du maillage, une hétérogénéité de température apparaît sur les deux bords. Pour diminuer cette hétérogénéité on peut d'une part modifier l'intensité d'excitation des éléments du maillage en regard de ces bords, d'autre part prévoir un pas du maillage relativement petit pour que la diffusion de chaleur par conduction apporte une homogénéisation acceptable dans cette zone. Mais le petit pas du maillage peut être un handicap puisque la puissance surfa- oique inductible varie comme la quatrième puissance de ce pas, sans pour autant assurer une homogénéisation suffisante par conduction dans le produit si la vitesse de défilement est relativement grande (temps de transfert bref). On peut aussi ajouter des inducteurs complémentaires en regard de ces bords, mais ceci introduit la complexité de réalisation signalée plus haut.
- Le dispositif selon l'invention comporte les éléments essentiels précédemment mentionnés. Son inducteur présente une constitution périodique à la fois selon la direction longitudinale avec un pas longitudinal, et selon la direction transversale avec un pas transversal, de manière que les variations de l'amplitude du flux de chauffage dans le plan de chauffage dessinent un maillage rectangle constitué par une juxtaposition de carreaux rectangulaires de longueurs égales à ce pas longitudinal et de largeurs égales à ce pas transversal. Le circuit magnétique comporte dans chacun de ces carreaux au moins une pièce polaire centrale telle que l'amplitude du flux de chauffage s'annule sur les côtés du carreau de manière que l'échauffement moyen obtenu après défilement du produit à chauffer soit le même dans toutes les largeurs de carreau comprises entièrement dans la largeur de ce produit. La forme de cette pièce est choisie de plus pour que cette amplitude soit maximale au centre du carreau avec une répartiion sensiblement en forme d'arche de sinusoïde aussi bien selon les sections longitudinales que selon les sections transversales. Le rapport du pas transversal au pas longitudinal est choisi pour annuler l'hétérogénéité locale de chauffe dans chacun des carreaux qui sont entièrement contenus dans la largeur du produit à chauffer. Cette hétérogénéité locale est l'écart dans un sens ou dans l'autre de la température du milieu de la largeur du carreau par rapport à celle des bords du carreau après le défilement de ce produit.
- Les présents inventeurs ont constatés qu'une telle hétérogénéité locale apparaissait à la sortie d'un inducteur lorsque son pas transversal réel s'écarte d'une valeur d'équilibre voisine du pas longitudinal de cet inducteur, cette hétérogénéité croissant alors d'une part avec l'écart à partir de cette valeur d'équilibre et d'autre part avec l'intensité alimentant cet inducteur.
- Un maillage rectangle est décrit dans la demande de brevet français précédemment mentionnée qui envisage cependant seulement que le rapport du pas transversal au pas longitudinal soit égal à un, puisque le maillage proposé est carré comme précédemment indiqué.
- On pourrait imaginer de réaliser, au prix d'une très grande complexité et d'un coût rédhibitoire, un réglage du pas d'un maillage carré, dans les deux directions pour s'adapter exactement à toutes les largeurs d'une famille de produits à chauffer.
- Le but de l'invention est de permettre le chauffage homogène d'un produit de largeur quelconque sans correction spéciale de bord et à l'aide d'un dispositif de coût de fabrication acceptable.
- Le dispositif selon la présente invention est caractérisé par le fait qu'il comporte un premier et un deuxième dits inducteurs se succédant longitudinalement, et présentant respectivement une première et une deuxième valeurs différentes du pas longitudinal, et par conséquent une première et une deuxième valeurs d'équilibre du pas transversal.
- Chacun de ces inducteurs est constitué par la juxtaposition de plusieurs tranches d'inducteur se succédant transversalement de manière régulière selon ledit pas transversal, chacune de ces tranches s'étendant longitudinalement en comportant son propre enroulement inducteur et son propre circuit magnétique et en présentant ladite périodicité selon ledit pas longitudinal.
- Des moyens de réglage mécaniques commandent l'écartement entre lesdites tranches d'inducteur et par conséquent ledit pas transversal à une même valeur dans ces deux inducteurs. Ceci permet d'adapter le dispositif à des variations limitées de la largeur du produit à chauffer grâce à une variation de cet écartement rendant cette largeur égale à un nombre entier de pas transversaux. On peut alors faire coincider les bords de ce produit avec les bords de deux dits carreaux dans chaque inducteur, de manière à échauffer les zones de bords de ce produit à la même température que ses zones intermédiaires. Le pas transversal commun est commandable entre lesdites première et deuxième valeurs d'équilibre du pas transversal.
- Des moyens électriques de réglage commandent le rapport des intensités électriques alimentant les deux inducteurs. Lorsqu'une différence entre le pas transversal réel et sa valeur d'équilibre dans chaque inducteur tend à provoquer une dite hétérogénéité locale de chauffe qui est propre à cet inducteur, ces moyens de réglage fournissent aux deux inducteurs des intensités électriques propres à annuler l'hétérogénéité locale de chauffe globale du dispositif par compensation des deux hétérogénéités propres aux deux inducteurs.
- Plus brièvement, il apparaît que, pour rester dans des coûts acceptables, on adopte selon l'invention une configuration variant uniquement en largeur, de façon à toujours avoir un nombre entier de pas transversaux dans cette largeur, le dispositif comportant alors deux inducteurs dont les deux pas longitudinaux définissent, avec le pas transversal commun précédent, deux maillages rectangles. Le grand côté du rectangle est dans la direction du transfert pour l'un des inducteurs et dans la direction perpendiculaire au transfert pour l'autre inducteur. On peut alors, par réglage du rapport des intensités d'excitation dans les deux inducteurs, obtenir une compensation exacte des hétérogénéités créés par un inducteur par des hétérogénéités égales en grandeur et opposées en signe et créés par l'autre inducteur.
- De préférence le circuit magnétique de chacune desdites tranches comporte au moins un barreau longitudinal portant lesdites pièces polaires se succédant longitudinalement en saillie vers le produit à chauffer. Un enroulement propre à ce barreau suit un trajet ondulé en passant longitudinalement à droite d'une première pièce polaire, puis transversalement entre cette pièce et une seconde, puis longitudinalement à gauche de cette seconde, puis transversalement entre cette seconde et une troisième, et ainsi de suite. Ceci permet une réalisation facile de la tranche d'inducteur.
- Par ailleurs, il est avantageux que le dispositif comporte en outre des interrupteurs électriques pour permettre de connecter ou de déconnecter les enroulements d'excitation des tranches latérales des deux inducteurs et de faire ainsi varier le nombre de pas trasversaux pour adapter la largeur du flux de chauffage à des variations de la largeur du produit à chauffer plus grandes que lesdites variations limitées.
- De préférence encore chaque tranche comporte deux dits barreaux disposés de part et d'autre du produit à chauffer.
- La présente invention a également pour objet un procédé de chauffage de produits plats par induction électromagnétique au défilé, selon lequel on fait défiler longitudinalement le produit à chauffer dans le flux d'un'inducteur présentant une double périodicité selon un pas longitudinal et selon un pas transversal, caractérisé par le fait qu'on fait défiler ce produit dans le flux de deux inducteurs successifs présentant un pas transversal commun qui est réglable sensiblement entre les deux pas longitudinaux de ces deux inducteurs, on règle ce pas transversal pour faire coïncider la largeur de ce produit avec un nombre entier de pas transversaux et obtenir ainsi le même chauffage sur les deux zones de bords de ce produit que sur les zones intermédiaires, et on règle d'une part le rapport des intensités alimentant ces deux inducteurs pour homogénéiser le chauffage dans chaque pas transversal, et d'autre part la puissance totale pour atteindre la température désirée.
- Les avantages et particularités de l'invention seront mieux compris à la lecture de ce qui suit, illustré par les figures annexées.
- La figure 1 représente un carreau de maillage rectangulaire de flux magnétique avec son grand côté dans la direction DX du transfert.
- La figure 2 représente l'hétérogénéité de chauffage obtenue dans la largeur du produit défilant dans le carreau de la figure 1, la température atteinte par les divers points de cette largeur étant portée en ordonnées.
- La figure 3 représente un carreau de maillage rectangle avec son grand côté dans une direction transversale DY perpendiculaire à la direction du transfert.
- La figure 4 représente l'hétérogénéité du chauffage obtenue dans la largeur du produit défilant face au carreau de la figure 3.
- La figure 5 représente les maillages des flux de chauffe créés par les inducteurs IL et IC de deux fours qui se suivent dans la direction du transfert, lorsque ces maillages sont tels que les deux fours doivent être utilisés à la même puissance, ce qui implique.que les rectangles de maillage dans les deux fours présentent sensiblement le même rapport de longueur à largeur.
- La figure 6 et la figure 7 représentent les maillages des deux mêmes fours après diminution et augmentation du pas transversal de façon à aboutir à un maillage carré dans le premier et le deuxième fours, respectivement, un trait renforcé indiquant le four qui est seul alimenté électriquement et qui présente le maillage carré.
- La figure 8 représente une vue de face de l'inducteur d'un de ces fours, pour montrer le principe de bobinage des enroulements d'inducteur, les pôles magnétiques nord et sud étant désignés par les lettres N et S respectivement.
- Les figures 9 et 10 représentent, en vue de côté, les circuits magnétiques de pas longitudinaux fixes différents du deuxième et du premier indicteurs respectivement.
- La figure 11 représente une vue en perspective d'une portion extrême d'un barreau.
- La figure 12 représente un détail à échelle agrandie de la figure 8 pour montrer la disposition relative des pièces polaires et des enroulements.
- La figure 13 montre une vue en coupe transversale d'une tranche d'inducteur au niveau d'une pièce polaire selon un plan XII de la figure 12.
- La figure 14 représente un schéma de connexion des enroulements excitateurs d'un inducteur, pour montrer que les enroulements de plusieurs tranches latérales peuvent être déconnectés pour s'adapter à la largeur du produit à chauffer.
- La figure 15 représente une vue de côté du dispositif selon l'invention pour montrer le système de transfert du produit à chauffer défilant horizontalement.
- La figure 16 représente une vue en coupe transversale de l'inducteur court du dispositif selon la figure 15 pour montrer le mécanisme de réglage du pas transversal.
- Les inventeurs ont établi que si le maillage est rectangulaire au lieu d'être carré, l'hétérogénéité d'échauffement dans un pas transversal a une distribution sinusoïdale dont l'amplitude DT est donnée sensiblement par l'expression :

- Si conformément à la figure 1, le côté a est disposé selon la largeur du produit (direction transversale DY) et le côté b dans la direction du transfert DX, les maxima de la sinusoide ou surchauffes sont sur les bords des rectangles et le minima ou sous-chauffes dans l'axe desdits rectangles, comme sur la figure 2.
- Si conformément à la figure 3, a est disposé dans la direction du transfert DX et b selon la largeur du produit, les maxima de la sinusoide ou surchauffes sont dans l'axe des rectangles et les minima ou sous-chauffes sur les bords des rectangles comme représenté sur la figure 4.
- Dans le dispositif suivant l'invention, la configuration de base comporte deux fours avec respectivement deux inducteurs IL et IC dont l'un forme un maillage de pas longitudinal PL et l'autre un maillage de pas longitudinal PC. Ces deux pas sont fixes par construction.
- Dans la direction transversale DY, c'est-à-dire dans la largeur du produit, le maillage a un pas PT variable. Ce pas transversal PT est compris entre les pas longitudinaux PL et PC et il doit être contenu un nombre entier n de fois dans la largeur LA du produit LA = n PT
- Soit le cas particulier pour lequel PL/PT = PT/PC. Les hétérogénéités de chauffe sont dans ce cas de même amplitude dans les deux fours si ceux-ci sont excités également, de façon à induire chacun la moitié de la puissance totale de chauffage, mais ont la configuration de la figure 2 dans le four de pas PL, et la configuration de la figure 4 dans le four de pas PC, de sorte qu'elles se compensent exactement.
- Ce maillage est représenté figure 5.
- Pour tous les cas où la largeur du produit est comprise entre n.PL et n.PC, on peut également obtenir un chauffage homogène. Ayant disposé comme précédemment, un nombre entier n de pas PT dans la largeur du produit, on excite différemment les deux fours de façon à demander plus de puissance à celui qui conduit à la moindre hétérogénéité pour une intensité donnée, et vice-versa. Les deux cas limites sont représentés par les figures 6 et 7.
- Sur la figure 6, la largeur du produit est n.PC. L'un des fours a alors un maillage carré, conduisant à une chauffe exempte d'hétérogénéité. Il lui est donc demandé la pleine puissance tandis que le second four n'est pas utilisé.
- Sur la figure 7, la largeur de produit est n.PL. Le four non utilisé dans le cas précédent devient à maillage carré et c'est maintenant à lui qu'est demandée la pleine puissance, exempte d'hétérogénéité, alors que l'autre four n'est pas utilisé.
- Dans la pratique, afin de limiter la sous utilisation dans ces deux cas extrêmes, donc avoir un dimensionnement plus favorable économiquement, il n'y a pas de four inutilisé, mais une sous-charge de celui à maillage rectangle de façon à ce que l'hétérogénéité de chauffe reste compatible avec la tolérance admise.
- Si la largeur du produit est inférieure à n.PC, on déconnecte k tranches longitudinales du maillage précédent dans la largeur du produit, k étant déterminé par la plus faible largeur prévisible de produits à chauffer, ceci en ouvrant des interrupteurs tels que I1, I2 (voir figure 14).
- Il est clair que, puisque seul le pas transversal est variable, on peut rendre toutes les mailles d'une même tranche indissociables les unes des autres. Les enroulements Ei, Ei+1 représentés figure 8 appartiennent à deux tranches successives de rang i et i+1. Leur forme est liée à cette indissociabilité. Le conducteur électrique affecte la forme d'une ondulation autour des pôles alternés N et S d'une même rangée déterminant trois des quatre côtés CA, CB et CC d'une spire rectangulaire. Cette même figure montre que le quatrième coté CE, de la spire est constitué par un conducteur de la tranche voisine, en raison des sens de courants indiqués, sans empêcher le déplacement relatif de la première tranche par rapport à la seconde pour faire varier le pas transversal.
- On peut cependant remarquer que, lorsque le pas transversal s'écarte de sa valeur minimale, on n'obtient pas exactement une spire de courant rectangulaire parfaitement fermée car deux intervalles sans courant subsistent sur les deux côtés transversaux du rectangle. En particulier, lorsque le pas transversal est égal au pas longitudinal on n'obtient pas exactement la spire de courant carrée qui permettrait d'obtenir un chauffage parfaitement homogène. C'est l'une des raisons pour lesquelles ladite valeur d'équilibre du pas transversal n'est pas exactement égale au pas longitudinal, cette valeur d'équilibre étant celle qui permet en pratique de s'approcher au plus près d'un chauffage homogène et étant déterminée expérimentalement.
- A titre d'exemple de réalisation, il s'agit de chauffer jusqu'à 480°C des bandes d'aluminium de 1 mm d'épaisseur défilant à une vitesse de 0,33 m/s et dont la largeur est comprise entre 0,85 et 1,85 m. Il faut induire 800 kW pour la largeur maximale.
- Les deux fours sont réalisés l'un avec un pas longitudinal de 170 mm suivant la figure 9, l'autre avec un pas longitudinal de 240 mm suivant la figure 10. Chaque rangée longitudinale du maillage est matérialisée par une tranche d'inducteur avec un circuit magnétique en forme de barreau. Les pièces polaires sont représentées en P. Les pièces polaires longitudinalement extrêmes PE présentent une longueur moitié.
- Dans les deux cas, chaque barreau est constitué d'un lit de tôles magnétiques 1, serré entre des joues 2 et entretoisé par des pièces 3 et 4, comme représenté figure 11. L'enroulement associé à un barreau est représenté figure 12. Le conducteur est constitué par deux tubes en cuivre 5, de diamètre extérieur 25 mm, et de diamètre intérieur 19 mm connectés en parallèle et décrivant autour des pôles l'ondulation précédemment expliquée.
- La figure 13 est une coupe transversale d'un barreau et montre en plus des calages isolants tant électriques 6a que thermiques 6b.
- La figure 14 montre le principe qde connexion électrique de l'un des inducteurs. La largeur minimale de 850 mm est couverte par cinq pas transversaux de 170 mm. Pour imposer une valeur nulle au champ magnétique sur les deux bords du produit, deux tranches supplémentaires sont excitées en dehors du produit, une sur chaque bord. Ces sept tranches formant chacune une rangée de pôles, sont alimentées à travers un interrupteur Io qui n'est ouvert que lorsque l'inducteur n'est pas en service.
- En faisant varier les sept pas ainsi définis de 170 à 204 mm, les cinq pas actifs permettent de chauffer toutes les largeurs entre 850 et 1020 mm.
- En ajoutant une huitième rangée, par fermeture de l'interrupteur I3 on peut utiliser six pas actifs permettant de chauffer toutes les largeurs entre 1020 et 1190 mm lorsque ces pas varient de 170 à 198,33 mm.
- L'adjonction d'une neuvième rangée (interrupteur I4 fermé), permet, avec sept pas actifs de chauffer toutes les largeurs entre 1190 et 1360 lorsque ces pas varient de 170 à 194,28 mm.
- Et ainsi de suite jusqu'à chauffer des largeurs pouvant aller de 1700 à 1870 mm par évolution de 12 pas transversaux, dont 10 actifs de 170 à 187 mm.
- On pourrait également, suivant le même principe, réaliser ce qui suit :
- 7 pas transversaux variant de 170 à 204 dont 5 actifs, largeurs chauffées 850 à 1040 mm
- 8 pas transversaux variant de 170 à 204 dont 6 actifs, largeurs chauffées 1040 à 1224 mm
- 9 pas transversaux variant de 170 à 204 dont 7 actifs, largeurs chauffées 1224 à 1428 Mm
- 10 pas transversaux variant de 170 à 204 dont 8 actifs, largeurs chauffées 1428 à 1632
- 11 pas transversaux variant de 170 à 204 dont 9 actifs, largeurs chauffées 1632 à 1836 mm
- 12 pas transversaux variant de 170 à 204 dont 10 actifs, largeurs chauffées 1836 à 2040 mm
- Ce second dispositif a l'avantage de permettre de chauffer des largeurs plus grandes que le premier. Toutefois, pour la largeur maximale de 1850 mm considérée, le premier dispositif, n'utilisant pas pour des grandes largeurs la pleine variation du pas transversal, conduit pour ces grandes largeurs à mieux répartir la puissance totale entre les deux fours et à minimiser l'installation d'alimentation, sans pour autant utiliser une rangée supplémentaire.
- Le présent exemple n'est pas limitatif du mode de raccordement électrique. Il est essentiellement illustratif. Dans la pratique il y a intérêt à faire appel dans certains cas à des mises en parallèle. Les tensions d'alimentations sont choisies pour obtenir une même intensité dans tous les enroulements d'un même inducteur. Lesdits moyens de réglage d'intensité RE sont incorporés dans la source SE.
- Selon la figure 15 le système de transfert du produit à chauffer 7 comporte des rouleaux R1, R2, R3, assurant un défilement horizontal, le support du produit à l'intérieur des fours étant assuré soit par la tension mécanique appliquée entre l'entrée et la sortie, soit, si le produit n'est pas ferromagnétique par la lévitation magnétique indissociable du procédé (voir par exemple le document FR-A-2 509 562). Dans ce dernier cas, les rouleaux R1' R2 et R3 peuvent être supprimés, ce qui est intéressant si le produit ne doit pas subir de contact pendant son traitement. Chaque four comporte deux inducteurs symétriques par rapport au plan du produit à chauffer. Les inducteurs à pas long sont représentés en IL et l'L, ceux à pas court en IC et I'C. Des guides latéraux réglables G1, G2 assurent le positionnement transversal du produit.
- La figure 16, représente la solution adoptée dans l'exemple de réalisation pour obtenir la variation du pas transversal. Elle est la coupe en travers de l'un des deux fours et n'en représente qu'une demi largeur l'autre étant pratiquement symétrique. Le four est représenté dans la configuration correspondant à la valeur minimale du pas transversal.
- Les barreaux inducteurs BC1 à BC13 et B'C1 à B'C13, conçus comme décrits précédemment et objet des figures 9 à 13, sont portés par des supports mobiles 21a à 27a, 21b à 27b, sauf que les barreaux 10a et 10b identiques aux autres sont portés par des supports 20a et 20b fixes.
- Les supports 21a à 27b d'autre part, sont mobiles et entraînés par rotation de deux vis 31a et 31b, guidées radialement par des guides 20a et 20b, les pas des filetages étant 2 mm pour les supports 22a et 22b, ainsi que 21a et 21b, 4 mm pour les supports 23a et 23b, 6 mm pour les supports 24a et 24b, 8 mm pour les supports 25a et 25b, 10 mm pour les supports 26a et 26b et 12 mm pour les supports 27a et 27b. Des guides non représentés assurent le maintien du parallélisme des supports.
- La configuration est pratiquement symétrique par rapport aux supports fixes 20a et 20b, sauf que la partie non représentée comporte 5 paires de barreaux mobiles (dont 21a et 21b) au lieu de 6.
- Les deux vis 31a et 31b sont commandées par un même organe comportant, sur le même arbre 41, deux renvois d'angle 51a et 51b et un volant de manoeuvre 61.
- Le produit à chauffer 7 circule entre les barreaux 11a à 17a et 11b à 17b perpendiculairement au plan de la figure.
- En trait mixte est représentée la position extrême BC1E du barreau BC1 après rotation des vis 31a et 31b pour obtenir la valeur maximale du pas transversal.
Claims (5)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8401187A FR2558941B1 (fr) | 1984-01-26 | 1984-01-26 | Dispositif de chauffage de produits plats au defile par induction electromagnetique |
| FR8401187 | 1984-01-26 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0150793A2 true EP0150793A2 (fr) | 1985-08-07 |
| EP0150793A3 EP0150793A3 (en) | 1985-09-25 |
| EP0150793B1 EP0150793B1 (fr) | 1989-01-04 |
Family
ID=9300494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85100589A Expired EP0150793B1 (fr) | 1984-01-26 | 1985-01-22 | Dispositif de chauffage de produits plats au défilé par induction électromagnétique |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4587392A (fr) |
| EP (1) | EP0150793B1 (fr) |
| JP (1) | JPS60172195A (fr) |
| DE (1) | DE3567349D1 (fr) |
| FR (1) | FR2558941B1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0308182A1 (fr) * | 1987-09-15 | 1989-03-22 | Electricity Association Services Limited | Appareil de chauffage par induction |
| WO1991003916A1 (fr) * | 1989-08-30 | 1991-03-21 | Otto Junker Gmbh | Dispositif de chauffage inductif de materiaux metalliques plats |
| FR2663491A1 (fr) * | 1990-06-13 | 1991-12-20 | Siderurgie Fse Inst Rech | Inducteur pour le rechauffage localise de produits metallurgiques. |
| WO2012072770A1 (fr) * | 2010-12-02 | 2012-06-07 | Zenergy Power Gmbh | Procédé et appareil de chauffage par induction pour chauffer une billette |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE452085B (sv) * | 1986-03-03 | 1987-11-09 | Asea Ab | Anordning for vermning av emnen, band eller plat |
| US4751360A (en) * | 1987-06-26 | 1988-06-14 | Ross Nicholas V | Apparatus for the continuous induction heating of metallic strip |
| JPH07101633B2 (ja) * | 1987-09-28 | 1995-11-01 | 株式会社明電舎 | 平板の誘導加熱装置 |
| FR2661849B1 (fr) * | 1990-05-10 | 1995-03-17 | Siderurgie Fse Inst Rech | Procede et dispositifs de rechauffage par induction au defile d'un produit metallurgique de forme allongee. |
| JP2540041Y2 (ja) * | 1993-02-08 | 1997-07-02 | 富士電子工業株式会社 | 円柱状ワークの内周面高周波加熱コイル |
| JP3310920B2 (ja) * | 1998-01-26 | 2002-08-05 | 三菱重工業株式会社 | シートバー接合機 |
| FR2808163B1 (fr) * | 2000-04-19 | 2002-11-08 | Celes | Dispositif de chauffage par induction a flux transverse a circuit magnetique de largeur variable |
| US6677561B1 (en) * | 2002-10-21 | 2004-01-13 | Outokumpu Oyj | Coil for induction heating of a strip or another elongate metal workpiece |
| US20100038358A1 (en) * | 2008-03-20 | 2010-02-18 | Dingle Brad M | Inductive soldering device |
| DE102009026236A1 (de) * | 2009-07-23 | 2011-04-07 | Atn Automatisierungstechnik Niemeier Gmbh | Verfahren zum stoffschlüssigen Verbinden von Fügepartnern |
| EP2838123B1 (fr) * | 2013-08-14 | 2016-03-16 | Komax Holding AG | Dispositif de soudure destiné à relier des cellules solaires |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2448012A (en) * | 1944-09-09 | 1948-08-31 | Westinghouse Electric Corp | Induced heating of continuously moving metal strip with pulsating magnetic flux |
| DE884811C (de) * | 1942-10-25 | 1953-07-30 | Deutsche Edelstahlwerke Ag | Elektroinduktive Heizvorrichtung zum fortschreitenden Oberflaechenhaerten metallischer Werkstuecke |
| GB712066A (en) * | 1951-02-03 | 1954-07-14 | Asea Ab | High-frequency electromagnetic induction means for heating metallic strips |
| FR1202900A (fr) * | 1957-03-05 | 1960-01-14 | Penn Induction Corp | Procédé et appareil pour le chauffage par induction de bandes de tôle |
| DE1158194B (de) * | 1962-06-22 | 1963-11-28 | Zd Y Elektrotepelnych Zarizeni | Induktoranordnung zur induktiven Erwaermung von durchlaufenden Metallbaendern |
| FR1347484A (fr) * | 1963-02-13 | 1963-12-27 | Bbc Brown Boveri & Cie | Dispositif pour échauffer par induction uniformément et au défilement des bandes métalliques |
| US3444346A (en) * | 1966-12-19 | 1969-05-13 | Texas Instruments Inc | Inductive heating of strip material |
| EP0087345A1 (fr) * | 1982-02-18 | 1983-08-31 | Alsthom | Procédé et dispositifs pour minimiser la puissance induite dans un produit plat conducteur maintenu électromagnétiquement sans contact |
| FR2527885A1 (fr) * | 1982-05-28 | 1983-12-02 | Glaverbel | Procede et dispositif pour la fabrication de panneaux vitreux |
| FR2538665A1 (fr) * | 1982-12-28 | 1984-06-29 | Cem Comp Electro Mec | Procede et dispositifs de chauffage homogene par induction de produits plats au defile |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH568661A5 (fr) * | 1973-09-24 | 1975-10-31 | Varta Batterie | |
| US4321444A (en) * | 1975-03-04 | 1982-03-23 | Davies Evan J | Induction heating apparatus |
| FR2509562A1 (fr) * | 1981-07-10 | 1983-01-14 | Cem Comp Electro Mec | Procede et dispositif de chauffage homogene par induction electromagnetique a flux transversal de produits plats, conducteurs et amagnetiques |
-
1984
- 1984-01-26 FR FR8401187A patent/FR2558941B1/fr not_active Expired
-
1985
- 1985-01-17 US US06/692,141 patent/US4587392A/en not_active Expired - Lifetime
- 1985-01-22 EP EP85100589A patent/EP0150793B1/fr not_active Expired
- 1985-01-22 DE DE8585100589T patent/DE3567349D1/de not_active Expired
- 1985-01-24 JP JP60011730A patent/JPS60172195A/ja active Granted
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE884811C (de) * | 1942-10-25 | 1953-07-30 | Deutsche Edelstahlwerke Ag | Elektroinduktive Heizvorrichtung zum fortschreitenden Oberflaechenhaerten metallischer Werkstuecke |
| US2448012A (en) * | 1944-09-09 | 1948-08-31 | Westinghouse Electric Corp | Induced heating of continuously moving metal strip with pulsating magnetic flux |
| GB712066A (en) * | 1951-02-03 | 1954-07-14 | Asea Ab | High-frequency electromagnetic induction means for heating metallic strips |
| FR1202900A (fr) * | 1957-03-05 | 1960-01-14 | Penn Induction Corp | Procédé et appareil pour le chauffage par induction de bandes de tôle |
| DE1158194B (de) * | 1962-06-22 | 1963-11-28 | Zd Y Elektrotepelnych Zarizeni | Induktoranordnung zur induktiven Erwaermung von durchlaufenden Metallbaendern |
| FR1347484A (fr) * | 1963-02-13 | 1963-12-27 | Bbc Brown Boveri & Cie | Dispositif pour échauffer par induction uniformément et au défilement des bandes métalliques |
| US3444346A (en) * | 1966-12-19 | 1969-05-13 | Texas Instruments Inc | Inductive heating of strip material |
| EP0087345A1 (fr) * | 1982-02-18 | 1983-08-31 | Alsthom | Procédé et dispositifs pour minimiser la puissance induite dans un produit plat conducteur maintenu électromagnétiquement sans contact |
| FR2527885A1 (fr) * | 1982-05-28 | 1983-12-02 | Glaverbel | Procede et dispositif pour la fabrication de panneaux vitreux |
| FR2538665A1 (fr) * | 1982-12-28 | 1984-06-29 | Cem Comp Electro Mec | Procede et dispositifs de chauffage homogene par induction de produits plats au defile |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0308182A1 (fr) * | 1987-09-15 | 1989-03-22 | Electricity Association Services Limited | Appareil de chauffage par induction |
| WO1991003916A1 (fr) * | 1989-08-30 | 1991-03-21 | Otto Junker Gmbh | Dispositif de chauffage inductif de materiaux metalliques plats |
| US5336868A (en) * | 1989-08-30 | 1994-08-09 | Otto Junker Gmbh | Device for inductively heating flat metal materials |
| FR2663491A1 (fr) * | 1990-06-13 | 1991-12-20 | Siderurgie Fse Inst Rech | Inducteur pour le rechauffage localise de produits metallurgiques. |
| WO2012072770A1 (fr) * | 2010-12-02 | 2012-06-07 | Zenergy Power Gmbh | Procédé et appareil de chauffage par induction pour chauffer une billette |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2558941A1 (fr) | 1985-08-02 |
| EP0150793B1 (fr) | 1989-01-04 |
| DE3567349D1 (en) | 1989-02-09 |
| JPS60172195A (ja) | 1985-09-05 |
| JPS6310541B2 (fr) | 1988-03-08 |
| FR2558941B1 (fr) | 1986-05-02 |
| US4587392A (en) | 1986-05-06 |
| EP0150793A3 (en) | 1985-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0150793B1 (fr) | Dispositif de chauffage de produits plats au défilé par induction électromagnétique | |
| EP1148762B1 (fr) | Dispositif de chauffage par induction à flux transverse à circuit magnétique de largeur variable | |
| EP0622974B2 (fr) | Procédé de commande d'un convertisseur de puissance pour l'alimentation en courant continu d'un four électrique à arc | |
| EP0258101B2 (fr) | Procédé de fusion de ferraille et four électrique pour la mise en oeuvre du procédé | |
| FR2589306A1 (fr) | Appareil de chauffage par induction electromagnetique | |
| FR2923951A1 (fr) | Ensemble de connexion electrique pour moteur sans balai. | |
| FR2804801A1 (fr) | Agencement de stator d'une machine electrique tournante pour vehicule | |
| EP0170556A1 (fr) | Dispositif à induction électromagnétique pour le chauffage d'éléments métalliques | |
| EP0206963A1 (fr) | Inducteur à entrefer variable de réchauffage inductif de rives d'un produit métallurgique | |
| FR2557394A1 (fr) | Moteur a courant continu sans collecteur avec un enroulement triphase | |
| EP0081400B1 (fr) | Dispositif de chauffage par induction magnétique de produits métalliques rectangulaires plats défilant dans le sens de leur longueur | |
| FR2664837A1 (fr) | Poste de soudure a moteur perfectionne. | |
| EP0600759A1 (fr) | Machine électromagnétique à induction linéaire à répartition de flux magnétique optimisée et utilisation | |
| EP0053060B1 (fr) | Inducteur à champ glissant et à flux orienté pour rouleau-brasseur de coulée continue de brames | |
| FR2471352A1 (fr) | Procede et appareil pour la fabrication d'un feuil de verre | |
| FR2556625A1 (fr) | Systeme de coulee de metaux liquides comportant une pompe electromagnetique concue pour l'obtention d'une solidification rapide de ces metaux | |
| EP0074895B1 (fr) | Machines électriques tournantes à courant continu à poles de compensation auxiliaires | |
| EP0087345B1 (fr) | Procédé et dispositifs pour minimiser la puissance induite dans un produit plat conducteur maintenu électromagnétiquement sans contact | |
| EP0264510B1 (fr) | Procédé et installation de traitement électrolytique d'une bande métallique | |
| FR2573947A1 (fr) | Dispositif de chauffage de produits plats au defile par induction electromagnetique selon un maillage carre | |
| FR2555353A1 (fr) | Electro-aimant a courant variable, notamment pour chauffage inductif | |
| FR2547402A1 (fr) | Dispositif de chauffage de produits metalliques au defile par induction | |
| FR2682551A1 (fr) | Inducteur de chauffage par induction de bandes metalliques. | |
| EP0230185B1 (fr) | Procédé de réalisation de circuits magnétiques pour selfs de stabilisation destinées à un ensemble de lampes à décharge différentes | |
| EP0289425B1 (fr) | Alternateur ayant un enroulement induit comportant des composants redresseurs |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT LI LU |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT LI LU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ALSTHOM |
|
| 17P | Request for examination filed |
Effective date: 19860325 |
|
| 17Q | First examination report despatched |
Effective date: 19880321 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB IT LI LU |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3567349 Country of ref document: DE Date of ref document: 19890209 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EPTA | Lu: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950103 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19950201 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960131 Ref country code: CH Effective date: 19960131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19961212 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19961216 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19961217 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19961219 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980131 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980131 |
|
| BERE | Be: lapsed |
Owner name: ALSTHOM Effective date: 19980131 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981001 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |