EP0131734A2 - Bürstenherstellungsmachine - Google Patents
Bürstenherstellungsmachine Download PDFInfo
- Publication number
- EP0131734A2 EP0131734A2 EP84106451A EP84106451A EP0131734A2 EP 0131734 A2 EP0131734 A2 EP 0131734A2 EP 84106451 A EP84106451 A EP 84106451A EP 84106451 A EP84106451 A EP 84106451A EP 0131734 A2 EP0131734 A2 EP 0131734A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- brush
- positioning
- drives
- motors
- servo drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 238000005553 drilling Methods 0.000 claims description 6
- 238000012423 maintenance Methods 0.000 abstract description 5
- 239000000428 dust Substances 0.000 abstract description 4
- 230000002349 favourable effect Effects 0.000 abstract description 3
- 238000012545 processing Methods 0.000 abstract description 3
- 238000013461 design Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images
Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/06—Machines for both drilling bodies and inserting bristles
- A46D3/067—Machines for both drilling bodies and inserting bristles featuring simultaneous pivoting of bodies for drilling and filling
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/08—Parts of brush-making machines
Definitions
- the invention relates to a brush manufacturing machine with at least one tamping device and / or with a drilling device, wherein one or more holders are provided for the brush body and wherein for carrying out positioning movements of the holders and for the supply and removal u.
- One or more drives are provided by brush bodies.
- stepper motors with hydraulic amplifiers have also been used.
- vibration problems can occur at high positioning speeds.
- the object of the present invention is to provide a brush production machine of the type mentioned at the outset, which also permits high positioning speeds with high positioning accuracy. Still supposed to be the same timely the effort, especially with regard to maintenance, should be significantly reduced or confused.
- At least the drive or drives provided for positioning the brush bodies in accordance with a hole field provided are designed as three-phase servo drive motors.
- these three-phase servomotors is particularly robust and largely maintenance-free, so that they can be used particularly advantageously in brush-making machines and the loads that occur.
- These motors also have a very favorable power-to-weight ratio, which has an especially advantageous effect on brush-making machines in which one or more of the motors have to be moved.
- the drives for feeding, removal and. Like. Designed as a three-phase servo drive motor.
- These drive tasks also result in advantages due to the fact that they are largely maintenance-free. As a result, the entire brush-making machine can work without problems or maintenance-free over a longer period of time. This is particularly important in view of the maintenance personnel at the brush factories, which are usually not permanently available.
- the drive motors are connected to the positioning device or the like directly or via at least one essentially rigid gear connection.
- the practically “direct arrangement" of the drive motors in the positioning device or the like is possible in particular due to the low weight of the drive motors combined with high performance.
- a brush production machine 1 has a drilling tool 2 and a tamping tool 3.
- brushes 4 with bristle tufts 5 set in two directions can be produced.
- three three-phase servo drive motors 8, 8 a, 8 b are provided.
- the motor 8 serves for pivoting to the side and thus for positioning the brush body 6 in the transverse direction, while the motor 8 a (FIG. 1) causes a longitudinal pivoting movement and thus a positioning of the brush body 6 in the longitudinal direction of the brush body hole field 9 (FIG. 3).
- the swiveling positioning movements provided here also allow tufts of bristles to be inserted in two directions.
- a swivel frame 10 is provided, on which the motor 8 a engages.
- the workpiece holders 7 are mounted so that they can be swiveled to the side.
- Fig. 2 it can be clearly seen that the drive motor 8 for the transverse positioning pivot movement of the workpiece holder 7 is attached to the pivot frame 10 and the longitudinal positioning movement caused by the motor 8 a.
- the distance between the brush body 6 to be machined and the drilling tool 2 or the stopper also changes during the positioning Tool 3. So-called depth compensation is provided to keep this distance constant despite the swivel movements.
- the swivel frame 10 and its support frame 12, which has the swivel bearings 11, is mounted such that it can be positioned in height and is connected to a further three-phase servo drive motor 8 b.
- Corresponding spindle drives are interposed to convert the rotary movement of the servo drive motors 8 a and 8 b into a linear movement.
- the three-phase servo drive motors 8, 8 a can be connected practically directly to the positioning device driven by them due to their low weight, in particular also power weight.
- Fig. 3 shows another example of the use of a three-phase servo drive motor 8 c.
- the motor 8 c is used for positioning, in particular for switching from one finished brush body to the next.
- the brush bodies are held in workpiece holders 7 of a drum 13. After a brush body 6 has been finished, this drum 13 must carry out an indexing movement to a next brush body. However, between the last tamping or drilling process for the then finished brush and the first processing step of the next brush, practically no more time should pass than between two processing steps for one brush. It is therefore necessary to carry out the indexing movement very quickly and yet precisely metered.
- the previously mentioned three-phase servo drive motor 8 c is therefore also used at this point. In the exemplary embodiment, it drives the bearing shaft 15 of the drum 13 directly via a gear reduction 14.
- three-phase servo drive motors is particularly advantageous because they are largely maintenance-free.
- such motors could also be used for auxiliary functions such as switching bristle material feeders and the like. Like. Be used.
- the brush making machines are typically set up for a variety of brush patterns.
- the changeover to different patterns which otherwise often also required optimization adjustments, can be carried out without any problems when using three-phase servomotors.
- the AC motors are around 60% lighter than DC motors with smaller external dimensions and still have the same power.
- the possibility of direct network operation also results in significant energy savings.
- smaller motors can be used in comparison to direct current motors.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Motor Or Generator Current Collectors (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Eine Bürstenherstellungsmaschine (1) (Figur 1) weist zum Positionieren von Werkstückhaltern (7), in denen Bürstenkörper (6) zur Bearbeitung eingespannt sind, Drehstrom-Servoantriebsmotoren (8, 8 a, 8 b) auf. Diese Motoren ergeben eine insgesamt hinsichtlich der Antriebe praktisch wartungsfreie Bürstenherstellungsmaschine, wobei die Antriebe auch unempfindlich gegenüber den bei der Bürstenherstellung unumgänglichen Staubentwicklung sind. Durch das günstige Leistungsgewicht dieser Drehstrom- Servoantriebsmotoren können diese auch gut praktisch direkt bei den Positioniervorrichtungen angebaut sein, wobei durch ihr vergleichsweise geringes Gewicht eine hohe, erforderliche Positioniergeschwindigkeit möglich ist.
Description
- Die Erfindung betrifft eine Bürstenherstellungsmaschine mit wenigstens einer Stopfeinrichtung und/oder mit einer Bohreinrichtung, wobei für die Bürstenkörper eine oder mehrere Halterungen vorgesehen sind und wobei zur Durchführung von Positionierbewegungen der Halterungen sowie für die Zuführung und den Abtransport u. dgl. von Bürstenkörpern ein oder mehrere Antriebe vorgesehen sind.
- Bei Bürstenherstellungsmaschinen sind bisher die Arbeitsbewegungen bei der Bürstenherstellung, insbesondere beim Bohren und Stopfen der Bürstenkörper, über Kurvenschablonen od. dgl. übertragen worden. Diese Antriebsart hat sich in der Bürstenindurstrie, insbesondere wegen ihrer Robustheit und einfachen Bedienbarkeit bewährt. Jedoch waren der Arbeitsgeschwindigkeit und der Genauigkeit Grenzen gesetzt, die der mit, der Zeit geforderten Leistung entgegenstanden.
- Man hat deshalb auch schon Gleichstrom- oder Schrittmotoren eingesetzt, wobei letztere ein genaueres und bedingt auch, insbesondere bei kleineren Antriebsleistungen, auch ein schnelleres Positionieren zulassen. Diese Motoren sind jedoch aufwendig und teuer. Auch sind eine aufwendige Wartung und erhebliche Maßnahmen erforderlich, um Störungen durch unvermeidbare Staubentwicklung u. dgl. Umgebungseinflüsse bei der Bürstenherstellung in vertretbaren Grenzen zu halten.
- Zwar haben sich diese Gleichstrom- bzw. auch die Schrittmotoren im Bereich von Werkzeugmaschinen im wesentlichen bewährt; hier sind jedoch im allgemeinen nicht die hohen Positioniergeschwindigkeiten wie bei der Bürstenherstellung gefordert. Auch spielt dabei das Eigengewicht der Motoren eine untergeordnete Rolle, während bei Bürstenherstellungsmaschinen für mehrere Bewegungsebenen u. dgl. Motoren beim Positionieren mitbewegt werden müssen, was jedoch den erwünschten hohen Positioniergeschwindigkeiten wiederum entgegensteht. Aus diesem Grunde ist auch eine Steigerung der Antriebsleistung, die mit entsprechender Gewichtszunahme des Motors verbunden ist, zur Erzielung höherer Positioniergeschwindigkeiten nur bis zu einer bestimmten, für Bürstenherstellungsmaschinen vergleichsweise niedrigen Grenze möglich.
- Um bei größeren erforderlichen Antriebsleistungen gleichzeitig auch eine vergleichsweise hohe Positioniergeschwindigkeit zu erreichen, sind auch schon Schrittmotoren mit hydraulischen Verstärkern verwendet worden. Dadurch ist jedoch der Aufwand durch die zusätzliche Hydraulik und auch damit in Verbindung stehende Handhabungsnachteile in Kauf zu nehmen. Außerdem können dabei Schwingungsprobleme bei hohen Positioniergeschwindigkeiten auftreten.
- Aufgabe der vorliegenden Erfindung ist es, eine Bürstenherstellungsmaschine der eingangs erwähnten Art zu schaffen, die bei hoher Positioniergenauigkeit auch große Positioniergeschwindigkeiten zuläßt. Dennoch soll gleichzeitig der Aufwand insbesondere auch hinsichtlich der Wartung wesentlich verringert bzw. vereinfscht sein.
- Zur Lösung dieser Aufgabe wird erfindungsgemäß insbesondere vorgeschlagen, daß zumindest der oder die für das Positionieren der Bürstenkörper entsprechend einem vorgesehenen Lochfeld vorgesehenen Antriebe als Drehstrom-Servoantriebsmotoren ausgebildet sind.
- Diese Drehstrom-Servomotoren sind durch ihre Bauart besonders robust und weitgehend wartungsfrei, so daß sie bei Bürstenherstellungsmaschinen und den dabei auftretenden Belastungen besonders vorteilhaft eingesetzt werden können. Auch weisen diese Motoren ein sehr günstiges Leistungsgewicht auf, das sich besonders bei Bürstenherstellungsmaschinen, bei denen einer oder mehrere der Motoren mitbewegt werden müssen, vorteilhaft auswirkt. Zweckmäßigerweise sind neben den Positionierantrieben für das Lochfeld der Bürste auch die Antriebe für das Zuführen, den Abtransport u. dgl. als Drehstrom-Servoantriebsmotoren ausgebildet. Auch bei diesen Antriebsaufgaben ergeben sich insbesondere durch die weitgehende Wartungsfreiheit Vorteile. Die gesamte Bürstenherstellungsmaschine kann dadurch auch über einen größeren Zeitraum störungsfrei bzw. wartungsfrei arbeiten. Dies ist vor allem in Anbetracht des meist nicht dauernd zur Verfügung stehenden Wartungspersonals bei den Bürstenfabriken von besonderer Bedeutung. Auch die Betriebsüberwachung .und Bedienung stellt bei Verwendung von Drehstrom-Servoantriebsmotoren nur geringe Anforderungen an das Bedienungspersonal, da auch Einstell- und Optimierungsarbeiten z. B. bei der Inbetriebnahme weitgehend entfallen. Vorteilhafterweise sind alle Drehstrom-Servoantriebsmotoren der Bürstenherstellungsmaschine direkt am Stromversorgungsnetz angeschlossen. Durch diese Möglichkeit des direkten Netzbetriebes ergibt sich u. a. durch Wegfall von Transformatoren u. dgl. ein geringerer Gesamtaufwand und auch ein geringerer Energiebedarf.
- Besonders vorteilhaft ist es, wenn die Antriebsmotoren unmittelbar oder über wenigstens eine im wesentlichen starre Getriebeverbindung mit der Positioniervorrichtung od. dgl. verbunden sind. Dadurch können auch bei hohen Positioniergeschwindigkeiten Schwingungen, die sonst gegebenenfalls zu Beschädigungen der Bearbeitungswerkzeuge führen können, vermieden werden. Die praktisch "direkte Anordnung" der Antriebsmotoren bei der Positioniervorrichtung od. dgl. ist insbesondere durch das, geringe Gewicht der Antriebsmotoren bei gleichzeitig hoher Leistung möglich.
- Nachstehend ist die Erfindung mit ihren wesentlichen Einzelheiten anhand der Zeichnung noch näher erläutert.
- Es zeigt stärker schematisiert:
- Fig. 1 eine Seitenansicht einer Bürstenherstellungsmaschine,
- Fig. 2 eine Vorderseitenansicht der in Fig. 1 gezeigten Bürstenherstellungsmaschine und
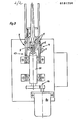
- Fig. 3 eine Aufsicht einer sogenannten "Trommel" mit Einspannhalterungen für Bürstenkörper sowie einem Antrieb.
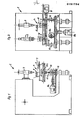
- Eine Bürstenherstellungsmaschine 1 weist im Ausführungsbeispiel gemäß Fig. 1 und 2 ein Bohrwerkzeug 2 sowie ein Stopfwerkzeug 3 auf. Mit dieser Bürstenherstellungsmaschine können Bürsten 4 mit in zwei Richtungen geschränkten Borstenbüscheln 5 hergestellt werden. Für die dazu notwendigen Positionierbewegungen von die jeweiligen Bürstenkörper 6 haltenden Werkstückhalter 7 sind drei Drehstrom-Servoantriebsmotoren 8, 8 a, 8 b vorgesehen. Der Motor 8 dient dabei zum Seitenverschwenken und damit zum Positionieren der Bürstenkörper 6 in Querrichtung, während der Motor 8 a (Fig. 1) eine Längsschwenkbewegung und damit ein Positionieren des Bürstenkörpers 6 in Längsrichtung des Bürstenkörper-Lochfeldes 9 (Fig. 3) bewirkt. Durch die hier vorgesehenen Schwenk-Positionierbewegungen erfolgt auch das in zwei Richtungen geschränkte Einsetzen von Borstenbüscheln.
- Bei entsprechender anderer Ausbildung des Halte- und übertragungsmechanismus von den Motoren 8, 8 a zu den Werkstückhaltern 7 könnten diese auch in einer Ebene x-y-Positionierungen für gerade eingesetzte Borstenbüschel 5 ausführen.
- Für die Längsschwenk-Positionierbewegung (Pfeil Pf 1 in Fig. 1) ist ein Schwenkrahmen 10 vorgesehen, an dem der Motor 8 a angreift. Im oberen Bereich dieses Schwenkrahmens 10 sind die Werkstückhalter 7 seitenverschwenkbar angebracht. In Fig. 2 ist gut erkennbar, daß der Antriebsmotor 8 für die Querpositionier-Schwenkbewegung der Werkstückhalter 7 an dem Schwenkrahmen 10 angebracht ist und die durch den Motor 8 a bewirkte Längspositionierbewegung mitmacht. Die Verwendung von Drehstrom-Servomotoren bzw. AC-Motoren für diese Positionierantriebe bringt neben ihrer weitgehenden Wartungsfreiheit auch ein günstiges Leistungsgewicht mit sich, so daß diese Motoren praktisch unmittelbar an den Positioniervorrichtungen angebracht werden können, wie dies der Querpositionierantrieb mit dem Motor 8 besonders gut zeigt.
- Bei Schwenkpositionierbewegungen ändert sich beim Positionieren auch der Abstand zwischen dem zu bearbeitenden Bürstenkörper 6 und dem Bohrwerkzeug 2 bzw. dem Stopfwerkzeug 3. Um diesen Abstand trotz der Schwenkbewegungen gleich zu halten, ist ein sogenannter Tiefenausgleich vorgesehen. Dazu ist der Schwenkrahmen 10 sowie dessen die Schwenklager 11 aufweisendes Trägergestell 12 in der Höhe positionierbar gelagert und mit einem weiteren Drehstrom-Servoantriebsmotor 8 b verbunden.
- Zur Umsetzung der rotativen Bewegung der Servoantriebsmotoren 8 a und 8 b in eine lineare Bewegung sind entsprechende Spindelantriebe zwischengeschaltet.
- Wie bereits vorerwähnt, können die Drehstrom-Servoantriebsmotoren 8, 8 a wegen ihres geringen Gewichts, insbesondere auch Leistungsgewichts, praktisch unmittelbar mit der jeweils von ihm angetriebenen Positioniervorrichtung verbunden sein.
- Fig. 3 zeigt ein weiteres Beispiel für den Einsatz eines Drehstrom-Servoantriebsmotors 8 c. Hier dient der Motor 8 c zum Positionieren, insbesondere zum Weiterschalten von einem fertig bearbeiteten Bürstenkörper auf einen nächsten. Die Bürstenkörper sind dabei in Werkstückhaltern 7 einer Trommel 13 gehalten. Diese Trommel 13 muß nach dem Fertigbearbeiten eines Bürstenkörpers 6 eine Fortschaltbewegung zu einem nächsten Bürstenkörper durchführen. Dabei soll jedoch zwischen dem letzten Stopf- bzw. Bohrvorgang bei der dann fertig bearbeiteten Bürste bis zum ersten Bearbeitungsgang der nächsten Bürste praktisch nicht mehr Zeit vergehen als zwischen zwei Bearbeitungsvorgängen bei einer Bürste. Es ist deshalb erforderlich, die Fortschaltbewegung sehr schnell und trotzdem exakt dosiert durchzuführen. Es ist deshalb auch an dieser Stelle der schon vorerwähnte Drehstrom-Servoantriebsmotor 8 c eingesetzt. Im Ausführungsbeispiel treibt er über eine Zahnraduntersetzung 14 direkt die Lagerwelle 15 der Trommel 13 an.
- Auch für andere rasche Umschalt- bzw. Positionierbewegungen bei der Bürstenherstellungsmaschine 1 ist der Einsatz von Drehstrom-Servoantriebsmotoren insbesondere wegen deren weitgehender Wartungsfreiheit vorteilhaft. Beispielsweise könnten solche Motoren auch für Hilfsfunktionen wie das Umschalten von Borstenmaterialzuführungen u. dgl. verwendet werden.
- Die vorerwähnte, weitgehende Wartungsfreiheit und auch die Unempfindlichkeit gegenüber ungünstigen Umgebungsbedingungen (Staub u. dgl.) dieser Drehstrom-Servomotoren ist auch deshalb von wesentlicher Bedeutung, da Bürstenfabriken meist nur kleinere Handwerksbetriebe mit wenigen Beschäftigten sind, die eine komplizierte Bedienung, Einrichtungs- und Optimierungsarbeiten bei den Antrieben nicht vornehmen können.
- Die Bürstenherstellungsmaschinen werden in der Regel für eine Vielzahl von Bürstenmustern eingerichtet. Das Umstellen auf verschiedene Muster, das sonst häufig auch Optimierungsanpassungen erforderte, läßt sich bei Verwendung von Drehstrom-Servomotoren problemlos durchführen. Erwähnt sei auch noch, daß die AC-Motoren ein um ca. 60 % geringeres Gewicht gegenüber Gleichstrom-Motoren bei geringeren Außenabmessungen und trotzdem gleicher Leistung aufweisen. Auch ergibt sich durch die Möglichkeit des direkten Netzbetriebes eine wesentliche Energieersparnis. Auch können aufgrund der besseren Wärmeabfuhr bei Drehstrom-Servomotoren, insbesondere durch die außen im Ständer liegenden Wicklungen, im Vergleich zu Gleichstrom-Motoren kleinere Motoren werwendet werden. Auch die Verwendung eines Zusatzlüfters bei den AC-Motoren zur Erhöhung der Belastbarkeit ist problemlos möglich, während bei DC-Motoren aufgrund der erforderlichen Innenbelüftung dem Lüfter ein Filter vorgeschaltet werden muß, um den in der Umgebung herrschenden starken Staubanfall vom Inneren des Motors fernzuhalten.
- Alle in der Beschreibung, den Ansprüchen und der Zeichnung dargestellten Merkmale können sowohl einzeln als auch in beliebiger Kombination miteinander erfindungswesentlich sein.
Claims (4)
1. Bürstenherstellungsmaschine mit wenigstens einer Stopfeinrichtung und/oder mit einer Bohreinrichtung, wobei für die Bürstenkörper eine oder mehrere Halterungen vorgesehen ist und zur Durchführung von Positionierbewegungen der Halterung und/oder für die Zuführung und den Abtransport od. dgl. von Bürstenkörpern ein oder mehrere Antriebe vorgesehen sind, dadurch gekennzeichnet , daß zumindest der oder die für das Positionieren der Bürstenkörper (6) entsprechend einem vorgesehenen Lochfeld vorgesehenen Antriebe als Drehstrom-Servoantriebsmotoren (8, 8 a, 8 b, 8 c) ausgebildet sind.
2. Maschine nach Anspruch 1, dadurch gekennzeichnet, daß neben den Positionierantrieben (8, 8 a, 8 b) für das Lochfeld der Bürste auch die Antriebe (8 c) für das Zuführen, den Abtransport u. dgl. als Drehstrom-Servoantriebsmotor (8 c) ausgebildet sind.
3. Maschine nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß alle Drehstrom-Servoantriebsmotoren (8, 8 a, 8 b, 8 c) direkt am Stromversorgungsnetz angeschlossen sind.
4. Maschine nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Antriebsmotoren unmittelbar oder über wenigstens eine im wesentlichen starre Getriebeverbindung mit der Positioniervorrichtung od. dgl. verbunden sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19833325100 DE3325100A1 (de) | 1983-07-12 | 1983-07-12 | Buerstenherstellungsmaschine |
| DE3325100 | 1983-07-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0131734A2 true EP0131734A2 (de) | 1985-01-23 |
| EP0131734A3 EP0131734A3 (de) | 1986-01-15 |
Family
ID=6203775
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84106451A Withdrawn EP0131734A3 (de) | 1983-07-12 | 1984-06-06 | Bürstenherstellungsmachine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0131734A3 (de) |
| DE (1) | DE3325100A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10209119B4 (de) * | 2002-03-01 | 2012-11-15 | Anton Zahoransky Gmbh & Co. | Bürstenherstellungsmaschine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB819816A (en) * | 1956-05-29 | 1959-09-09 | Evans & Son Ltd J | Improvements in and relating to apparatus for operating on brush stocks |
| GB1266132A (de) * | 1967-12-12 | 1972-03-08 | ||
| DE2516471A1 (de) * | 1975-04-15 | 1976-10-28 | Blocher Motor Kg | Antriebseinheit |
| DE2826357A1 (de) * | 1978-06-16 | 1980-01-03 | Zahoransky Anton Fa | Buerstenherstellungsmaschine sowie verfahren zum herstellen von buersten |
| DE2853266A1 (de) * | 1978-12-09 | 1980-06-26 | Zahoransky Anton Fa | Buerstenherstellungsmaschine |
| DE3011567A1 (de) * | 1980-03-26 | 1981-10-01 | Fa. Anton Zahoransky, 7868 Todtnau | Buerstenherstellungsmaschine |
| FR2509706A1 (fr) * | 1981-07-16 | 1983-01-21 | Commissariat Energie Atomique | Procede d'implantation de picots sur un mandrin et machine pour la mise en oeuvre de ce procede |
-
1983
- 1983-07-12 DE DE19833325100 patent/DE3325100A1/de not_active Withdrawn
-
1984
- 1984-06-06 EP EP84106451A patent/EP0131734A3/de not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10209119B4 (de) * | 2002-03-01 | 2012-11-15 | Anton Zahoransky Gmbh & Co. | Bürstenherstellungsmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0131734A3 (de) | 1986-01-15 |
| DE3325100A1 (de) | 1985-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102012201736B3 (de) | Universal-Werkzeugmaschine mit Spänesammelraum | |
| DE10245058B4 (de) | Programmgesteuerte Werkzeugmaschine | |
| EP3535092B1 (de) | Honmaschine mit mehreren arbeitsstationen | |
| DE102007045619A1 (de) | Vorrichtung zur Feinbearbeitung von Werkstücken | |
| DE3035451A1 (de) | Werkzeugmaschine mit zwei sich koaxial gegenueberliegenden spindeln | |
| DE102012201728B4 (de) | Werkzeugmaschine mit palettenwechselvorrichtung | |
| EP1642673B2 (de) | Werkzeugmaschine | |
| DE202009018477U1 (de) | Maschine mit einer Trommel mit Werkstückhaltespindeln, die in der Längsachse der Trommel bewegbar sind | |
| EP1927429A1 (de) | Werkzeugmaschine mit Werkzeugmagazin | |
| DE102004034173B4 (de) | Werkzeugmaschine | |
| DE19619720A1 (de) | Mehrspindeldrehmaschine | |
| EP0564842B1 (de) | Werkzeugmaschine mit Drehtisch | |
| DE102013003769A1 (de) | Verzahnmaschine | |
| EP0921898B1 (de) | Werkzeugmaschinensystem | |
| EP1287946A1 (de) | Werkzeugmaschine mit einer mittels Linearmotoren angetriebenen Funktionseinheit | |
| DE3530783A1 (de) | Kombinierte anlage fuer die elektroerosion mittels draht und werkzeug | |
| EP0933162A2 (de) | Werkzeugmaschine | |
| DE102007045039A1 (de) | Werkzeugmaschine zur spanabhebenden Bearbeitung von Werkstücken | |
| DE19911156C2 (de) | Drehmaschine zur Bearbeitung von wellenförmigen Werkstücken | |
| EP0131734A2 (de) | Bürstenherstellungsmachine | |
| DE2251450B2 (de) | Automatische Schweißmaschine | |
| DE102017124334A1 (de) | Vorrichtung zum Nutenstanzen und Stanzsystem | |
| DE102011118170B4 (de) | Flachbettdrehmaschine | |
| DE102008020252A1 (de) | CNC-Werkzeugmaschine mit einem Gleitelement, welches mit einer hohen Geschwindigkeit bewegbar ist | |
| DE2552941A1 (de) | Werkzeugmaschine fuer verschiedene werkstueckbearbeitungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE DE GB IT |
|
| 17P | Request for examination filed |
Effective date: 19860630 |
|
| 17Q | First examination report despatched |
Effective date: 19871109 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19880520 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: STEINEBRUNNER, WALTER, DIPL.-ING. |