EP0072301A1 - Procédé et dispositif pour l'amélioration des conditions de formation des matelas de fibres - Google Patents
Procédé et dispositif pour l'amélioration des conditions de formation des matelas de fibres Download PDFInfo
- Publication number
- EP0072301A1 EP0072301A1 EP82401429A EP82401429A EP0072301A1 EP 0072301 A1 EP0072301 A1 EP 0072301A1 EP 82401429 A EP82401429 A EP 82401429A EP 82401429 A EP82401429 A EP 82401429A EP 0072301 A1 EP0072301 A1 EP 0072301A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gas
- fibers
- sampling
- gas stream
- gases
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4209—Inorganic fibres
- D04H1/4218—Glass fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4209—Inorganic fibres
- D04H1/4218—Glass fibres
- D04H1/4226—Glass fibres characterised by the apparatus for manufacturing the glass fleece
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/736—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged characterised by the apparatus for arranging fibres
Definitions
- the invention relates to techniques for forming fiber mats, in which the fibers carried by a gas stream are collected on a receiving member which separates the fibers from the gases which transport them.
- Two types of gas action on the mattress being formed are particularly targeted by the invention. On the one hand it is the action related to the amount of heat to which the mattress is subjected, and on the other hand the compression exerted by the gas which crosses the fiber mattress retained on the receiving member. .
- binder compositions applied in liquid form (usually in the form of aqueous solutions) are subsequently fixed to the mattress by a treatment leading to the formation of "resinous" products.
- the treatment in question is generally a heat treatment.
- the binder is at least partially “treated” on the fiber at the receiving member. This pre-baking is extremely disadvantageous. In fact, it results in fixing the fibers when they are in a condition which is not very favorable for obtaining a mattress having satisfactory characteristics, in particular due to the compression exerted by the circulation of gases. Ultimately the phenomenon can lead to the formation of a very dense mattress unfit for the use for which it is initially intended.
- An object of the invention is to allow the control of the thermal conditions to which the fibers are subjected on the receiving member.
- the packing of the fibers on the receiving member is disadvantageous. It should first of all be recalled in this connection that the volume of the products prepared is an important cost factor for storage and transport operations.
- fibrous products at the end of production lines are usually packaged in a reduced volume obtained by compression.
- Products packaged in this way are characterized by the compression ratio. This rate is defined by the ratio of the nominal thickness, that is to say the thickness guaranteed to the user once the product is unpacked, to the thickness of the compressed product as it is in the packaging. Experimentally, it can be seen that this rate can be all the higher as the mattress is less compacted on the receiving member.
- One of the aims of the invention is therefore to ensure that the mattress is as compacted as possible to allow the increase in the compression ratio and consequently the reduction in storage and transport costs.
- the invention consists in taking part of the gas stream at the periphery thereof.
- the initial temperature of the drawing gases can reach and even exceed 1500 ° C., while the freezing of the fibers can take place at temperatures of l '' order of 800 ° C. It is therefore necessary that the supply of ambient air induced before sampling according to the invention allows a temperature reduction of nearly 700 ° C. The share of induced air in the gas stream is relatively large.
- the induced air also intervenes on the structure of the gas stream as we indicate in the following brief analysis.
- the gas stream in an unconfined atmosphere progresses by entraining induced air throughout its trajectory.
- the general direction of flow is relatively well defined. If one considers the phenomena in a statistical way one can consider that the motive gas progresses linearly and that the induced air flows on contact with it in the same direction and in the form of layers which are superimposed on the inducing current.
- the instantaneous examination of the gas stream shows that in the general framework which has just been indicated, the gas masses are subjected to intense turbulence. These turbulences favor a rapid mixing of the induced air and the drawing current, and determine the characteristics of the resulting combined current. This is particularly the case for gas velocities or their temperature. This is also the case for the distribution of fibers in the current.
- the amount of air induced in the gas stream at the level where the sampling according to the invention is carried out is at least twice that of the gas d 'initial stretching, and preferably more than three times this amount.
- the sampling according to the invention is therefore carried out at a certain distance from the orifices generating the drawing gases.
- the quantities induced are constant along the trajectory.
- the increase in the mass of the gaseous current by entrainment of induced air is proportional to the distance from the origin of the inducing current. This makes it possible to conveniently determine the level at which the sampling should be situated in order to satisfy the conditions indicated above with regard to the relative proportions of induced and inducing gases.
- the amount of induced air is directly related to the pulse of the inducing current.
- the impulse during the progression of the current is partly transmitted to the induced air.
- the quantity of gas concerned in more precise terms the mass flow, that is to say the mass of gas per unit of time) croft but the impulse remains globally constant.
- the sample according to the invention must correspond to the elimination of a significant part of the pulse.
- this amount of pulse is preferable to take this amount of pulse as soon as possible, that is to say at a time when it corresponds to a relatively small amount of gas.
- An important aspect of the invention in addition to the location of the sample is the amount or proportion of the sample current (or that of the pulse withdrawn from the gas stream).
- the quantity of fibers entrained with the sampled gas must not exceed 2%, and preferably not 1 X, of all the fibers, on the one hand to limit the turning of a certain quantity of fibers, but especially to avoid fouling of the gas treatment circuits sampled.
- the inventors studying the distribution of fibers in the gas streams from the centrifugal type fiber manufacturing system have shown that a relationship could be established at a given level between the average speed of the current in the sampling zone and the proportion of aspirated fibers.
- the inventors have found experimentally that by taking the sample from the part of the current which has a speed less than 0.5 times the maximum speed at the same level, the proportion of fibers entrained in the gases sampled is 0.5 ⁇ l of fibers.
- this speed limit corresponds to.
- the radius of the circular section for the speed 1/2 V m is a little less than half the radius corresponding to the periphery of the current.
- the periphery of the current is necessarily defined somewhat arbitrarily. There is no precise limit, so we choose as the periphery of the current the zone corresponding to an average speed equal to 1 Z of the maximum speed at the same level.
- the radius of the periphery of the current is of the order of 2.1 to 2.4 times the radius corresponding to the speed 1/2 V m .
- the sampling carried out in the part of the current whose speed is less than 1/2 V m is limited to the quantity of gas that in the absence of sampling exhibits these speed characteristics. Yes one exceeds this limit the quantity of fibers entrained progresses appreciably.
- the quantity withdrawn can, if necessary, equal or even exceed the total quantity of gases carried by the current at the same level in the absence of sampling, while retaining a significant part of the gas current whose flow continues beyond the level of withdrawal.
- the quantity withdrawn does not exceed that of the current at the same level in the absence of withdrawal and preferably is of the order of 60 X of this quantity.
- the sampling leads experimentally in all cases to a reduction in the quantity of gas passing through the receiving member.
- the effects of the invention are particularly sensitive when the sample taken results in a reduction of at least 10% of this quantity.
- the decrease can reach 30% or even more, as shown by the examples given in the description below.
- the speed of sampling does not seem to have a very significant influence on the progress of the operation.
- the speed of the gases sampled is between 20 and 25 m / s.
- the conditions for implementing the invention can also be determined as a function of the effects measured at the level of the member for receiving the fibers in the mattress being formed.
- the speed of the gases in the forming mattress is advantageously less than 3 m / s.
- the speed of passage of the gases in the mattress must be sufficient to ensure their regular flow upstream of the receiving member.
- the amount of gas withdrawn according to the invention is therefore adjusted in combination with the suction under the receiving member to ensure the passage of all the gas flow carrying the fibers at as low a speed as possible.
- the invention makes it possible to reduce the pressure drop corresponding to the crossing of the mattress under formation.
- the sampling according to the invention is advantageously such that the reduction in pressure drop is at least 25% compared to that observed under the same conditions in the absence of sampling.
- the quantity of gas withdrawn must also be sufficient for the temperature in the forming mattress to be lower than that for which a risk of "pre-baking" could exist.
- the temperature in the mattress is advantageously less than 90 ° C and preferably less than 80 ° C.
- the invention also relates to the devices for the implementation of the method described above.
- the devices according to the invention for the formation of fiber mats conveyed by a gas stream comprise means arranged on the path of the gas stream between the current generator and the member for separating the fibers and the gas stream, these means ensuring the removal of part of the gas stream at the periphery thereof.
- the sampling means are arranged uniformly on the periphery of the current. It is possible however d. to make the sampling more intense in certain places of the periphery when, for example, the geometry of the fiberizing assembly leads to the formation of a gas stream of irregular structure.
- the means can take the sample from a continuous orifice surrounding the current or from multiple orifices.
- sampling orifices are preferably oriented so that the gas sampled is directed in the opposite direction to the direction of flow of the current carrying the fibers.
- the sampling opening (s) surround the gas stream in an annular manner.
- sampling opening (s) can advance along the path of the gas stream up to a distance which corresponds, as we have seen above. at slightly less than half the total width of the current as it would appear in the absence of the device according to the invention.
- sampling orifices are advantageously preceded by a shaping member conducting the gases.
- the sampling must be carried out only on the gas stream carrying the fibers. It is necessary to avoid that the sample reaches the surrounding atmosphere which would not have been induced in the current by the drawing gas.
- the sampling means When the sampling means completely surround the gas stream and in a certain way "channel" it, it is advantageous to ensure that beyond the sampling orifice a partition isolates the current from the surrounding atmosphere.
- the current is isolated on a part of its course which can be relatively short. It is sufficient that the partition in question prohibits the ascent of ambient air in the sampling device in the opposite direction to the current carrying the fibers.
- sampling opening are not critical for the intended operation. It is however preferable that the pressure drop in the suction circuit is relatively low to minimize the operating cost, which implies a sufficient opening section.
- this distance is advantageously of the order of magnitude of the diameter of the wheel.
- Figure 1 a gas stream of circular cross section. This gas stream is emitted at 0 in an unconfined atmosphere which is only limited by the wall P from which the current is emitted. It progresses by entraining the layers of ambient air with which it comes into contact.
- the overall gas stream constituted by the magnified initial stream of the induced gases is represented by the limits L.
- the current lines represented inside the L limits represent only the statistical expression of the flow. Indeed if outside of these limits, the induced air experiences a laminar flow, the flow of the enlarged current of the induced air is extremely turbulent. ,
- the lines of induced current develop radially in planes substantially parallel to the wall P. They bend at the peripheral limit of the current and then take a direction practically parallel to that of the initial current.
- Average speeds in a current such as that of FIG. 1 is illustrated in FIG. 2.
- Average speeds are represented at level N by vectors V whose length is a function of the value of the average speed at the point considered.
- This speed is highest at the center of the current (V m ) and decreases to the periphery which is arbitrarily set to a value of 0.01 V m .
- the current in the center is faster because it is not directly braked by contact with the ambient air.
- the profile represented at level N is reproduced throughout the trajectory with, however, a general and progressive reduction in speeds due to the entrainment of an ever greater mass of gas.
- the first consequence is of course that the quantity of gas which must be separated from the fibers is all the greater the more the generator of the gas stream is farther from the receiving member.
- the phenomenon of training can however be limited if the current comes to be channeled on its course. This is what usually occurs slightly upstream of the receiving member, where the expansion of the gas stream is limited by the walls of a hood.
- a second effect is the considerable slowing down of the gases.
- these gases are emitted at speeds of the order of several hundred meters per second to ensure or complete the drawing of the fibers. Such speeds, if they were maintained up to the receiving member would lead to the crushing of the fibers.
- the initial energy of the current being transferred to a mass of gas (inductive current and induced current) much greater, the speed is of the order of less than ten meters per second.
- the slowing down of the gases if it avoids the crushing of the fibers must not cause a backflow.
- a third effect is the mixture of engine gases and induced gases. This mixture is accompanied by a dispersion of the heat initially contained in the drawing gases and to a much lesser degree in the fibers.
- the initial temperature of the drawing gases is approximately 1500 ° C.
- the temperature on the receiving member should ordinarily not exceed one hundred degrees. The induction of air largely contributes to this decrease in temperature.
- Cooling is traditionally supplemented by spraying water on the gas path.
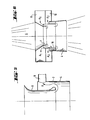
- FIG. 3 shows a sampling device according to the invention. This device is generally annular in shape.
- the gas stream G carrying the fibers passes through the center of this ring.
- the wall 3 of the inlet 1 of the device forms a conical funnel.
- a cylindrical sleeve 4 conducts the gases to the outlet 5 of the device.
- the pipe formed by the wall 3 and the sleeve 4 communicates with an annular suction chamber 6 through the orifice 2 for sampling.
- This chamber is connected to suction means by pipes not shown.
- the sampling orifice is formed by the free space separating the sleeve 4 from the cylindrical rim 7 extending the wall 3.
- the device is arranged so that the flange 7 does not advance beyond the limit L 1/2 of speed 1/2 V m relative to the initial current lines, that is to say without taking account deformations of these lines due to the presence of the sampling means.
- the flow of the sampled gas is represented by the arrows A.
- the sampling is carried out substantially against the flow direction of the current carrying the fibers.
- the gas leaving the sampling device continues to progress towards the receiving member, not shown. Once out of the sleeve 4 the gas stream again entrains ambient air and its volume increases as indicated above.
- the sampling orifice 2 is located at a sufficient distance from the outlet 5 of the sleeve 4 so that in the presence of the current G the suction does not cause the ascent of gas from the surrounding atmosphere via this outlet 5.
- FIG. 4 shows another embodiment of a sampling device according to the invention.
- the suction chamber 6 is formed by the extension of the sleeve 4.
- the gas stream is conducted through the pipe 8, the opening 1 of which is flared.
- the sampling orifice is formed by the free annular space located between the sleeve 4 and the end 10 of the pipe 8.
- Conduits 9 connect the chamber 6 to the suction means, not shown.
- FIG. 5 represents a variant of the previous device.
- This variant is distinguished by the profiled shape given to the end of the pipe 8. This end is in the form of a drop 11 to avoid turbulence at the level of the sampling orifice 2.
- the sample is taken at two levels.
- the two sampling orifices are delimited by the concentric elements 7 and 11 on the one hand and 11 and 4 on the other. These orifices communicate respectively with the separate chambers 6 and 12 both connected to suction means by pipes not shown.
- the suction conditions for the gases sampled A 1 and A 2 may be the same or different. It is also possible, contrary to what is shown in FIG. 6, to have only one suction chamber for two levels of sampling.
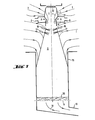
- FIG. 7 schematically shows the overall behavior of the gas streams in an installation for forming fibers by centrifugation from a wheel forming a die and comprising a sampling device according to the invention.
- the engine gas is emitted at high speed at the periphery of the centrifugation wheel 13 in the form of an annular current.
- a depression forms and the current gathers to constitute a flow of circular section of reduced dimensions. This phenomenon is materialized in a very sensitive way by the shape of the fiber veil F.
- the current causes on its path increasing amounts of induced air. This induced air is represented by the current lines I.
- the gaseous current G increased by the induced air and represented by its limits L passes through a sampling device of the type of that presented in FIG. 3.
- Part A of the incoming air is sucked into the chamber 6 and evacuated through the pipes 9.
- the gas not withdrawn leaves the device and continues to progress, inducing new quantities of ambient air.
- the flow of the gas stream continues as long as it is not confined. Ordinarily this only occurs when the current G meets the walls 15 of the hood. In a way, the walls 15 channel the current to the receiving belt 14 and limit the introduction of induced air.
- Nozzles 16 spray water onto the gas stream leaving the sampling device.
- a binder composition is also sprayed by means of nozzles 17.
- the distribution of water and binder is carried out by means of nozzles distributed all around the gas stream so that the treatment is substantially uniform.
- the gas stream passes through the receiving mat 14 on which the fibers are retained and form a mattress 17.
- the box 18 located under the receiving mat is depressed using means not shown through the conduit 19 to allow the passage of gases through the carpet and the mattress being formed. Without suction, the gases from the current would tend to flow back out of the hood regardless of the amount of gas carried by the current G.
- An advantage according to the invention comes from the fact that the quantity of gas to which it is necessary to make cross the receiving belt is m d adore that in the absence of sampling on the current path. Under these conditions, the speed and the pressure drop of the gases when passing through this "filter” are reduced accordingly and this results in less packing of the fibers.
- the binder composition deposited on the fibers and which is not yet fixed tends to migrate under the effect of the passage of gases. This migration results in a loss of binder in the exhaust gases which requires a corresponding increase in the amount of composition which it is necessary to spray.
- the gases loaded with binder must undergo pollution reduction which is all the more intense and therefore costly, as they contain more binder. For all these reasons it is advantageous to be able to reduce the speed of passage of gases and migration of the binder which depends thereon.
- Figure 8 shows the evolution of the mattress at different stages of its formation.
- the fibers are deposited on a conveyor belt 14, of increasing thickness until the outlet of the hood.
- the mattress 20 is no longer subject to compaction resulting from the passage of gases and relaxes. This relaxation is favored by the tremors due to the mechanisms ensuring transport.
- the mattress then reaches its greatest thickness e f . It enters the heat treatment enclosure between two movable conformers 21. The spacing of the conformers is substantially smaller than e f .
- the mattress is thus partially compressed, which has the effect in particular of smoothing its upper surface.
- the mattress after treatment has a thickness e o corresponding substantially to the spacing of the conformers. It is packaged in the form of rolls or panels in a compressed state. Its thickness in the packaging is e c . This thickness can be as small as a quarter or a fifth of the thickness e o at the end of the heat treatment.
- the minimum thickness guaranteed to the user or nominal thickness leads to the expression of the compression ratio which by definition is the ratio of the nominal thickness to the thickness under compression in / ec.
- the thickness before oven e f is significantly increased.
- the thickness at the outlet of the treatment may be greater.
- the compression ratio can then be increased. In other words, the thickness under compression e c can be less (although we start with a thicker product) and consequently the transport and storage costs are reduced by the same amount.
- suction or intermediate removal naturally entails a certain energy expenditure, but this cost is very largely offset by the advantages obtained which have just been recalled.
- Another advantage of using the invention appears when, on a given installation, the production characteristics tion of the fiber-forming device are modified, in particular when by increasing the flow rate of material to be fiberized the amount of drawing gas used is increased. In this case it is possible to increase the speed of travel of the receiving belt to maintain the same density of fibers per unit area, but the speed of the gases passing through the mattress remains greater. This increase in speed results in greater compaction and the various drawbacks which result therefrom.
- the invention therefore allows better flexibility of use of existing installations.
- the fiber formation conditions are those traditional for this type of device.
- the chosen flow corresponds to a daily production of 14 tonnes of fiber (0.16 kg / s).
- the flow rates are expressed in cubic normometer of air per hour (Nm 3 / h), that is to say in equivalent mass of air taken under the conditions of pressure 760 mm of mercury and temperature 0 ° C.
- the drawing gas stream is composed on the one hand of gas coming from a burner and on the other hand of compressed air. These two components are emitted annularly in the immediate vicinity of the member for centrifuging the material to be stretched.
- the flow rate of the drawing current formed by these two components is 1300 Nm 3 / h of air (0.47 kg / s).
- the gas flow rates are measured at the inlet and outlet of the sampling device (or in the absence thereof at the corresponding levels on the gas path) at the level of the receiving member and under this member in the suction boxes.
- the effect of the reduction of the pulse by the sampling is very significant on the quantities of air induced downstream of the sampling device.
- the result is a sharp drop (30%) in the amount of gas flowing through the fiber mat.
- This reduction results in a reduction in the speed of passage of the gases (3.4 m / s without sampling, 2.3 m / s with sampling) with the advantages that we have seen with regard to the packing of the fibers, the migration of the binder and improvement of the final product.
- the pressure drop over the mattress from 90 mm of water column (900 Pa) is reduced to 40 mm (400 Pa).
- the suction required at the level of the box under the receiving belt is much less, which at the same time reduces the air introduced as a result of the device being impermeable at this level (8500 N .m 3 / h air (3.05 kg / s) instead of 12000 Nm 3 / h of air (4.3 kg / s).
- a test is carried out to determine the influence of the invention on the thermal conditions to which the mattress in formation is subjected.
- the test is carried out with a device of the type shown diagrammatically in FIG. 7.
- the conditions are those of cases A and C of Example 2.
- the heat released by the burner introduced into the system an amount of heat of 700,000 kcal / h (813 kW).
- the ambient air is approximately at 20 ° C.
- the gas sampled according to the invention is at a measured temperature of 120 ° C. When the sampling is carried out, this eliminates around 160,000 kcal / h (186 kW), or around a quarter of the quantity. initial.
- the amount of water sprayed to cool the gases is the same in both cases. Although the overall quantity of induced air is reduced when the sample is taken, there is a drop in temperature of about 10 ° C at the level of the receptacle.
- the implementation of the invention increases the flexibility of use of the fiberizing installations.
- the pressure drop of the gases passing through the mattress being formed is reduced by approximately half, when the sampling according to the invention is carried out. This difference results in less packing of the fibers.
- the increase in thickness before oven f is about 25% for a device delivering 14 tonnes per day of fibers (0.16 kg / s) and 20% for a rate of 18 tonnes per day (0 , 21 kg / s). This increase could be preserved over the thickness of the mattress at the outlet of the oven and results in an improved compression ratio.
- the thickness of the compressed mattress in the packaging e c has been re picks appreciably while keeping the same nominal thickness.
- the gain on the compression ratio, or in volume is 50%. This results in a substantial saving on storage and transport costs.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Nonwoven Fabrics (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Sampling And Sample Adjustment (AREA)
- Chemical Treatment Of Fibers During Manufacturing Processes (AREA)
- Inorganic Fibers (AREA)
- Preliminary Treatment Of Fibers (AREA)
Abstract
Description
- L'invention est relative aux techniques de formation de matelas de fibres, dans lesquelles les fibres portées par un courant gazeux sont recueillies sur un organe de réception qui sépare les fibres des gaz qui les transportent.
- En raison de son importance industrielle il est fait particulièrement référence au domaine de la formation des matelas de fibres minérales. Il va de soi néanmoins que l'invention est applicable à tous les types de fibres transportées par un courant gazeux jusqu'à un organe de réception.
- Dans l'établissement de conditions opératoires satisfaisantes pour ce qui concerne les étapes comprises entre la formation des fibres et leur réception sous forme d'un matelas plus ou moins dense, ou d'un produit de ce type, différents problèmes se posent. Certains concernent par exemple le cheminement des fibres, leur dispersion dans le courant gazeux, d'autres sont liés aux traitements effectués sur les fibres pendant leur transport, notamment à l'imprégnation au moyen de compositions de liants. Des problèmes se posent aussi à propos des conditions auxquelles sont soumises les fibres recueillies sur l'organe de réception. L'invention vise particulièrement à améliorer ces dernières en respectant voire même en améliorant les performances économiques de ces procédés notamment en ce qui concerne leur coût énergétique.
- Quels que soient les procédés de formation des fibres considérés, les quantités de gaz mises en oeuvre sont importantes. A ces gaz nommés "gaz moteurs" ou "gaz d'étirage" viennent s'ajouter sur le parcours compris entre l'organe de fibrage et celui de réception des quantités considérables d'air induit. En effet, bien que de nombreuses propositions aient été faites pour réduire ou même supprimer cet air induit, il ne semble pas que les résultats obtenus jusqu'à présent aient donné satisfaction. Aussi dans les modes utilisés industriellement, la part d'air induit dans les gaz portant les fibres est très importante au niveau de l'organe de réception. Il n'est donc pas surprenant que ces gaz interviennent de façon significative dans les condi- ions de formation du matelas.
- Deux types d'action des gaz sur le matelas en formation sont particulièrement visés par l'invention. Il s'agit d'une part de l'action liée à la quantité de chaleur à laquelle le matelas est soumis, et d'autre part de la compression exercée par le gaz qui traverse le matelas de fibres retenu sur l'organe de réception.
- Ces deux actions des gaz sont importantes pour les raisons suivantes.
- Pour l'obtention d'un matelas de fibres présentant une certaine cohésion, il est nécessaire d'avoir recours à des compositions de liants. Ces compositions appliquées sous forme liquide (ordinairement sous forme de solutions aqueuses) sont fixées ultérieurement sur le matelas par un traitement aboutissant à la formation de produits "résineux". Le traitement en question est de façon générale un traitement thermique.
- Les gaz moteurs mis en oeuvre pour la formation des fibres, et le matériau utilisés pour former les fibres particulièrement dans le cas des fibres minérales telles que les fibres de verres et analogues, font que les gaz traversant le matelas en formation sont à température relativement élevée. Si cette température n'est pas parfaitement mal- trisée il peut en résulter ce que l'on nomme une "précuisson". Le liant se trouve au moins partiellement "traité" sur la fibre au niveau de l'organe de réception.. Cette précuisson est extrêmement désavantageuse. Elle aboutit en effet à fixer les fibres alors que celles-ci sont dans un état peu favorable à l'obtention d'un matelas présentant des caractéristiques satisfaisantes, notamment en raison de la compression exercée par la circulation des gaz. A la limite le phénomène peut aboutir à la formation d'un matelas très dense impropre à l'usage auquel il est initialement destiné.
- Un but de l'invention est de permettre le contrôle des conditions thermiques auxquelles sont soumises les fibres sur l'organe de réception.
- Indépendamment du problème de précuisson, le tassement des fibres sur l'organe de réception est désavantageux. Il faut rappeler tout d'abord à ce propos que le volume des produits préparés est un facteur de coût important pour les opérations de stockage et de transport.
- Pour-minimiser ces coûts, les produits fibreux en bout de chaîne de production sont habituellement conditionnés sous un volume réduit obtenu par compression. Les produits conditionnés de cette façon sont caractérisés par le taux de compression. Ce taux est défini par le rapport de l'épaisseur nominale, c'est-à-dire de l'épaisseur garantie à l'utilisateur une fois le produit déballé, à l'épaisseur du produit comprimé tel qu'il est dans l'emballage. Expérimentalement on constate que ce taux peut être d'autant plus élevé que le matelas est moins tassé sur l'organe de réception.
- Un des buts de l'invention est donc de faire en sorte que le matelas soit le moins tassé possible pour permettre l'accroissement du taux de compression et par suite la diminution des coûts de stockage et de transport.
- D'autres buts et avantages de l'invention apparaitront dans le cours de la description.
- Dans un procédé de formation de matelas de fibres, lesquelles sont véhiculées par un courant gazeux constitué à la fois de gaz moteur et d'air induit, l'invention consiste à prélever une partie du courant gazeux à la périphérie de celui-ci.
- Il n'est évidemment pas possible d'effectuer un partage au niveau où s'effectue le fibrage. En effet à ce niveau les fibres se trouvent dispersées dans la totalité des gaz. Un prélèvement se traduirait donc par l'élimination d'une quantité importante de fibres. Mais l'entratnement d'air ambiant induit modifie sensiblement les caractéristiques des courants gazeux et permet d'opérer le prélèvement selon l'invention à une certaine distance en aval de la zone de fibrage.
- - L'air induit intervient d'abord dans la manière dont les fibres se forment. Il apparait nécessaire une fois les fibres étirées de faire en sorte qu'elles soient très rapidement figées faute de quoi on constate une détérioration très sensible des qualités du produit final.
- Les raisons de cette détérioration ne sont pas parfaitement élucidées. Il est vraisemblable que plusieurs phénomènes se superposent tel que par exemple la formation de gouttelettes, le collage des fibres entre elles aboutissant à des amas plus ou moins denses, etc...
- Quoiqu'il en soit, le refroidissement suivant immédiatement la formation des fibres parait nécessaire. En outre il semble qu'à ce stade le refroidissement doive être réalisé par un agent à l'état gazeux. La pulvérisation d'eau sur le trajet des gaz qui est un moyen traditionnel complémentaire *de refroidissement ne doit pas avoir lieu trop tôt. Cette pulvérisation si elle était effectuée sur des fibres non figées serait désavantageuse pour la qualité des produits obtenus.
- L'air ambiant induit dès l'origine par le gaz d'étirage permet le refroidissement rapide requis. Il parait donc nécessaire de faire en sorte que la mise en oeuvre de l'invention ne s'oppose pas dans la zone de formation des fibres, à une induction,d'air suffisante pour figer ces dernières.
- A titre indicatif, de façon typique lorsqu'il s'agit de la formation de fibres de verre la température initiale des gaz d'étirage peut atteindre et même dépasser 1500°C, alors que le figeage des fibres peut intervenir à des température de l'ordre de 800°C. Il faut donc que l'apport d'air ambiant induit avant le prélèvement selon l'invention permette un abaissement de température de près de 700°C. La part d'air induit dans le courant gazeux soit relativement importante.
- L'air induit intervient également sur la structure du courant gazeux comme nous l'indiquons dans la brève analyse suivante.
- Le courant gazeux dans une atmosphère non confinée progresse en entrainant de l'air induit tout au long de sa trajectoire. La direction générale de l'écoulement est relativement bien définie. Si l'on envisage les phénomènes de façon statistique on peut considérer que le gaz moteur progresse linéairement et que l'air induit s'écoule à son contact dans la même direction et sous forme de couches qui se superposent au courant inducteur.
- L'examen instantanné du courant gazeux montre que dans le cadre général qui vient d'être indiqué les masses gazeuses sont soumises à des turbulences intenses. Ces turbulences favorisent un mélange rapide de l'air induit et du courant d'étirage, et déterminent les caractéristiques du courant combiné résultant. C'est le cas notamment des vitesses des gaz ou de leur température. C'est également le cas de la répartition des fibres dans le courant.
- Quelle que soit l'intensité des turbulences, il apparait cependant, si l'on examine de nouveau le phénomène de façon globale, que les caractéristiques du courant ne sont pas uniformes. Elles varient sensiblement du coeur du courant jusqu'à sa périphérie. La vitesse et la température des gaz sont les plus élevées au coeur du courant. De même les fibres sont beaucoup plus abondantes au coeur du courant qu'à la périphérie.
- C'est ce dernier aspect des courants gazeux qui permet selon l'invention de prélever des quantités importantes de gaz sans modifier les caractéristiques générales du courant portant les fibres et notamment sa direction et surtout sans entrainer une part appréciable des fibres.
- Il apparait préférable dans la pratique, notamment en fonction du refroidissement nécessaire pour aboutir au figeage des fibres que la quantité d'air induit dans le courantgazeux au niveau où s'effectue le prélèvement selon l'invention soit au moins deux fois celle du gaz d'étirage initial, et de préférence supérieure à trois fois cette quantité.
- Le prélèvement selon l'invention est donc effectué à une certaine distance des orifices engendrant les gaz d'étirage.
- Pour des courants gazeux présentant une section circulaire il est montré que les quantités induites sont constantes au long de la trajectoire. Autrement dit l'accroissement de la masse du courant gazeux par entrainement d'air induit est proportionnelle à la distance de l'origine du courant inducteur. Ceci permet de déterminer commodément le niveau auquel il convient de situer le prélèvement pour satisfaire aux conditions indiquées précédemment à propos des proportions relatives de gaz induits et inducteurs.
- Des considérations analogues s'appliquent aux courants inducteurs de section non circulaires. Ainsi pour des courant plans, la quantité d'air induit varie comme la racine carrée de la distance à l'origine du courant inducteur.
- S'il est nécessaire de procéder au prélèvement après un certain cheminement du gaz dans l'atmosphère ambiante, il est préférable que cette distance ne soit pas-trop grande pour la raison suivante. Dans ce qui précède nous n'avons envisagé que la quantité de gaz mise en oeuvre. Une autre grandeur caractérise le courant gazeux. Il s'agit de l'énergie du courant ou de façon plus précise de ce qui est nommé "impulsion". L'impulsion d'un courant gazeux est définie par l'expression :

- V étant la vitesse,
- S la section droite du courant au niveau considéré.
- Il est montré que la quantité d'air induit est directement liée a l'impulsion du courant inducteur. L'impulsion au cours de la progression du courant est en partie transmise à l'air induit. La quantité de gaz concernée (en termes plus précis le débit-masse, c'est-à-dire la masse de gaz par unité de temps) croft mais l'impulsion reste globalement constante.
- Pour obtenir des effets significatifs sur le produit rassemblé sur l'organe de réception il faut que le prélèvement selon l'invention corresponde à l'élimination d'une partie importante de l'impulsion.
- Il est préférable de faire le prélèvement de cette quantité d'impulsion dès que possible, c'est-à-dire à un moment où il lui correspond une quantité de gaz relativement faible. Plus le prélèvement est tardif sur le trajet du courant plus pour la même quantité d'impulsion il devient nécessaire de prélever des quantités de gaz importantes et plus le coût énergétique du prélèvement est élevé.
- Il convient donc de déterminer par expérience la meilleure position pour effectuer lé prélèvement en tenant compte d'exigences en partie contradictoires. Un prélèvement très précoce sur la trajectoire permet avec une faible quantité de gaz l'élimination d'une part importante de l'impulsion mais risque d'empêcher le refroidissement et le figeage des fibres et le cas échéant d'entraîner une quantité de fibres excessive. A l'opposé un prélèvement tardif dans une certaine mesure conduit à une bonne séparation gaz/fibre mais nécessite un prélèvement de gaz trop important. En fait dans ce dernier cas la séparation gaz/fibre ne s'améliore pas de façon continue au fur et à mesure de la progression du courant. On peut même constater par suite d'irrégularités d'écoulement difficilement contrôlables que, passée une certaine distance, la répartition des fibres dans le courant devient telle que pour une même quantité d'impulsion prélevée le taux de fibres entrainées tend à croître sensiblement.
- Un aspect important de l'invention en plus de l'emplacement du prélèvement est la quantité ou la proportion du courant prélevée (ou celle de l'impulsion soustraite au courant gazeux).
- De même que précédemment, la quantité de gaz prélevée dépend d'exigences en partie contradictoires.
- Les avantages procurés par l'invention sont d'autant plus marqués pour une configuration donnée que le prélèvement est plus important. En accroissant la quantité de gaz prélevé on diminue notamment la quantité de chaleur à laquelle les fibres enduites de liant sont soumises, on diminue aussi le tassement du matelas de fibres sous l'effet du courant gazeux qui le traverse.
- Bien entendu la quantité prélevée ne peut être accrue sans limites. Quel que soit le niveau auquel on opère sur la trajectoire du courant il faut notamment éviter d'entrafner une quantité indésirable de fibres par un prélèvement trop important.
- Dans la pratique la quantité de fibres entrainée avec le gaz prélevé ne doit pas dépasser 2 %, et de préférence pas 1 X, de l'ensemble des fibres, d'une part pour limiter le détourpement d'une certaine quantité de fibres, mais surtout pour éviter l'encrassement des circuits de traitement des gaz prélevés.
- Les inventeurs étudiant la répartition des fibres dans les courants gazeux issus du système de fabrication de fibres de type centrifuge, ont montré que l'on pouvait établir à un niveau donné une relation entre la vitesse moyenne du courant dans la zone de prélèvement et la proportion de fibres aspirées. Ainsi les inventeurs ont constaté expérimentalement qu'en effectuant le prélèvement dans la partie du courant qui présente une vitesse inférieure à 0,5 fois la vitesse maximale au même niveau la proportion de fibres entrainées dans les gaz prélevés est de 0,5 X de l'ensemble des fibres.
- Un entrainement aussi faible que 0,5 % est parfaitement satisfaisant en pratique. On s'efforce par conséquent d'effectuer le prélèvement dans la partie du courant dont la vitesse moyenne en l'absence du système de prélèvement est inférieure à 0,5 fois la vitesse maximale (Vm).
- Il est possible de définir géométriquement à quelles dimensions cette limite de vitesse correspond. Dans le cas d'un courant gazeux de section circulaire tel que celui mis en oeuvre dans les procédés de fibrage centrifuge, on estime que le rayon de la section circulaire pour la vitesse 1/2 Vm est un peu inférieure à la moitié du rayon correspondant à la périphérie du courant. Il faut souligner le fait que la périphérie du courant est définie nécessairement de façon un peu arbitraire. Il n'y a pas de limite précise aussi choisit-on comme périphérie du courant la zone correspondant à une vitesse moyenne égale à 1 Z de la vitesse maximale au même niveau.
- De façon plus précise le rayon de la périphérie du courant est de l'ordre de 2,1 à 2,4 fois le rayon correspondant à la vitesse 1/2 Vm. Nous verrons dans la suite à propos des dispositifs comment sont disposés les organes de prélèvement sur la trajectoire du courant gazeux.
- Le prélèvement effectué dans la partie du courant dont la vitesse est inférieure à 1/2 Vm est limité à la quantité de gaz qu'en l'absence de prélèvement présente ces caractéristiques de vitesse. Si l'on dépasse cette limite la quantité de fibres entrainée progresse de façon sensible.
- Dans la détermination des quantités de gaz mises en jeu, il faut tenir compte du fait que la présence de l'aspiration selon l'invention modifie les caractéristiques des courants gazeux à la fois après et avant l'aspiration. On ne peut pas négliger cette influence et ce d'autant que la quantité prélevée est plus importante.
- La présence du prélèvement se traduit par un accroissement de la quantité d'air induit en amont du point de prélèvement. Pour cette raison la quantité prélevée peut le cas échéant égaler ou même dépasser la quantité totale des gaz véhiculés par le courant au même niveau en l'absence de prélèvement, tout en conservant une part importante du courant gazeux dont l'écoulement se poursuit au delà du niveau de prélèvement. Quoiqu'il en soit il parait avantageux de faire en sorte que la quantité prélevée ne dépasse pas celle du courant au même niveau en l'absence de prélèvement et de préférence soit de l'ordre de 60 X de cette quantité.
- Le prélèvement conduit expérimentalement dans tous les cas à une diminution de la quantité de gaz franchissant l'organe de réception. Les effets de l'invention sont particulièrement sensibles lorsque le prélèvement effectué se traduit par une diminution d'au moins 10 % de cette quantité. La diminution peut atteindre 30 Z ou même davantage comme le montrent les exemples donnés dans la suite de la description.
- Selon un autre aspect de l'invention, lorsque l'on effectue un prélèvement à la limite des parties du courant portant une forte quantité de fibres, il est avantageux de faire en sorte que l'aspiration entraine le gaz dans un mouvement en sens inverse de l'écoulement du courant gazeux. Ce changement brusque de direction favorise la séparation des fibres qui par inertie ont tendance à suivre leur trajectoire initiale.
- La vitesse de prélèvement ne semble pas avoir d'influence très sensible sur le déroulement de l'opération. Cependant pour éviter une forte perte de charge dans le ou les orifices de prélèvement, et par suite une consommation d'énergie élevée, il est préférable de choisir les conditions d'aspiration de façon que la vitesse des gaz prélevés reste inférieure à 30 m/s. Une vitesse aussi faible que possible paraitrait avantageuse mais il faut tenir compte des limites qu'impose l'appareillage. De façon avantageuse la vitesse des gaz prélevés est comprise entre 20 et 25 m/s.
- Les conditions pour la mise en oeuvre de l'invention peuvent également être déterminées en fonction des effets mesurés au niveau de l'organe de réception des fibres dans le matelas en formation. Ainsi pour faire en sorte que la circulation des gaz ne comprime pas les fibres, il est avantageux que leur vitesse dans le matelas soit aussi faible que possible et de préférence inférieure à 6 m/s. De façon typique la vitesse des gaz dans le matelas en formation est avantageusement inférieure à 3 m/s.
- Par ailleurs la vitesse de passage des gaz dans le matelas doit être suffisante pour assurer leur écoulement régulier en amont de l'organe de réception. Notamment il ne doit pas y avoir de refoulement des gaz et des fibres dans l'atmosphère environnante.
- La quantité de gaz prélevée selon l'invention est donc réglée en combinaison avec l'aspiration sous l'organe de réception pour assurer le passage de tout le flux gazeux portant les fibres à une vitesse aussi faible que possible.
- Parallèlement à la vitesse de passage des gaz l'invention permet de réduire la perte de charge correspondant au franchissement du matelas en formation. Le prélèvement selon l'invention est avantageusement tel que la réduction de perte de charge soit au moins de 25 % par rapport à celle constatée dans les mêmes conditions en l'absence de prélèvement.
- La quantité de gaz prélevée doit également être suffisante pour que la température dans le matelas en formation soit inférieure à celle pour laquelle un risque de "précuisson" pourrait exister.
- Lorsqu'une composition à base de liant organique est utilisée, la température dans le matelas est avantageusement inférieure à 90°C et de préférence inférieure à 80°C.
- L'invention est également relative aux dispositif.s pour la mise en oeuvre du procédé précédemment décrit.
- Les dispositifs selon l'invention pour la formation de matelas de fibres véhiculées par un courant gazeux comprennent des moyens disposés sur le trajet du courant gazeux entre le générateur de courant et l'organe de séparation des fibres et du courant gazeux, ces moyens assurant le prélèvement d'une partie du courant gazeux à la périphérie de celui-ci.
- De préférence les moyens de prélèvement sont disposés uniformément à la périphérie du courant. Il est possible cependant d. faire en sorte que le prélèvement soit plus intense en certains endroits de la périphérie lorsque par exemple la géométrie de l'ensemble de fibrage conduit à la formation d'un courant gazeux de structure irrégulière.
- Les moyens peuvent effectuer le prélèvement à partir d'un orifice continu entourant le courant ou de multiples orifices.
- Les orifices de prélèvement sont orientés de préférence de façon que le gaz prélevé se dirige en sens inverse du sens de l'écoulement du courant portant les fibres.
- Dans le cas le plus usuel où le courant gazeux portant les fibres présente une section circulaire, le ou les orifices de prélèvement entourent le courant gazeux de façon annulaire.
- Le ou les orifices de prélèvement peuvent s'avancer sur le trajet du courant gazeux jusqu'à une distance qui correspond comme nous l'avons vu précédemment. à un peu moins de la moitié de la largeur totale du courant tel qu'il se présenterait en l'absence du dispositif selon l'invention.
- Il va de soi que cette disposition ne doit pas perturber sensiblement l'écoulement gazeux normal ni l'induction d'air ambiant. Pour éviter que le ou les organes de prélèvement ne fassent obstacle à la progression du flux gazeux, les orifices de prélèvement sont avantageusement précédés d'un organe conformateur conduisant les gaz.
- Le prélèvement doit être opéré uniquement sur le courant gazeux portant les fibres. Il faut éviter que le prélèvement n'atteigne l'atmosphère environnante qui n'aurait pas été induite dans le courant par le gaz d'étirage.
- Lorsque les moyens de prélèvement entourent complètement le courant gazeux et d'une certaine façon le "canalisent", il est avantageux de faire en sorte qu'au delà de l'orifice de prélèvement une cloison isole le courant de l'atmosphère environnante. Le courant est isolé sur une partie de son parcours qui peut être relativement courte. Il suffit que la cloison en question interdise la remontée d'air ambiant dans le dispositif de prélèvement en sens opposé au courant portant les fibres.
- Les dimensions du ou des orifices de prélèvement ne sont pas critiques pour l'opération envisagée. Il est cependant préférable que la perte de charge dans le circuit d'aspiration soit relativement faible pour minimiser le coût de fonctionnement, ce qui implique une section d'ouverture suffisante.
- Il peut être avantageux également de donner un profil particulier à la lèvre de l'orifice au contact du courant pour éviter la création de turbulences au niveau de cet orifice du fait du changement brusque de direction d'écoulement du gaz prélevé.
- Entre le générateur du courant gazeux et les moyens de prélèvement y compris le cas échéant le conformateur, il doit subsister un espace libre permettant l'induction d'une quantité suffisante d'air ambiant. Dans le cas des dispositifs de fibrage par centrifugation à partir d'une roue faisant filière cette distance est avantageusement de l'ordre de grandeur du diamètre de la roue.
- D'autres caractéristiques et avantages de l'invention sont décrits de façon plus détaillée dans la suite en référence aux planches de dessins dans lesquelles :
- La figure-1 représente de façon schématique les phénomènes occasionnés par la progression d'un courant gazeux de section circulaire dans une atmosphère non confinée.
- La figure 2 montre sur un courant du type de la figure 1 le profil des vitesses moyennes des gaz et les limites du courant.
- La figure 3 est une coupe schématique d'un dispositif annulaire de prélèvement selon l'invention.
- La figure 4 est une coupe schématique d'un autre mode de réalisation'du dispositif de prélèvement selon l'invention.
- La figure 5 est une vue partielle en coupe d'une variante du dispositif représenté à la figure 4.
- La figure 6 est une vue en coupe d'un autre mode de réalisation du dispositif de prélèvement selon l'invention.
- La figure 7 présente de façon schématique la mise en oeuvre de l'invention dans une installation de production de fibres au moyen d'un dispositif centrifuge.
- La figure 8 illustre de facon schématique les différentes étapes de la formation d'un matelas de fibres.
- A la figure 1 est représenté un courant gazeux de section transversale circulaire. Ce courant gazeux est émis en 0 dans une atmosphère non confinée qui n'est limitée que par la paroi P à partir de laquelle le courant est émis. Il progresse en entrainant les couches d'air ambiant avec lesquelles il entre en contact.
- Le courant gazeux global constitué par le courant initial grossi des gaz induits est représenté par les limites L.
- Sur cette figure sont également représentées successivement les lignes de courants de l'écoulement moyen des gaz induits par le courant initial.
- Les lignes de courant représentées à l'intérieur des limites L ne représentent que l'expression statistique de l'écoulement. En effet si à l'extérieur de ces limites, l'air induit connait un écoulement laminaire, l'écoulement du courant grossi de l'air induit est extrêmement turbulent. ,
- La représentation de cet écoulement à un instant donné devrait faire apparaitre des lignes très accidentées. Indépendamment du fait que la connaissance exacte de ces lignes de courant n'est pas possible, il est plus significatif de considérer leur direction générale. C'est en effet cette dernière qui rend le mieux compte du phénomène dans son ensemble et qui permet d'en comprendre les résultats.
- Les lignes de courant induit se développent de façon radiale dans des plans sensiblement parallèles à la paroi P. Elles s'infléchissent au niveau de la limite périphérique du courant et prennent ensuite une direction pratiquement parallèle à celle du courant initial.
- De proche en proche, le courant accru de l'air induit préalablement entraine de nouvelles couches d'air ambiant. Le courant s'épanouit, son volume s'accroit et sa vitesse décroit.
- Le profil des vitesses moyennes dans un courant tel que celui de la figure 1 est illustré à la figure 2. Les vitesses moyennes sont représentées au niveau N par des vecteurs V dont la longueur est fonction de la valeur de la vitesse moyenne au point considéré.
- Cette vitesse est la plus élevée au centre du courant (Vm) et décroit jusqu'à la périphérie que l'on fixe arbitrairement à une valeur 0,01 Vm. Le courant au centre est plus rapide car il n'est pas directement freiné par le contact avec l'air ambiant.
- Sur cette figure est également représentée la zone correspondant à la vitesse 1/2 Vm qui selon l'invention constitue la limite L 1/2 à l'extérieur de laquelle un prélèvement selon l'invention n'entraine pratiquement pas de fibres.
- Le profil représenté au niveau N se reproduit tout au long de la trajectoire avec cependant une diminution générale et progressive des vitesses due à l'entraînement d'une masse de gaz toujours plus grande.
- Ce phénomène d'entraînement de l'air ambiant a diverses conséquences qui sont importantes pour le déroulement du procédé.
- La première conséquence est bien entendu que la quantité de gaz qui doit être séparée des fibres est d'autant plus grande que le générateur du courant gazeux est plus éloigné de l'organe de réception. Le phénomène d'entrainement peut être cependant limité si le courant vient à être canalisé sur son parcours. C'est ce qui se produit ordinairement légèrement en amont de l'organe de réception, où l'expansion du courant gazeux est limitée par les parois d'une hotte.
- Un deuxième effet est le ralentissement considérable des gaz. A l'origine ces gaz sont émis à des vitesses de l'ordre de plusieurs centaines de mètres par seconde pour assurer ou compléter l'étirage des fibres. De telles vitesses, si elles se maintenaient jusqu'à l'organe de réception conduiraient à l'écrasement des fibres. Ordinairement au niveau de cet organe l'énergie initiale du courant étant transférée à une masse de gaz (courant inducteur et courant induits) beaucoup plus importante, la vitesse est de l'ordre de moins d'une dizaine de mètres par seconde. Le ralentissement des gaz s'il évite l'écrasement des fibres ne doit pas entrainer un refoulement.
- En pratique cette vitesse est en grande partie contrôlée par l'aspiration sous l'organe de réception. L'utilisation de l'aspiration sous le matelas en formation tend en outre à uniformiser la vitesse de passage sur l'ensemble de l'organe de réception.
- Un troisième effet est le mélange des gaz moteurs et des gaz induits. Ce mélange s'accompagne d'une dispersion de la chaleur initialement contenue dans les gaz d'étirage et à un degré beaucoup moindre dans les fibres.
- Dans le cas typique de la formation d'un matelas de fibres de verre la température initiale des gaz d'étirage se situe à 1500°C environ. Compte tenu de ce qu'il faut éviter de précuire le liant, la tem-- pérature sur l'organe de réception ne doit ordinairement pas dépasser une centaine de degrés. L'induction d'air contribue pour une large part à cette diminution de température.
- Il faut noter que bien que la baisse de température due au mélange des gaz d'étirage avec l'atmosphère ambiante soit importante, elle n'est en général pas suffisante. Le refroidissement est complété traditionnellement par pulvérisation d'eau sur le trajet des gaz.
- Les exemples de mise en oeuvre de l'invention donnés plus loin illustrent les diverses particularités des courants gazeux dont il vient d'être question.
- La figure 3 présente un dispositif de prélèvement selon l'invention. Ce dispositif est de forme générale annulaire.
- Le courant gazeux G portant les fibres passe au centre de cet anneau.
- Pour canaliser les gaz jusqu'au niveau de l'orifice 2 de prélèvement, la paroi 3 de l'entrée 1 du dispositif forme un entonnoir conique. Un manchon cylindrique 4 conduit les gaz vers la sortie 5 du dispositif .
- La canalisation formée par la paroi 3 et le manchon 4 communique avec une chambre d'aspiration 6 annulaire par l'orifice 2 de prélèvement. Cette chambre est reliée à des moyens d'aspiration par des conduites non représentées.
- L'orifice de prélèvement est constitué par l'intervalle libre séparant le manchon 4 du rebord 7 cylindrique prolongeant la paroi 3.
- Le dispositif est agencé de façon que le rebord 7 ne s'avance pas au-delà de la limite L 1/2 de vitesse 1/2 Vm par rapport aux lignes de courant initiales, c'est-à-diré sans tenir compte des déformations de ces lignes dues à la présence des moyens de prélèvement.
- Sur ce schéma, le cheminement du gaz prélevé est représenté par les flèches A. Le prélèvement est effectué sensiblement à contre courant du sens d'écoulement du courant portant les fibres.
- Le gaz sortant du dispositif de prélèvement poursuit sa progression en direction de l'organe de réception non représenté. Une fois sorti du manchon 4 le courant gazeux entraine de nouveau de l'air ambiant et son volume s'accroit comme indiqué précédemment.
- L'orifice de prélèvement 2 est situé à une distance suffisante de la sortie 5 du manchon 4 pour qu'en présence du courant G l'aspiration n'entraine pas la remontée de gaz de l'atmosphère environnante par cette sortie 5.
- - La figure 4 présente un autre mode de réalisation d'un dispositif de prélèvement selon l'invention.
- Dans ce mode de réalisation la chambre d'aspiration 6 est formée par le prolongement du manchon 4. Le courant gazeux est conduit par la canalisation 8 dont l'ouverture 1 est de forme évasée.
- L'orifice de prélèvement est constitué par l'espace annulaire libre situé entre le manchon 4 et l'extrémité 10 de la canalisation 8. Des conduites 9 relient la chambre 6 aux moyens d'aspiration non représentés.
- La figure 5 représente une variante du dispositif précédent.
- Cette variante se distingue par la forme profilée donnée à l'extrémité de la canalisation 8. Cette extrémité se présente sous forme de goutte 11 pour éviter les turbulences au niveau de l'orifice 2 de prélèvement.
- Les dimensions des orifices 2 dans la construction des dispositifs tels que représentés aux figures 3, 4 et 5 sont relativement limitées. Ceci est nécessaire pour que le courant gazeux sortant du dispositif occupe la totalité du manchon 4 et prévienne ainsi l'aspiration d'air ambiant par la sortie 5 du dispositif.
- Lorsque les quantités prélevées sont importantes, les gaz passent dans les orifices 2 à grande vitesse et la perte-de charge est élevée. Pour réduire la perte de charge au niveau des orifices de prélèvement il est possible d'utiliser un dispositif tel que représenté à la figure 6.
- Dans ce dispositif le prélèvement est effectué à deux niveaux. Les deux orifices de prélèvement sont délimités par les éléments concentriques 7 et 11 d'une part et 11 et 4 d'autre part. Ces orifices communiquent respectivement avec les chambres distinctes 6 et 12 toutes deux reliées à des moyens d'aspiration par des conduites non représentées. Les conditions d'aspiration pour les gaz prélevés A1 et A2 peuvent être identiques ou différentes. Il est possible aussi contrairement à ce qui est représenté à la figure 6 de n'avoir qu'une seule chambre d'aspiration pour deux niveaux de prélèvement.
- La figure 7 montre de façon schématique le comportement d'ensemble des courants gazeux dans une installation de formation de fibres par centrifugation à partir d'une roue formant filière et comportant un dispositif de prélèvement selon l'invention.
- Le gaz moteur est émis à grande vitesse à la périphérie de la ..roue de centrifugation 13 sous forme d'un courant annulaire. En aval immédiat de la roue se forme une dépression et le courant se rassemble pour constituer un écoulement de section circulaire de dimensions réduites. Ce phénomène est matérialisé de façon très sensible par la forme du voile de fibres F. Le courant entraine sur son trajet des quantités croissantes d'air induit. Cet air induit est représenté par les lignes de courant I.
- Le courant gazeux G accrû de l'air induit et figuré par ses limites L passe dans un dispositif de prélèvement du type de celui présenté à la figure 3.
- Une partie A de l'air entrant est aspirée dans la chambre 6 et évacuée par les canalisations 9.
- Le gaz non prélevé sort du dispositif et poursuit sa progression en induisant de nouvelles quantités d'air ambiant.
- En raison de la réduction de l'impulsion du courant par suite du prélèvement réalisé, les quantités d'air induit sur le restant du trajet sont moins importantes que celles qu'induirait le courant complet.
- L'épanouissement du courant gazeux se poursuit aussi longtemps qu'il n'est pas confiné. Ordinairement ceci ne se produit que lorsque le courant G rencontre les parois 15 de la hotte. D'une certaine façon les parois 15 canalisent le courant jusqu'au tapis de réception 14 et limitent l'introduction d'air induit.
- Des buses 16 pulvérisent de l'eau sur le courant gazeux sortant de l'organe de prélèvement. Une composition de liant est elle aussi pulvérisée au moyen de buses 17. Bien entendu la distribution d'eau et de liant est effectuée au moyen de buses réparties tout autour du courant gazeux pour que lé traitement soit sensiblement uniforme.
- Le courant gazeux traverse le tapis de réception 14 sur lequel les fibres sont retenues et forment un matelas 17. Le caisson 18 situé sous le tapis de réception est mis en dépression à l'aide de moyens non représentés par l'intermédiaire de la conduite 19 pour permettre le passage des gaz à travers le tapis et le matelas en formation. Sans aspiration, les gaz du courant auraient tendance à refouler -hors de la hotte quelle que soit la quantité de gaz véhiculée par le courant G.
- Un avantage selon l'invention provient du fait que la quantité de gaz à laquelle il faut faire franchir le tapis de réception est mdindre qu'en l'absence de prélèvement sur le trajet du courant. Dans ces conditions la vitesse et la perte de charge des gaz au passage de ce "filtre" sont diminués d'autant et il en résulte un moindre tassement des fibres.
- Par ailleurs l'énergie nécessaire pour créer la dépression est réduite par suite de la diminution du volume aspiré.
- Au niveau des phénomènes intervenant 'sur le matelas en formation, la diminution de la quantité de gaz qui le traverse présente encore d'autres avantages. Ainsi la composition de liant déposée sur les fibres et qui n'est pas encore fixée a tendance à migrer sous l'effet du passage des gaz. Cette migration aboutit à une perte de liant dans les gaz évacués qui nécessite un accroissement correspondant de la quantité de composition qu'il est nécessaire de pulvériser. En outre, les gaz chargés de liant doivent subir une dépollution d'autant plus intense et donc coûteuse, qu'ils renferment plus de liant. Pour toutes ces raisons il est avantageux de pouvoir réduire la vitesse de passage des gaz et la migration du liant qui en dépend.
- Par ailleurs une partie de la chaleur étant évacuée avec l'air aspiré, il est plus facile d'éviter l'effet de "précuisson" du liant dans le matelas 20 en formation.
- La figure 8 montre l'évolution du matelas au différents stades de sa formation.
- Les fibres se déposent sur un tapis convoyeur 14, en épaisseur croissante jusqu'à la sortie de la hotte.
- Sortant de la hotte le matelas 20 n'est plus soumis au tassement résultant du passage des gaz et se détend. Cette détente est favorisée par les secousses dues aux mécanismes assurant le transport. Le matelas atteint alors sa plus forte épaisseur ef. Il pénètre dans l'enceinte de traitement thermique entre deux conformateurs mobiles 21. L'écartement des conformateurs est sensiblement plus faible que ef. Le matelas se trouve ainsi partiellement comprimé, ce qui a pour effet en particulier de lisser sa surface supérieure.
- Le matelas après traitement présente une épaisseur eo correspondant sensiblement à l'écartement des conformateurs. Il est conditionné sous forme de rouleaux ou de panneaux_à l'état comprimé. Son épaisseur dans l'emballage est ec. Cette épaisseur peut être aussi faible que le quart ou le cinquième de l'épaisseur eo à la sortie du traitement thermique.
- L'épaisseur minimale garantie à l'utilisateur ou épaisseur nominale en conduit à l'expression du taux de compression qui par définition est le rapport de l'épaisseur nominale à l'épaiseur sous compression en/ec.
- On constate dans le cas de l'invention que l'épaisseur avant étuve ef est sensiblement accrue. Par suite également l'épaisseur à la sortie du traitement peut être plus importante. Expérimentalement pour aboutir à une même épaisseur nominale le taux de compression peut alors être accrû. Autrement dit, l'épaisseur sous compression ec peut être moindre (bien que l'on parte d'un produit plus épais) et par conséquent les coûts de transport et de stockage en sont réduits d'autant.
- L'utilisation de l'aspiration ou prélèvement intermédiaire entraîne bien entendu une certaine dépense énergétique, mais ce coût est très largement compensé par les avantages procurés qui viennent d'être rappelés.
- Un autre avantage de l'utilisation de l'invention apparait lorsque sur une installation déterminée les caractéristiques de production du dispositif de formation des fibres sont modifiées, notamment lorsque en accroissant le débit de matériau à fibrer la quantité de gaz d'étirage mise en oeuvre est accrue. Dans ce cas il est possible d'augmenter la vitesse de défilement du tapis récepteur pour conserver la même densité de fibres par unité de surface, mats la vitesse des gaz traversant le matelas demeure plus grande. Cet accroissement de vitesse a pour conséquence un tassement plus important et les divers inconvénients qui en découlent.
- En utilisant la technique de l'invention on peut, en maintenant des conditions de réception satisfaisantes, bénéficier du débit plus important sans changer les dimensions des organes de réception.
- L'invention permet donc une meilleure souplesse d'utilisation d'installations existantes.
- Dans ce qui précède nous n'avons pas indiqué la destination des gaz prélevés sur le courant portant les fibres. Si l'on opère dans les conditions décrites ces gaz ne renferment qu'une faible teneur en fibres. Ils peuvent être rejetés sans traitement particulier, sinon le cas échéant après un simple dépoussiérage. Par ailleurs en présence du prélèvement selon l'invention la quantité de gaz effluents, et en particulier ceux franchissant l'organe de réception, est réduite. Dans ces conditions, lorsqu'ils sont nécessaires, les traitements de dépollution, comprenant notamment la destruction des produits organiques en- tratnés, sont effectués sur des quantités moindres de gaz et comme nous l'avons vu, sur des gaz moins fortement chargés. Le coût de ces traite- _ments est par suite sensiblement diminué.
- Les exemples suivants illustrent le mode de fonctionnement du procédé et du dispositif selon l'invention et montrent quels types de résultats peuvent être atteints.
- Des essais comparatifs ont été conduits pour déterminer les effets de la mise en oeuvre de l'invention sur les caractéristiques des courants gazeux.
- Ces essais ont été effectués dans une installation comprenant un organe de centrifugation pour la formation des fibres. La disposition générale de cette installation est celle schématisée à la figure 7. Lé dispositif de prélèvement utilisé est du type de celui de la figure 3.
- Les conditions de formation des fibres sont celles traditionnelles pour ce type de dispositif. Le débit choisi correspond à une production quotidienne de 14 tonnes de fibres (0,16 kg/s).
- Les débits sont exprimés en normomètre cube d'air par heure (Nm3/h) c'est-à-dire en masse équivalente d'air pris dans les conditions de pression 760 mm de mercure et température 0°C.
- Le courant gazeux d'étirage est composé d'une part de gaz provenant d'un brûleur et d'autre part d'air comprimé. Ces deux composantes sont émises de façon annulaire à proximité immédiate de l'organe de centrifugation du matériau à étirer. Le débit du courant d'étirage formé de ces deux composantes est de 1300 N.m3/h d'air (0,47 kg/s).
- Deux séries d'essais ont été effectuées ; l'une sans dispositif de prélèvement, l'autre en faisant fonctionner le dispositif selon l'invention.
- Les débits gazeux sont mesurés à l'entrée et à la sortie du dispositif de prélèvement (ou en l'absence de celui-ci aux niveaux correspondants sur le trajet des gaz) au niveau de l'organe de réception et sous cet organe dans les caissons d'aspiration.
- Le tableau suivant regroupe les résultats des mesures de débits effectuées. Les valeurs données sont toutes en N.m3/h d'air (et en kg/s).

- Dans le tableau précédent les valeurs correspondant aux débits induits sont calculées par soustraction. Tous les autres débits sont mesurés.
- Ces chiffres appellent plusieurs remarques.
- Le prélèvement d'une forte quantité de gaz comme c'est le cas en II entraine une augmentation de la quantité d'air induit en amont du prélèvement. Globalement néanmoins la quantité de gaz à la sortie du dispositif de prélèvement est sensiblement réduite par rapport à celle que l'on mesure en l'absence de prélèvement.
- Par ailleurs le fait d'induire un peu plus d'air ambiant avant le prélèvement peut conduire à l'élimination d'une quantité de chaleur supérieure à celle que la simple différence entre les débits sortant dans les deux cas considérés laisserait supposer, l'air induit supplémentaire entraînant également une certaine quantité de chaleur.
- L'effet de la réduction de l'impulsion par le prélèvement est très sensible sur les quantités d'air induites en aval du dispositif de prélèvement. Il en résulte une forte baisse (30 Z) de la quantité de gaz qui traverse le matelas de fibres. Cette diminution se traduit par une diminution de la vitesse de passage des gaz (3,4 m/s sans prélèvement, 2,3 m/s avec prélèvement) avec les avantages que nous avons vu en ce qui concerne le tassement des fibres, la migration du liant et l'amélioration du produit final.
- Par ailleurs la perte de charge au passage du matelas, de 90 mm de colonne d'eau (900 Pa) est ramenée à 40 mm (400 Pa). Autrement dit, l'aspiration nécessaire au niveau du caisson sous le tapis de réception est beaucoup moins importante, ce qui réduit du même coup l'air introduit par suite de l'inétanchéité du dispositif à ce niveau (8500 N.m3/h d'air (3,05 kg/s) au lieu de 12000 N.m3/h d'air (4,3 kg/s).
- Ces effets combinés conduisent à une quantité de gaz effluents réduite dans de fortes proportions 28300 N.m3/h.d'air (10,2 kg/s) au lieu de 42000 N.m3/h.d'air (15,1 kg/s) soit une diminution de 32 X.
- Même si l'on ajoute l'air prélevé à l'air aspiré sous la réception soit 33500 N.m3/h.d'air (12 kg/s), la réduction reste supérieure à 20 X. Ces diminutions sont très sensibles sur le coût de fonctionnement de l'installation et s'ajoutent aux améliorations constatées sur le produit.
- L'influence de la quantité de gaz prélevée sur les conditions de fonctionnement a été étudiée dans une installation analogue à celle utilisée à l'exemple 1.
- Pour ces essais le débit du gaz moteur est de 1500 N.m3/h.
- Le tableau suivant donne l'ensemble des valeurs (en N.m3/h et en kg/s) mesurées à différents niveaux de l'installation.


- La réduction de la quantité de gaz franchissant le matelas de fibres s'accroit avec la quantité de gaz prélevée. Dans le domaine des valeurs considérées, passé un certain seuil, la progression semble linéaire. Il est remarquable également de constater que la somme des quantités de gaz effluents c'est-à-dire de celui prélevé et du gaz franchissant l'organe de réception, décroit lorsque le prélèvement est accrû. Ceci est obtenu en dépit de ce que le prélèvement induit en amont une quantité supplémentaire d'air.
- Grâce à l'invention il est ainsi possible par un choix convenable des caractéristiques de prélèvement de régler les conditions de réception des fibres indépendamment de celles de formation .
- Lorsque les conditions notamment de débit de matériau à fibrer doivent être modifiées, et que par suite les quantités de gaz d'étirage sont également modifiées, il est possible par la mise en oeuvre de l'invention de maintenir les caractéristiques les plus satisfaisantes pour la formation du matelas sans modifier le reste de l'installation notamment les dimensions de la surface de réception.
- Un essai est effectué pour déterminer l'influence de l'invention sur les conditions thermiques auxquelles le matelas en formation est soumis.
- L'essai est conduit avec un dispositif du type schématisé à la figure 7. Les conditions sont celles des cas A et C de l'exemple 2. La chaleur dégagée par le brûleur introduit dans le système une quantité de chaleur de 700000 kcal/h (813 kW).
- Dans les conditions de l'expérience l'air ambiant est environ à 20°C. Le gaz prélevé selon l'invention est à une température mesurée de 120°C. On élimine ainsi lorsque le prélèvement est mis en oeuvre environ 160000 kcal/h (186 kW) soit environ le quart de la quantité. initiale.
- La quantité d'eau pulvérisée pour refroidir les gaz est la même dans les deux cas. Bien que la quantité globale d'air induit soit réduite lorsque le prélèvement est effectué on constate une baisse de température d'environ 10°C au niveau de la réceptipn.
- Dans ces conditions les risques de précuisson du liant sur le matelas en formation peuvent être écartés.
- Il est possible également d'accroitre le débit de production de l'appareil et de régler la quantité de gaz prélevée pour éliminer l'excédent de chaleur (ou une partie de celle-ci).
- Dans tous les cas la mise en oeuvre de l'invention accroit la souplesse d'utilisation des installations de fibrage.
- Les effets de la mise en oeuvre de l'invention ont été également examinés pour d'autres caractéristiques des procédés de fibrage.
- Pour des essais réalisés dans les conditions B et C de l'exemple 2, la quantité de fibres entraînée a été mesurée. Dans ces essais, le bord interne de l'orifice de prélèvement se situait à la limite de vitesse 1/2 Vm pour la configuration retenue.
- Pour ces deux cas la proportion de fibres entrainée a été respectivement de 0,3 % et 0,6 X. Ces proportions sont très faibles bien que la quantité de gaz prélevé soit pratiquement la moitié de celle entrant dans le dispositif de prélèvement.
- Comme pour les essais de l'exemple 1, la perte de charge des gaz traversant le matelas en formation est réduite de moitié environ, lorsque l'on opère le prélèvement selon l'invention. Cette différence se traduit par un tassement moindre des fibres. L'accroissement d'épaisseur avant étuve ef est de l'ordre de 25 % pour un appareil débitant 14 tonnes par jour de fibres (0,16 kg/s) et de 20 % pour un débit de 18 tonnes par jour (0,21 kg/s). Cet accroissement a pû être conservé sur l'épaisseur du matelas en sortie d'étuve et aboutit à un taux de compression amélioré.
- Ainsi pour 18 t/j de débit, les épaisseurs de matelas sans et avec prélèvement pour le cas considéré ont été respectivement en millimètres :

- L'épaisseur du matelas comprimé dans l'emballage ec a été réduite de façon sensible en conservant la même épaisseur nominale. Le gain sur le taux de compression, ou en volume est de 50 %. Il en résulte une économie substantielle sur les coûts de stockage et de transport.
Claims (16)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82401429T ATE14460T1 (de) | 1981-08-06 | 1982-07-30 | Verfahren und vorrichtung zur verbesserung der bildungsverhaeltnisse bei fasermatrazen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8115283 | 1981-08-06 | ||
| FR8115283A FR2511051A1 (fr) | 1981-08-06 | 1981-08-06 | Procede et dispositif pour l'amelioration des conditions de formation de matelas de fibres |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0072301A1 true EP0072301A1 (fr) | 1983-02-16 |
| EP0072301B1 EP0072301B1 (fr) | 1985-07-24 |
Family
ID=9261255
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82401429A Expired EP0072301B1 (fr) | 1981-08-06 | 1982-07-30 | Procédé et dispositif pour l'amélioration des conditions de formation des matelas de fibres |
Country Status (23)
| Country | Link |
|---|---|
| US (1) | US4744810A (fr) |
| EP (1) | EP0072301B1 (fr) |
| JP (1) | JPS5876563A (fr) |
| KR (1) | KR880000382B1 (fr) |
| AR (1) | AR228406A1 (fr) |
| AT (1) | ATE14460T1 (fr) |
| AU (1) | AU8653182A (fr) |
| BR (1) | BR8204604A (fr) |
| CA (1) | CA1192013A (fr) |
| DE (1) | DE3264903D1 (fr) |
| DK (1) | DK339082A (fr) |
| ES (1) | ES514745A0 (fr) |
| FI (1) | FI822724L (fr) |
| FR (1) | FR2511051A1 (fr) |
| GR (1) | GR77263B (fr) |
| IE (1) | IE53073B1 (fr) |
| IN (1) | IN156642B (fr) |
| MX (1) | MX156459A (fr) |
| NO (1) | NO822684L (fr) |
| NZ (1) | NZ201270A (fr) |
| PT (1) | PT75378B (fr) |
| TR (1) | TR21349A (fr) |
| ZA (1) | ZA825369B (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2139258A (en) * | 1983-04-20 | 1984-11-07 | Yhtyneet Paperitehtaat Oy | A fibre distribution method and device for a dry paper machine |
| FR2559793A1 (fr) * | 1984-02-17 | 1985-08-23 | Saint Gobain Isover | Procede de production de matelas de fibres minerales a partir d'un materiau fondu |
| US4744810A (en) * | 1981-08-06 | 1988-05-17 | Isover Saint-Gobain | Process for forming fiber mats |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3807420A1 (de) * | 1988-03-07 | 1989-09-21 | Gruenzweig & Hartmann | Einrichtung zur erzeugung von fasern, insbesondere mineralfasern, aus einer schmelze |
| US5324337A (en) * | 1992-12-29 | 1994-06-28 | Knauf Fiber Glass Gmbh | Method for producing fiber product |
| US5455991A (en) * | 1994-02-03 | 1995-10-10 | Schuller International, Inc. | Method and apparatus for collecting fibers, and product |
| US5595585A (en) | 1994-05-02 | 1997-01-21 | Owens Corning Fiberglas Technology, Inc. | Low frequency sound distribution of rotary fiberizer veils |
| KR970702397A (ko) * | 1994-05-02 | 1997-05-13 | 로너간 로버트 씨. | 고속 회전드럼 및 저주파 음향분포를 이용한 울팩 형성방법(wool pack forming process using high speed rotating drums and low frequency sound distribution) |
| CA2189346A1 (fr) * | 1994-05-10 | 1995-11-16 | Owens Corning | Procede pour recueillir et mettre directement en forme des fibres de laine longues |
| EP0766624B1 (fr) * | 1994-05-26 | 2004-07-28 | RTICA, Inc, | Isolation en polyester |
| US5885390A (en) * | 1994-09-21 | 1999-03-23 | Owens-Corning Fiberglas Technology Inc. | Processing methods and products for irregularly shaped bicomponent glass fibers |
| US5980680A (en) * | 1994-09-21 | 1999-11-09 | Owens Corning Fiberglas Technology, Inc. | Method of forming an insulation product |
| DE10322460B4 (de) * | 2003-05-16 | 2007-02-08 | Corovin Gmbh | Verfahren und Vorrichtung zur Herstellung eines Spinnvlieses aus Filamenten aus aufgeplatzten Fasern, Filamente aus aufgeplatzen Fasern und Vliesstoff |
| US20060021503A1 (en) * | 2004-07-30 | 2006-02-02 | Caterpillar, Inc. | Electrostatic precipitator particulate trap with impingement filtering element |
| US20070014995A1 (en) * | 2005-07-12 | 2007-01-18 | Jacob Chacko | Thin rotary-fiberized glass insulation and process for producing same |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1635596A1 (de) * | 1967-04-11 | 1971-03-25 | Du Pont | Verfahren zur Foerdern von Faeden und Vorrichtung zu seiner Durchfuehrung |
| FR2413204A1 (fr) * | 1977-12-27 | 1979-07-27 | Proizv Ob | Procede d'obtention d'une feuille a partir de fibres et dispositif pour la mise en oeuvre de ce procede |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB517072A (en) * | 1937-07-14 | 1940-01-19 | Mij Exploitatie Octrooien Nv | Improvements in filter materials and the manufacture thereof |
| US3442633A (en) * | 1964-01-02 | 1969-05-06 | Walter Merton Perry | Method and apparatus for conveying and for treating glass fibers |
| US3325906A (en) * | 1965-02-10 | 1967-06-20 | Du Pont | Process and apparatus for conveying continuous filaments |
| US3824086A (en) * | 1972-03-02 | 1974-07-16 | W M Perry | By-pass fiber collection system |
| US3781047A (en) * | 1972-03-31 | 1973-12-25 | Emhart Corp | Adjustable support |
| US3877911A (en) * | 1972-09-13 | 1975-04-15 | Owens Corning Fiberglass Corp | Method and apparatus for producing fibers |
| FR2368445A1 (fr) * | 1976-10-22 | 1978-05-19 | Saint Gobain | Regulation des installations de fibrage avec traitement des effluents |
| US4111672A (en) * | 1973-10-10 | 1978-09-05 | Saint-Gobain Industries | Method and apparatus for suppression of pollution in mineral fiber manufacture |
| FR2286772A1 (fr) * | 1974-10-03 | 1976-04-30 | Etpm | Installation de manutention pneumatique |
| DE2627262C3 (de) * | 1976-06-18 | 1978-11-30 | Automatik Apparate-Maschinenbau H. Hench Gmbh, 8754 Grossostheim | Vorrichtung zum Trocknen von durch ein strömendes Gas transportierten Feststoffen |
| GB1601801A (en) * | 1978-05-11 | 1981-11-04 | Wiggins Teape Group Ltd | Feeding means for a rod like element |
| US4263007A (en) * | 1978-06-05 | 1981-04-21 | Saint-Gobain Industries | Apparatus for heat treatment of fibrous mats |
| US4263241A (en) * | 1978-11-03 | 1981-04-21 | Alexandrov Vyacheslav S | Method for production of fibrous sheet material and apparatus for carrying out the same |
| US4350482A (en) * | 1978-11-03 | 1982-09-21 | Alexandrov Vyacheslav S | Apparatus for production of fibrous sheet material |
| SU787537A1 (ru) * | 1979-02-01 | 1980-12-15 | Всесоюзное научно-производственное объединение целлюлозно-бумажной промышленности | Устройство дл преобразовани потока аэровзвеси волокон |
| FR2511051A1 (fr) * | 1981-08-06 | 1983-02-11 | Saint Gobain Isover | Procede et dispositif pour l'amelioration des conditions de formation de matelas de fibres |
-
1981
- 1981-08-06 FR FR8115283A patent/FR2511051A1/fr active Granted
-
1982
- 1982-07-14 NZ NZ201270A patent/NZ201270A/en unknown
- 1982-07-27 ZA ZA825369A patent/ZA825369B/xx unknown
- 1982-07-28 AU AU86531/82A patent/AU8653182A/en not_active Abandoned
- 1982-07-29 DK DK339082A patent/DK339082A/da not_active Application Discontinuation
- 1982-07-30 EP EP82401429A patent/EP0072301B1/fr not_active Expired
- 1982-07-30 AT AT82401429T patent/ATE14460T1/de not_active IP Right Cessation
- 1982-07-30 DE DE8282401429T patent/DE3264903D1/de not_active Expired
- 1982-08-03 MX MX193910A patent/MX156459A/es unknown
- 1982-08-03 AR AR290193A patent/AR228406A1/es active
- 1982-08-04 PT PT75378A patent/PT75378B/fr unknown
- 1982-08-04 TR TR21349A patent/TR21349A/xx unknown
- 1982-08-05 KR KR8203519A patent/KR880000382B1/ko active
- 1982-08-05 NO NO822684A patent/NO822684L/no unknown
- 1982-08-05 ES ES514745A patent/ES514745A0/es active Granted
- 1982-08-05 FI FI822724A patent/FI822724L/fi not_active Application Discontinuation
- 1982-08-05 BR BR8204604A patent/BR8204604A/pt unknown
- 1982-08-05 GR GR68965A patent/GR77263B/el unknown
- 1982-08-05 IE IE1890/82A patent/IE53073B1/en unknown
- 1982-08-06 CA CA000408928A patent/CA1192013A/fr not_active Expired
- 1982-08-06 JP JP57136422A patent/JPS5876563A/ja active Pending
- 1982-08-10 IN IN942/CAL/82A patent/IN156642B/en unknown
-
1986
- 1986-03-31 US US06/846,475 patent/US4744810A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1635596A1 (de) * | 1967-04-11 | 1971-03-25 | Du Pont | Verfahren zur Foerdern von Faeden und Vorrichtung zu seiner Durchfuehrung |
| FR2413204A1 (fr) * | 1977-12-27 | 1979-07-27 | Proizv Ob | Procede d'obtention d'une feuille a partir de fibres et dispositif pour la mise en oeuvre de ce procede |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4744810A (en) * | 1981-08-06 | 1988-05-17 | Isover Saint-Gobain | Process for forming fiber mats |
| GB2139258A (en) * | 1983-04-20 | 1984-11-07 | Yhtyneet Paperitehtaat Oy | A fibre distribution method and device for a dry paper machine |
| FR2559793A1 (fr) * | 1984-02-17 | 1985-08-23 | Saint Gobain Isover | Procede de production de matelas de fibres minerales a partir d'un materiau fondu |
Also Published As
| Publication number | Publication date |
|---|---|
| ES8305072A1 (es) | 1983-04-16 |
| FR2511051A1 (fr) | 1983-02-11 |
| DK339082A (da) | 1983-02-07 |
| ATE14460T1 (de) | 1985-08-15 |
| ZA825369B (en) | 1983-05-25 |
| PT75378B (fr) | 1985-01-03 |
| ES514745A0 (es) | 1983-04-16 |
| FI822724A0 (fi) | 1982-08-05 |
| KR840001285A (ko) | 1984-04-30 |
| AR228406A1 (es) | 1983-02-28 |
| AU8653182A (en) | 1983-02-10 |
| IE53073B1 (en) | 1988-05-25 |
| BR8204604A (pt) | 1983-07-26 |
| IN156642B (fr) | 1985-09-28 |
| IE821890L (en) | 1983-02-06 |
| PT75378A (fr) | 1982-09-01 |
| TR21349A (fr) | 1984-03-01 |
| NZ201270A (en) | 1986-01-24 |
| JPS5876563A (ja) | 1983-05-09 |
| FI822724L (fi) | 1983-02-07 |
| DE3264903D1 (en) | 1985-08-29 |
| NO822684L (no) | 1983-02-07 |
| CA1192013A (fr) | 1985-08-20 |
| KR880000382B1 (ko) | 1988-03-20 |
| US4744810A (en) | 1988-05-17 |
| FR2511051B1 (fr) | 1984-03-23 |
| MX156459A (es) | 1988-08-24 |
| GR77263B (fr) | 1984-09-11 |
| EP0072301B1 (fr) | 1985-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0072301B1 (fr) | Procédé et dispositif pour l'amélioration des conditions de formation des matelas de fibres | |
| EP1360152B1 (fr) | Procede et dispositif de formation de laine minerale | |
| EP0072300B1 (fr) | Procédé et dispositif pour l'amélioration de la distribution sur un organe de reception de fibres véhiculées par un courant gazeux | |
| US5771601A (en) | Process for the dewatering of coal and mineral slurries | |
| CH643219A5 (fr) | Verres susceptibles d'etre transformes en fibres. | |
| EP0189354A1 (fr) | Perfectionnements à la fabrication de fibres minerales | |
| EP1507907A1 (fr) | Procede et installation pour la fabrication de preformes fibreuses annulaires | |
| CA2485630A1 (fr) | Media filtrant comprenant des fibres minerales obtenues par centrifugation | |
| FR2779713A1 (fr) | Dispositif et procede de centrifugation de fibres minerales | |
| EP0091866A1 (fr) | Formation de fibres comprenant une centrifugation | |
| CA3008541A1 (fr) | Procede de preparation d'un produit d'isolation a base de laine, notamment minerale | |
| CH619436A5 (fr) | ||
| BE1006222A3 (fr) | Dispositif de fabrication d'un feutre de fibres. | |
| FR2736940A1 (fr) | Procede et dispositif pour la formation d'un feutre de fibres minerales de qualite amelioree | |
| FR2541459A1 (fr) | Procede et dispositif pour determiner les proprietes d'une pulpe de fibres | |
| EP0499523B1 (fr) | Buse à talon aval surelevé, pour déposer une couche de revêtement sur un ruban de verre, par pyrolyse d'un mélange gazeux | |
| EP3898547B1 (fr) | Procede d'ajustement de la quantite d'eau de dilution d'une composition d'encollage, et unite de calcul correspondante | |
| EP0022035B1 (fr) | Procédé et dispositif de dépollution dans une installation de fabrication d'un matelas de fibres | |
| EP0991601B1 (fr) | Procede et dispositif de fibrage de laine minerale par centrifugation libre | |
| WO2010031912A2 (fr) | Procede et installation de production d'un voile de non tisse avec depoussierage | |
| CH638082A5 (fr) | Dispositif pour le traitement de materiau a filtre. | |
| EP3472380B1 (fr) | Installation de traitement d'un matelas de fibres minerales par detection et evacuation de defauts localises, et procede correspondant | |
| FR2510266A1 (fr) | Dispositif de detection d'aerosols | |
| FR1459926A (fr) | Perfectionnements au dépoussiérage des gaz | |
| EP2293861B1 (fr) | Machine de traitement de récipients en matériau thermoplastique |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830402 |
|
| ITF | It: translation for a ep patent filed |
Owner name: DR. ING. A. RACHELI & C. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 14460 Country of ref document: AT Date of ref document: 19850815 Kind code of ref document: T |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19850731 |
|
| REF | Corresponds to: |
Ref document number: 3264903 Country of ref document: DE Date of ref document: 19850829 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19860604 Year of fee payment: 5 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19870731 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19890401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19890730 Ref country code: AT Effective date: 19890730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19890731 Ref country code: LI Effective date: 19890731 Ref country code: CH Effective date: 19890731 Ref country code: BE Effective date: 19890731 |
|
| BERE | Be: lapsed |
Owner name: ISOVER SAINT-GOBAIN Effective date: 19890731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19900201 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82401429.4 Effective date: 19900418 |