EP0074122A1 - Echangeur de chaleur - Google Patents
Echangeur de chaleur Download PDFInfo
- Publication number
- EP0074122A1 EP0074122A1 EP82108341A EP82108341A EP0074122A1 EP 0074122 A1 EP0074122 A1 EP 0074122A1 EP 82108341 A EP82108341 A EP 82108341A EP 82108341 A EP82108341 A EP 82108341A EP 0074122 A1 EP0074122 A1 EP 0074122A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fin
- fins
- planes
- edge zones
- plane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003825 pressing Methods 0.000 claims abstract description 8
- 239000002184 metal Substances 0.000 claims description 18
- 238000000034 method Methods 0.000 claims description 17
- 238000005452 bending Methods 0.000 claims 2
- 239000000463 material Substances 0.000 abstract description 8
- 238000001816 cooling Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/24—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely
- F28F1/32—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely the means having portions engaging further tubular elements
- F28F1/325—Fins with openings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
Definitions
- This invention relates to heat exchangers, and in particular to a fin construction for use in heat exchangers which is suitable for use in dry cooling towers and similar industrial applications.
- FIG. 78/1881 describes a heat exchanger comprising a series of conduits arranged adjacent each other but spaced apart, their external surfaces being formed with registering grooves.
- a set of fin elements in the form of transversely slotted metal strips is arranged in a stack between adjacent conduits with the longitudinal edges of each fin element extending into registering grooves in the opposed conduit surfaces.
- Each fin element has a central longitudinal zone, a transverse end zone at each end and two substantially planar longitudinal edge zones, the central longitudinal zone being planar and the edge zones each defining an obtuse included angle with the plane of the central longitudinal zone. Both edge zones lie on the same side of the plane of the central longitudinal zone.
- this earlier patent describes fin elements having at one end a relatively wide transverse end zone and at the other end a relatively narrow transverse end zone. Alternate fin elements are displaced in the stack so that the slots in each fin are staggered relatively to those in its immediate neighbours but aligned with the slots in similarly positioned fin elements.
- United States patent 2,703,226 describes a heat exchanger with fin elements in the form of a U-shaped channel which is slit transversely at intervals along its length in its central longitudinal zone to provide a series of fins, alternate fins being struck up into the channel of the fin element.
- the vertically arranged side walls of channels are provided with shoulders so that the fin elements can be stacked within each other. These stacks are fixed to the opposed surfaces of adjacent conduits in a heat exchanger.
- One disadvantage of the fin elements described is that the presence of the vertically arranged side walls of the channel-like fin elements requires a substantial amount of metal which is largely surplus to the requirements of good heat transfer, so that the fin elements are costlier than is desirable.
- An object of the present invention is to provide an improved fin element and heat exchanger which reduces or overcomes the disadvantages mentioned above.
- an elongate metallic fin element for use in a heat exchanger, having a central longitudinal zone, two longitudinal edge zones and a plurality of fins each extending across the central zone and arranged side by side along the length of the central zone, alternate fins being located in two parallel planes to form two sets of fins, the thickness of the metal being substantially constant throughout the fin element.
- the longitudinal edge zones of the fin elements may be each at an obtuse included angle with respect to the two parallel planes.
- Each fin may have planar end bridge portions in respective planes each plane being at an obtuse included angle with respect to the respect plane of that fin.
- the bridge portions at opposite ends of each fin may lie in planes at substantially 90° to one another.
- a heat exchanger comprising a series of conduits spaced apart and each conduit having external surfaces provided with rows of grooves that register external surfaces of adjacent opposing surfaces, and metallic fin elements each comprising a central longitudinal zone, two longitudinal edge zones and a plurality of fins each extending across the central zone and arranged side by side along the length of the central zone, alternate fins being located in two parallel planes to form two sets of fins, the thickness of the metal being substantially constant throughout the fin element, the fin elements being arranged between adjacent conduits with longitudinal ends of the fins extending into and forming intimate contracts with registering grooves in adjacent opposing surfaces of the conduits.
- the spacing of the rectilinear grooves is preferably substantially twice the distance between the parallel planes of the two sets of fins of each fin element.
- a method of forming a fin element for a heat exchanger having a central longitudinal zone and two longitudinal edge zones from an elongate metallic strip having a mean plane comprising selectively pressing the strip across the central longitudinal zone in interspaced opposite directions to form alternative fins in two parallel planes at either side of the mean plane and arranging the thickness of the metal to be substantially constant in the finished element.
- the method may include forming a plurality of parallel slits across the central longitudinal zone before selectively pressing the strip.
- the step of arranging the thickness to be substantially constant may comprise allowing the overall width of the fin element to reduce while displacing the fins in opposite directions.
- the step of arranging the thickness to be substantially constant may comprise compressing the metal strip at least to some extent while displacing the fins in opposite directions.
- the method may comprise displacing the strip into planes an equal distance from the original plane of the metallic.
- the method may include displacing the fins to provide at the transverse ends of each fin a planar bridge portion, each of which bridge portions lie in a plane at an obtuse included angle with respect to a respect one of the parallel planes.
- the method may comprise carrying out the steps of the method in one operation
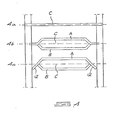
- the fin element shown in Figure 1 is formed from a single elongate metal strip and has two sets of fins which alternate with one another.
- one set of fins is labelled with the letter A, whilst the other set is labelled with the letter B. All the fins A lie in one plane, whilst all the fins B lie in another plane which is parallel to but spaced from the plane of fins A. Both planes are equidistant from and on opposite sides of a mean plane C ( Figure 2) of the fin element.
- the fin element is also divided into a central longitudinal zone 10 and two edge zones 12. Each fin has a planar bridge portion 16 at each end.
- the three-dimensional form of the fin element can be seen from Figure 3.
- the strip is tranversely slit over the central zone 10 to separate the metal which will form fins A and fins B. An even number of slits is made. Fins B are then pressed below the centre plane C, being the original plane of the strip, whilst fins A are pressed above the central plane C as shown in Figure 4(b).
- the longitudinal edge zones 12 are bent over as shown out of the plane C to form an obtuse included angle with the planes of the fins A,B--as shown in Figure 4(c). This obtuse angle is ideally 135°.
- fin elements can be formed without a separate step of forming the slits.
- the strip is pressed selectively in interspaced opposite directions so that initial shearing of the strip is caused along the edges of the fins as the fins are pressed towards the respective parallel planes.
- Figure 2 shows a section of a heat exchanger between two conduits 14.
- the conduits are corrugated, so that they have substantially rectilinear grooves 20 at regular intervals along their external surfaces.
- each fin element located is in one of these grooves 20 to form an intimate fit and provide intimate planar contact with the surface of corresponding grooves.
- the assembly is then hot dip galvanised so as to prevent corrosion and in order to thermally bond the contacts between the intimate co-operating surfaces so as to improve heat transfer.
- the mean perpendicular distance y between the fins A and B is chosen to be half the distance x between adjacent grooves 20. In this way, the fins B of one element are also spaced a mean distance y from the fins A of an adjacent element, thus producing a substantially uniform fin configuration throughout the space between the two conduits 14.
- each fin element provided retains a uniform thickness of material throughout its configuration. This is achieved as explained above by allowing the overall width of the original strip of material to reduce during pressing to form the fins A and B. In earlier proposals pressing or otherwise forming the fin elements tended to cause thinning of the material at various places. Such thinning has the effect of disrupting and reducing the heat- flowing properties of the material which adversely affects the cooling characteristics of a heat exchange assembly incorporating fin elements provided in the prior art.
- a finished fin element having uniform thickness can also be produced according to the invention by compressing the metal strip at least to some extent during the pressing to displace and form the fins into parallel planes.
- Fin elements generally contribute approximately 60% of the cost of a typical heat exchanger assembly prior to galvanising for a dry-type cooling tower.
- the use of the improved fin elements of the present invention in a heat exchanger assembly has been shown to give a saving of as much as 52% on the cost of preparing and providing the fin elements for a heat exchanger. Further savings are made and security provided during assembly because longitudinal orientation of the fin elements is the same for each fin element.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ZA816239 | 1981-09-09 | ||
| ZA816239 | 1981-09-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0074122A1 true EP0074122A1 (fr) | 1983-03-16 |
| EP0074122B1 EP0074122B1 (fr) | 1984-12-19 |
Family
ID=25575633
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82108341A Expired EP0074122B1 (fr) | 1981-09-09 | 1982-09-09 | Echangeur de chaleur |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0074122B1 (fr) |
| AU (1) | AU556955B2 (fr) |
| DE (1) | DE3261628D1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0097612A2 (fr) * | 1982-06-21 | 1984-01-04 | Mitsubishi Jukogyo Kabushiki Kaisha | Echangeur de chaleur |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH321270A (de) * | 1954-01-29 | 1957-04-30 | Lehmann Ernst | Wärmeaustauscherelement |
| FR1173128A (fr) * | 1954-12-22 | 1959-02-20 | Licencia Talalmanyokat | échangeur de températures et procédé et dispositif permettant sa fabrication |
| DE976523C (de) * | 1955-03-26 | 1963-10-24 | Karl Dipl-Ing Weiss | Rippenrohr-Waermeaustauscher |
| GB1039544A (en) * | 1962-03-07 | 1966-08-17 | Garrett Corp | Improvements relating to perforating sheet metal |
| FR1527065A (fr) * | 1967-04-17 | 1968-05-31 | Chausson Usines Sa | Procédé pour la fabrication d'ailettes dissipatrices de chaleur, outillage pour sa mise en oeuvre, ailette en résultant et son application à la fabrication d'échangeurs de chaleur |
| BE711655A (fr) * | 1967-03-07 | 1968-07-15 | ||
| FR2069902A1 (fr) * | 1969-12-03 | 1971-09-10 | Chausson Usines Sa | |
| US3818568A (en) * | 1973-03-29 | 1974-06-25 | Teledyne Mid America Corp | Apparatus for forming heat exchangers |
| DE2620706A1 (de) * | 1976-05-11 | 1977-11-24 | Schoell Guenter | Rippenrohr mit einem gewellten rippenband sowie verfahren und vorrichtung zur herstellung desselben |
| DE2912723A1 (de) * | 1978-04-03 | 1979-10-11 | Mulock Bentley & Ass | Waermetauscher |
-
1982
- 1982-09-09 AU AU88163/82A patent/AU556955B2/en not_active Ceased
- 1982-09-09 EP EP82108341A patent/EP0074122B1/fr not_active Expired
- 1982-09-09 DE DE8282108341T patent/DE3261628D1/de not_active Expired
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH321270A (de) * | 1954-01-29 | 1957-04-30 | Lehmann Ernst | Wärmeaustauscherelement |
| FR1173128A (fr) * | 1954-12-22 | 1959-02-20 | Licencia Talalmanyokat | échangeur de températures et procédé et dispositif permettant sa fabrication |
| DE976523C (de) * | 1955-03-26 | 1963-10-24 | Karl Dipl-Ing Weiss | Rippenrohr-Waermeaustauscher |
| GB1039544A (en) * | 1962-03-07 | 1966-08-17 | Garrett Corp | Improvements relating to perforating sheet metal |
| BE711655A (fr) * | 1967-03-07 | 1968-07-15 | ||
| FR1527065A (fr) * | 1967-04-17 | 1968-05-31 | Chausson Usines Sa | Procédé pour la fabrication d'ailettes dissipatrices de chaleur, outillage pour sa mise en oeuvre, ailette en résultant et son application à la fabrication d'échangeurs de chaleur |
| FR2069902A1 (fr) * | 1969-12-03 | 1971-09-10 | Chausson Usines Sa | |
| US3818568A (en) * | 1973-03-29 | 1974-06-25 | Teledyne Mid America Corp | Apparatus for forming heat exchangers |
| DE2620706A1 (de) * | 1976-05-11 | 1977-11-24 | Schoell Guenter | Rippenrohr mit einem gewellten rippenband sowie verfahren und vorrichtung zur herstellung desselben |
| DE2912723A1 (de) * | 1978-04-03 | 1979-10-11 | Mulock Bentley & Ass | Waermetauscher |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0097612A2 (fr) * | 1982-06-21 | 1984-01-04 | Mitsubishi Jukogyo Kabushiki Kaisha | Echangeur de chaleur |
| EP0097612A3 (en) * | 1982-06-21 | 1985-01-23 | Mitsubishi Jukogyo Kabushiki Kaisha | Heat exchanger |
Also Published As
| Publication number | Publication date |
|---|---|
| AU556955B2 (en) | 1986-11-27 |
| AU8816382A (en) | 1983-03-31 |
| EP0074122B1 (fr) | 1984-12-19 |
| DE3261628D1 (en) | 1985-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5761811A (en) | Assembling method for cooling apparatus | |
| US6273186B1 (en) | Low-cost, high density, staggered pin fin array | |
| KR0161368B1 (ko) | 열교환기용 판형 핀, 이를 이용한 열교환기 및 열교환기 제조방법 | |
| JP2001349685A (ja) | プレート型熱交換器及びそれ用の部分的にオフセットした波形フィン | |
| WO1987000913A1 (fr) | Dissipateur de chaleur forme d'ailettes empilees | |
| US4593756A (en) | Fin-and-tube type heat exchanger | |
| US4488593A (en) | Heat exchanger | |
| JPH09324995A (ja) | 熱交換器 | |
| US3266567A (en) | Heat exchanger | |
| US4588028A (en) | Heat sink and method of manufacture | |
| KR960011377A (ko) | 열교환기와 그 제조방법 | |
| EP0074122B1 (fr) | Echangeur de chaleur | |
| EP1384038A1 (fr) | Systeme echangeur de chaleur | |
| GB2094967A (en) | Heat exchanger arrangement | |
| US3309763A (en) | Method for making a heat exchanger | |
| GB2064751A (en) | Radiator core and method of assembly | |
| US3067994A (en) | Apparatus for manufacture of tubetype radiators | |
| JPH02309195A (ja) | 熱交換器及びその製造方法 | |
| GB2125529A (en) | Heat transfer fin for a heat exchanger | |
| US3510930A (en) | Method of fabricating a heat exchanger | |
| JPS6020094A (ja) | 熱交換器 | |
| JPH0626778A (ja) | 熱交換器 | |
| US3305009A (en) | Fin plate for tube and plate fin cores and method for manufacturing thereof | |
| JPH0149571B2 (fr) | ||
| JPH0132918B2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19820909 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 3261628 Country of ref document: DE Date of ref document: 19850131 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19880909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19890531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19890601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |