EP0080997A1 - Vorrichtung zum Stranggiessen von Metallen - Google Patents
Vorrichtung zum Stranggiessen von Metallen Download PDFInfo
- Publication number
- EP0080997A1 EP0080997A1 EP82890174A EP82890174A EP0080997A1 EP 0080997 A1 EP0080997 A1 EP 0080997A1 EP 82890174 A EP82890174 A EP 82890174A EP 82890174 A EP82890174 A EP 82890174A EP 0080997 A1 EP0080997 A1 EP 0080997A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- slide plate
- region
- nozzles
- outflow
- openings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/045—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for horizontal casting
- B22D11/047—Means for joining tundish to mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/42—Features relating to gas injection
Definitions
- the present invention relates to a device for the horizontal continuous casting of metals, in particular steels.
- Devices of this type usually comprise a container holding the molten metal, which has in the lower region of its wall an outflow nozzle through which the metal flows into a substantially horizontally arranged mold, from which the metal strand is generally drawn off by mechanical means.
- An outflow channel is used to transfer the liquid metal from the container into the mold, e.g. in the form of a mouthpiece made in one piece with the container and made of refractory material which extends into the mold.
- a container for the molten metal is connected via a vertical outflow opening to a horizontally arranged pouring channel with a subsequent horizontal mold.
- the heatable pouring channel lying below the outflow opening has an opening on the side facing away from the casting mold and is for receiving a horizontally displaceable, guided through this opening, the vertical outflow opening of the melt container and the pouring channel in the desired manner releasing or closing closure Plug trained.
- the closure When the closure is open, the molten metal flows vertically out of the melt container and, with a sharp change in direction, flows into the horizontally arranged pouring channel and the subsequent continuous casting mold.
- the sealing plug which is adapted to the inner shape of the pouring channel, is inserted horizontally into the pouring channel and closes the opening between the melt container and the pouring channel and the pouring channel itself.
- shut-off element designed as a slide and having a horizontal slide plate as a closure element and also arranged in the vertical outflow channel.
- a porous part corresponding essentially to the dimension of the discharge nozzle between the melt container and the mold is arranged, which is aligned with the discharge nozzle when the slide plate is in the closed position and through which , fed via a line, a gas can be supplied.
- the gas is finely distributed in the porous part of the slide plate, keeps the molten metal in motion in the form of rising bubbles and prevents it from penetrating into easily addable areas and parts of the slider. If the molten metal is hot and fluid enough, an inert gas, such as argon, is supplied, which ensures the desired displacement of the metal from sensitive areas of the slide.
- the supply is switched over to the supply of oxygen or oxygen-containing gas, as a result of which the metal is heated as a result of the oxidation of a small proportion of the metal in this area and solidifies there is avoided by parts of the metal in the area of the movable slide plate.
- the supply of the gases does not cause any problems since, due to the horizontal arrangement of the slide plate and the surface of its porous gas supply part, the ferrostatic pressure of the metal located above the slide in the container is the same in all parts of the cross section of the outflow nozzle.
- the invention has for its object to provide a device for horizontal continuous casting, which comprises a closure member for interrupting the flow of cast metal, which is formed by a substantially vertically arranged slide, and in which to avoid interference in the region of the closure member Means for supplying inert or oxygen (containing) gas is provided.
- the invention relates to a device for the continuous casting of metals, in particular steels, which has a container for the molten metal to be cast, at least one outflow channel in the region of the bottom of the container in connection with at least one horizontal continuous casting mold and at least one arranged in the channel
- Closure member comprises, and is characterized in that on the slide plate of an essentially horizontally guided outflow channel inclined, preferably substantially vertically, arranged slide on its side facing the melt container, in the region of the edge zone of the closed position of the slide plate with the metal to be cast in contact with the surface area and / or in the area of the opening, preferably the bore, the head plate of the slide, at least one opening or nozzle for supplying a gaseous medium, preferably oxygen and / or argon, with an essentially tangential outflow device is arranged.
- a plurality of such openings or nozzles having such a tangential outflow direction are advantageously arranged at the specified positions of the slide plate and the top plate.
- These gas feeds can also be formed by capillaries, channels, nozzle openings or the like.
- tangential means that the gases on the one hand leave the respective surface of one of the parts of the closure element mentioned tangentially or at a flat or acute angle and on the other hand that their outflow direction is essentially parallel to the corresponding part of the boundary line of the area to be flushed by the gas runs.
- the outflow direction although essentially tangential, can advantageously be directed outwards, i.e. against the periphery of the arrangement.
- edge zone of the surface area of the slide plate which is in contact with the molten metal to its, preferably circular, edge boundary having a substantially parallel and preferably tangential direction and the surface of the slide plate in a pointed, preferably 3 to 45-degree, in particular 10 to 30-degree, angular penetrating openings or nozzles are arranged.
- this wall essentially tangentially penetrating openings or nozzles with obliquely directed towards the surface of the slide plate, preferably an angle of 3 to 75 0 , in particular from 10 to 60 0 , including outflow direction are arranged.
- the penetration of melt between the displaceable and firmly arranged parts of the closure member and the solidification of metal at these points are reliably switched off, even if the melt should have cooled too much.
- all openings or nozzles on the top plate and / or slide plate have the same direction of outflow. This creates a kind of spiral circular movement of the melt with a tendency from the area the slide away.
- the openings or nozzles of the slide plate can all have the same direction of outflow and the openings or nozzles in the top plate can also each have the same direction, but the flow direction of the gases on the slide plate is opposite.
- Another variant provides that adjacent openings or nozzles on the top plate and / or slide plate have mutually facing outflow directions.
- An embodiment has proven to be favorable for the uniformity of the gas supply over the cross section to be purged and thus the metal movement in the entire area of the slide, which consists in that in the lower area, preferably in the lower half, of the surface area in contact with the molten metal Slider plate and / or in the lower region of the opening in the head plate are preferably arranged by 10 to 100% more openings or nozzles than in the upper region, preferably in the upper half, of the opening and / or of the surface region.
- An embodiment has proven to be advantageous in which the openings or nozzles with the tangential outflow direction are arranged only in the edge zone of the lower region.
- the porous stopper can be arranged in an opening, preferably a bore, penetrating the slide plate or in a recess of the slide plate facing the molten metal.
- An embodiment variant is preferred in which a preferably cylindrically shaped recess extending into the region of the edge zone is arranged on the slide plate in its surface area in contact with the molten metal in the closed position, the boundary wall of openings or nozzles for supplying gaseous media is penetrated with an essentially tangential and preferably directed against the molten metal outflow direction.
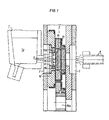
- the container 1 shown only partially in FIG. 1 for the molten metal la to be cast has in its lower region a substantially horizontal outlet channel 2 connecting this container 1 to the horizontal, also only partially shown, continuous casting mold 4.
- a pressure cylinder plate slide 3 of which the top plate 10 and the divided slide plate 20 are shown enlarged.
- the fixed head plate 10, which is made of highly refractory material, is arranged facing the melt container and has a flow opening 11, the wall 12 of which is penetrated by the gas supply nozzles 13 having a tangential outflow direction. Relatively more nozzles 13 were arranged in the lower region 11b of the opening 11 than in the upper region 11a. The gas emerging from these nozzles 13 continuously displaces the melt from the area of the slide plate 20.
- the sliding also made of refractory material, divided in the embodiment shown formed slide plate 20 is disposed, one part of which has a flow opening 20a at the opening position of the slider 3 with the con - dung channel 2 or the Outflow nozzle and with the bore 11.
- the head plate 10 is aligned.
- the tangentially opening nozzles 23 are arranged in its peripheral or edge zone area, via an annular channel 28 are supplied with the pressurized flushing or oxidizing gas.
- the Tangentially flowing gas keeps the melt in the area of the slide plate 20 in motion and continuously displaces it from the area.
- FIG. 2 of a part of the slide plate 20 shows the region 22 which is delimited by a broken circular line 22b and which is in contact with the molten metal la when the slide plate 20 is in the closed position or from its corresponding part.
- the outflow openings of the nozzle 23 for the tangential supply of the gases are arranged in the edge zone 22a of this region 22.
- more tangential nozzles are arranged in the lower region 22c than in the upper region 22d. This results in a particularly good compensation for the differences in the ferrostatic pressure occurring over the cross section of the horizontal outflow channel 2 (FIG. 1) and thus a uniform flushing of the sensitive area of the slide.
- a porous plug 25 (shown in dash-dot lines) seated in a recess of the slide plate 20 can be provided, from the center of the area 22 and surrounded by the nozzle openings 23, from which, also fed by Broken lines indicated supply line 27, the gases are introduced flat and very finely divided into the molten metal la.
- the porous stopper 25 is likewise arranged in the upper partial region 22d of the slide 20, but there are no gas supply nozzles with an essentially tangential outflow direction arranged in this upper part; the porous stopper 25, for example made of zirconium oxide, takes on their task.
- the gas supply nozzles 23, which are essential to the invention and have a tangential outflow direction, are arranged in the lower region 22c, so that even in this embodiment variant, a uniform flushing of the overall cross section is ensured despite the vertical arrangement of the slide plate.
- FIG 5 shows the section 22 of the slide plate 20 of another preferred embodiment of the device according to the invention which is in contact with the melt 1 a in the closed position.
- the gaseous medium is supplied via the ring channel 28 and the nozzles 23 penetrating tangentially through the cylindrical boundary wall 24a of the recess 24 in the slide plate 20.
- the boundary wall 24a of the recess 24 is located in the region of the edge zone 22a of the region 22 which is in contact with the molten metal la when the slide plate 20 is in the closed position, so that the effect of purging the sensitive zones of the slide with gas, which is the aim of the invention, is also achieved in this embodiment becomes.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Furnace Charging Or Discharging (AREA)
- Continuous Casting (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zum horizontalen Stranggießen von Metallen, insbesondere Stählen.
- Derartige Vorrichtungen umfassen üblicherweise einen das schmelzflüssige Metall aufnehmenden Behälter, der im unteren Bereich seiner Wandung eine Ausflußdüse aufweist, durch die das Metall in eine im wesentlichen horizontal angeordnete Kokille fließt, aus der der Metallstrang im allgemeinen mit mechanischen Mitteln abgezogen wird. Zur Überleitung des flüssigen Metalls aus dem Behälter in die Kokille dient ein Ausflußkanal, der z.B. in Form eines mit dem Behälter einstückig ausgebildeten Mundstückes aus feuerfestem Werkstoff, das in die Kokille hineinreicht, ausgebildet sein kann.
- In der Praxis ist es beim kontinuierlichen horizontalen Stranggießen manchmal notwendig oder erwünscht, den Gießvorgang rasch zu unterbrechen, um beispielsweise beim Übergang zu einem anderen Erzeugnis die Kokille bei mit Metall gefülltem Behälter auswechseln oder an dieser Reparaturarbeiten vornehmen zu können.
- So ist beispielsweise in der FR-PS 1 181 408 eine derartige Vorrichtung beschrieben, bei der ein Behälter für das geschmolzene Metall über eine vertikale Ausflußöffnung mit einem horizontal angeordneten Gießkanal mit anschließender Horizontal-Kokille verbunden ist. Der unterhalb der Ausflußöffnung liegende beheizbare Gießkanal weist auf der der Gießkokille abgewandten Seite eine Öffnung auf und ist für die Aufnahme eines durch diese Öffnung geführten horizontal verschieblichen, die vertikale Ausflußöffnung des Schmelze-Behälters und den Gießkanal jeweils in gewünschter Weise freigebenden oder verschließenden VerschlußStopfens ausgebildet. Bei geöffnetem Verschluß fließt die Metallschmelze vertikal aus dem Schmelze-Behälter aus und unter scharfer Richtungsänderung in den horizontal angeordneten Gießkanal und die anschließende Stranggieß-Kokille ein. Soll der Metallfluß unterbrochen werden, wird der der Innenform des Gießkanals angepaßte VerschlußStopfen horizontal in den Gießkanal eingeschoben und verschließt die Öffnung zwischen Schmelze-Behälter und Gießkanal sowie den Gießkanal selbst.
- Nachteile dieses an sich sehr einfach aufgebauten horizontal arbeitenden Verschlußorganes bestehen darin, daß beim Verschließen eine relativ große Metallmenge verdrängt wird und daß keine Einrichtungen vorgesehen sind, um ein Zusetzen des Überganges vom Metallbehälter zum Gießkanal mit infolge der dort auftretenden größeren Abstrahlung und Abkühlung erstarrten Metallresten und damit Störungen des Betriebes des Verschlußorganes zu verhindern.
- Bei Strangguß-Anlagen mit vertikal angeordneten Gießkokillen ist der Einsatz von Einrichtungen bekannt geworden, die ein Erstarren des Metalles im Bereich eines eine horizontale Schieberplatte als Verschlußorgan aufweisenden, im ebenfalls vertikalen Ausflußkanal angeordneten, als Schieber ausgebildeten Absperrorganes verhindern.
- So ist z.B. gemäß der US-PS 3 ö09 146 in der geteilt ausgebildeten Schieberplatte ein im wesentlichen der Dimension der Ausflußdüse zwischen Schmelze-Behälter und Kokille entsprechender, poröser Teil angeordnet, der bei der Schließ-Stellung der Schieberplatte mit der Ausflußdüse fluchtet und durch welchen, gespeist über eine Leitung, ein Gas zugeführt werden kann. In dem porösen Teil der Schieberplatte wird das Gas fein verteilt, hält in Form von aufsteigenden Blasen das schmelzflüssige Metall permanent in Bewegung und verhindert dessen Eindringen in leicht zusetzbare Bereiche und Teile des Schiebers. Ist die Metallschmelze heiß und dünnflüssig genug, wird ein Inertgas, wie z.B. Argon, zugeführt, das für die gewünschte Verdrängung des Metalles aus empfindlichen Bereichen des Schiebers sorgt.
- Droht ein Erstarren des Metalls im Bereich der Ausflußdüse und des Schiebers infolge von Abkühlung, so wird auf die Zuführung von Sauerstoff oder sauerstoffhältigem Gas umgeschaltet, wodurch eine infolge der Oxidation eines kleinen Anteils des Metalls bewirkte Erhitzung des Metalles in diesem Bereich erfolgt und dort ein Erstarren von Teilen des Metalls im Bereich der beweglich zu erhaltenden Schieberplatte vermieden wird. Die Zuführung der Gase bringt, da infolge der horizontalen Anordnung der Schieberplatte und der Oberfläche von deren porös ausgebildetem Gaszuführungsteil der ferrostatische Druck des über dem Schieber im Behälter befindlichen Metalls in allen Teilen des Querschnittes der Ausflußdüse gleich groß ist, keine Probleme.
- Die Erfindung hat sich die Aufgabe gestellt, eine Vorrichtung zum horizontalen Stranggießen zu schaffen, welche ein Verschlußorgan zum Unterbrechen des Gießmetall-Stromes umfaßt, das durch einen im wesentlichen vertikal angeordneten Schieber gebildet ist, und bei welcher zur Vermeidung von Störungen im Bereich des Verschlußorganes eine Einrichtung zum Zuführen von Inert- oder Sauerstoff (enthaltendem) Gas vorgesehen ist.
- Bei vertikal angeordneten Schiebern tritt das Problem auf, daß z.B. im unteren Teil der Schieberplatte zugeführtes Gas eine größere statische Druckhöhe zu überwinden hat, als im oberen Teil der Schieberplatte. Die dadurch auftretenden Nachteile und Schwierigkeiten konnten, wie überraschend gefunden wurde, durch die vorliegende Erfindung ) überwunden werden.
- Gegenstand der Erfindung ist eine Vorrichtung zum Stranggießen von Metallen, insbesondere Stählen, die einen Behälter für das zu gießende, schmelzflüssige Metall, mindestens einen im Bereich des Bodens des Behälters in Verbindung mit mindestens einer horizontalen Stranggieß-Kokille stehenden Ausflußkanal und mindestens ein im Kanal angeordnetes Verschlußorgan umfaßt, und dadurch gekennzeichnet ist, daß auf der Schieberplatte eines in einem im wesentlichen horizontal geführten Ausflußkanal dazu geneigt, vorzugsweise im wesentlichen vertikal,angeordneten Schiebers an deren dem Schmelze-Behälter zugewandter Seite, im Bereich der Randzone des in Schließ-Stellung der Schieberplatte mit dem zu vergießenden Metall in Berührung stehenden Flächenbereiches und/oder im Bereich der Öffnung, vorzugsweise Bohrung, der Kopfplatte des Schiebers mindestens eine Öffnung oder Düse zum Zuführen eines gasförmigen Mediums, vorzugsweise Sauerstoff und/oder Argon, mit im wesentlichen tangentlaler Ausströmrlchtung angeordnet ist.
- Es sei an dieser Stelle hervorgehoben, daß an den angegebenen Stellen der Schieberplatte und der Kopfplatte vorteilhafterweise eine Mehrzahl solcher tangentiale Ausströmrichtung aufweisender Öffnungen oder Düsen angeordnet sind. Diese Gaszuführungen können auch durch Kapillaren, Kanäle, Düsenöffnungen od. dgl. gebildet sein. Der Ausdruck "tangential" bedeutet, daß die Gase einerseits die jeweilige Oberfläche eines der genannten Teile des Verschlußorganes tangential oder in flachem bzw. spitzem Winkel verlassen und anderseits, daß ihre Ausströmrichtung jeweils im wesentllchen parallel zum entsprechenden Teil der Umgrenzungslinie des vom Gas zu bespülenden Bereiches verläuft. DieAusströmrichtung kann,obwohl im wesentlichen tangential,vorteilhaft nach außen, also gegen die Peripherie der Anordnung gerichtet sein.
- Wesentlich ist, wie gefunden wurde, daß für eine "periphere" Zuführung der Gase am jeweiligen Teil des Schiebers Sorge zu tragen ist. Zusätzlich kann auch eine Zuführung im Zentrumsbereich, z.B. der Schieberplatte, erfolgen.
- Bevorzugt ist vorgesehen, daß im Bereich der Randzone des mit der Metallschmelze in Berührung stehenden Flächenbereiches der SChieberplatte zu deren, vorzugsweise kreisrunder, Randbegrenzung im wesentlichen parallele und vorzugsweise tangentiale Richtung aufweisende und die Oberfläche der Schieberplatte in spitzem, vorzugsweise 3 bis 45-grädigem, insbesondere 10 bis 30-grädlgem, Winkel durchdringende Öffnungen oder Düsen angeordnet sind.
- Vorteilhaft ist es weiters, wenn in der Wand der die Kopfplatte durchdringenden Öffnung, vorzugsweise Bohrung, in deren der angrenzenden Schieberplatte zugewandtem Bereich, diese Wand im wesentlichen tangential durchdringende Öffnungen oder Düsen mit gegen die Oberfläche der Schieberplatte schräg gerichteter, vorzugsweise einen Winkel von 3 bis 750, insbesondere von 10 bis 600, einschließender Ausströmrichtung angeordnet sind.
- Diese beiden eben angeführten Ausführungsformen können auch beide gleichzeitig realisiert sein.
- Bei diesen Ausführungsformen wird das Eindringen von Schmelze zwischen die verschieblichen und fest angeordneten Teile des Verschlußorganes und das Erstarren von Metall an diesen Stellen mit Sicherheit ausgeschaltet, selbst dann, wenn einmal die Schmelze zu stark abgekühlt sein sollte.
- Es kann erfindungsgemäß vorgesehen sein, daß alle Öffnungen oder Düsen an Kopfplatte und/oder Schieberplatte gleichsinnige Ausströmrichtung aufweisen. Dadurch wird eine Art spiralige Kreisbewegung der Schmelze mit Tendenz vom Bereich des Schiebers weg bewirkt. Dabei können die Öffnungen oder Düsen der Schieberplatte alle jeweils eine gleichsinnige Ausströmrichtung und die Öffnungen oder Düsen in der Kopfplatte alle jeweils ebenfalls eine gleichsinnige, jedoch der Ausströmrichtung der Gase an der Schieberplatte entgegengesetzte Ausströmrichtung aufweisen.
- Eine weitere Variante sieht vor, daß jeweils nebeneinanderliegende Öffnungen oder Düsen an Kopfplatte und/oder Schieberplatte einander zugekehrte Ausströmrichtungen aufweisen.
- Dadurch kann im Bereich der Innenwand der Bohrung in der Kopfplatte und der Ausflußdüse eine periphere Konvektions-Strömung der Schmelze erreicht werden.
- Als für die Gleichmäßigkeit der Gaszuführung über den zu bespülenden Querschnitt und damit der Metallbewegung im Gesamtbereich des Schiebers günstig hat sich eine Ausführungsform erwiesen, die darin besteht, daß im unteren Bereich, vorzugsweise in der unteren Hälfte, des mit der Metallschmelze in Berührung stehenden Flächenbereiches der Schieberplatte und/oder im unteren Bereich der Öffnung in der Kopfplatte vorzugsweise um 10 bis 100 % mehr Öffnungen oder Düsen angeordnet sind als im jeweils oberen Bereich, vorzugsweise in der oberen Hälfte, der Öffnung und/oder des Flächenbereiches.
- Zur Unterstützung der Wirkung der "Tangential-Düsen" an Kopfplatte und/oder Schieberplatte kann weiters vorgesehen sein, daß in der Schieberplatte innerhalb des in Schließ-Stellung mit dem flüssigen Metall in Berührung stehenden Flächenbereiches, vorzugsweise von dessen Zentrum gegen den oberen Bereich versetzt, ein von über mindestens eine Leitung zugeführtem, gasförmigem Medium durchströmbarer, von den tangentiale Ausströmrichtung aufweisenden Öffnungen oder Düsen gegebenenfalls nur teilweise umgebener, poröser Stopfen angeordnet ist.
- Dabei hat sich eine Ausführungsform als günstig erwiesen, bei der die tangentiale Ausströmrichtung aufweisenden Öffnungen oder Düsen nur in der Randzone des unteren Bereiches angeordnet sind.
- Der poröse Stopfen kann in einer die Schieberplatte durchdringenden Öffnung, vorzugsweise Bohrung, angeordnet sein oder in einer der Metallschmelze zugewandten Ausnehmung der Schieberplatte.
- Bevorzugt ist eine Ausführungsvariante, bei der an der Schieberplatte in deren bei Schließ-Stellung mit der Metallschmelze in Berührung stehendem Flächenbereich eine sich bis in den Bereich der Randzone erstreckende, vorzugsweise zylindrisch geformte, Ausnehmung angeordnet ist, deren Begrenzungswand von Öffnungen oder Düsen zur Zuführung von gasförmigen Medien mit im wesentlichen tangentialer und vorzugsweise gegen die Metallschmelze gerichteter Ausströmrichtung durchdrungen ist.
- Anhand der Zeichnungen sei die Erfindung näher erläutert:
- Es zeigen: Fig. 1 ein Gesamtschema der erfindungsgemäßen Vorrichtung, bei der sowohl über die Kopf- als auch über die Schieberplatte des Schiebers Gas tangential zugeführt werden kann; Fig. 2 eine Vorderansicht des mit tangentiale Ausströmrichtung aufweisenden Düsen versehenen Bereiches der Schieberplatte, der bei Verschlußstellung mit der im Schmelze-Behälter befindlichen Metallschmelze in Berührung steht; Flg. 3 eine Seitenansicht dieses Bereiches des Schieberplatte; Fig. 4 eine schematische Vorderansicht des mit tangentiale Ausströmrichtung aufweisenden Düsen und einem porösen Stopfen für die Zuführung von Gasen versehenen Bereiches der Schieberplatte und Flg. 5 einen Schnitt durch eine mit einer Ausnehmung versehene Schieberplatte, wobei die Gase aus der Begrenzungswand dieser Ausnehmung tangential zugeführt werden.
- Der in Fig. 1 nur teilweise gezeigte Behälter 1 für die zu vergießende Metallschmelze la weist in seinem unteren Bereich einen diesen Behälter 1 mit der horizontalen, ebenfalls nur teilweise gezeigten Stranggießkokllle 4 verbindenden, im wesentlichen horizontal verlaufenden Ausflußkanal 2 auf. In dem Kanal ist ein von außen, z.B. mittels Druckzylinder betätigbarer Platten-Schieber 3 angeordnet, von dem die Kopfplatte 10 und die geteilte Schieberplatte 20 vergrößert dargestellt sind. Die feststehende, aus hochfeuerfestem Material bestehende Kopfplatte 10 ist dem Schmelze-Behälter zugewandt angeordnet und weist eine Durchfluß-Öffnung 11 auf, deren Wand 12 von den tangentiale Ausströmrichtung aufweisenden Gaszufuhrdüsen 13 durchdrungen wird. Im unteren Bereich llb der Öffnung 11 wurden verhältnismäßig mehr Düsen 13 angeordnet als in dem oberen Bereich lla. Das aus diesen Düsen 13 austretende Gas verdrängt die Schmelze kontinuierlich aus dem Bereich der Schieberplatte 20.
- An der Kopfplatte 10 angepreßt ist die verschiebbare, ebenfalls aus feuerfestem Material gefertigte, in der gezeigten Ausführung geteilt ausgebildete Schieberplatte 20 angeordnet, deren einer Teil eine Durchflußöffnung 20a aufweist, die bei Öffnung-Stellung des Schiebers 3 mit dem Verbin- dungskanal 2 bzw. der Ausflußdüse und mit der Bohrung 11 . der Kopfplatte 10 fluchtet. In jenem Bereich des zweiten Schieberplatten-Teiles, der bei Schließ-Stellung der Schieberplatte mit der sich im Behälter 1 befindlichen MetallSchmelze la in Berührung steht, sind in dessen Peripherie- bzw. Randzonen-Bereich die tangential mündenden Düsen 23 angeordnet, die über einen Ringkanal 28 mit dem unter Druck stehenden Spül- oder Oxidations-Gas versorgt werden. Das tangential ausströmende Gas hält die Schmelze im Bereich der Schieberplatte 20 in Bewegung und verdrängt es kontinuierlich aus deren Bereich.
- Aus der in Fig. 2 gezeigten Vorderansicht eines Teiles der Schieberplatte 20 ist der von einer unterbrochen dargestellten Kreislinie 22b umgrenzte Bereich 22 ersichtlich, der bei Schließ-Stellung der Schieberplatte 20 bzw. von deren entsprechendem Teil mit der Metallschmelze la in Berührung steht.
- In der Randzone 22a dieses Bereiches 22 sind die Ausströmöffnungen der Düse 23 zur tangentialen Zuführung der Gase angeordnet. Bei der in den Fig. 1 und 2 dargestellten Anordnung sind im unteren Bereich 22c mehr Tangential-Düsen angeordnet als im oberen Bereich 22d. Dadurch wird ein besonders guter Ausgleich für die über dem Querschnitt des horizontalen Ausflußkanals 2 (Fig. l) auftretenden Unterschiede im ferrostatischen Druck und damit eine gleichmäßige Bespülung des sensiblen Bereiches des Schiebers erreicht.
- Aus dem in Fig. 3 gezeigten Schnitt durch den in Fig. 2 in Vorderansicht dargestellten Bereich 22 der Schieberplatte 20 sind die die Oberfläche 21 in der Randzone 22a des Flächenbereiches 22 in spitzem Winkel durchdringenden Düsen-Kanäle 23 ersichtlich, die über den Ringkanal 28 mit Gas gespeist werden.
- Zusätzlich zu den "tangentialen" Düsen kann vom Zentrum des Bereiches 22 nach oben versetzt und von den Düsenöffnungen 23 umgeben ein in einer Ausnehmung der Schieberplatte 20 sitzender, poröser Stopfen 25 (strichpunktiert dargestellt) vorgesehen sein, von dem aus, gespeist von der ebenfalls durch unterbrochene Linien angedeuteten Zuführungsleltung 27, die Gase flächig und sehr fein verteilt in die Metallschmelze la eingebracht werden.
- Bei der in Fig. 4 in Vorderansicht gezeigten Ausführungsform ist der poröse Stopfen 25 ebenfalls im oberen Teilbereich 22d des Schiebers 20 angeordnet, allerdings sind dort in diesem oberen Teil überhaupt keine Gaszufuhrdüsen mit im wesentlichen tangentialer Ausströmrichtung angeordnet; deren Aufgabe übernimmt der poröse, beispielsweise aus Zirkonoxid gefertigte Stopfen 25.
- Im unteren Bereich 22c sind hingegen die erfindungswesentlichen,tangentiale Ausströmrichtung aufweisenden Gaszufuhrdüsen 23 angeordnet, sodaß auch bei dieser Ausführungsvariante eine gleichmäßige Spülung des Gesamtquerschnittes trotz vertikaler Anordnung der Schieberplatte gewährleistet ist.
- In Fig. 5 ist der in Schließ-Stellung mit der Schmelze la in Berührung stehende Bereich 22 der Schieberplatte 20 einer anderen, bevorzugten Ausführungsform der erfindungsgemäßen Vorrichtung im Schnitt gezeigt.
- Das gasförmige Medium wird über den Ringkanal 28 und die die zylindrische Begrenzungswand 24a der Ausnehmung 24 in der Schieberplatte 20 tangential durchdringenden Düsen 23 zugeführt.
- Die Begrenzungswand 24a der Ausnehmung 24 befindet sich im Bereich der Randzone 22a des mit der Metallschmelze la bei Schließ-Stellung der Schieberplatte 20 in Berührung stehenden Bereiches 22, sodaß auch bei dieser Ausführungsform der erfindungsgemäß angestrebte Effekt der Spülung der sensiblen Zonen des Schiebers mit Gas erreicht wird.
- Es sei nur kurz darauf verwiesen, daß in der Öffnung 11 bzw. in deren Wand 12 der Kopfplatte 10 (siehe Fig. 1) die Anordnung der Düsen 13 in zur Anordnung der Düsen 23 in der in Fig. 5 gezeigten Wand 24a der Ausnehmung 24 der Schieberplatte 20 ganz analoger Weise vorgesehen sein kann.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT5112/81 | 1981-11-27 | ||
| AT511281A ATA511281A (de) | 1981-11-27 | 1981-11-27 | Vorrichtung zum stranggiessen von metallen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0080997A1 true EP0080997A1 (de) | 1983-06-08 |
| EP0080997B1 EP0080997B1 (de) | 1985-11-27 |
Family
ID=3572069
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82890174A Expired EP0080997B1 (de) | 1981-11-27 | 1982-11-23 | Vorrichtung zum Stranggiessen von Metallen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0080997B1 (de) |
| JP (1) | JPS5893543A (de) |
| AT (1) | ATA511281A (de) |
| DE (1) | DE3267714D1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT383529B (de) * | 1985-10-24 | 1987-07-10 | Voest Alpine Ag | Einrichtung zum vergiessen von schmelzen |
| EP0563376A4 (de) * | 1989-06-01 | 1993-01-09 | Shinagawa Refractories Co | Gasblasender flachbackstein oder verteilerstein für geschmolzenes metall. |
| US5613545A (en) * | 1991-11-12 | 1997-03-25 | Shinagawa Refractories Co. Ltd. | Inert gas injecting plate brick or insert nozzle brick for use in a sliding gate valve apparatus of molten metal |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118385557B (zh) * | 2024-06-05 | 2025-05-02 | 靖江市科尼机械配件有限公司 | 一种防漏型倾斜浇铸装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1181408A (fr) * | 1956-03-22 | 1959-06-16 | Perfectionnements apportés au moulage continu de matières fondues | |
| DE1935401C2 (de) * | 1968-07-12 | 1973-12-20 | Interstop Ag, Zug (Schweiz) | Schiebeverschluß für mit einer Bodenausgußöffnung versehene Gießpfannen oder dergleichen Behälter zum Gießen von flüssigen Metallen, insbesondere Stahl |
| US3809146A (en) * | 1972-02-18 | 1974-05-07 | Steel Corp | Method of opening an intermediate vessel nozzle for continuous casting |
| DE2836409A1 (de) * | 1978-08-19 | 1980-02-21 | Stopinc Ag | Schieberverschluss |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU56046A1 (de) | 1968-05-09 | 1970-01-14 | ||
| DE2462292C3 (de) | 1973-03-01 | 1984-09-20 | USS Engineers and Consultants, Inc., Pittsburgh, Pa. | Schieberverschluß am Bodenauslaß eines Gießgefäßes |
| GB1598764A (en) | 1977-03-18 | 1981-09-23 | Sumitomo Metal Ind | Method and apparatus for continuous casting of steel |
-
1981
- 1981-11-27 AT AT511281A patent/ATA511281A/de not_active Application Discontinuation
-
1982
- 1982-11-19 JP JP20218082A patent/JPS5893543A/ja active Pending
- 1982-11-23 EP EP82890174A patent/EP0080997B1/de not_active Expired
- 1982-11-23 DE DE8282890174T patent/DE3267714D1/de not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1181408A (fr) * | 1956-03-22 | 1959-06-16 | Perfectionnements apportés au moulage continu de matières fondues | |
| DE1935401C2 (de) * | 1968-07-12 | 1973-12-20 | Interstop Ag, Zug (Schweiz) | Schiebeverschluß für mit einer Bodenausgußöffnung versehene Gießpfannen oder dergleichen Behälter zum Gießen von flüssigen Metallen, insbesondere Stahl |
| US3809146A (en) * | 1972-02-18 | 1974-05-07 | Steel Corp | Method of opening an intermediate vessel nozzle for continuous casting |
| DE2836409A1 (de) * | 1978-08-19 | 1980-02-21 | Stopinc Ag | Schieberverschluss |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT383529B (de) * | 1985-10-24 | 1987-07-10 | Voest Alpine Ag | Einrichtung zum vergiessen von schmelzen |
| EP0563376A4 (de) * | 1989-06-01 | 1993-01-09 | Shinagawa Refractories Co | Gasblasender flachbackstein oder verteilerstein für geschmolzenes metall. |
| US5613545A (en) * | 1991-11-12 | 1997-03-25 | Shinagawa Refractories Co. Ltd. | Inert gas injecting plate brick or insert nozzle brick for use in a sliding gate valve apparatus of molten metal |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS5893543A (ja) | 1983-06-03 |
| EP0080997B1 (de) | 1985-11-27 |
| DE3267714D1 (en) | 1986-01-09 |
| ATA511281A (de) | 1987-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2709727C3 (de) | Einrichtung zum Auswechseln von Gießrohren an Gießgefäßen beim Stranggießen | |
| DE4023484C2 (de) | ||
| DE2455181A1 (de) | Verfahren und vorrichtung zum vergiessen von metallen aus giessgefaessen, deren bodenauslassoeffnung durch einen gleitschieber einstellbar ist | |
| DE1951447C3 (de) | Ausflußschieberverschluß für Gefäße zum Vergießen von Metallen | |
| DE3423834A1 (de) | Verfahren und vorrichtung zum kontinuierlichen giessen von metallschmelze, insbesondere von stahlschmelze | |
| DE2557726A1 (de) | Vorrichtung zum auswechseln von giessrohren, insbesondere fuer einen mit einem schieberverschluss absperrbaren ausguss an einem zwischenbehaelter von stranggussanlagen | |
| CH669750A5 (de) | ||
| DE3049053C2 (de) | Verfahren und Vorrichtung zur Abtrennung von Schlacke und zum Ausgießen einer Stahlschmelze aus einem Behälter | |
| EP0080997B1 (de) | Vorrichtung zum Stranggiessen von Metallen | |
| DE3331483C2 (de) | Einrichtung für feuerfeste Platten von Schieberverschlüssen | |
| DE2738587C2 (de) | Verstellvorrichtung für eine Abschirmvorrichtung zum Gießstrahlschutz | |
| DE2923493A1 (de) | Verfahren und vorrichtung zum entgasen von geschmolzenem metall | |
| DE2453631A1 (de) | Einrichtung zum stranggiessen | |
| DE2261296C3 (de) | Gießbehalter fur Metall | |
| DE3404836C2 (de) | Schieberverschluß für eine Gießpfanne | |
| DE3342071C2 (de) | Vorrichtung zum Abschirmen eines metallischen Gießstrahls | |
| DE2607379B2 (de) | Vorrichtung zum spuelen von stahl | |
| DE2361344A1 (de) | Verfahren und vorrichtung zum eingiessen von metall in eine stranggiesskokille | |
| DE2319004A1 (de) | Stopfenbetaetigungseinrichtung fuer giesspfanne | |
| DE4332760A1 (de) | Verfahren zum Betreiben einer Niederdruckmetallgießvorrichtung und Niederdruckmetallgießvorrichtung dafür | |
| DE2613363A1 (de) | Stranggussmaschine | |
| DE102008005727B3 (de) | Zuführeinrichtung für eine Metallschmelze und eine mit einer solchen Vorrichtung ausgestattete Bandgießeinrichtung | |
| DE2462292A1 (de) | Gasdurchlaessiger sperrschieber eines bodenauslassventils an einem giessgefaess | |
| DE1945141A1 (de) | Einrichtung zum horizontalen Stranggiessen | |
| DE2417490C3 (de) | Feuerfestes, aus Boden- und Schieberplatte bestehendes Plattenpaar für Schieberverschlüsse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19830712 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ZIMMERMANN & JANSEN GMBH Owner name: HAISSIG, MANFRED, DIPL.-ING. |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 3267714 Country of ref document: DE Date of ref document: 19860109 |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: DIDIER-WERKE AG Effective date: 19860825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19871113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19871124 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| BERE | Be: lapsed |
Owner name: ZIMMERMANN & JANSEN G.M.B.H. Effective date: 19871130 Owner name: HAISSIG MANFRED Effective date: 19871130 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state | ||
| 27W | Patent revoked |
Effective date: 19880124 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82890174.4 Effective date: 19880913 |