EP0126842A2 - Crimping method and device for carrying out this method - Google Patents
Crimping method and device for carrying out this method Download PDFInfo
- Publication number
- EP0126842A2 EP0126842A2 EP84101154A EP84101154A EP0126842A2 EP 0126842 A2 EP0126842 A2 EP 0126842A2 EP 84101154 A EP84101154 A EP 84101154A EP 84101154 A EP84101154 A EP 84101154A EP 0126842 A2 EP0126842 A2 EP 0126842A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- line
- robot arms
- crimping
- robot
- grippers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000002788 crimping Methods 0.000 title claims abstract description 28
- 238000000034 method Methods 0.000 title claims abstract description 16
- 238000009413 insulation Methods 0.000 claims 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/052—Crimping apparatus or processes with wire-feeding mechanism
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5136—Separate tool stations for selective or successive operation on work
- Y10T29/5137—Separate tool stations for selective or successive operation on work including assembling or disassembling station
- Y10T29/5139—Separate tool stations for selective or successive operation on work including assembling or disassembling station and means to sever work prior to disassembling
- Y10T29/514—Separate tool stations for selective or successive operation on work including assembling or disassembling station and means to sever work prior to disassembling comprising means to strip insulation from wire
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5136—Separate tool stations for selective or successive operation on work
- Y10T29/5137—Separate tool stations for selective or successive operation on work including assembling or disassembling station
- Y10T29/5143—Separate tool stations for selective or successive operation on work including assembling or disassembling station and means to machine product
- Y10T29/5145—Separate tool stations for selective or successive operation on work including assembling or disassembling station and means to machine product to sever product to length
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5193—Electrical connector or terminal
Definitions
- the invention relates to a crimping method of the type specified in the preamble of the main claim.
- the invention also relates to a crimping device for carrying out the method.
- Such a method and such a device for carrying out the method are known from DE-PS 1 190 533.
- the known device is used for cutting to length, stripping and one- or both-sided attachment of connectors to individual strands or wires.
- Devices of this type have been developed so far that strand or wire lengths of 50 to 3000 mm can be processed and quantities of 1400 to 6000 pieces per hour can be produced.
- the object of the invention is to increase the work output per unit of time of a method of the type mentioned at the beginning or of a device with simple means.
- the crimping device has four robot arms 2, 3, 4 and 5.
- the robot arms 4 and 2 are viewed in the working direction (arrow direction 1) - as is known per se - arranged one behind the other and are pivotable in a vertical axis 6 on a machine frame, not shown.
- a device 8 for cutting and stripping In the space 7 between the robot arms 4 and 2 there is a device 8 for cutting and stripping, which is only indicated schematically.
- Each robot arm 4, 2 is equipped with grippers 9, which are below the Robot arms are located and are arranged in the vicinity of the space 7 opposite each other; the grippers 9 can open and close, grasping and holding a line 10 and releasing it again.
- the robot arms 4, 2 are designed and supported such that they can also slide back and forth in the direction of the arrow 11.
- measuring rollers 12 and feed rollers 13 In the direction of arrow 1 in front of the grippers 9 of the robot arm 4, measuring rollers 12 and feed rollers 13 are arranged, which push the line 10 through the grippers of the robot arms
- the robot arms 4, 2 each operate a stop device 14, 15, which, viewed in plan view, each sits laterally next to the corresponding robot arm on a machine frame, not shown.
- the stop device 14 belongs to the robot arm 4 and the stop device 15 to the robot arm 2.
- the robot arm 4 can be pivoted about the axis 6 in the double arrow direction 16 and the robot arm 2 in the direction of the double arrow 17, the arms - as known - with the cutting edge - and stripping device 8 can transport the manufactured cable end into the working space of the respective stop device.
- the device described corresponds to the prior art and works as follows.
- the line 10 is intermittently drawn off and cut to length from a cable drum, not shown, with a transport device, not shown, and pushed by the measuring rollers 12 and feed rollers 13 through the grippers 9 of the robot arms 4, 2.
- the grippers are closed, the line is cut and stripped with the cutting device 8, whereby the robot arms 4, 2 slide back in the direction of arrow 11 and, if necessary, slide forward again.
- the robot arms 4, 2 then pivot to the respective stop device 14, 15, the stripped end being placed in the working tool of the stop device and a connector being crimped.
- the robot arms then swivel back again and the grippers 9 open, whereupon the finished crimped line (not shown) is removed from the robot arm 2 and the line 10 still located in the robot arm 4 is pushed through the robot arm 2 with the front crimped end, until the desired length is reached. Then the described process is repeated.
- the robot arms move up and down in the direction of the arrow 18. However, the pivoting movement takes place in a horizontal plane.
- the invention provides that the crimping device is equipped with two further robot arms, preferably identical robot arms 5 and 3.
- the robot arms 5, 3 are expediently located exactly below the robot arms 4, 2 (FIG. 1), but their grippers 9 are directed upwards. Accordingly, the measuring rollers 12 and feed rollers 13 are located above the robot arm 5.
- the robot arms 5, 3 can perform the same movements as the robot arms 4, 2 and act on the line 19. In the space 7 between the robot arms 5, 3 there is also a device 8 for cutting and stripping the line 19.
- the robot arm 5 operates the stop device 14 and the robot arm 3 the stop direction 15.
- the robot arms 5, 3 and the other associated devices of the lower level are not visible because they are structurally identical and are arranged directly below the devices of the upper level.
- all four robot arms 4, 2 and 5, 3 are mounted such that they perform a movement on an imaginary horizontal positioning plane 20 when pivoted, the stop devices 14, 15 and their working tools being located in the positioning plane 20. Accordingly, the robot arms 4, 2 move downward by the absolute amount x and the robot arms 5, 3 move upward by the amount y when pivoting to the stop devices.
- the amounts x and y are preferably the same.
- the robot arms preferably slide on an inclined plane to the positioning plane 20 or are equipped with an incline drive so that the lifting or lowering by the amount x or y can be ensured when pivoting.
- the robot arms 4, 2 - as known per se - additionally subsequently perform a vertical movement in the direction of the double arrow 18 for crimping, while the robot arms 5, 3 likewise move in the direction of the double arrow 18 for the same purpose .
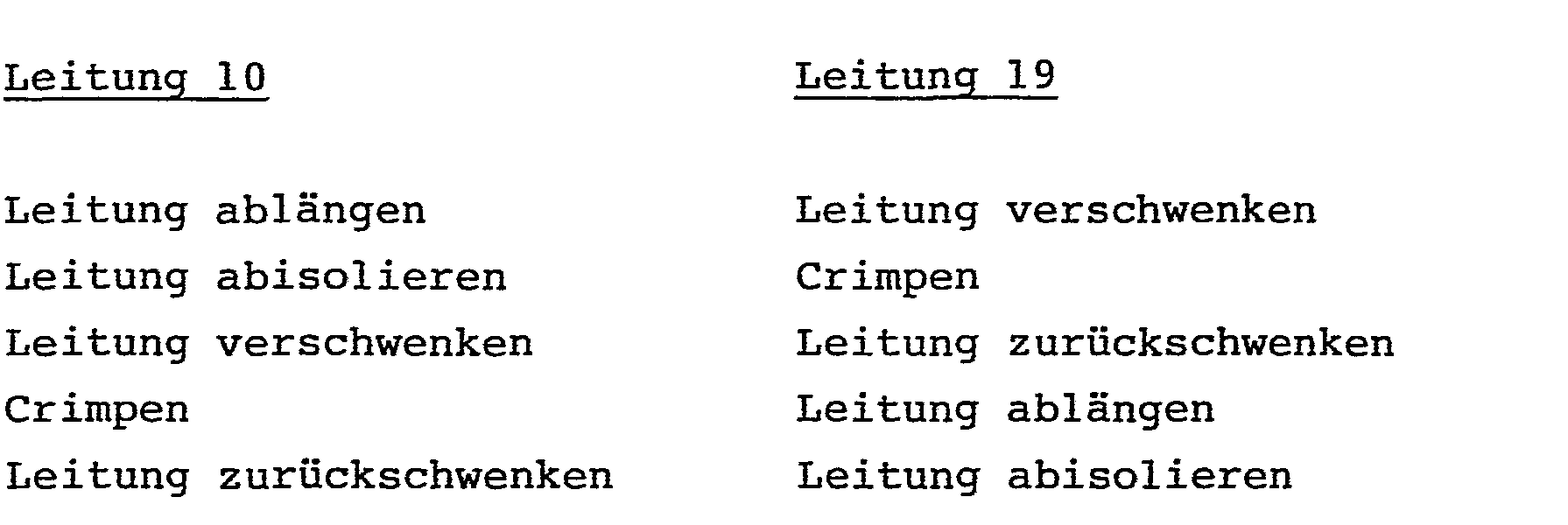
- the crimping method according to the invention provides that the intermittent processing of the lines 10 and 19 is carried out as follows, the comparison in the following table in each case meaning the same cycle time.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Structure Of Telephone Exchanges (AREA)
- Manipulator (AREA)
- Numerical Control (AREA)
Abstract
Die Erfindung betrifft ein Crimpverfahren sowie eine Crimpvorrichtung zur Durchführung des Verfahrens, bei denen Leitungsstücke bestimmter Länge von einer sehr langen gerollten Leitung abgetrennt und die sich gegenüberliegenden Enden abisoliert und gecrimpt werden, wobei die Leitung zyklisch um eine der Länge der Leitungsstücke entsprechende Länge vorgerückt wird und die von der Isolation befreiten Enden der Leitung und des Leitungsstücks nach den Seiten ausgeschwenkt und zum Crimpen in je eine Crimpeinrichtung eingeführt werden, woraufhin die Enden nach dem Crimpen wieder zurückgeschwenkt werden, das gecrimpte Leitungsstück entnommen und die gecrimpte Leitung weitertransportiert wird, wobei parallel zu einer ersten Leitung bzw. einem ersten Leitungsstück eine zweite Leitung bzw. ein zweites Leitungsstück geführt und in der gleichen Weise zum Crimpen vorbereitet und verschwenkt wird, wobei das Crimpen jeweils in derselben Crimpvorrichtung erfolgt und folgende Arbeitszyklen durchgeführt werden: <IMAGE>The invention relates to a crimping method and a crimping device for carrying out the method, in which line sections of a certain length are separated from a very long rolled line and the opposite ends are stripped and crimped, the line being cyclically advanced by a length corresponding to the length of the line sections and the insulation-free ends of the line and the line section are swung out to the sides and inserted into a crimping device for crimping, whereupon the ends are swiveled back after the crimping, the crimped line section is removed and the crimped line is transported further, parallel to one a second line or a second line piece is guided and swiveled and prepared for crimping in the same way, the crimping taking place in the same crimping device and the following working cycles being carried out become: <IMAGE>
Description
Die Erfindung betrifft ein Crimpverfahren der im Oberbegriff des Hauptanspruchs angegebenen Art. Die Erfindung betrifft ferner eine Crimpvorrichtung zur Durchführung des Verfahrens.The invention relates to a crimping method of the type specified in the preamble of the main claim. The invention also relates to a crimping device for carrying out the method.
Ein derartiges Verfahren sowie eine solche Vorrichtung zur Durchführung des Verfahrens sind aus der DE-PS 1 190 533 bekannt. Die bekannte Vorrichtung dient zum Ablängen, Abisolieren und ein- oder beidseitigen Anschlagen von Verbindern an Einzellitzen oder Drähte. Vorrichtungen dieser Art sind so weit entwickelt worden, daß Litzen- oder Drahtlängen von 50 bis 3000 mm verarbeitet und Stückzahlen von 1400 bis 6000 Stück pro Stunde hergestellt werden können.Such a method and such a device for carrying out the method are known from DE-PS 1 190 533. The known device is used for cutting to length, stripping and one- or both-sided attachment of connectors to individual strands or wires. Devices of this type have been developed so far that strand or wire lengths of 50 to 3000 mm can be processed and quantities of 1400 to 6000 pieces per hour can be produced.
Diese Stückzahlen befriedigen jedoch noch nicht. Es hat daher nicht an Versuchen gefehlt, die Arbeitsgeschwindigkeit der Vorrichtungen zu erhöhen. Dabei ist versucht worden, bestimmte Arbeitsgänge schneller ablaufen zu lassen, indem schnellere Antriebsmittel eingesetzt worden sind. Dies hat jedoch zu Problemen bezüglich der zu beherrschenden Massenkräfte geführt, so daß die Lösungsversuche sehr aufwendig geworden sind.However, these numbers are not yet satisfactory. There has been no shortage of attempts to increase the operating speed of the devices. It is attempts have been made to make certain operations run faster by using faster drive means. However, this has led to problems with regard to the mass forces to be controlled, so that attempts to solve them have become very complex.
Aufgabe der Erfindung ist, die Arbeitsleistung pro Zeiteinheit eines Verfahrens der eingangs genannten Art bzw. einer Vorrichtung mit einfachen Mitteln zu steigern.The object of the invention is to increase the work output per unit of time of a method of the type mentioned at the beginning or of a device with simple means.
Diese Aufgabe wird bei einem Verfahren gemäß dem Oberbegriff des Hauptanspruchs durch die Merkmale des kennzeichnenden Teils gelöst. Vorteilhafte Ausgestaltungen der Erfindung werden in den Unteransprüchen gekennzeichnet. Anhand der Zeichnung wird die Erfindung beispielhaft näher erläutert. Es zeigen:
- Fig. 1 schematisch eine Seitenansicht der erfindungsgemäßen Crimpvorrichtung,
- Fig. 2 schematisch eine Draufsicht auf die Crimpvorrichtung.
- 1 schematically shows a side view of the crimping device according to the invention,
- Fig. 2 shows schematically a top view of the crimping device.
Die erfindungsgemäße Crimpvorrichtung weist vier Robotarme 2, 3, 4 und 5 auf. Die Robotarme 4 und 2 sind in Arbeitsrichtung betrachtet (Pfeilrichtung 1) - wie an sich bekannt - hintereinander angeordnet und lagern in einer vertikalen Achse 6 schwenkbar auf einem nicht dargestellten Maschinengestell. Im Zwischenraum 7 zwischen den Robotarmen 4 und 2 befindet sich eine lediglich schematisch angedeutete Einrichtung 8 zum Schneiden und Abisolieren. Jeder Robotarm 4, 2 ist mit Greifern 9 ausgerüstet, die sich unterhalb der Robotarme befinden und jeweils in der Nähe des Zwischenraums 7 sich gegenüberliegend angeordnet sind; die Greifer 9 können sich öffnen und schließen und dabei eine Leitung 10 fassen und halten und wieder freigeben. Die Robotarme 4,2 sind so ausgebildet und gelagert, daß sie auch in Pfeilrichtung 11 vor- und zurückgleiten können. In Pfeilrichtung 1 vor den Greifern 9 des Robotarms 4 sind Meßrollen 12 und Vorschubrollen 13 angeordnet, die die Leitung 10 durch die Greifer der Robotarme 4, 2 schieben und die gewünschte Länge abmessen können.The crimping device according to the invention has four
Die Robotarme 4, 2 bedienen je eine Anschlageinrichtung 14, 15, die in der Draufsicht betrachtet jeweils seitlich neben dem korrespondierenden Robotarm auf einem nicht dargestellten Maschinengestell sitzen. Dabei gehört die Anschlageinrichtung 14 zum Robotarm 4 und die Anschlageinrichtung 15 zum Robotarm 2. Der Robotarm 4 ist um die Achse 6 in Doppelpfeilrichtung 16 verschwenkbar und der Robotarm 2 in Richtung des Doppelpfeiles 17, wobei die Arme - wie bekannt - ein mit der Schneide - und Abisoliereinrichtung 8 hergestelltes Leitungsende in den Arbeitsraum der jeweiligen Anschlageinrichtung transportieren können.The
Insoweit entspricht die beschriebene Vorrichtung dem Stand der Technik und arbeitet wie folgt. Die Leitung 10 wird taktweise von einer nicht dargestellten Kabeltrommel mit einer nicht dargestellten Transporteinrichtung abgezogen und abgelängt und von den Meßrollen 12 und Vorschubrollen 13 durch die Greifer 9 der Robotarme 4, 2 geschoben. Nach Vorliegen der gewünschten Länge werden die Greifer geschlossen, die Leitung mit der Schneideinrichtung 8 durchtrennt und abisoliert, wobei die Robotarme 4, 2 in Pfeilrichtung 11 zurück- und ggf. wieder vorgleiten. Danach verschwenken die Robotarme 4, 2 zu der jeweiligen Anschlageinrichtung 14, 15, wobei jeweils das abisolierte Ende in das Arbeitswerkzeug der Anschlageinrichtung gelegt und ein Verbinder gecrimpt wird. Anschließend schwenken die Robotarme wieder zurück, und die Greifer 9 öffnen sich, worauf die fertig gecrimpte Leitung (nicht dargestellt) aus dem Robotarm 2 genommen und die sich noch im Robotarm 4 befindende Leitung 10 mit dem vorderen gecrimpten Ende durch den Robotarm 2 geschoben wird, bis die gewünschte Länge erreicht ist. Dann wiederholt sich der beschriebene Vorgang. Zum Einlegen der abisolierten Enden der Leitungen in die Crimpwerkzeuge und Entnehmen dei gecrimpten Leitungsenden daraus kann vorgesehen sein, daß sich die Robotarme in Pfeilrichtung 18 auf und ab bewegen. Die Schwenkbewegung erfolgt jedoch in einer horizontalen Ebene.In this respect, the device described corresponds to the prior art and works as follows. The
Die Erfindung sieht vor, daß die Crimpvorrichtung mit zwei weiteren Robotarmen, vorzugsweise baugleichen Robotarmen 5 und 3, ausgerüstet ist. Zweckmäßigerweise befinden sich die Robotarme 5, 3 genau unterhalb der Robotarme 4, 2 (Fig. 1), wobei jedoch ihre Greifer 9 nach oben gerichtet sind. Demgemäß befinden sich die Meßrollen 12 und Vorschubrollen 13 oberhalb des Robotarms 5. Die Robotarme 5, 3 können die gleichen Bewegungen wie die Robotarme 4, 2 ausführen und wirken auf die Leitung 19 ein. Im Zwischenraum 7 zwischen den Robotarmen 5, 3 befindet sich ebenfalls eine Einrichtung 8 zum Durchtrennen und Abisolieren der Leitung 19. Der Robotarm 5 bedient die Anschlageinrichtung 14 und der Robotarm 3 die Anschlageinrichtung 15. In Fig. 2 sind die Robotarme 5, 3 und die anderen dazugehörigen Einrichtungen der unteren Ebene nicht zu sehen, weil sie baugleich und direkt unter den Einrichtungen der oberen Ebene angeordnet sind.The invention provides that the crimping device is equipped with two further robot arms, preferably
Vorteilhaft ist, wenn alle vier Robotarme 4, 2 bzw. 5, 3 derart gelagert sind, daß sie beim Verschwenken eine Bewegung auf eine imaginäre horizontale Positionierebene 20 durchführen, wobei sich in der Positionierebene 20 die Anschlageinrichtungen 14, 15 bzw. deren Arbeitswerkzeuge befinden. Demgemäß bewegen sich die Robotarme 4, 2 beim Verschwenken zu den Anschlageinrichtungen um den absoluten Betrag x nach unten und die Robotarme 5, 3 um den Betrag y nach oben. Dabei sind die Beträge x und y vorzugsweise gleich. Die Robotarme gleiten vorzugsweise auf einer schiefen Ebene zur Positionierebene 20 oder sind mit einem Steigungsantrieb ausgerüstet, damit der Hub bzw. das Absenken um den Betrag x bzw. y beim Verschwenken gewährleistet werden kann. Dabei ist vorzugsweise vorgesehen, daß die Robotarme 4, 2 - wie an sich bekannt - zusätzlich anschließend für das Crimpen noch eine vertikale Bewegung in Richtung des Doppelpfeiles 18 ausführen, während die Robotarme 5, 3 sich zum gleichen Zweck ebenfalls in Richtung des Doppelpfeiles 18 bewegen.It is advantageous if all four
Das erfindungsgemäße Crimpverfahren sieht vor, daß das taktweise Verarbeiten der Leitungen 10 und 19 wie folgt durchgeführt wird, wobei die Gegenüberstellung in der folgenden Tabelle jeweils die gleiche Taktzeit bedeutet.The crimping method according to the invention provides that the intermittent processing of the
Funktionsablauf
Auf diese Weise gelingt es, mit einer einfachen Verdoppelung der Robotarme eine ganz erhebliche Leistungssteigerung der bekannten Crimpvorrichtung zu erzielen. Zusätzliche neu zu entwickelnde Maschinenelemente sind nicht erforderlich. Der Rückgriff auf die bekannten Elemente,gepaart mit einer Taktung der Arbeitszyklen derart, daß die Robotarme die Anschlageinrichtungen paarweise nacheinander bedienen,und die Wahl einer gemeinsamen Positionierebene sowie die Anordnung der zusätzlichen Elemente in der zweiten Ebene mit jeweils benachbarten Greifern bezüglich der Positionierebene bringt den überraschenden Effekt einer ganz beachtlichen Leistungssteigerung,für die seit langem ein dringendes Bedürfnis bestand.In this way, it is possible to achieve a very considerable increase in performance of the known crimping device by simply doubling the robot arms. Additional newly developed machine elements are not required. The use of the known elements, coupled with a clocking of the working cycles in such a way that the robot arms operate the stop devices in pairs one after the other, and the choice of a common positioning level and the arrangement of the additional elements in the second level with adjacent grippers with respect to the positioning level bring the surprising Effect of a remarkable increase in performance, for which there has long been an urgent need.
Claims (12)

Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3315227 | 1983-04-27 | ||
| DE3315227A DE3315227C2 (en) | 1983-04-27 | 1983-04-27 | Crimping process and crimping device for carrying out the process |
| DE8312379U DE8312379U1 (en) | 1983-04-27 | 1983-04-27 | Crimping device |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0126842A2 true EP0126842A2 (en) | 1984-12-05 |
| EP0126842A3 EP0126842A3 (en) | 1985-10-02 |
| EP0126842B1 EP0126842B1 (en) | 1987-04-22 |
Family
ID=37781890
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84101154A Expired EP0126842B1 (en) | 1983-04-27 | 1984-02-04 | Crimping method and device for carrying out this method |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4615100A (en) |
| EP (1) | EP0126842B1 (en) |
| JP (1) | JPS59207579A (en) |
| DE (2) | DE8312379U1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0303724A1 (en) * | 1987-08-19 | 1989-02-22 | Hans Hackner | Apparatus for cutting and stripping wires and for applying crimp, plug and screw terminals, as well as for manufacturing chain structures |
| EP0365137A1 (en) * | 1988-10-18 | 1990-04-25 | The Whitaker Corporation | Method of making an electrical harness |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19609326A1 (en) * | 1996-03-09 | 1997-09-11 | Friedrich Riempp | Device for the automatic production of cables provided at least on one side with cable end pieces |
| JP3488100B2 (en) * | 1998-10-13 | 2004-01-19 | 矢崎総業株式会社 | Automatic cutting and crimping equipment |
| EP1079479B1 (en) * | 1999-08-21 | 2003-08-13 | komax Holding AG | Cable depositing device |
| US7152536B2 (en) * | 2004-02-03 | 2006-12-26 | Rtc Industries, Inc. | Product management display system |
| DE10293626D2 (en) * | 2001-08-08 | 2004-11-04 | Grote & Hartmann | Method for crimping contact elements on foil conductor and device for carrying out the method |
| US7210971B1 (en) | 2006-01-23 | 2007-05-01 | Detroit Diesel Corporation | Injector wire connector |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2954599A (en) * | 1956-09-18 | 1960-10-04 | Amp Inc | Lead making apparatus |
| DE1190533B (en) * | 1958-07-15 | 1965-04-08 | Amp Inc | Machine for cutting off pieces of wire of a certain length from an insulated cable and for pressing electrical connection terminals |
| DE2320625A1 (en) * | 1972-05-01 | 1973-11-22 | Amp Inc | MACHINE FOR PRODUCING CONNECTING WIRES |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4175316A (en) * | 1978-06-05 | 1979-11-27 | Artos Engineering Company | Wire lead clamping mechanism for wire lead production apparatus |
| DE2928704A1 (en) * | 1979-07-16 | 1981-02-19 | Amp Inc | DEVICE FOR SIMULTANEOUSLY CONNECTING A ROW OF CABLES TO RELATED CONTACTS |
-
1983
- 1983-04-27 DE DE8312379U patent/DE8312379U1/en not_active Expired
- 1983-04-27 DE DE3315227A patent/DE3315227C2/en not_active Expired
-
1984
- 1984-02-04 EP EP84101154A patent/EP0126842B1/en not_active Expired
- 1984-04-26 US US06/603,934 patent/US4615100A/en not_active Expired - Fee Related
- 1984-04-27 JP JP59087615A patent/JPS59207579A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2954599A (en) * | 1956-09-18 | 1960-10-04 | Amp Inc | Lead making apparatus |
| DE1190533B (en) * | 1958-07-15 | 1965-04-08 | Amp Inc | Machine for cutting off pieces of wire of a certain length from an insulated cable and for pressing electrical connection terminals |
| DE2320625A1 (en) * | 1972-05-01 | 1973-11-22 | Amp Inc | MACHINE FOR PRODUCING CONNECTING WIRES |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0303724A1 (en) * | 1987-08-19 | 1989-02-22 | Hans Hackner | Apparatus for cutting and stripping wires and for applying crimp, plug and screw terminals, as well as for manufacturing chain structures |
| EP0365137A1 (en) * | 1988-10-18 | 1990-04-25 | The Whitaker Corporation | Method of making an electrical harness |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS59207579A (en) | 1984-11-24 |
| EP0126842A3 (en) | 1985-10-02 |
| US4615100A (en) | 1986-10-07 |
| DE8312379U1 (en) | 1985-05-09 |
| EP0126842B1 (en) | 1987-04-22 |
| DE3315227C2 (en) | 1986-11-13 |
| DE3315227A1 (en) | 1984-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19844416B4 (en) | Apparatus and method for preparing wires in a harness making machine | |
| DE3838706C2 (en) | Method of manufacturing a wire harness and device for carrying out this method | |
| DE2918725C2 (en) | ||
| DE2533609A1 (en) | DEVICE FOR INDEPENDENT PAIRS OF LOT OF WIRES ON CONTACT POSITIONS OF CIRCUIT CARDS AND SIMILAR CARRIERS OF CIRCUITS | |
| DE19751770A1 (en) | Crimping apparatus for cable harness manufacture | |
| DE60204369T2 (en) | Apparatus and method for cutting the mesh of shielded wire | |
| DE3928196C2 (en) | ||
| DE3586519T2 (en) | DEVICE FOR MANUFACTURING ELECTRICAL CABLES. | |
| EP0272395B1 (en) | Transport device for an electric cable | |
| DE3909093A1 (en) | METHOD AND DEVICE FOR PROCESSING CABLE MATERIAL | |
| DE2702188A1 (en) | METHOD AND DEVICE FOR MANUFACTURING SEMI-CABLE TREES | |
| EP0126842B1 (en) | Crimping method and device for carrying out this method | |
| EP0277279B1 (en) | Method and apparatus for facing housings with crimped electrical conductors | |
| DE4020338A1 (en) | Mfg. Y=shaped cable harness - providing pair of wires with common crimped connection at one end brought together by clamp plates | |
| EP0303724A1 (en) | Apparatus for cutting and stripping wires and for applying crimp, plug and screw terminals, as well as for manufacturing chain structures | |
| DE69419398T2 (en) | Contact insertion device for inserting contacts of a conductor | |
| DE2935561C2 (en) | Device for pressing an electrical connector onto a stripped end of an electrical wire | |
| EP1251605B1 (en) | Apparatus and method for the insertion of cable ends into connector housings | |
| EP0411392B1 (en) | Device for mechanical insertion into cabinet chambers | |
| CH689288A5 (en) | Method and apparatus for loading Steckergehaeusen. | |
| DE69112934T2 (en) | Method and device for processing multiple wire connections. | |
| EP0994539B1 (en) | Device for assembling a cable | |
| DE3686691T2 (en) | METHOD AND DEVICE FOR PRODUCING AN ELECTRICAL WIRING HARNESS. | |
| DE3820637C2 (en) | ||
| DE3315336A1 (en) | COMBINED PROGRAMMED CUTTING DEVICE |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI NL |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: ING. A. GIAMBROCONO & C. S.R.L. |
|
| EL | Fr: translation of claims filed | ||
| TCNL | Nl: translation of patent claims filed | ||
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19851119 |
|
| 17Q | First examination report despatched |
Effective date: 19860730 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI NL |
|
| REF | Corresponds to: |
Ref document number: 3463319 Country of ref document: DE Date of ref document: 19870527 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19910129 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19910228 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19920204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19920901 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940120 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19951031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19970422 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19970429 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981103 |